MIKROSTRUKTURIERUNG MIT HOCHREPETIERENDER FS- LASERSTRAHLUNG J. Schille , L. Schneider, U. Löschner, R. Ebert, H. Exner Hochschule Mittweida – University of Applied Sciences, Mittweida, 09648, Germany email: [email protected] Kurzfassung Es werden Ergebnisse von Untersuchungen zum Einsatz hochrepetierender Ultrakurzpuls-Laserstrahlung zur Mikrostruktu- rierung von Metalloberflächen präsentiert. Bei Bestrahlung mit relativ hohen mittleren Laserleistungen bei gleichzeitig hohen Pulswiederholraten wurden neuartige Mechanismen der Laser-Material-Wechselwirkung beobachtet. So lässt sich einerseits durch Energiedepositionseffekte der Laserabtrag effektivieren, was hohe Abtragsraten ermöglicht; anderseits bewirken Ab- schirmungseffekte sinkende Abtragswerte. Weiterhin beeinflussen durch Selbstorganisation entstehende Mikroformationen (Riffel, konische Mikrostrukturen) die Eigenschaften der abgetragenen Fläche. Extrem raue Oberflächen können durch ge- eignete Parameterwahl unterdrückt oder alternativ gezielt erzeugt werden. Die Komplexität des Abtragverfahrens nimmt mit hohen Repetitionsraten zu. 1. Einleitung Die Ultrakurzpuls-Lasertechnologie mit Pulslängen im Sub-Nanosekundenbereich stellt für die Mikrostruk- turierung wegen des hoch präzisen sowie in hohem Maße reproduzierbaren Abtragprozesses eine neue Bearbeitungsmöglichkeit dar, die neue Anwendungs- felder in Mikrosystemtechnik, Elektronik, der Medizin- technik oder auch dem Maschinenbau erschließt. In- folge der sehr kurzen Pulszeiten findet die Werkstück- reaktion erst nach der Laserbestrahlung statt, so dass die gesamte einfallende Laserenergie für den Abtrag genutzt werden kann. Eine Abschirmung des nachfol- gend auf das Material einwirkenden Laserpulses durch das Prozessplasma, wie es u.a. bei der Bearbeitung mit Laserpulsen im Nanosekunden-Bereich beobachtet wird, findet nicht statt. Durch den extrem kurzen und definierten Energieeintrag treten weiterhin im bestrahl- ten Werkstück keine oder nur geringfügige thermische oder mechanische Schädigungen auf, so dass bei- spielsweise Metalle nahezu schmelzfrei oder Gläser rissfrei bearbeitet werden können. Mit der Entwicklung innovativer hochrepetierender Ultrakurzpuls-Lasersysteme stehen dem Anwender zukünftig leistungsfähige Werkzeuge hoher mittlerer Laserleistungen bei hoher Pulsfolgefrequenz zur Ver- fügung [1, 2]. So wurden bereits Innoslab- Verstärkersysteme mit bis zu 400 W mittlerer Leistung vorgestellt; derzeit kommerziell erhältliche Systeme besitzen einige 10W mit Pulswiederholraten bis in den MHz-Bereich. Neben dem Erreichen hoher Bearbeitungsgeschwin- digkeiten zeigen erste Ergebnisse der Bearbeitung mit hochrepetierender fs-Lasertechnologie völlig neuartige Effekte der Laser-Materie-Wechselwirkung [3-5]. So wurde einerseits bei der Bearbeitung mit hohen Puls- folgefrequenzen das Ansteigen der Abtragsrate fest- gestellt, was auf sogenannte Wärmeakkumulationsef- fekte zurückzuführen ist. Dabei kommt es bedingt durch den hohen mittleren Energieeintrag infolge ho- her Pulswiederholraten bei annähernd gleichbleibender Wärmeableitung zu einem lokalen Temperaturanstieg nahe dem Laserwirkbereich, der wiederum zum Absin- ken der Abtragschwelle sowie einer besseren Energieeinkopplung beiträgt. Von Nachteil ist, dass bei hohen Intensitäten und Überschreiten einer kritischen Pulsfolgefrequenz der nachfolgende die vom vorher- gehenden Laserpuls induzierte Plasma- bzw. Material- dampfwolke trifft [6]. In Abhängigkeit der erzeugten Plasmadichten wechselwirkt die eingestrahlte Laser- energie mit der Plasmawolke, was zu einem Absinken der Ablationsrate bis hin zur vollständigen Abschir- mung des einfallenden Laserpulses führt. Zusätzlich wird der Absorptionsprozess und damit auch die Abtragsrate von sich an der Materialoberflä- che durch Selbstorganisation ausbildenden laserindu- zierten periodischen Mikrostrukturen (LIPSS, Abb. 1) beeinflusst. Dazu zählen neben den für die Ultrakurz- pulslaserbearbeitung typischen Riffel-Formationen [7 - 9], deren Entstehungsmechanismus bereits Gegen- stand zahlreicher Untersuchungen war, bisher wenig bekannte und nicht ausreichend erforschte konische Mikrostrukturen [10]. Abb. 1: Laserinduzierte periodische Mikroformationen, links: Riffel; rechts: konische Mikrostrukturen. 2. Experimenteller Aufbau In den Versuchen kam ein hochrepetierendes fs- Lasersystem (CLARK MXR) mit bis zu 14 W mittlerer Ausgangsleistung und maximaler Pulswiederholfre- quenz von 25 MHz bei hoher Strahlqualität (M² < 1,2) zum Einsatz. Computerunterstützt konnten Pulsener- gie, Pulsdauer und Pulswiederholfrequenz der horizon- 10 μm

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

MIKROSTRUKTURIERUNG MIT HOCHREPETIERENDER FS-LASERSTRAHLUNG
J. Schille, L. Schneider, U. Löschner, R. Ebert, H. Exner
Hochschule Mittweida – University of Applied Sciences, Mittweida, 09648, Germany
email: [email protected]
Kurzfassung Es werden Ergebnisse von Untersuchungen zum Einsatz hochrepetierender Ultrakurzpuls-Laserstrahlung zur Mikrostruktu-rierung von Metalloberflächen präsentiert. Bei Bestrahlung mit relativ hohen mittleren Laserleistungen bei gleichzeitig hohen Pulswiederholraten wurden neuartige Mechanismen der Laser-Material-Wechselwirkung beobachtet. So lässt sich einerseits durch Energiedepositionseffekte der Laserabtrag effektivieren, was hohe Abtragsraten ermöglicht; anderseits bewirken Ab-schirmungseffekte sinkende Abtragswerte. Weiterhin beeinflussen durch Selbstorganisation entstehende Mikroformationen (Riffel, konische Mikrostrukturen) die Eigenschaften der abgetragenen Fläche. Extrem raue Oberflächen können durch ge-eignete Parameterwahl unterdrückt oder alternativ gezielt erzeugt werden. Die Komplexität des Abtragverfahrens nimmt mit hohen Repetitionsraten zu. 1. Einleitung
Die Ultrakurzpuls-Lasertechnologie mit Pulslängen im Sub-Nanosekundenbereich stellt für die Mikrostruk-turierung wegen des hoch präzisen sowie in hohem Maße reproduzierbaren Abtragprozesses eine neue Bearbeitungsmöglichkeit dar, die neue Anwendungs-felder in Mikrosystemtechnik, Elektronik, der Medizin-technik oder auch dem Maschinenbau erschließt. In-folge der sehr kurzen Pulszeiten findet die Werkstück-reaktion erst nach der Laserbestrahlung statt, so dass die gesamte einfallende Laserenergie für den Abtrag genutzt werden kann. Eine Abschirmung des nachfol-gend auf das Material einwirkenden Laserpulses durch das Prozessplasma, wie es u.a. bei der Bearbeitung mit Laserpulsen im Nanosekunden-Bereich beobachtet wird, findet nicht statt. Durch den extrem kurzen und definierten Energieeintrag treten weiterhin im bestrahl-ten Werkstück keine oder nur geringfügige thermische oder mechanische Schädigungen auf, so dass bei-spielsweise Metalle nahezu schmelzfrei oder Gläser rissfrei bearbeitet werden können. Mit der Entwicklung innovativer hochrepetierender Ultrakurzpuls-Lasersysteme stehen dem Anwender zukünftig leistungsfähige Werkzeuge hoher mittlerer Laserleistungen bei hoher Pulsfolgefrequenz zur Ver-fügung [1, 2]. So wurden bereits Innoslab-Verstärkersysteme mit bis zu 400 W mittlerer Leistung vorgestellt; derzeit kommerziell erhältliche Systeme besitzen einige 10W mit Pulswiederholraten bis in den MHz-Bereich. Neben dem Erreichen hoher Bearbeitungsgeschwin-digkeiten zeigen erste Ergebnisse der Bearbeitung mit hochrepetierender fs-Lasertechnologie völlig neuartige Effekte der Laser-Materie-Wechselwirkung [3-5]. So wurde einerseits bei der Bearbeitung mit hohen Puls-folgefrequenzen das Ansteigen der Abtragsrate fest-gestellt, was auf sogenannte Wärmeakkumulationsef-fekte zurückzuführen ist. Dabei kommt es bedingt durch den hohen mittleren Energieeintrag infolge ho-her Pulswiederholraten bei annähernd gleichbleibender Wärmeableitung zu einem lokalen Temperaturanstieg nahe dem Laserwirkbereich, der wiederum zum Absin-ken der Abtragschwelle sowie einer besseren
Energieeinkopplung beiträgt. Von Nachteil ist, dass bei hohen Intensitäten und Überschreiten einer kritischen Pulsfolgefrequenz der nachfolgende die vom vorher-gehenden Laserpuls induzierte Plasma- bzw. Material-dampfwolke trifft [6]. In Abhängigkeit der erzeugten Plasmadichten wechselwirkt die eingestrahlte Laser-energie mit der Plasmawolke, was zu einem Absinken der Ablationsrate bis hin zur vollständigen Abschir-mung des einfallenden Laserpulses führt. Zusätzlich wird der Absorptionsprozess und damit auch die Abtragsrate von sich an der Materialoberflä-che durch Selbstorganisation ausbildenden laserindu-zierten periodischen Mikrostrukturen (LIPSS, Abb. 1) beeinflusst. Dazu zählen neben den für die Ultrakurz-pulslaserbearbeitung typischen Riffel-Formationen [7 - 9], deren Entstehungsmechanismus bereits Gegen-stand zahlreicher Untersuchungen war, bisher wenig bekannte und nicht ausreichend erforschte konische Mikrostrukturen [10].
Abb. 1: Laserinduzierte periodische Mikroformationen, links: Riffel; rechts: konische Mikrostrukturen. 2. Experimenteller Aufbau
In den Versuchen kam ein hochrepetierendes fs-Lasersystem (CLARK MXR) mit bis zu 14 W mittlerer Ausgangsleistung und maximaler Pulswiederholfre-quenz von 25 MHz bei hoher Strahlqualität (M² < 1,2) zum Einsatz. Computerunterstützt konnten Pulsener-gie, Pulsdauer und Pulswiederholfrequenz der horizon-
10 µm
tal polarisierten Strahlung gesteuert werden.
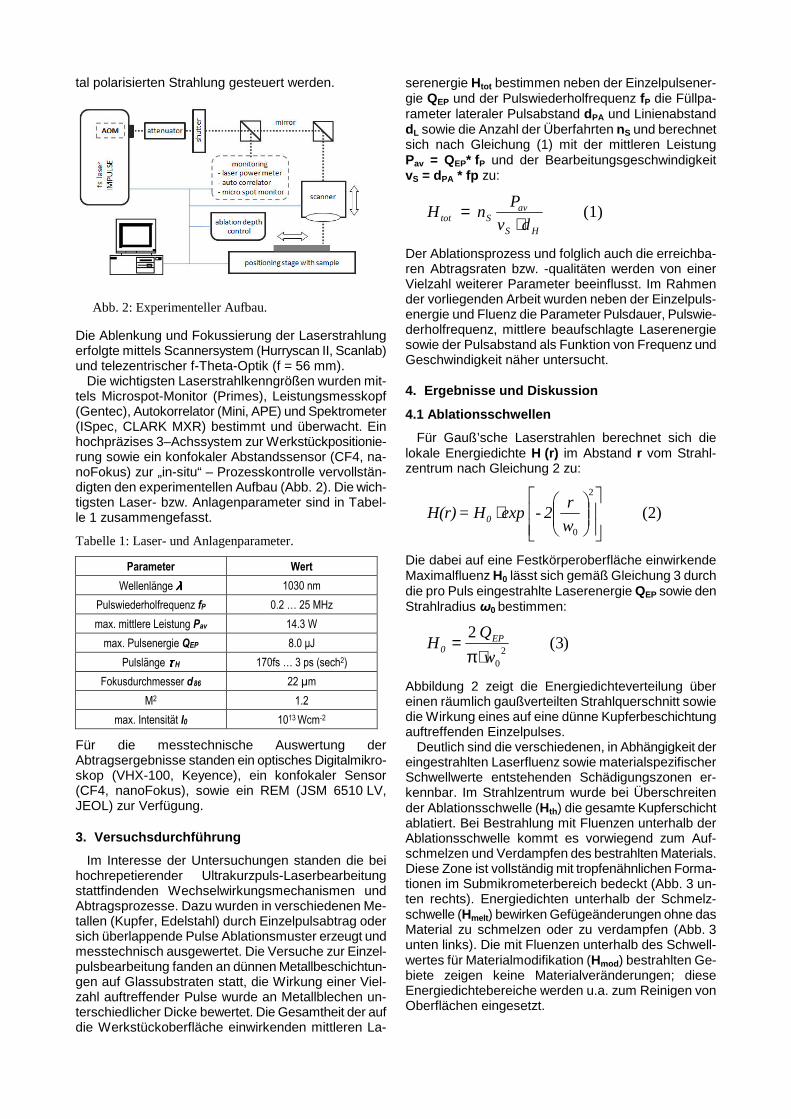
Die Ablenkung und Fokussierung der Laserstrahlung erfolgte mittels Scannersystem (Hurryscan II, Scanlab) und telezentrischer f-Theta-Optik (f = 56 mm). Die wichtigsten Laserstrahlkenngrößen wurden mit-tels Microspot-Monitor (Primes), Leistungsmesskopf (Gentec), Autokorrelator (Mini, APE) und Spektrometer (ISpec, CLARK MXR) bestimmt und überwacht. Ein hochpräzises 3–Achssystem zur Werkstückpositionie-rung sowie ein konfokaler Abstandssensor (CF4, na-noFokus) zur „in-situ“ – Prozesskontrolle vervollstän-digten den experimentellen Aufbau (Abb. 2). Die wich-tigsten Laser- bzw. Anlagenparameter sind in Tabel-le 1 zusammengefasst.
Tabelle 1: Laser- und Anlagenparameter.
Parameter Wert
Wellenlänge λλλλ 1030 nm
Pulswiederholfrequenz fP 0.2 … 25 MHz
max. mittlere Leistung Pav 14.3 W
max. Pulsenergie QEP 8.0 µJ
Pulslänge ττττ H 170fs … 3 ps (sech2)
Fokusdurchmesser d 86 22 µm
M2 1.2
max. Intensität I0 1013 Wcm-2
Für die messtechnische Auswertung der Abtragsergebnisse standen ein optisches Digitalmikro-skop (VHX-100, Keyence), ein konfokaler Sensor (CF4, nanoFokus), sowie ein REM (JSM 6510 LV, JEOL) zur Verfügung. 3. Versuchsdurchführung
Im Interesse der Untersuchungen standen die bei hochrepetierender Ultrakurzpuls-Laserbearbeitung stattfindenden Wechselwirkungsmechanismen und Abtragsprozesse. Dazu wurden in verschiedenen Me-tallen (Kupfer, Edelstahl) durch Einzelpulsabtrag oder sich überlappende Pulse Ablationsmuster erzeugt und messtechnisch ausgewertet. Die Versuche zur Einzel-pulsbearbeitung fanden an dünnen Metallbeschichtun-gen auf Glassubstraten statt, die Wirkung einer Viel-zahl auftreffender Pulse wurde an Metallblechen un-terschiedlicher Dicke bewertet. Die Gesamtheit der auf die Werkstückoberfläche einwirkenden mittleren La-
serenergie Htot bestimmen neben der Einzelpulsener-gie QEP und der Pulswiederholfrequenz fP die Füllpa-rameter lateraler Pulsabstand dPA und Linienabstand dL sowie die Anzahl der Überfahrten nS und berechnet sich nach Gleichung (1) mit der mittleren Leistung Pav = QEP* fP und der Bearbeitungsgeschwindigkeit vS = dPA * fp zu:
(1) dv
Pn H
HS
avStot ⋅
=
Der Ablationsprozess und folglich auch die erreichba-ren Abtragsraten bzw. -qualitäten werden von einer Vielzahl weiterer Parameter beeinflusst. Im Rahmen der vorliegenden Arbeit wurden neben der Einzelpuls-energie und Fluenz die Parameter Pulsdauer, Pulswie-derholfrequenz, mittlere beaufschlagte Laserenergie sowie der Pulsabstand als Funktion von Frequenz und Geschwindigkeit näher untersucht. 4. Ergebnisse und Diskussion
4.1 Ablationsschwellen
Für Gauß’sche Laserstrahlen berechnet sich die lokale Energiedichte H (r) im Abstand r vom Strahl-zentrum nach Gleichung 2 zu:
(2)2
0
w
r2- expH=H(r) 0
⋅
Die dabei auf eine Festkörperoberfläche einwirkende Maximalfluenz H0 lässt sich gemäß Gleichung 3 durch die pro Puls eingestrahlte Laserenergie QEP sowie den Strahlradius ω0 bestimmen:
)3(2
20
w
QH EP
0 ⋅π=
Abbildung 2 zeigt die Energiedichteverteilung über einen räumlich gaußverteilten Strahlquerschnitt sowie die Wirkung eines auf eine dünne Kupferbeschichtung auftreffenden Einzelpulses. Deutlich sind die verschiedenen, in Abhängigkeit der eingestrahlten Laserfluenz sowie materialspezifischer Schwellwerte entstehenden Schädigungszonen er-kennbar. Im Strahlzentrum wurde bei Überschreiten der Ablationsschwelle (Hth) die gesamte Kupferschicht ablatiert. Bei Bestrahlung mit Fluenzen unterhalb der Ablationsschwelle kommt es vorwiegend zum Auf-schmelzen und Verdampfen des bestrahlten Materials. Diese Zone ist vollständig mit tropfenähnlichen Forma-tionen im Submikrometerbereich bedeckt (Abb. 3 un-ten rechts). Energiedichten unterhalb der Schmelz-schwelle (Hmelt) bewirken Gefügeänderungen ohne das Material zu schmelzen oder zu verdampfen (Abb. 3 unten links). Die mit Fluenzen unterhalb des Schwell-wertes für Materialmodifikation (Hmod ) bestrahlten Ge-biete zeigen keine Materialveränderungen; diese Energiedichtebereiche werden u.a. zum Reinigen von Oberflächen eingesetzt.
Abb. 2: Experimenteller Aufbau.
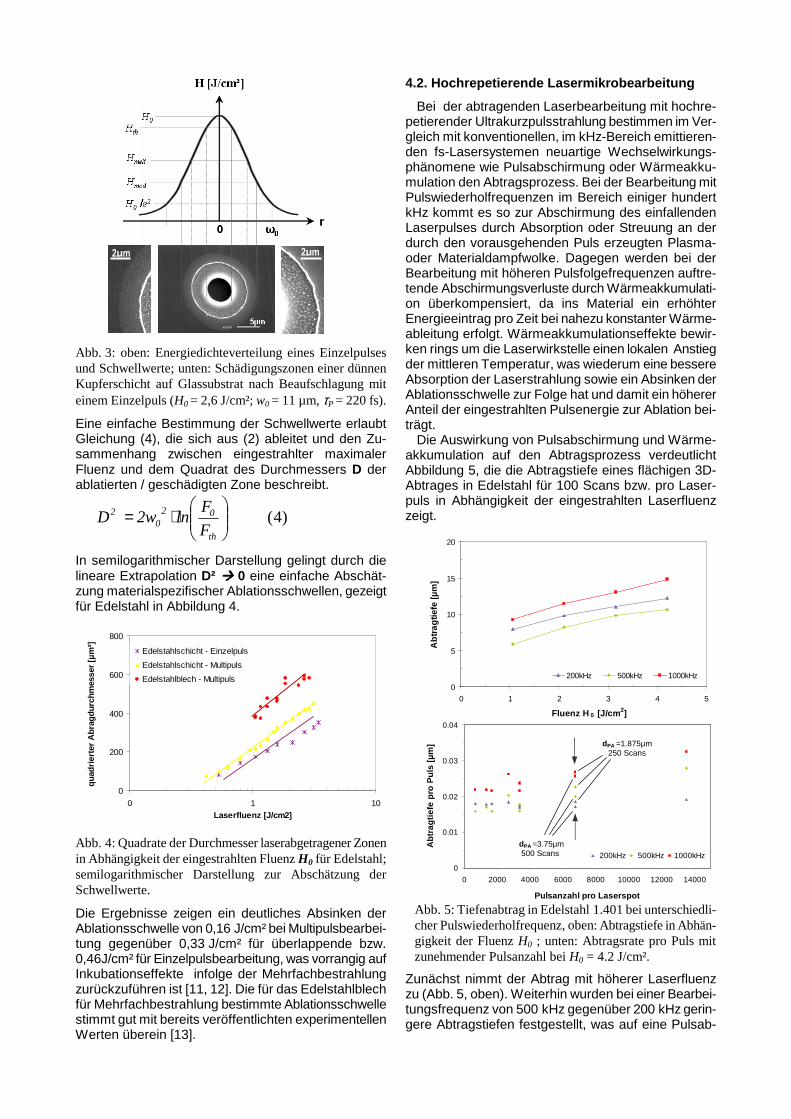
Abb. 3: oben: Energiedichteverteilung eines Einzelpulses und Schwellwerte; unten: Schädigungszonen einer dünnen Kupferschicht auf Glassubstrat nach Beaufschlagung mit einem Einzelpuls (H0 = 2,6 J/cm²; w0 = 11 µm, τP = 220 fs).
Eine einfache Bestimmung der Schwellwerte erlaubt Gleichung (4), die sich aus (2) ableitet und den Zu-sammenhang zwischen eingestrahlter maximaler Fluenz und dem Quadrat des Durchmessers D der ablatierten / geschädigten Zone beschreibt.
)4( F
Fln2w D
th
020
2
⋅=
In semilogarithmischer Darstellung gelingt durch die lineare Extrapolation D² ���� 0 eine einfache Abschät-zung materialspezifischer Ablationsschwellen, gezeigt für Edelstahl in Abbildung 4.
0
200
400
600
800
0 1 10Laserfluenz [J/cm2]
quad
riert
er A
brag
durc
hmes
ser
[µm
²] Edelstahlschicht - Einzelpuls
Edelstahlschicht - Multipuls
Edelstahlblech - Multipuls
Abb. 4: Quadrate der Durchmesser laserabgetragener Zonen in Abhängigkeit der eingestrahlten Fluenz H0 für Edelstahl; semilogarithmischer Darstellung zur Abschätzung der Schwellwerte.
Die Ergebnisse zeigen ein deutliches Absinken der Ablationsschwelle von 0,16 J/cm² bei Multipulsbearbei-tung gegenüber 0,33 J/cm² für überlappende bzw. 0,46J/cm² für Einzelpulsbearbeitung, was vorrangig auf Inkubationseffekte infolge der Mehrfachbestrahlung zurückzuführen ist [11, 12]. Die für das Edelstahlblech für Mehrfachbestrahlung bestimmte Ablationsschwelle stimmt gut mit bereits veröffentlichten experimentellen Werten überein [13].
4.2. Hochrepetierende Lasermikrobearbeitung
Bei der abtragenden Laserbearbeitung mit hochre-petierender Ultrakurzpulsstrahlung bestimmen im Ver-gleich mit konventionellen, im kHz-Bereich emittieren-den fs-Lasersystemen neuartige Wechselwirkungs-phänomene wie Pulsabschirmung oder Wärmeakku-mulation den Abtragsprozess. Bei der Bearbeitung mit Pulswiederholfrequenzen im Bereich einiger hundert kHz kommt es so zur Abschirmung des einfallenden Laserpulses durch Absorption oder Streuung an der durch den vorausgehenden Puls erzeugten Plasma- oder Materialdampfwolke. Dagegen werden bei der Bearbeitung mit höheren Pulsfolgefrequenzen auftre-tende Abschirmungsverluste durch Wärmeakkumulati-on überkompensiert, da ins Material ein erhöhter Energieeintrag pro Zeit bei nahezu konstanter Wärme-ableitung erfolgt. Wärmeakkumulationseffekte bewir-ken rings um die Laserwirkstelle einen lokalen Anstieg der mittleren Temperatur, was wiederum eine bessere Absorption der Laserstrahlung sowie ein Absinken der Ablationsschwelle zur Folge hat und damit ein höherer Anteil der eingestrahlten Pulsenergie zur Ablation bei-trägt. Die Auswirkung von Pulsabschirmung und Wärme-akkumulation auf den Abtragsprozess verdeutlicht Abbildung 5, die die Abtragstiefe eines flächigen 3D-Abtrages in Edelstahl für 100 Scans bzw. pro Laser-puls in Abhängigkeit der eingestrahlten Laserfluenz zeigt.
Zunächst nimmt der Abtrag mit höherer Laserfluenz zu (Abb. 5, oben). Weiterhin wurden bei einer Bearbei-tungsfrequenz von 500 kHz gegenüber 200 kHz gerin-gere Abtragstiefen festgestellt, was auf eine Pulsab-
2µm 2µm
0
0.01
0.02
0.03
0.04
0 2000 4000 6000 8000 10000 12000 14000
Pulsanzahl pro Laserspot
Abt
ragt
iefe
pro
Pul
s [µ
m]
200kHz 500kHz 1000kHz
dPA =3.75µm 500 Scans
dPA =1.875µm 250 Scans
0
5
10
15
20
0 1 2 3 4 5
Fluenz H 0 [J/cm 2]
Abt
ragt
iefe
[µm
]
200kHz 500kHz 1000kHz
Abb. 5: Tiefenabtrag in Edelstahl 1.401 bei unterschiedli-cher Pulswiederholfrequenz, oben: Abtragstiefe in Abhän-gigkeit der Fluenz H0 ; unten: Abtragsrate pro Puls mit zunehmender Pulsanzahl bei H0 = 4.2 J/cm².
a b
c d
e
g h
50µm 50µm
50µm 50µm
50µm 50µm
50µm 50µm
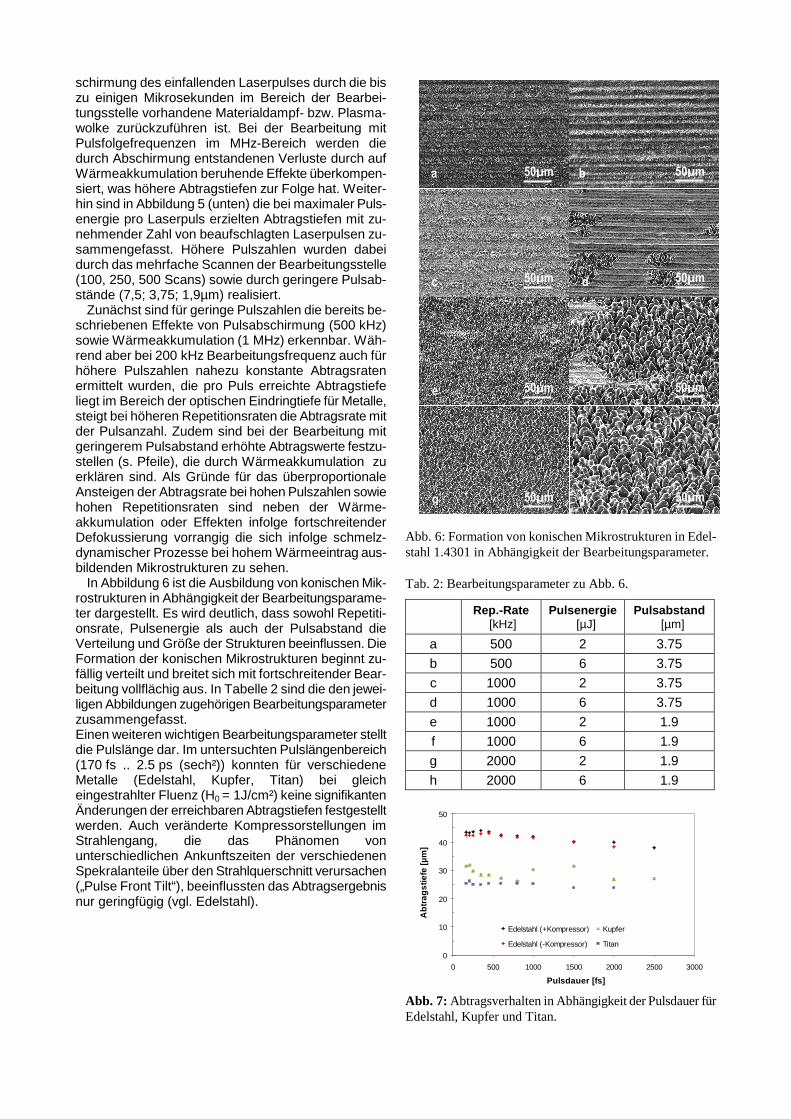
schirmung des einfallenden Laserpulses durch die bis zu einigen Mikrosekunden im Bereich der Bearbei-tungsstelle vorhandene Materialdampf- bzw. Plasma-wolke zurückzuführen ist. Bei der Bearbeitung mit Pulsfolgefrequenzen im MHz-Bereich werden die durch Abschirmung entstandenen Verluste durch auf Wärmeakkumulation beruhende Effekte überkompen-siert, was höhere Abtragstiefen zur Folge hat. Weiter-hin sind in Abbildung 5 (unten) die bei maximaler Puls-energie pro Laserpuls erzielten Abtragstiefen mit zu-nehmender Zahl von beaufschlagten Laserpulsen zu-sammengefasst. Höhere Pulszahlen wurden dabei durch das mehrfache Scannen der Bearbeitungsstelle (100, 250, 500 Scans) sowie durch geringere Pulsab-stände (7,5; 3,75; 1,9µm) realisiert. Zunächst sind für geringe Pulszahlen die bereits be-schriebenen Effekte von Pulsabschirmung (500 kHz) sowie Wärmeakkumulation (1 MHz) erkennbar. Wäh-rend aber bei 200 kHz Bearbeitungsfrequenz auch für höhere Pulszahlen nahezu konstante Abtragsraten ermittelt wurden, die pro Puls erreichte Abtragstiefe liegt im Bereich der optischen Eindringtiefe für Metalle, steigt bei höheren Repetitionsraten die Abtragsrate mit der Pulsanzahl. Zudem sind bei der Bearbeitung mit geringerem Pulsabstand erhöhte Abtragswerte festzu-stellen (s. Pfeile), die durch Wärmeakkumulation zu erklären sind. Als Gründe für das überproportionale Ansteigen der Abtragsrate bei hohen Pulszahlen sowie hohen Repetitionsraten sind neben der Wärme-akkumulation oder Effekten infolge fortschreitender Defokussierung vorrangig die sich infolge schmelz-dynamischer Prozesse bei hohem Wärmeeintrag aus-bildenden Mikrostrukturen zu sehen. In Abbildung 6 ist die Ausbildung von konischen Mik-rostrukturen in Abhängigkeit der Bearbeitungsparame-ter dargestellt. Es wird deutlich, dass sowohl Repetiti-onsrate, Pulsenergie als auch der Pulsabstand die Verteilung und Größe der Strukturen beeinflussen. Die Formation der konischen Mikrostrukturen beginnt zu-fällig verteilt und breitet sich mit fortschreitender Bear-beitung vollflächig aus. In Tabelle 2 sind die den jewei-ligen Abbildungen zugehörigen Bearbeitungsparameter zusammengefasst. Einen weiteren wichtigen Bearbeitungsparameter stellt die Pulslänge dar. Im untersuchten Pulslängenbereich (170 fs .. 2.5 ps (sech²)) konnten für verschiedene Metalle (Edelstahl, Kupfer, Titan) bei gleich eingestrahlter Fluenz (H0 = 1J/cm²) keine signifikanten Änderungen der erreichbaren Abtragstiefen festgestellt werden. Auch veränderte Kompressorstellungen im Strahlengang, die das Phänomen von unterschiedlichen Ankunftszeiten der verschiedenen Spekralanteile über den Strahlquerschnitt verursachen („Pulse Front Tilt“), beeinflussten das Abtragsergebnis nur geringfügig (vgl. Edelstahl).
Abb. 6: Formation von konischen Mikrostrukturen in Edel-stahl 1.4301 in Abhängigkeit der Bearbeitungsparameter.
Tab. 2: Bearbeitungsparameter zu Abb. 6.
Rep.-Rate
[kHz] Pulsenergie
[µJ] Pulsabstand
[µm]
a 500 2 3.75
b 500 6 3.75
c 1000 2 3.75
d 1000 6 3.75
e 1000 2 1.9
f 1000 6 1.9
g 2000 2 1.9
h 2000 6 1.9
0
10
20
30
40
50
0 500 1000 1500 2000 2500 3000
Pulsdauer [fs]
Abt
rags
tiefe
[µm
]
Edelstahl (+Kompressor) Kupfer
Edelstahl (-Kompressor) Titan
Abb. 7: Abtragsverhalten in Abhängigkeit der Pulsdauer für Edelstahl, Kupfer und Titan.

1200
µm
200µm
Bei Auswahl optimaler Bearbeitungsparameter können durch Ausnutzung von den Abtragsprozess begünstigenden Wärmeakkumulationseffekten hohe Abtragsraten bis zu 1,8 cm³/min erzielt werden. Abbildung 8 zeigt die für verschiedene Bearbeitungs-frequenzen erzielten Abtragsraten.
0.0
0.4
0.8
1.2
1.6
2.0
0 5 10 15 20 25
Pulswiederholfrequenz [MHz]
Abt
rags
rate
[mm
3 /min
]
0
2
4
6
8
10
Pul
sene
rgie
[µJ]
Abtragsrate
Pulsenergie
Abb. 8: Abtragsraten in Abhängigkeit der Bearbeitungs-frequenz.
Derzeit limitieren allerdings die kommerziell verfüg-baren Scannersysteme aufgrund zu geringer Scan-geschwindigkeiten eine effiziente Umsetzung der verfügbaren Laserleistungen hochrepetierender Ultra-kurzpuls-Lasersysteme. Maximale Abtragsraten infolge hoher eingetragener Laserleistungen sind so mit Qualitätsverlusten durch zu große wärmebeeinflusste Bereiche verbunden. Zum Erreichen qualitativ hochwertiger Abtragsergebnisse kann die verfügbare Laserleistung nicht genutzt werden. 4.3 Ergebnisse
Das Potenzial hochrepetierender Ultrakurzpuls-Lasertechnologie im Bereich der 3D-Mikrostruktu-rierung demonstrieren die nachfolgenden Bearbei-tungsbeispiele. Einerseits gelingt es bei Anwendung von Laserfluenzen im Bereich der Abtragsschwelle sowie optimaler Pulsabstände qualitativ hochwerte 3D - Strukturen geringer Oberflächenrauigkeit nach Vorgabe herzustellen. In Abbildung 9 und 10 wird deut-lich, dass konstante Abtragsraten nur durch eine Fo-kuskorrektur möglich sind. Andererseits variieren die Abtragsraten aber auch die Oberflächenrauigkeiten mit zunehmender Defokussierung.
Abb. 9: links: Abtragstiefen mit und ohne Fokuskorrektur, rechts: Treppenstufe in Kupfer (mit Fokuskorrektur).
Abb. 10: links: Abtragstiefen mit und ohne Fokuskorrektur, rechts: Pyramidenstruktur in Edelstahl 1.4301.
Aus den in Abb. 9 und 10 zusammengestellten Abtragstiefen wird das unterschiedliche Materialverhal-ten von Edelstahl und Kupfer bei defokussierter Bear-beitung ersichtlich. Während bei Edelstahl mit zuneh-mender Defokussierung größere Abtragstiefen erzielt wurden, nimmt der Abtrag bei Kupfer ab. Zur Kontrolle erzielter Abtragsergebnisse empfiehlt sich so eine „in-Situ“-Tiefenüberwachung, mit der durch Soll-Ist-Vergleich nach Vorgabe herzustellende 3D-Strukturen realisiert werden können. Abb. 11: In Kupfer gefertigte Hexagon-Struktur mit abfal-lenden Wänden sowie zentrierter Halbkugel.
Über die Bearbeitungsparameter können auch Struk-turgröße und Dichte der sich durch Selbstorganisation an der Materialoberfläche ausbildenden Mikrostruktu-ren gezielt verändert und damit an spezielle Anwen-dungen angepasst werden.
Abb. 12: Ausbildung von sich selbst organisierenden Mikro-formation bei unterschiedlich eingetragener Laserleistung in Edelstahl 1.4301.
mit Fokuskorrektur ohne Fokuskorrektur
mit Fokuskorrektur ohne Fokuskorrektur
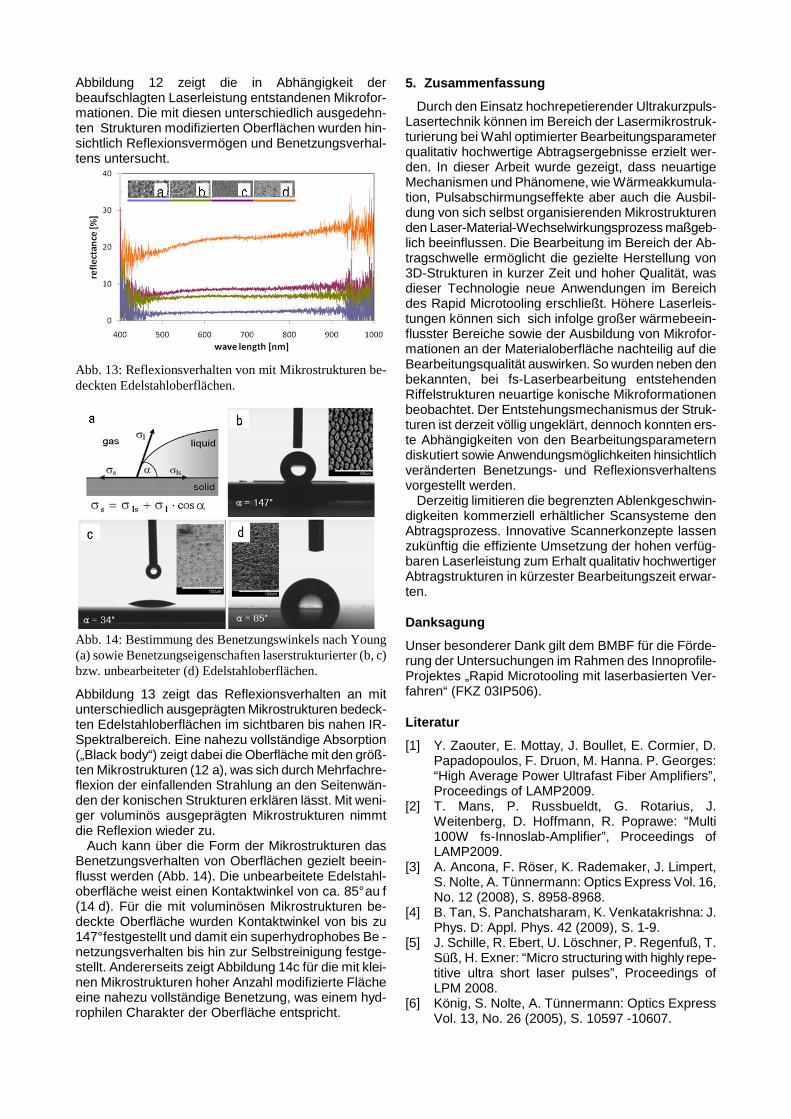
Abbildung 12 zeigt die in Abhängigkeit der beaufschlagten Laserleistung entstandenen Mikrofor-mationen. Die mit diesen unterschiedlich ausgedehn-ten Strukturen modifizierten Oberflächen wurden hin-sichtlich Reflexionsvermögen und Benetzungsverhal-tens untersucht.
Abb. 13: Reflexionsverhalten von mit Mikrostrukturen be-deckten Edelstahloberflächen.
Abb. 14: Bestimmung des Benetzungswinkels nach Young (a) sowie Benetzungseigenschaften laserstrukturierter (b, c) bzw. unbearbeiteter (d) Edelstahloberflächen.
Abbildung 13 zeigt das Reflexionsverhalten an mit unterschiedlich ausgeprägten Mikrostrukturen bedeck-ten Edelstahloberflächen im sichtbaren bis nahen IR-Spektralbereich. Eine nahezu vollständige Absorption („Black body“) zeigt dabei die Oberfläche mit den größ-ten Mikrostrukturen (12 a), was sich durch Mehrfachre-flexion der einfallenden Strahlung an den Seitenwän-den der konischen Strukturen erklären lässt. Mit weni-ger voluminös ausgeprägten Mikrostrukturen nimmt die Reflexion wieder zu. Auch kann über die Form der Mikrostrukturen das Benetzungsverhalten von Oberflächen gezielt beein-flusst werden (Abb. 14). Die unbearbeitete Edelstahl-oberfläche weist einen Kontaktwinkel von ca. 85° au f (14 d). Für die mit voluminösen Mikrostrukturen be-deckte Oberfläche wurden Kontaktwinkel von bis zu 147° festgestellt und damit ein superhydrophobes Be -netzungsverhalten bis hin zur Selbstreinigung festge-stellt. Andererseits zeigt Abbildung 14c für die mit klei-nen Mikrostrukturen hoher Anzahl modifizierte Fläche eine nahezu vollständige Benetzung, was einem hyd-rophilen Charakter der Oberfläche entspricht.
5. Zusammenfassung
Durch den Einsatz hochrepetierender Ultrakurzpuls-Lasertechnik können im Bereich der Lasermikrostruk-turierung bei Wahl optimierter Bearbeitungsparameter qualitativ hochwertige Abtragsergebnisse erzielt wer-den. In dieser Arbeit wurde gezeigt, dass neuartige Mechanismen und Phänomene, wie Wärmeakkumula-tion, Pulsabschirmungseffekte aber auch die Ausbil-dung von sich selbst organisierenden Mikrostrukturen den Laser-Material-Wechselwirkungsprozess maßgeb-lich beeinflussen. Die Bearbeitung im Bereich der Ab-tragschwelle ermöglicht die gezielte Herstellung von 3D-Strukturen in kurzer Zeit und hoher Qualität, was dieser Technologie neue Anwendungen im Bereich des Rapid Microtooling erschließt. Höhere Laserleis-tungen können sich sich infolge großer wärmebeein-flusster Bereiche sowie der Ausbildung von Mikrofor-mationen an der Materialoberfläche nachteilig auf die Bearbeitungsqualität auswirken. So wurden neben den bekannten, bei fs-Laserbearbeitung entstehenden Riffelstrukturen neuartige konische Mikroformationen beobachtet. Der Entstehungsmechanismus der Struk-turen ist derzeit völlig ungeklärt, dennoch konnten ers-te Abhängigkeiten von den Bearbeitungsparametern diskutiert sowie Anwendungsmöglichkeiten hinsichtlich veränderten Benetzungs- und Reflexionsverhaltens vorgestellt werden. Derzeitig limitieren die begrenzten Ablenkgeschwin-digkeiten kommerziell erhältlicher Scansysteme den Abtragsprozess. Innovative Scannerkonzepte lassen zukünftig die effiziente Umsetzung der hohen verfüg-baren Laserleistung zum Erhalt qualitativ hochwertiger Abtragstrukturen in kürzester Bearbeitungszeit erwar-ten. Danksagung
Unser besonderer Dank gilt dem BMBF für die Förde-rung der Untersuchungen im Rahmen des Innoprofile-Projektes „Rapid Microtooling mit laserbasierten Ver-fahren“ (FKZ 03IP506).
Literatur
[1] Y. Zaouter, E. Mottay, J. Boullet, E. Cormier, D. Papadopoulos, F. Druon, M. Hanna. P. Georges: “High Average Power Ultrafast Fiber Amplifiers”, Proceedings of LAMP2009.
[2] T. Mans, P. Russbueldt, G. Rotarius, J. Weitenberg, D. Hoffmann, R. Poprawe: “Multi 100W fs-Innoslab-Amplifier”, Proceedings of LAMP2009.
[3] A. Ancona, F. Röser, K. Rademaker, J. Limpert, S. Nolte, A. Tünnermann: Optics Express Vol. 16, No. 12 (2008), S. 8958-8968.
[4] B. Tan, S. Panchatsharam, K. Venkatakrishna: J. Phys. D: Appl. Phys. 42 (2009), S. 1-9.
[5] J. Schille, R. Ebert, U. Löschner, P. Regenfuß, T. Süß, H. Exner: “Micro structuring with highly repe-titive ultra short laser pulses”, Proceedings of LPM 2008.
[6] König, S. Nolte, A. Tünnermann: Optics Express Vol. 13, No. 26 (2005), S. 10597 -10607.
[7] G.R.B.E. Römer, A.J. Huis in’t Veld, J. Meijer, M.N.W. Groenendijk, CIRP Annals - Manufactu-ring Technology 58 (2009), S. 201–204.
[8] A. Weck, T. H. R. Crawford, D. S. Wilkinson, H. K. Haugen, J. S. Preston, Appl. Phys. A 89 (2007), S. 1001–1003.
[9] O. Varlamova, F. Costache, J. Reif, M. Beste-horn, Applied Surface Science 252 (2006) S. 4702 – 4706.
[10] J. Schille, R. Ebert, U. Löschner, L. Schneider, N. Walther, P. Regenfuß, P. Scully N. Goddard, H. Exner: “An ultrafast fs fibre laser as a new tool in Rapid Microtooling“, Proceedings of LAMP 2009.
[11] Y. Jee, M. F. Becker, R. M. Walser, J. Opt. Soc. Am. B/ Vol. 5 (1988), S. 648-659.
[12] K. Venkatakrishnan, P. Stanley, B. Tan, N. R. Sivakumar, L.E.N. Lim: Appl. Phys. A 77 (2003), S. 655-658.
[13] P. Mannion, J. Magee, E. Coyne, G. M. O’Connor, Proc. of SPIE Vol. 4876 (2003), S. 470-478.
Related Documents











