Introduccion. Maquinado no convencional. Se refiere a los procesos mediante los cuales se remueve el exceso de material mediante diversas técnicas que incluyen la energía mecánica, térmica, eléctrica o química . en estos procesos no se usa un instrumento afilado de corte en el sentido convencional. Los procesos no convencionales fueron concebidos para cubrir necesidades de mayores especificaciones y por importancia tecnológica que mediante procesos convencionales no podían ser cumplidas. - Para cubrir la necesidad de maquinar metales y no metales de reciente creación que por causa de sus propiedades estas no puedan ser maquinadas por medios convencionales. -para obtener geometrías de piezas inusuales o complejas . -para evitar daños externos a una pieza. Estas necesidades son mayormente asociadas al ramo aeroespacial y electrónica. Clasificacion de los procesos no tradicionales. 1.Mecanicos: procesos de erosion, Como chorros abrasivos o con fluidos. 2.Electricos: se utiliza energía electroquímica para la remoción de material. 3.Termicos: se usa energía térmica para cortar o dar forma a una pieza, por lo general esta energía se aplica a una parte muy pequeña de la superficie de trabajo lo que provoca que esta se remueva por fuison o evaporamiento del material. 4.Quimico: utilizando sustancias químicas como acidos, estas remueven material de ciertas porciones de la pieza de trabajo, mientras que otras porciones de la pieza se protegen con una mascara. A continuación trataremos los temas de maquinado por: Maquinado con chorro de agua Maquinado con rayo laser Maquinado electroquímico Maquinado con chorro abrasivo Maquinado químico Maquinado ultrasónico.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Introduccion.
Maquinado no convencional. Se refiere a los procesos mediante los cuales se remueve el exceso
de material mediante diversas técnicas que incluyen la energía mecánica, térmica, eléctrica o
química . en estos procesos no se usa un instrumento afilado de corte en el sentido convencional.
Los procesos no convencionales fueron concebidos para cubrir necesidades de mayores
especificaciones y por importancia tecnológica que mediante procesos convencionales no podían
ser cumplidas.
- Para cubrir la necesidad de maquinar metales y no metales de reciente creación que por causa
de sus propiedades estas no puedan ser maquinadas por medios convencionales.
-para obtener geometrías de piezas inusuales o complejas .
-para evitar daños externos a una pieza. Estas necesidades son mayormente asociadas al ramo aeroespacial y electrónica. Clasificacion de los procesos no tradicionales. 1.Mecanicos: procesos de erosion, Como chorros abrasivos o con fluidos.
2.Electricos: se utiliza energía electroquímica para la remoción de material.
3.Termicos: se usa energía térmica para cortar o dar forma a una pieza, por lo general esta
energía se aplica a una parte muy pequeña de la superficie de trabajo lo que provoca que esta se
remueva por fuison o evaporamiento del material.
4.Quimico: utilizando sustancias químicas como acidos, estas remueven material de ciertas
porciones de la pieza de trabajo, mientras que otras porciones de la pieza se protegen con una
mascara.
A continuación trataremos los temas de maquinado por:
Maquinado con chorro de agua
Maquinado con rayo laser
Maquinado electroquímico
Maquinado con chorro abrasivo
Maquinado químico
Maquinado ultrasónico.

Maquinado Por Chorro de Agua.
El corte con chorro de agua (en inglés WJC) usa una corriente fina de agua a alta presión y
velocidad dirigida hacia la superficie de trabajo para producir un corte. También se emplea el
nombre de maquinado hidrodinámico para este proceso, pero el corte por chorro de agua es el
término de uso más frecuente en la industria.
Para obtener una fina corriente de agua, se usa una pequeña abertura de boquilla de un diámetro
de 0.004 a 0.016 In (0.1 a 0.4 mm). A fin de que la corriente tenga la energía suficiente para cortar
se usan presiones hasta de 60 000 lb/in (400 Mpa), y el chorro alcanza velocidades hasta de 3000
pies/seg (900 m/seg).
Una bomba hidráulica presuriza el fluido al nivel deseado. La unidad de boquilla consiste en un
soporte y una boquilla de joya.
El soporte está hecho de acero inoxidable y la boquilla de Zafiro, rubí o diamante. El diamante
dura más, pero es el de mayor costo, En el WJC deben usarse sistemas de filtración para separar
las virutas producidas durante el proceso. Los fluidos de corte en ese sistema son soluciones de
polímeros, las cuales se prefieren debido a que tienden a producir una corriente coherente.
Ya hemos analizado los fluidos de corte en el contexto del maquinado convencional, pero el
término se usa merecidamente en el WJC.
Los parámetros de proceso importantes en el WJC incluyen la distancia de separación, el diámetro
de abertura de la boquilla, la presión del agua y la velocidad de avance del corte. La distancia de
separación es la abertura entre la boquilla y la superficie de trabajo. En general, se prefiere que

esta distancia sea mínima para reducir la dispersión de la corriente del fluido antes de que golpee
la superficie.
Una distancia de separación normal es de 1/8 de In. (3.2 mm). El tamaño del orificio de la boquilla
afecta la precisión del corte; las aberturas más pequeñas se usan para cortes más finos sobre
materiales más delgados. Para cortar materia prima más gruesa se requieren corrientes de chorro
más densas y mayores presiones. La velocidad de avance del corte se refiere a la velocidad a la que
se mueve la boquilla a lo largo de la trayectoria de corte.
La velocidad de avance típica varía desde 12 in/min (5mm/seg) hasta 1200 in/min (500mm/seg),
dependiendo del material de trabajo y su grosor.
Por lo general, el WJC se hace en forma automática usando un control numérico computarizado o
robots industriales para manipulación de la unidad de boquilla a lo largo de la trayectoria deseada.
El WJC se usa en forma eficaz para obtener tiras de materia prima plana, como plásticos, textiles,
materiales compuestos, mosaicos para pisos, alfombras, piel y cartulinas. Se han instalado celdas
robóticas con boquillas para WJC ensambladas como herramienta de un robot para seguir
patrones tridimencionales de corte irregular, por ejemplo para cortar y recortar tableros de
automóvil antes del ensamble. En estas aplicaciones, la ventaja del WJC es que la superficie de
trabajo no se tritura ni quema como en otros procesos mecánicos o térmicos, en consecuencia, la
pérdida de material es mínima porque la ranura de corte es estrecha, esto reduce la
contaminación ambiental y existe la facilidad de automatizar el proceso usando controles
numéricos o robots industriales.
Una limitación del WJC es que no es conveniente para cortar materiales frágiles (por ejemplo,
vidrio), porque tiende a resquebrajarlos durante el proceso.
Corte con chorro de agua Abrasiva
• Cuando se usa un WJC sobre partes metálicas, por lo general deben agregarse partículas
abrasivas a la corriente a chorro para facilitar el corte. Por tanto este proceso se denomina
corte con chorro de agua abrasiva. Entre los materiales abrasivos comunes están el óxido
de aluminio, el dióxido de silicio y el granate (un mineral de silicato); los tamaños del
esmeril varían entre 60 y 120. Las partículas abrasivas se agregan a la corriente de agua a
aproximadamente 0.5 lb/min (.23 Kg/min) después de que salen de la boquilla para el
WJC.
• Los parámetros de proceso restantes incluyen algunos que son comunes para el WJC; el
diámetro de abertura de la boquilla, la presión del agua y la distancia de separación. Los
diámetros del orificio de la boquilla varían de 0.010 a 0.0250 In (0.25 a 0.63 mm), este
rango es más grande que en el WJC y permite que la corriente contenga velocidades de
flujo más altas y mayor energía antes de la eyección de los abrasivos. Las presiones del
agua son similares a las del WJC. Las distancias de separación son menores para reducir el

• efecto de la dispersión del fluido de corte, el cuál contiene partículas abrasivas en esta
etapa.
http://html.rincondelvago.com/000305121.png
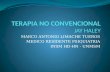
Maquinado por rayo laser.
Un laser es un transductor óptico que convierte la energía eléctrica en un haz luminoso altamente
consistente.
Un haz laser tiene varias propiedades que lo distinguen de otras formas de luz. es monocromático
y muy alineado. Estas propiedades permiten enfocar la luz generada por un laser, mediante lentes
ópticos convencionales, sobre un punto muy pequeño, produciendo densidades muy potentes.
Dependiendo de la cantidad de energía que contiene el haz de luz y su grado de concentración en
el punto, pueden realizarse los diversos procesos con laser que se identifican a continuación.

El maquinado por haz laser.
el maquinado por haz de láser (LBM, por sus siglas en inglés) usa la energía luminosa para remover
un material mediante vaporización y desgaste.
Los tipos de láser utilizados para éste proceso son de gas de dióxido de Carbono y de estado
sólido.
En el maquinado por haz de láser, la energía del haz de luz coherente se concentra no sólo en
forma óptica, sino también en términos de tiempo. El haz de luz se dirige para que la energía
liberada produzca un impulso contra la superficie de trabajo, lo que a su vez produce una
combinación de evaporación y fusión, con la salida de material fundido desde la superficie de
trabajo a alta velocidad.
• El LBM se usa para ejecutar diferentes tipos de operaciones de taladrado, corte en tiras,
ranurado, grabado y marcado.
• El rango de materiales de trabajo que se pueden maquinar mediante éste proceso es
virtualmente ilimitado. Las propiedades ideales, incluyen una alta absorción de energía
luminosa, baja reflectividad, buena conductividad térmica, bajo calor específico, bajo calor
de fusión y bajo calor de evaporación.
• El LBM no se considera un proceso de producción en masa y por lo general se usa en lotes
pequeños .
https://www.u-cursos.cl/fau/2008/0/DIT-204/1/material.../4033
1.-Dirección del Corte
2.- Haz Láser
3.- Lente Focalizada
4.- Gas de Proceso
5.- Distancia Focal
6.- Amplitud del Corte

7.- Zona de Afección Térmica
8.- Estrías
9.- Escoria
10.-Material Fundido
11.-Offset Boquilla
12.-Boquilla de Corte
Fuentes: https://www.u-cursos.cl/fau/2008/0/DIT-204/1/material.../4033
Fundamentos de manufactura moderna 3ra edición, Mikell P. Groover, Mc Graw Hill
Maquinado electroquímico
Maquinado electroquímico (ECM) difiere de las técnicas convencionales para cortes de metales en
que se utilizan energía eléctrica y química como herramientas de corte.
el maquinado electroquímico retira el metal de una pieza de trabajo conductora de electricidad
por medio de una solución anódica, en la cual se obtiene la forma de la pieza de trabajo atreves de
una herramienta formada por electrodos , muy próxima al trabajo, pero al mismo tiempo
separado por un electrolito que fluye a gran rapidez.
Con este proceso se remueve el metal con facilidad, sin que importe su dureza, y se caracteriza
porque no deja virutas.
La herramienta de corte es un electrodo fijo que tiene la forma de cavidad requerida en la pieza de
trabajo; por lo tanto, se pueden producir formas escuadradas o difíciles de cortar. Además, el
desgaste de la herramienta es insignificante porque nunca toca la pieza de trabajo.
El maquinado electromecánico es adecuado para producir agujeros redondos pasantes,
cuadrados pasantes, ciegos redondos o cuadrados, cavidades sencillas con lados rectos y paralelos
y para operaciones de cepillo.
Su utilidad es mucho mayor en metales cuya dureza es mayor de 42 rockwell C (400 Brinell). Con
este proceso es difícil mantener aristas agudas, secciones inferiores planas o curvaturas exactas
debido al ligero exceso de corte que produce. Una ventaja importante del ECM es que no se
deforman las superficies y cantos de las piezas de trabajo y quedan libres de rebatas (El electrodo
(“herramienta) nunca hace contacto con la pieza de trabajo).
Dado que el ECM surgió de este proceso es conveniente conocer el proceso de electrodeposición.

1. Se sumergen dos barras de metales desiguales en una solución de electrolito.
2. Se conecta una barra al conductor o terminal negativo de una fuente de corriente
continua. La segunda barra se conecta a la terminal positiva.
3. Cuando se cierra el circuito circula corriente continua (CC) a través del electrolito entre las
dos barras de metal.
La reacción química produce la transferencia de metal de una barra a la otra.
La reacción química ocasionada por la corriente continua en el electrolito disuelve el metal de la
pieza de trabajo.
El electrodo y la pieza de trabajo, aunque están separados apenas 0,002 a 0,003 pulgadas (0,005 a
0,007 milímetros) nunca se topan entre sí.
La solución de electrolito esta en circulación constante y controlada y es conductora de la
corriente (el electrolito suele ser una solución salina muy corrosiva). La corriente continua, a
veces, puede ser de 10.000 A/pulgada2 (1550 A/centimetro2) según el material de la pieza: la

cantidad de remoción del metal esta en proporción directa con la corriente que pasa entre el
electrodo y la pieza de trabajo. Una corriente elevada producirá remoción rápida del metal y a la
inversa con una corriente baja.
El maquinado electroquímico ha sido uno de los procesos para trabajar metales que ha permitido
maquinar los de la era espacial.
Algunas de sus características y ventajas son:
1. Se puede maquinar un metal de cualquier dureza. 2. No se genera calor durante el maquinado y, por lo tanto, no hay deformación de la pieza
de trabajo. 3. En el ECM no hay rotación de la “herramienta”. 4. El desgaste del electrodo (herramienta) es insignificante porque nunca toca la pieza de
trabajo. 5. Debido a que el electrodo nunca toca la pieza de trabajo se pueden maquinar secciones
delgadas y frágiles sin deformación. 6. La pieza de trabajo queda libre de rebabas. 7. Es fácil producir piezas de trabajo, las formas complejas, cuyo maquinado es difícil con
otros procesos. 8. El ECM es adecuado para trabajo de producción en donde hay que hacer agujeros o
cavidades múltiples al mismo tiempo. Fuentes: .- http://electromaquinado.blogspot.com/2009/07/maquinado-electroquimico.html .-Fundamentos de manufactura moderna 3ra edición, Mikell P. Groover, Mc Graw Hill

Maquinado con chorro abrasivo
Ajm, por sus siglas en ingles.
El cual es un proceso de remoción de materiales que se produce por la acción de un flujo de gas a
alta velocidad que contiene pequeñas partículas abrasivas.
El gas es seco y se usan presiones de 0.2 a 5.0 m/s . los gases incluyen el aire seco, el nitrógeno, el
dióxido de carbono y el helio.
Por lo general, el proceso lo realiza un operador en forma manual, quien dirige la boquilla hacia el
trabajo. Las distancias típicas entre la punta de la boquilla y la superficie de trabajo varian entre
3mm y 75mm.
La estación de trabajo debe contar con ventilación apropiada para el operador.
Normalmente el AJM se usa como proceso de acabado y no como proceso de corte en la
producción.
Las aplicaciones incluyen el
Rebabeado
El retiro de virutas de cizallado
El retiro de excedentes de material de forjado
La limpieza
Pulido.
Los cortes se llevan acabo sobre materiales duros y frágiles (como vidrio, silico, mica y cerámica)
que están en forma de materias primas planas y delgadas.
los abrasivos normales usados son:
Oxido de aluminio - para el laton y el aluminio
Carburo de silicio - para Acero inoxidable y cerámica
Perlas de vidrio - para pulido
Los tamaños de grano son pequeños, sus diámetros ocilan entre 15 y 40 y su tamaño debe ser
muy uniforme para determinadas aplicaciones.
Es importante no reciclar los abrasivos debido a que estos se fracturan, se gastan y se contaminan.

Maquinado químico
El maquinado químico (CHM, por sus siglas en ingles) es un proceso no tradicional en el que
ocurre una remoción de materiales mediante el contacto con sustancias de acción química fuerte.
El uso de materiales químicos para remover secciones no deseadas de una pieza de trabajo
se aplica en varias formas y se han creado términos distintos para diferenciar las aplicaciones.
Estos términos incluyen el : Fresado químico, Preformado químico, el grabado químico y el
maquinado fotoquimico ( PCM,Por sus siglas en ingles).
Todos emplean el mismo mecanismo de remoción de material.
El proceso de maquinado químico consta de varios pasos:
1. Limpieza. Para asegurar que el material se remueva de forma uniforme de las superficies que se
van a atacar.
2. Enmascarado. Un recubrimiento protector se aplica en varias zonas de la pieza. (este es
resistente al ataque químico).
3. Ataque químico. Este es el paso de remoción de material.
La pieza de trabajo se sumerge en un material de ataque químico que afecta aquellas porciones
de la superficie de la pieza que no están protegidas.
En el método normal de ataque, el material de trabajo se convierte en una sal que se disuelve
dentro del material de ataque químico, y posteriormente se remueve de la superfice.
Cuando se a retirado la cantidad deseada de material, se remueve la parte del material del
ataque químico y se enjuaga para detener el proceso.
4. Desenmascarado. Se retira el protector de la pieza.

En el maquinado químico los pasos que implican variaciones significativas en los métodos
materiales y parámetros del proceso son enmascarado y el ataque químico.
Materiales protectores:
Neopreno
cloruro de polivinilo
Polietileno
Y otros polímeros.
Metodos para aplicar los protectores.
1.Corte y desprendimiento:
Aplicación del protector sobre toda la pieza, ya sea por inmersión, recubrimiento o rocio.
El grosor del protector resultante es de 0.025 a 0.125 mm. Despues de que el protector
endurese, se corta mediante una navaja para marcar y se desprende de las areas de la
superfice de trabajo que se van a atacar. La operación del corte del protector se realiza a
mano, generalmente guiando la navaja con la plantilla . El método de corte y
desprendimiento se usan para la manufactura de piezas de trabajo grandes , cantidades
de producción bajas y donde la presicion no es un factor critico.
2.Resistencia fotográfica. Los materiales enmascarados contienen químicos fotosensibles .
Estos se aplican a la superficie de trabajo y la pieza es expuesta a la luz a través de una
imagen de negativo de las areas que se van a atacar .
Dicho procedimiento deja con material protector la superfice deseada de la pieza y sin
protección las areas restantes que son vulnerables al ataque químico
Con este método se tienen tolerancias de mas menos 0.075mm
3.Resistencia de pantalla .
se aplica el protector mediante métodos de serigrafía. En estos métodos , el protector se
aplica sobre la superficie de las piezas de trabajo por medio de una maya de seda o de
acero inoxidable , la malla tiene incrustado un esténcil que proteje la aplicación con barniz
protector y deja expuestas las areas que se van a atacar, asi el protector recubre las areas
que no se van a atacar .
con este método se tienen tolerancias de mas menos 0.075mm
La elección del material de ataque químico depende del material de trabajo que se va a
atacar, la profundidad y la velocidad de remoción de material deseadas, asi como los
requerimientos de acabado superficial.

Procesos de Maquinado químico.
Fresado químico.
Hoy en dia se utiliza en la industria aeronáutica para retirar material de paneles de las alas
y fuselajes con el propósito de reducir el peso. El método es aplicable a piezas grandes, de
las cuales se retiran cantidades sustanciales de metal durante el proceso. Se utiliza el
método de corte y desprendimiento usando plantillas de protector.
El fresado químico produce un acabado superficial que varia con cada material de trabajo.
En la tabla se muestran algunos valores. El acabado superfical depende de la profundidad
de penetración , conforme aumenta la penetración empeora el acabado.

Pasos para el fresado químico:
Preformado químico:
El preformado químico usa la erosion química para cortar las piezas de laminas metalicas
muy delgadas con un espesor de hasta 0.025 mm o para patrones de corte complicado.
Se utiliza el método de resistencia de pantalla por los patrones pequeños y complicados
asi como tolerancias estrechas.
Pasos para el preformado químico:
Grabado químico:
Es un proceso de maquinado para hacer placas con nombres o otros paneles planos que
contienen letras o dibujos en un lado.
el grabado químico se usa para hacer paneles con letra bajo relieve o alto relieve con solo
invertir las partes del enmascarado a las que se le va aplicar el ataque químico.
El enmascarado se hace mediante el método de fotoresistencia o por resistencia de
pantalla.
La sucesión de pasos para el grabado químico es similar a los demás procesos CHM ,
excepto porque después del ataque químico se hace una operación de rellenado.

Maquinado Fotoquimico.
Se usa el método de Fotorresistencia para enmascarar de ahí su nombre.
Este método se emplea cuando se usan tolerancias muy cerradas o patrones complicados
sobre piezas planas.
Se utilizan ampliamente en la electrónica para la creación de circuitos complicados en
tarjetas semiconductoras.
Procedimiento:

Maquinado ultrasónico
Mecanizado ultrasónico
Ultrasonic Machining (USM)
es un proceso de maquinado no tradicional en el cual se utilizan abrasivos a alta velocidad
contenidos en una pasta fluida sobre un trabajo, mediante una herramienta vibratoria en
amplitud baja, alrededor de 0.075mm y en una alta frecuencia, aproximadamente 20 000Hz.
La herramienta oscila en una dirección perpendicular a la superficie de trabajo y avanza
lentamente hacia el trabajo para que la pieza adopte la forma deseada. Sin embargo, la acción de
los abrasivos es la que ejecuta el corte , al chocar contra la superficie de trabajo.
http://www.virtual.unal.edu.co/cursos/ingenieria/mecatronica/docs_curso/Anexos/TUTORIALcnc/DOCUMENTOS/TEORIA/MECANIZAD
O%20NO%20TRADICIONAL.pdf

Como material para las herramientas suele usarse acero, acero inoxidable 303,
molibdeno y otros. En general se prefieren materiales dúctiles. La forma de la herramienta
es importante para optimizar la vibración y evitar que la herramienta absorba energía. La
forma de la punta también influirá en la distribución del material abrasivo contra la pieza
trabajada. Esta punta nunca toca la pieza, sólo mueve el material abrasivo que remueve el
material.
En cuanto a los materiales abrasivos, se usan partículas extremadamente duras como
diamante, nitruro cúbico de boro, carburo de boro, carburo de silicio y óxido de aluminio.
Entre ellos el carburo de boro es el más usado.
El equipo en sí tiene distintas variantes, existen dispositivos que pueden ser usados
en otras máquinas herramientas, actuando como cabezas cortantes. También existe la
posibilidad de usarlos en tornos como una variante de la herramienta de corte tradicional,
aumentando la versatilidad de dicha máquina.
La potencia de estos equipos fluctúa generalmente entre 200 y 2400 W, la potencia
influye sobre el área máxima de la herramienta a utilizar y por ende, en la cantidad de
material removido. La fuente de vibración en estos sistemas convierte potencia de baja
frecuencia (60 Hz) en potencia de alta frecuencia (20.000 Hz). Los elementos más
importantes del transductor son un electromagneto y una pila de placas de níquel, cuya
longitud varía en respuesta al campo magnético alternado.

Aplicaciones
• El mecanizado ultrasónico es apropiado para materiales blandos y duros de todo tipo,
metálicos, no metálicos, cerámicos o compuestos.
• Se usa para producir perforaciones, cavidades y formas irregulares cuya complejidad
sólo está limitada por la variedad de formas disponibles para las herramientas.
• La razón de profundidad-diámetro es baja, generalmente de 3:1.
• Dependiendo del abrasivo se pueden procesar materiales como el carburo de tungsteno,
cerámicas de alta densidad, duros compuestos sinterizados, piedras preciosas,
minerales, etc..
Bibliografia.
http://www.virtual.unal.edu.co/cursos/ingenieria/mecatronica/docs_curso/Anexos/TUTORIALcnc/
DOCUMENTOS/TEORIA/MECANIZADO%20NO%20TRADICIONAL.pdf
Fundamentos de manufactura moderna 3ra edición, Mikell P. Groover, Mc Graw Hill

Conclusiones.
Los procesos de maquinado No convencionales son mas que nada utilizados para operaciones con
poca tolerancia o para materiales que no pueden ser procesados por los métodos convencionales
Estos tienen velocidades bajas parar remover el material y las energias requeridas son altas en
algunos de ellos. La variabilidad entre estos procesos acerca de la presision y el daño que causan a
las piezas es variado pero cada Maquinado tiene sus propias aplicaciones para las diferentes
necesidades de maquinado que existen.
Estos métodos son mas que nada empleados cuando los métodos convencionales no son practicos
o económicos al momento de realizar un trabajo..
A continacion algunas tablas de comparación entre algunos de los procesos:

Bibliografia.
(imágenes y texto que no tengan bibliografía dentro de su tema)
Fundamentos de manufactura moderna
Tercera edición,
Mikell P. Groover , Mc Graw Hill
Related Documents