UNIVERSIDAD POLITECNICA SALESIANA Redes de Computadoras III Tema: Caracterización del MPS, Estación de Maquinado Periodo: 42 Fecha: 13 de abril de 2013 Integrantes: Bastidas Barragán Sebastián Alejandro Narváez Mora Diego Xavier Trujillo Egas Pablo Fernando 1. Objetivo General Realizar la caracterización de la estación de maquinado del MPS mediante el reconocimiento de todos los sensores y actuadores, para que así en proyectos futuros nos sea más fácil la resolución de los problemas planteados. 2. Objetivos Específicos Especificar los distintos sensores con los que cuenta tal es el caso de los ópticos, inductivos y capacitivos mediante su característica propia de censado de objetos para poder diferenciar entre ellos. Visualizar Establecer cuál es el circuito tanto neumático como eléctrico que presentan los actuadores por sus alimentaciones características para estar consciente de que máximo voltaje o que máximo presión tienen que tener todos los actuadores 3. Marco Teórico En el presente informe se analizara y estudiara cada uno de los elementos tanto sensores como actuadores que conforman la estación de maquinado del sistema de producción modular (MPS), creando para ello una tabla de materiales tanto cualitativa como cuantitativamente de todos los dispositivos que conforman la estación, una tabla de resumen en donde se especificara las características técnicas más relevantes de la etapa de maquinado para posteriormente tener una secuencia de operación correcta y además de una tabla de variables para entradas y salidas de los dos módulos que controlan esta etapa del MPS (PLC-300). 3.1 Función: Estación de Maquinado Subestación de Procesamiento En esta estación las piezas se prueban y se procesa en un plato divisor giratorio. Esta estación sólo utiliza accionamientos eléctricos. La mesa giratoria es accionada por un motor de corriente continua. La posición de la mesa se detecta mediante un sensor inductivo. La pieza es puesta por el brazo neumático de 2 grados de libertad y es depositada y censada por un sensor infrarrojo que detecta la presencia de dicha pieza, ubicado en la primera posición de trabajo de la mesa. En la segunda posición de trabajo; censada mediante un sensor capacitivo; lo que se realiza es que un electro pistón acomoda la pieza, es decir la coloca en una posición óptima para que est a pase a la etapa de perforación.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 1/19
UNIVERSIDAD POLITECNICA SALESIANARedes de Computadoras III
Tema: Caracterización del MPS, Estación de Maquinado
Periodo: 42Fecha: 13 de abril de 2013 Integrantes: Bastidas Barragán Sebastián Alejandro
Narváez Mora Diego XavierTrujillo Egas Pablo Fernando
1. Objetivo General Realizar la caracterización de la estación de maquinado del MPS mediante el reconocimientode todos los sensores y actuadores, para que así en proyectos futuros nos sea más fácil laresolución de los problemas planteados.
2. Objetivos Específicos Especificar los distintos sensores con los que cuenta tal es el caso de los ópticos,
inductivos y capacitivos mediante su característica propia de censado de objetos parapoder diferenciar entre ellos.
Visualizar Establecer cuál es el circuito tanto neumático como eléctrico que presentanlos actuadores por sus alimentaciones características para estar consciente de quemáximo voltaje o que máximo presión tienen que tener todos los actuadores
3. Marco Teórico
En el presente informe se analizara y estudiara cada uno de los elementos tanto sensorescomo actuadores que conforman la estación de maquinado del sistema de producciónmodular (MPS), creando para ello una tabla de materiales tanto cualitativa comocuantitativamente de todos los dispositivos que conforman la estación, una tabla deresumen en donde se especificara las características técnicas más relevantes de la etapa demaquinado para posteriormente tener una secuencia de operación correcta y además de unatabla de variables para entradas y salidas de los dos módulos que controlan esta etapa delMPS (PLC-300).
3.1 Función: Estación de Maquinado
Subestación de Procesamiento
En esta estación las piezas se prueban y se procesa en un plato divisor giratorio. Estaestación sólo utiliza accionamientos eléctricos. La mesa giratoria es accionada por un motorde corriente continua. La posición de la mesa se detecta mediante un sensor inductivo. Lapieza es puesta por el brazo neumático de 2 grados de libertad y es depositada y censadapor un sensor infrarrojo que detecta la presencia de dicha pieza, ubicado en la primera
posición de trabajo de la mesa. En la segunda posición de trabajo; censada mediante unsensor capacitivo; lo que se realiza es que un electro pistón acomoda la pieza, es decir lacoloca en una posición óptima para que esta pase a la etapa de perforación.

7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 2/19
En la última posición de trabajo se realiza la perforación de la pieza siendo sujetada por unelectro pistón que es accionado cuando el sensor capacitivo censa la presencia de dichapieza en esa posición de trabajo. Por último la pieza ya elaborada se coloca esperando paraser transportado por el brazo electro neumático
Las funciones específicas en esta etapa son:
o Mecanizar las piezas.o Verificar las características de las piezas que estén bien realizadaso Desechar o transferir las piezas al siguiente modulo de procesos.
Subestación de transporte por medio de un brazo neumático
La subestación de trasporte, neumático, está equipada con un dispositivo de manejo flexiblede dos ejes de libertad. El dispositivo de manipulación recoge las piezas después de haberpasado por la subestación de procesamiento con la ayuda de una pinza neumática. La pinzaestá equipada con un sensor óptico que reacciona a un cambio de señal en el haz de luz. Laspiezas de trabajo se pueden colocar en diferentes diapositivas de acuerdo con este criterio.
El sensor óptico colocado en la pinza (gripper) censa la presencia de la pieza y se cierratomando a la pieza para luego retraer el brazo y mediante el modulo pick alfa neumático
para su posterior transporte a la banda conveyor
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 3/19
4. Desarrollo
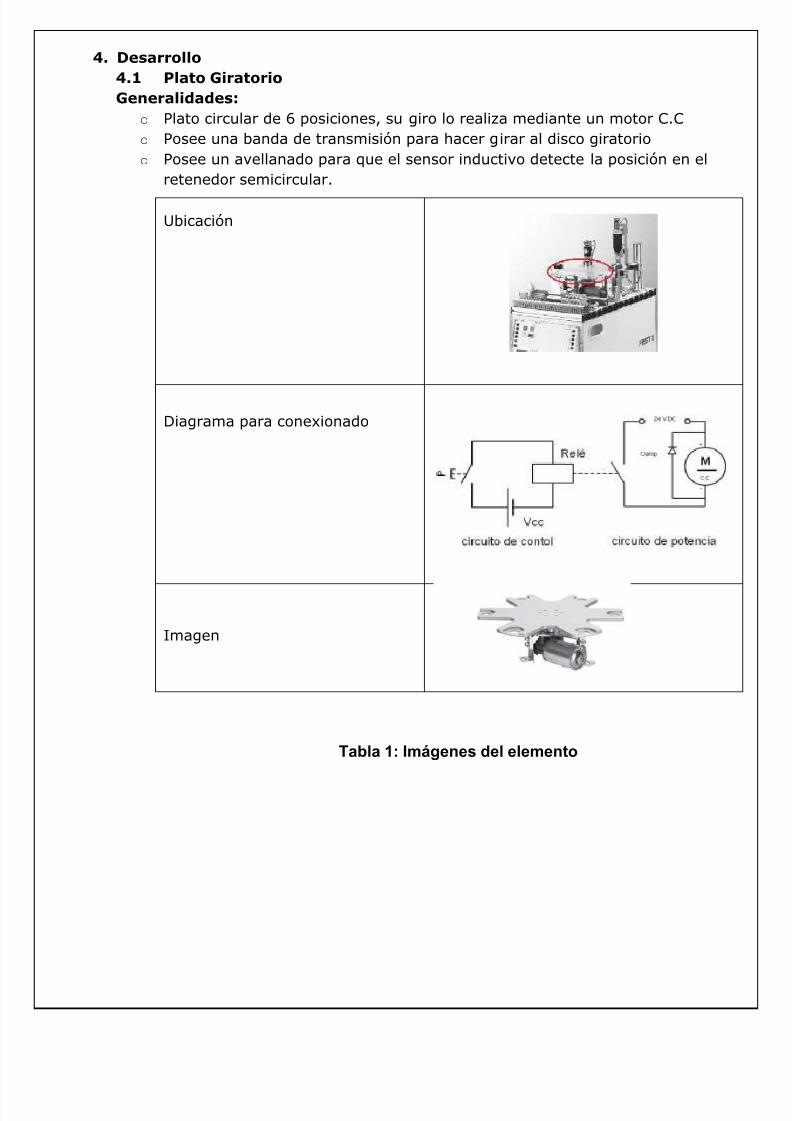
4.1 Plato GiratorioGeneralidades:
o Plato circular de 6 posiciones, su giro lo realiza mediante un motor C.C o Posee una banda de transmisión para hacer girar al disco giratorio o Posee un avellanado para que el sensor inductivo detecte la posición en el
retenedor semicircular.
Ubicación
Diagrama para conexionado
Imagen
Tabla 1: Imágenes del elemento
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 4/19
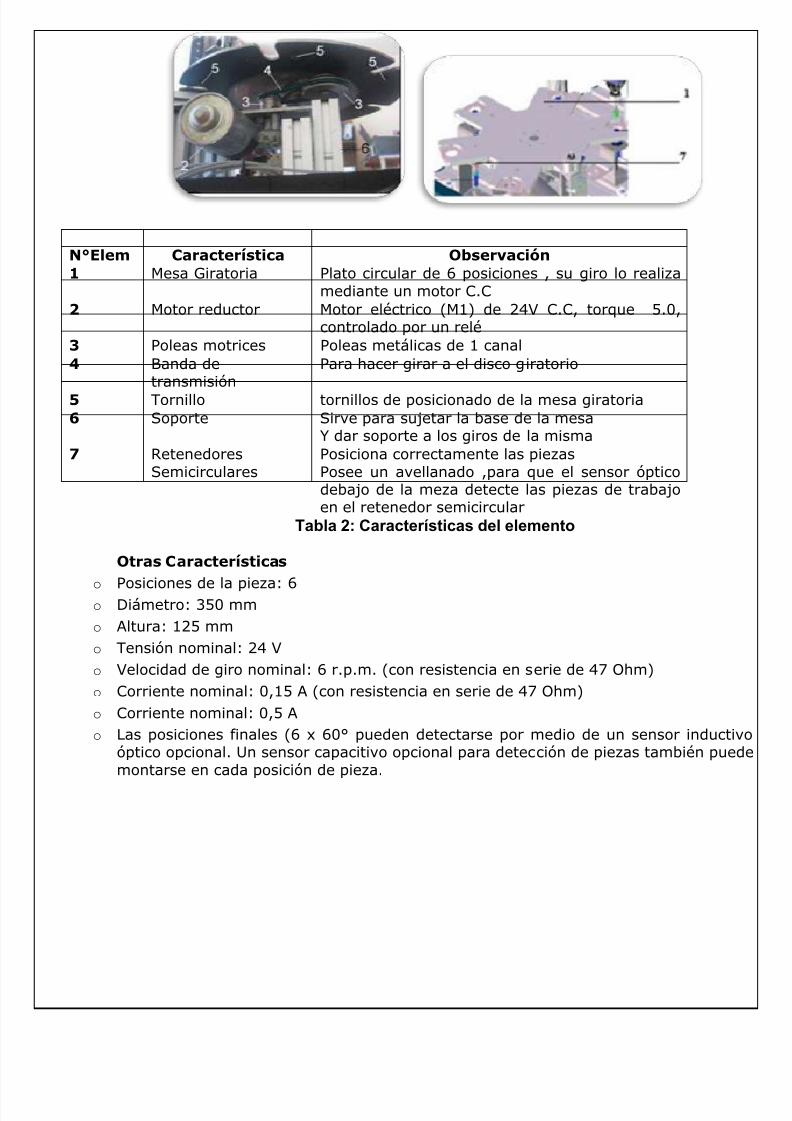
N°Elem Característica Observación1 Mesa Giratoria Plato circular de 6 posiciones , su giro lo realiza
mediante un motor C.C2 Motor reductor Motor eléctrico (M1) de 24V C.C, torque 5.0,
controlado por un relé3 Poleas motrices Poleas metálicas de 1 canal4 Banda de
transmisiónPara hacer girar a el disco giratorio
5 Tornillo tornillos de posicionado de la mesa giratoria6 Soporte Sirve para sujetar la base de la mesa
Y dar soporte a los giros de la misma7 Retenedores
SemicircularesPosiciona correctamente las piezasPosee un avellanado ,para que el sensor ópticodebajo de la meza detecte las piezas de trabajoen el retenedor semicircular
Tabla 2: Características del elemento
Otras Característicaso
Posiciones de la pieza: 6o Diámetro: 350 mmo Altura: 125 mmo Tensión nominal: 24 Vo Velocidad de giro nominal: 6 r.p.m. (con resistencia en serie de 47 Ohm)o Corriente nominal: 0,15 A (con resistencia en serie de 47 Ohm)o Corriente nominal: 0,5 Ao Las posiciones finales (6 x 60° pueden detectarse por medio de un sensor inductivo
óptico opcional. Un sensor capacitivo opcional para detección de piezas también puedemontarse en cada posición de pieza.
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 5/19
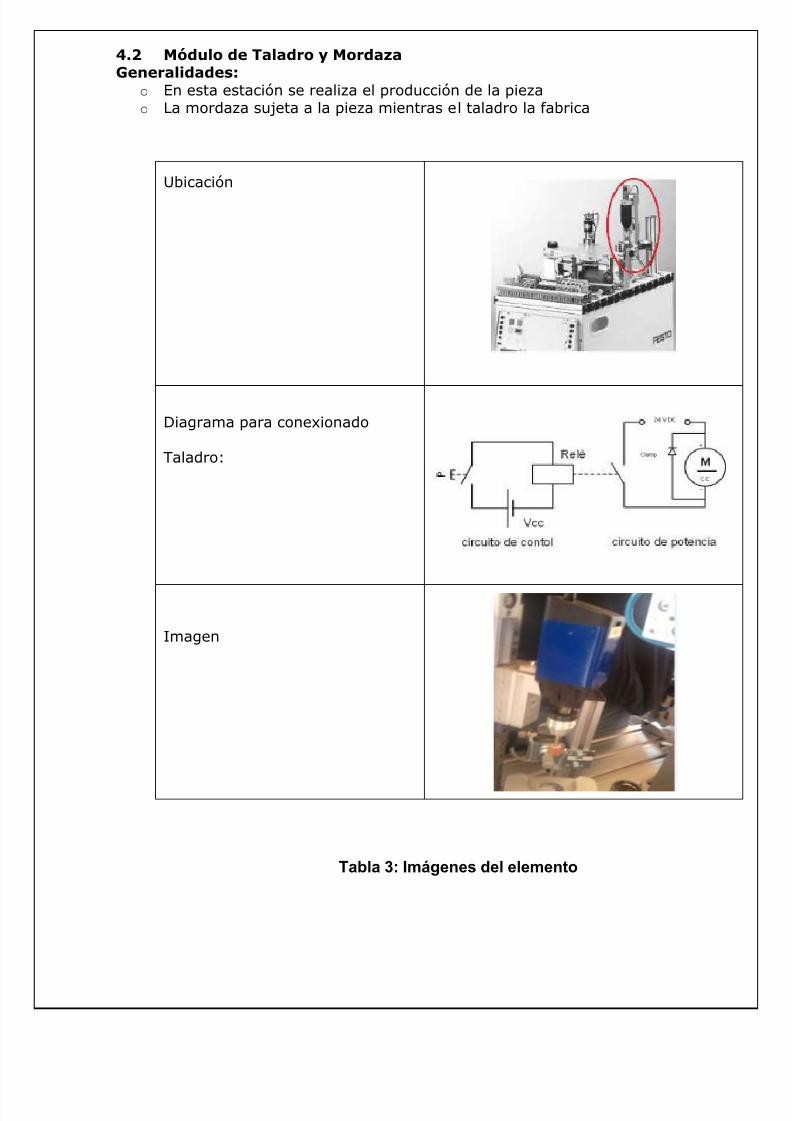
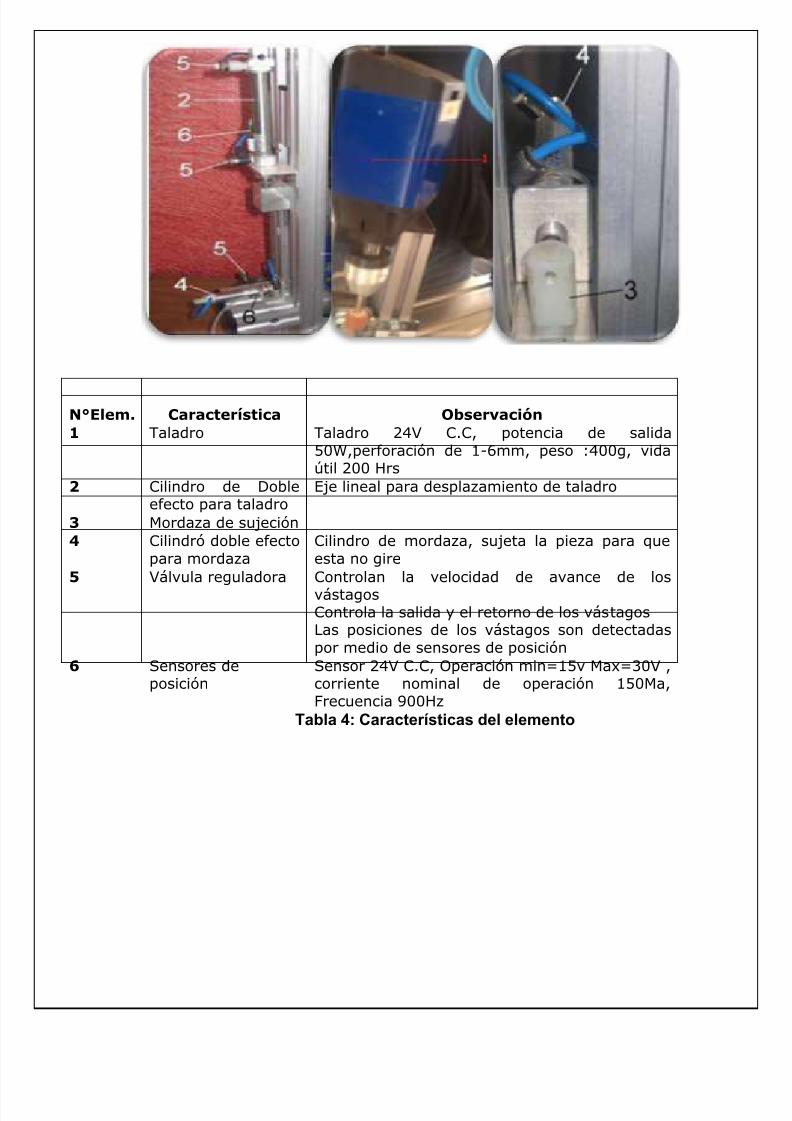
4.2 Módulo de Taladro y MordazaGeneralidades:
o En esta estación se realiza el producción de la pieza o La mordaza sujeta a la pieza mientras el taladro la fabrica
Ubicación
Diagrama para conexionado
Taladro:
Imagen
Tabla 3: Imágenes del elemento
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 6/19
N°Elem. Característica Observación1 Taladro Taladro 24V C.C, potencia de salida
50W,perforación de 1-6mm, peso :400g, vidaútil 200 Hrs
2 Cilindro de Dobleefecto para taladro
Eje lineal para desplazamiento de taladro
3 Mordaza de sujeción4 Cilindró doble efecto
para mordazaCilindro de mordaza, sujeta la pieza para queesta no gire
5 Válvula reguladora Controlan la velocidad de avance de losvástagosControla la salida y el retorno de los vástagosLas posiciones de los vástagos son detectadaspor medio de sensores de posición
6 Sensores deposición
Sensor 24V C.C, Operación min=15v Max=30V ,corriente nominal de operación 150Ma,Frecuencia 900Hz
Tabla 4: Características del elemento
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 7/19
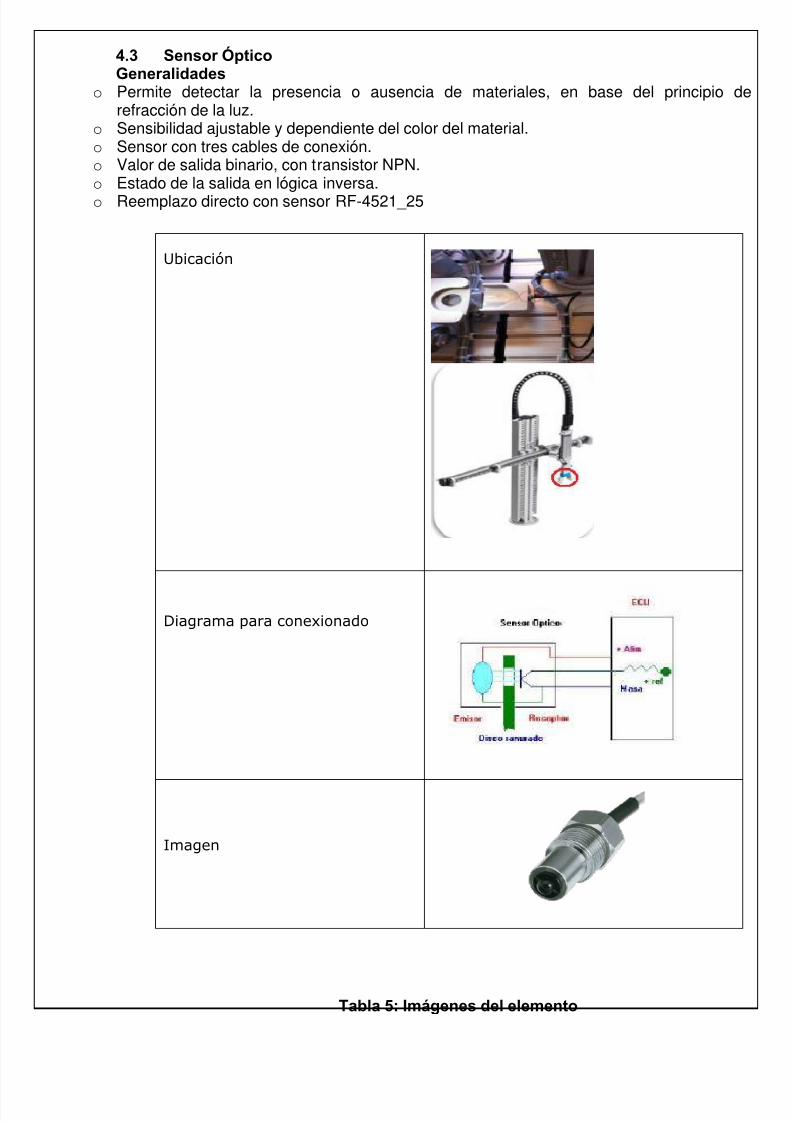
4.3 Sensor ÓpticoGeneralidades
o Permite detectar la presencia o ausencia de materiales, en base del principio derefracción de la luz.
o Sensibilidad ajustable y dependiente del color del material.o Sensor con tres cables de conexión.o Valor de salida binario, con transistor NPN.o Estado de la salida en lógica inversa.o Reemplazo directo con sensor RF-4521_25
Ubicación
Diagrama para conexionado
Imagen
Tabla 5: Imágenes del elemento
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 8/19
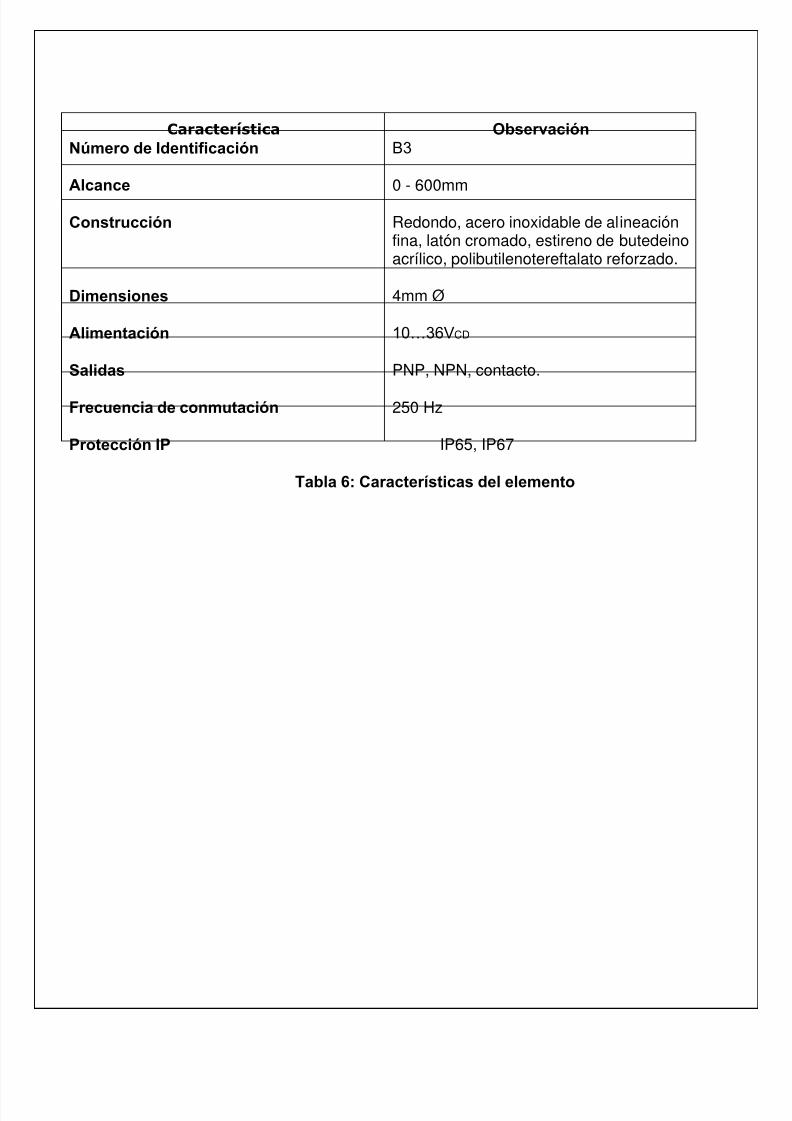
Característica ObservaciónNúmero de Identificación B3
Alcance 0 - 600mm
Construcción Redondo, acero inoxidable de alineaciónfina, latón cromado, estireno de butedeinoacrílico, polibutilenotereftalato reforzado.
Dimensiones 4mm Ø
Alimentación 10…36VCD
Salidas PNP, NPN, contacto.
Frecuencia de conmutación 250 Hz
Protección IP IP65, IP67
Tabla 6: Características del elemento
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 9/19
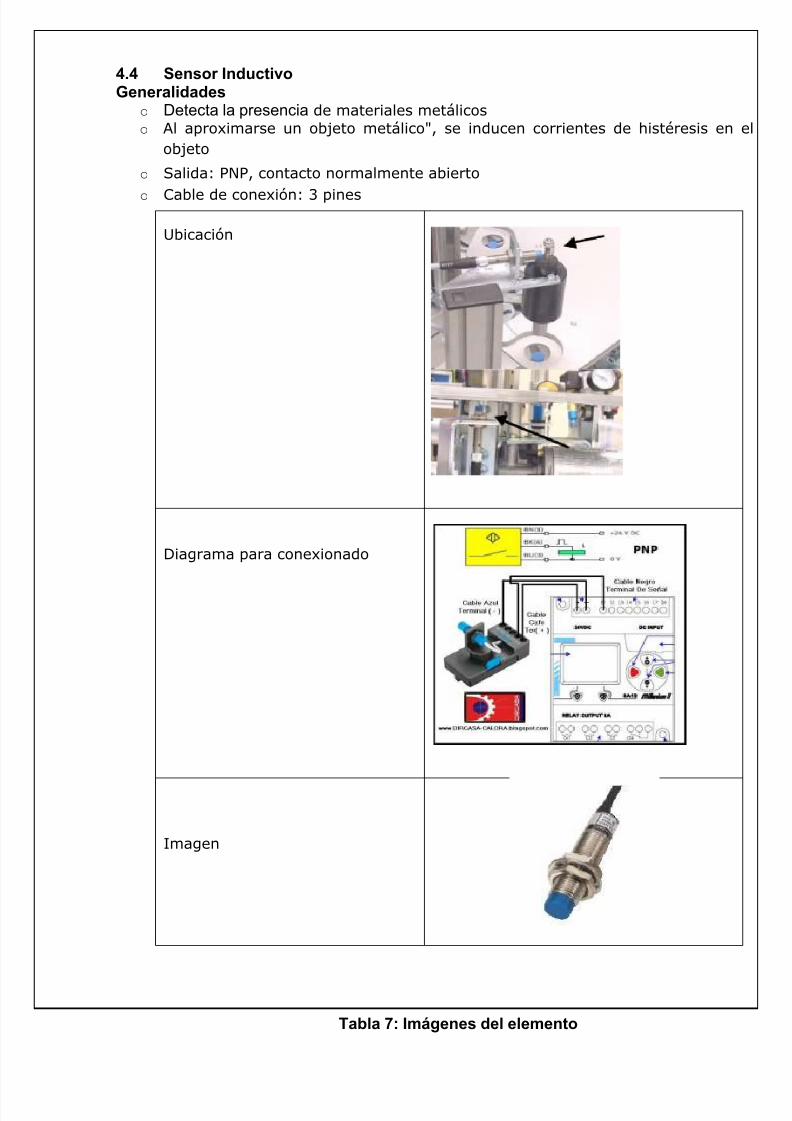
4.4 Sensor InductivoGeneralidades
o Detecta la presencia de materiales metálicoso Al aproximarse un objeto metálico", se inducen corrientes de histéresis en el
objeto
o Salida: PNP, contacto normalmente abierto
o Cable de conexión: 3 pines
Ubicación
Diagrama para conexionado
Imagen
Tabla 7: Imágenes del elemento

7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 10/19
Característica ObservaciónAlimentación 12-24 V DC
Distancia nominal de conmutación 4 mm
Elementos El sensor consiste en una bobina con núcleo
de ferrita, un oscilador, un sensor de nivelde disparo de la señal y un circuito de salidaAlcance 2 mm +/- 10% Salida NPN-NA / 200 mA Respuesta en frecuencia 800 HzProtección IP IP67
Tabla 8: Características del elemento
4.5 Sensor CapacitivoGeneralidades
o Detecta la presencia de todo tipo de piezao La función del detector capacitivo consiste en señalar un cambio de estado,
basado en la variación del estímulo de un campo eléctricoo La sensibilidad se puede ajustar mediante el tornillo que se encuentra en su
parte posterior o Cable de conexión: 3 pineso Los detectores capacitivos están construidos en base a un oscilador RC.
Ubicación

7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 11/19
Diagrama de Conexionado
Imagen
Tabla 9: Imágenes del elemento
Característica ObservaciónAlimentación 12-24 V DCAlcance 8 mm +/- 10%Salida NPN-NA / 200 mARespuesta en Frecuencia 50 HZProtección IP67
Tabla 10: Características del elemento
4.6 Fin de Carrera
Generalidades
o Dispositivos eléctricos, neumáticos o mecánicos situados al final del recorrido de unelemento móvil
o Internamente pueden contener interruptores normalmente abiertos (NA), cerrados(NC) o conmutadores dependiendo de la operación que cumplan al ser accionados
o Cable de conexión: 3 pineso Estos sensores están compuestos por dos partes: un cuerpo donde se encuentran los
contactos y una cabeza que detecta el movimiento.

7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 12/19
Ubicación
Diagrama interno
Imagen
Tabla 11: Imágenes del elemento
Característica Observación
Construcción Leva con rodillo elaborado en materialtermoplástico, actuación vertical en unadirección, contactos galvánicamente aislados
Peso 0,105kgContactos NA + 1 NCTemperatura de Operación -35°C hasta +85°CVelocidad de accionamiento 1 – 1.500 mm/sProtección IP66
Tabla 12: Características del elemento
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 13/19
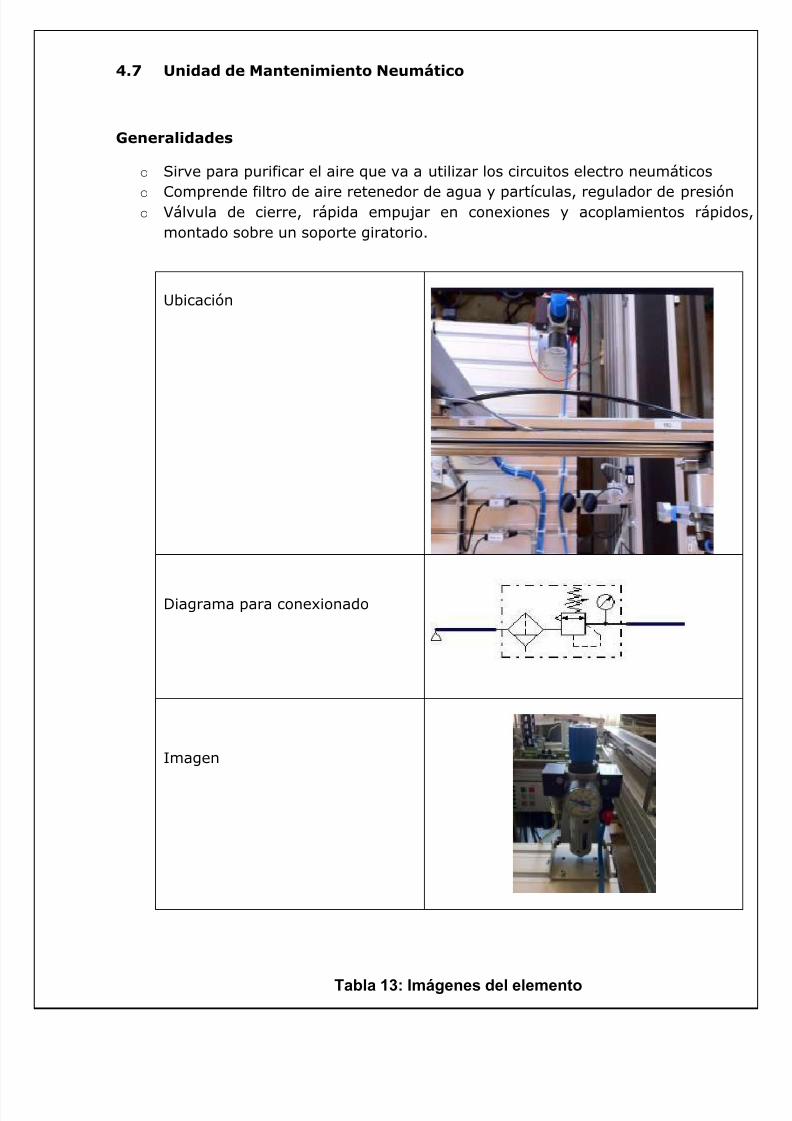
4.7 Unidad de Mantenimiento Neumático
Generalidades
o Sirve para purificar el aire que va a utilizar los circuitos electro neumáticos
o Comprende filtro de aire retenedor de agua y partículas, regulador de presión o Válvula de cierre, rápida empujar en conexiones y acoplamientos rápidos,
montado sobre un soporte giratorio.
Ubicación
Diagrama para conexionado
Imagen
Tabla 13: Imágenes del elemento
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 14/19
Característica ObservaciónCaudal 90- 8700 [l/min]Presión 0-16 barGrado de Filtración 40 µmConexión 1/4’’ NPT Capacidad Lubricador 50 C.C.Tipo Compacta, todo en uno
Tabla 14: Características del elemento
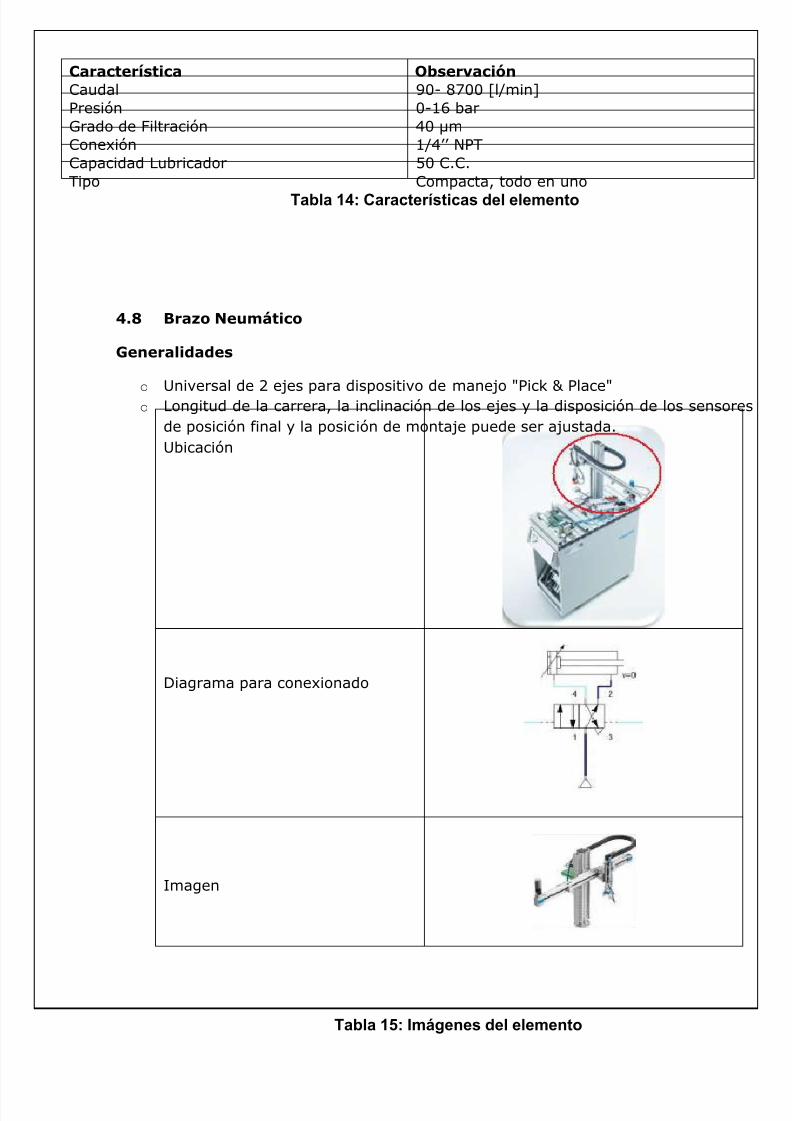
4.8 Brazo Neumático
Generalidades
o
Universal de 2 ejes para dispositivo de manejo "Pick & Place" o Longitud de la carrera, la inclinación de los ejes y la disposición de los sensores
de posición final y la posición de montaje puede ser ajustada. Ubicación
Diagrama para conexionado
Imagen
Tabla 15: Imágenes del elemento
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 15/19
Característica ObservaciónAccionamiento lineal horizontal 600 mm de longitud de carrera, 3 sensores
de fin de carrera Accionamiento lineal vertical 80 mm longitud de la carrera, 2 sensores de
fin de carrera Pinza neumática Altura: 700 mm
Ancho: 220 mm Largo: 730 mm
Presión Aconsejable 4 barPresión máxima 10 barAccionamiento vertical Fuerza mínima del muelle de retorno: 13,5 N
Tabla 16: Características del elemento
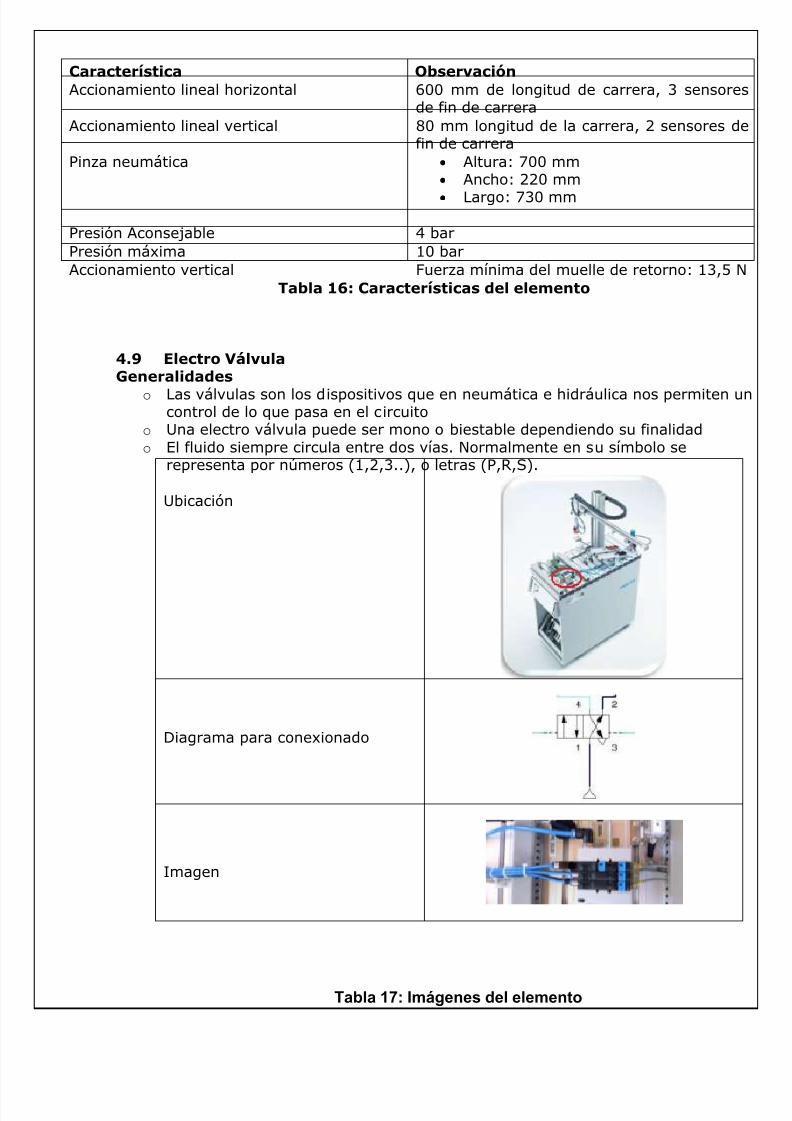
4.9 Electro VálvulaGeneralidades
o Las válvulas son los dispositivos que en neumática e hidráulica nos permiten uncontrol de lo que pasa en el circuito
o Una electro válvula puede ser mono o biestable dependiendo su finalidado El fluido siempre circula entre dos vías. Normalmente en su símbolo se
representa por números (1,2,3..), o letras (P,R,S).
Ubicación
Diagrama para conexionado
Imagen
Tabla 17: Imágenes del elemento
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 16/19
Característica ObservaciónTolerancia de Tensión 10%Temperatura admisible -35°C hasta 80°CMedios Aire comprimido lubricado/sin lubricar, aire
instrumental, nitrógenoMaterial FKM, camisa deslizante del pistón en metal
endurecido (en la válvula) Caudal 900-1000 [l/min]
Accionamiento Eléctrico, servo pilotajeTabla 18: Características del elemento
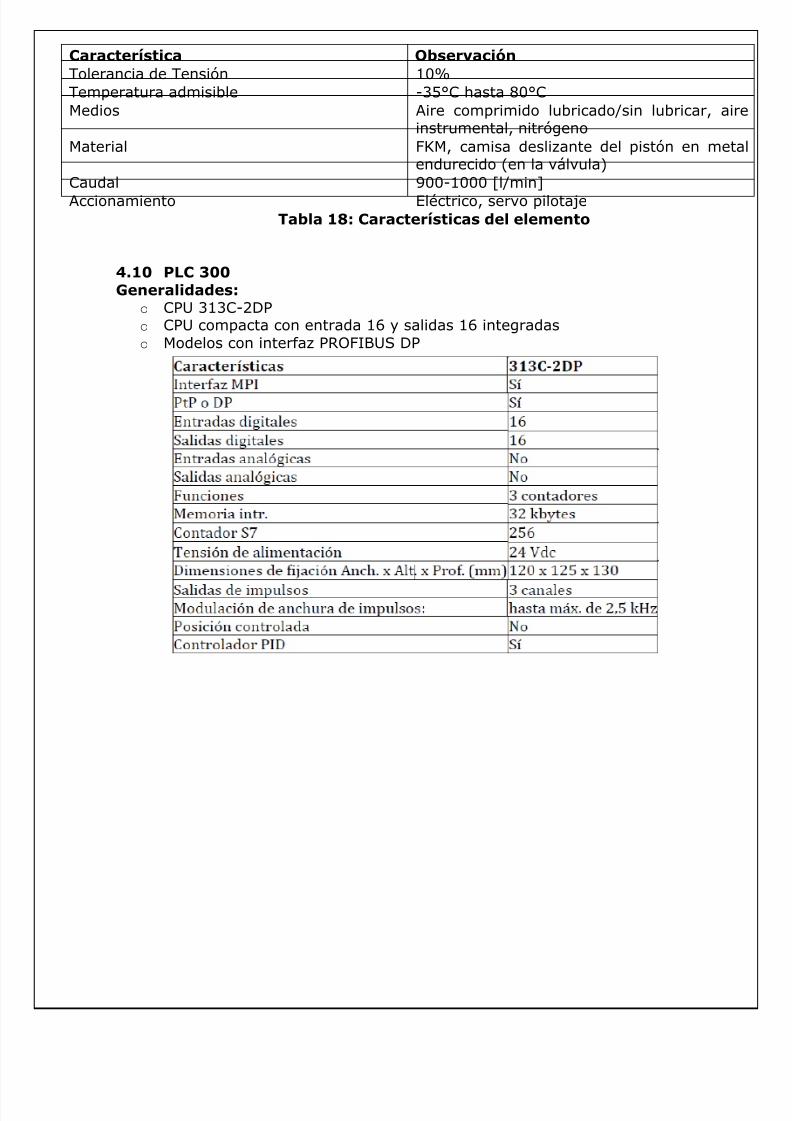
4.10 PLC 300Generalidades:
o CPU 313C-2DPo CPU compacta con entrada 16 y salidas 16 integradaso Modelos con interfaz PROFIBUS DP
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 17/19
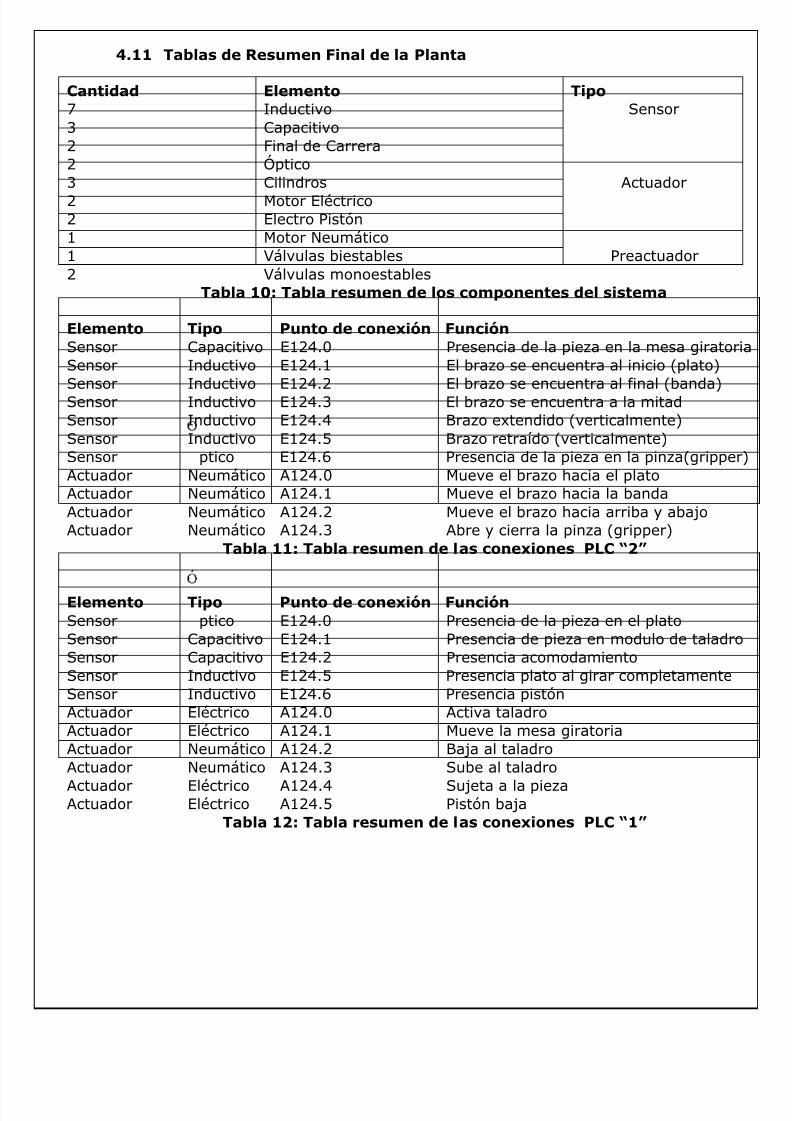
4.11 Tablas de Resumen Final de la Planta
Cantidad Elemento Tipo7 Inductivo Sensor3 Capacitivo 2 Final de Carrera 2 Óptico 3 Cilindros Actuador
2 Motor Eléctrico2 Electro Pistón1 Motor Neumático1 Válvulas biestables Preactuador2 Válvulas monoestables
Tabla 10: Tabla resumen de los componentes del sistema
Elemento Tipo Punto de conexión FunciónSensor Capacitivo E124.0 Presencia de la pieza en la mesa giratoriaSensor Inductivo E124.1 El brazo se encuentra al inicio (plato)Sensor Inductivo E124.2 El brazo se encuentra al final (banda)Sensor Inductivo E124.3 El brazo se encuentra a la mitadSensor Inductivo E124.4 Brazo extendido (verticalmente)Sensor Inductivo E124.5 Brazo retraído (verticalmente) Sensor ptico E124.6 Presencia de la pieza en la pinza(gripper)Actuador Neumático A124.0 Mueve el brazo hacia el platoActuador Neumático A124.1 Mueve el brazo hacia la bandaActuador Neumático A124.2 Mueve el brazo hacia arriba y abajoActuador Neumático A124.3 Abre y cierra la pinza (gripper)
Tabla 11: Tabla resumen de las conexiones PLC “2”
Elemento Tipo Punto de conexión FunciónSensor ptico E124.0 Presencia de la pieza en el platoSensor Capacitivo E124.1 Presencia de pieza en modulo de taladroSensor Capacitivo E124.2 Presencia acomodamientoSensor Inductivo E124.5 Presencia plato al girar completamente Sensor Inductivo E124.6 Presencia pistónActuador Eléctrico A124.0 Activa taladroActuador Eléctrico A124.1 Mueve la mesa giratoriaActuador Neumático A124.2 Baja al taladroActuador Neumático A124.3 Sube al taladro
Actuador Eléctrico A124.4 Sujeta a la piezaActuador Eléctrico A124.5 Pistón bajaTabla 12: Tabla resumen de las conexiones PLC “1”
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 18/19
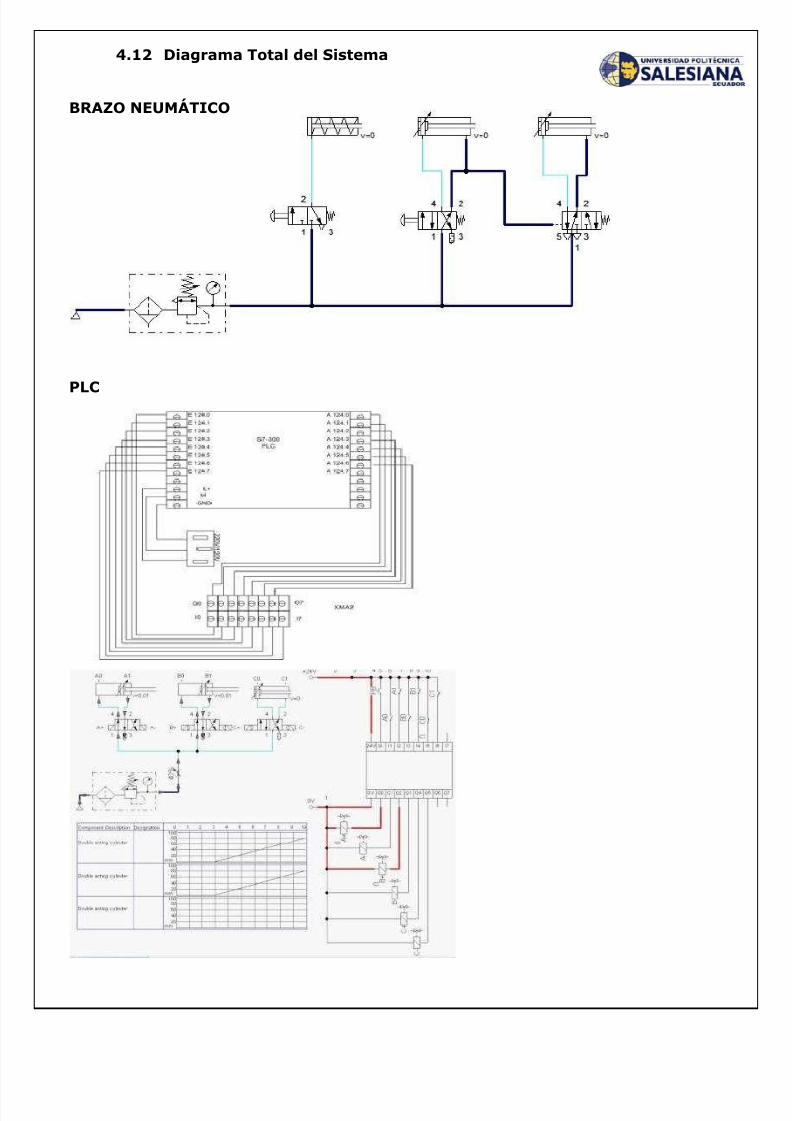
4.12 Diagrama Total del Sistema
BRAZO NEUMÁTICO
PLC
7/22/2019 informe caracterizacion maquinado
http://slidepdf.com/reader/full/informe-caracterizacion-maquinado 19/19
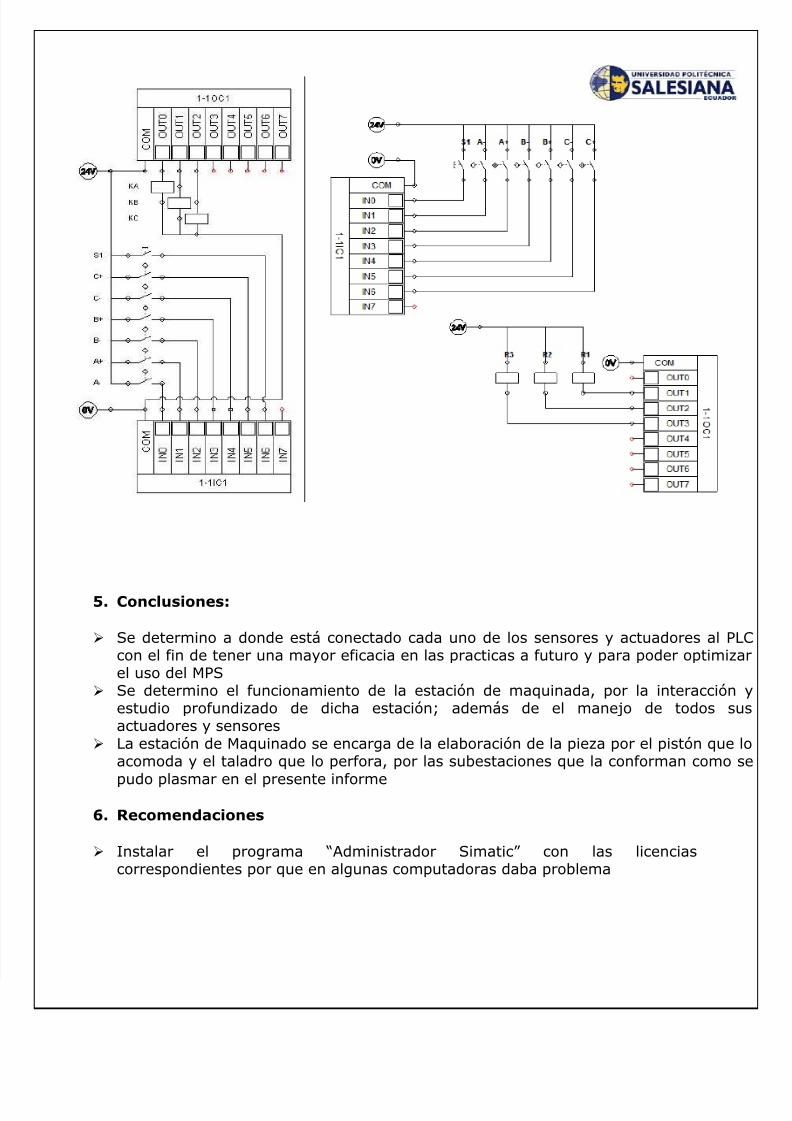
5. Conclusiones:
Se determino a donde está conectado cada uno de los sensores y actuadores al PLCcon el fin de tener una mayor eficacia en las practicas a futuro y para poder optimizarel uso del MPS
Se determino el funcionamiento de la estación de maquinada, por la interacción yestudio profundizado de dicha estación; además de el manejo de todos susactuadores y sensores
La estación de Maquinado se encarga de la elaboración de la pieza por el pistón que loacomoda y el taladro que lo perfora, por las subestaciones que la conforman como se
pudo plasmar en el presente informe 6. Recomendaciones
Instalar el programa “Administrador Simatic” con las licenciascorrespondientes por que en algunas computadoras daba problema
Related Documents











