COOPERHEAT 25 INTRODUCTION TO HEAT TREATMENT OF WELDED STRUCTURES AND TECHNICAL DATA

Heat Treatment
Nov 14, 2014
summary for heat treatment process and effect
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

COOPERHEAT
25
INTRODUCTION TO HEAT
TREATMENT
OF WELDED STRUCTURES
AND TECHNICAL DATA

1. Welding Process Br its EffectsThe welding process appliedto metals joins twocomponents together byfusion. The surfaces to bejoined are raised locally tomelting point by a source ofheat provided by a variety ofwelding methods based onelectric arc, electricresistance, flame. Theprocess energy creates alocalised molten pool intowhich the consumable is fed,fusing with the componentsurfaces and/or previouslydeposited weld metal.
As the molten pool is movedalong the joint axis, thecomponents are heated, nonuniformly and subsequentlycooled, also non-uniformly.Neighbouring elements ofmaterial try to expand andcontract by differing amountsin accordancee with thesequence of the localisedthermal cycle.
Characteristically the coolingweld metal contracts underconditions of severe restraint,leading to the introduction ofthermally induced stresses.
As contraction tries to takeplace and the stress systemstrives to reach its lowestlevel to achieve stability,distortion will occur asyielding takes place. If thejoint is restrained and cannotdistort, then high levels ofstress will occur and maylead to failure in the form ofcracking.
Unrestrained Contraction CausesDistortion
In making a joint, gaps wouldoccur at the plate ends if theweld metal were allowed toexpand and contract withoutrestraint.
I1IUnfused Weld Metal
A longitudinal force on theweld is required to close thegap giving a tensile stresswhilst correspondingcompressive stresses in theplate material provide theequilibrium.
Fused Weld Metal
Residual stresses will act intwo principle directions;longitudinal stresses parallelto the joint and transversestresses normal to the joint.
I /./Residual Stress Directions
The distribution oflongitudinal residual stressesin the section will be asshown with tensilecomponent confined to theregion of the joint.
Stress Distribution
It should not be forgotten thatthe value of the tensilestresses can be high oftenexceeding yield pointmagnitude.
So far the mechanical effectsof welding in the form ofresidual stresses have beenconsidered. The deposition ofweld metal in a molten pooland the localised melting ofthe joint faces of thecomponents, along withsubsequent cooling, all havemetallurgical implicationsaffecti ng the microstructu reof these regions.
Cooling after welding can berelatively rapid. From themolten pool of weld metal an
'as cast' type of structuredevelops. In the region ofparent metal at the fusionface raised to melting point,metallurgical restructuringtakes place to give the heataffected zone (HAZ).
OJ Weld Metal 0 HAZo Parent Plate
In steel the heat affectedzones are generally harderthan the parent material withcorresponding loss ofductility and resistance toimpact.
Since the basic sources ofweld failure are aconsequence of thermalbehaviour, a series ofpotential solutions arisebased on the application ofheat. The welding processeshave to be controlled so thatthe residual stresses areminimised to protect theintegrity ofthe overallfabrication and themetallurgical structures ofthe weld metal and heataffected zones are controlledto give properties which arenot inferior to those of theparent material which havebeen used in the design ofthe product.
A series of heat treatmentoperations are associatedwith the welding processes,arising from the need tocontrol these changes. Theseform the basis of the subjectof Heat TreatmentEngineering.

2. Preheat Br Postheat
27
High
Thick Section
Heat -- ~
Loss ~
Where preheat is applied,every effort should be madeto ensure that the correctlevels for a particularapplication are attained, bothuniformly over the length ofthe joint and for the durationof the welding process.
For the purposes ofillustration, the preheatrequirements of highpressure pipework codes8S2633, ANSI 831.1, andANSI 831.3 are compared.
Post heat treatments are notreflected in nationalstandards or codes, but areoften specified by the clientwho has incorporated theirequivalent into the weldprocedure qualification test.The temperatures and soaktimes are derived fromnumerous technical paperspublished on this topic.
Guidance for the need topreheat is generally obtainedfrom the national fabricationcodes, which will listrecommended minimumtemperatures for steel typesgrouped by composition andalso relate the minimumsection thickness to whichthey apply.
• Compensation for heatloss. Thicker section steelswith high thermalconductivity benefit frompreheat during welding withimproved fusion.
Post Heat This is the termgiven to the extension ofpreheat on completion ofwelding at the same orincreased temperature. Itspurpose is to effect diffusionof hydrogen from the jointand reduce susceptibility tothe associated form ofcracking. It is usually appliedto the higher strength carbonmanagenese steels and thelow alloy steels where therisk of hydrogen cracking ishigher.
Low
Thin Section
'///J///.
PorosityHeat Affected
Zone (Haz)
The presence of preheat, andassociated benefits oncooling rate, helps tofacilitate the diffusion of thehydrogen molecules out ofthe metallic structure.
• To reduce thermalstresses. Thermal strainsare set up as the molten weldpool cools. Partially madewelds can crack as the parentmetal restrains thecontraction of the weld metaland the cross sectional areaof the joint is insufficient towith stand the resfJltantstress. Preheat can controlthe level of strain by reducingtemperature differentials andreducing cooling rates.
Moisture is also introducedfrom the weldingconsumables being presentin electrode coatings andfluxes. To obtain themaximum benefits frompreheat in controllinghydrogen, it must beaccompanied by carefulcontrols over removal ofmoisture from the weldingconsumables by followingmanufacturers baking andstorage instructions.
Time ----..
preparartion area is dry andremains dry throughout thewelding operation.
The solid curve shows the temperature in theheat affected zone as the arc passes byThe dotted curve is the temperature whenpreheat is used. Preheating provides slowercooling
i:=l~L:J\ ~ OXYGEN
HYDROGEN
• To control the diffusionrate of hydrogen in awelded joint.The intensity of the electricwelding arc breaks downwater, present as moisture,into its base elements ofhydrogen and oxygen. 80thof these gases are easilydissolved into the weld metalat high temperatures andhydrogen can play animportant role in weld andheat affected zone crackingwith a phenomenon knownas hydrogen or cold cracking.Preheat can also help byensuring that the weld
Mater;al Hardens Material Softens
• To control the rate ofcooling, especially in theheat affected zone, to reducehardness. High carbon andlow alloy steels harden ifthey are quenched from hightemperatures (above cherryred). Exactly the sameprocess can happen in awelded joint at the fusionface with the parent material.8y raising the temperature ofthe base metal to be welded,to reduce the temperaturedifferential between ambientand the resultant heat input,hardening may be contr911edas the weld cools. Reducinghardness reduces the risk ofcracking.
Preheating involves raisingthe temperature of the parentmaterial locally, on bothsides of the joint to a valueabove ambient. The need forpreheat is usually determinedby the pertinent fabricationcode and verified by the weldprocedure qualification test.Preheat may be required asan aid to welding for one offour basic reasons.
~>\~~:~/.(~ ~-,: •••;~;~••••.•• -- tffY..~~~~.\\\,S,~ -~~--~--=====::_--------
RED HOT FILE QUENCHEO IN~'ATER BECOMES HARD
~>\~~:~/.(~- •.·.~f;.;•••".•.•~ -.-.,~.. ,. "~//.\\\""
RED HOT FILE COOLED SLOWLY BECOMES MALLEABLEAND DUCTILE
:1/ \ Ome ocl~

An estimate of weld metal
hydrogen levels can be madefrom a knowledge of thepotential hydrogen level in theconsumables
I r~XI Low I Medium I High
Weld hydrogen level
PREHEAT REQUIREMENTS FOR BS 2633: 1987· HIGH PRESSURE PIPEWORK
Minimum preheat temperature
Hydrogen controlledNon hydgrogen controlledfor tig welding of root run
weld metal18S 1719)weld metal
Material
Carbon steel Matching rootMaterialMinimumMaterialMinimum
root run
run. All diameterthicknesspreheatthicknesspreheat
Upto 127mm
Above 127mmand thicknesses(greatesttemp(greatesttempdiameter and
diameter or thicknessthickness
12.5mm thick
12.5mm thick of joint mm Iof joint mm I
Carbon Steel
5'CUp to 30mmUp to 30mm 5'CUp to 305'CUp to 205'C
to 0.25%C
5'C
Above30mm
Above 30mm 100'CAbove 30100'CAbove 20100'C
100'C
Carbon steel
50'C100'C100'C All150'CAll200'C
above 0.25%C Up to 0.40%C
Carbon-moly
5'C100'CUp to 12.5 - 20'CUp to 12.520'CUp to 38150'C
Above 12.5 - 100'CAbove 12.5100'C
lCr 'I) Mo
5'C100'C100'C Up to 12.5100'CUp to 12.5150'C
Above 12.5
150'CAbove 12.5200'C
Up to 20
'11Cr'/1Mo '/4V
50'C100'C100'C Up to 12.5150'CNot permissableAbove 12.5
200'CLow H1rods required
2'14 Cr 1Mo
50'C100'C100'C Up to 12.5150'CUp to 12.5 200'CAbove 12.5
200'CLow H1rods required
5Cr'/1Mo
Carbon SteelCarbon steel
7Cr'I)Mo
root run notroot run not150'C All200'CLow H1rods required9Cr lMo
allowedallowed
Special Note re 8S.2633
The table is for guidance only. It illustrates the contents of the preheat section of BS. 2633
(Table 5) which should be consulted in its entirety.
A number of other important standards give guidance on preheat, these include:Hydrogen-induced cracks
in HAZ of a butt weldASME Code
BS 1113
BS 4570
BS 5135
BS 5500
Section III : Nuclear power plant components
Section VIII: ASME Boiler and pressure vessel code
Water tube steam generating plant
Fusion welding of steel castings
Part 1 - Production, rectification and repair
Part 2 - Fabrication welding
Metal arc welding of carbon and carbon-manganese steels
Unfired fusion welded pressure vessels
100 0 100 200 300 400·C
Weld hydrogen level
Effect of preheating on residual stresses
120%Weldmg at sub-zero temperaturescauses increased residual stress
11 1~::sne~~;:;~~;~~~'
Special Note re ANS1/B31-1 Br ANS1/B31-3
The table below is for guidance only. Reference should be made to the appropriate specification
PREHEAT REQUIREMENTS FOR PETROLEUM REFINERY PIPING (ANSI B.31-1.19901 & POWER PIPING (ANSI B31.1-1992)
8ase
MaterialMinimum Recommended Preheat Temperature 'F
MetalNumber
Group AN SI 8.31.3ANS1831.1
1
Carbon Steel 71 KSI & below 1" - 50Carbon above 0.30% or 1" -175
1" & above -175
Others - 50
Above 71 KSI - 1753
Chromium '/1% max71 KSI & below '/{ - 50Above 60 KSI OR '/{ - 175
'I{ & above - 175
Others - 50
4
Chromium '1)%-2% 300 Above 60 KSI or '/{ - 250
Others - 505
Chromium 2'/4% - 10%350 Above 60 KSI or both above '/1" & chromium above 6% - 400
Others - 3006
High Alloy Martensitic300 400
7
High Alloy Ferritic 50 50
8
High Alloy Austenitic 50 50
9A98
Nickel Alloys 200 P-9A 250. P98 - 300
lOA
Manganese Vanadium175
10E
27 Chromium 300 300
11A
8%,9% Nickel 50
group 1 P21-P52
50

3. Post Weld Heat Treatment
29
PostheatedWeld
Weld notPostheated
Complete relief ofresidual stresses-
700 200 300 400 500 600Stress relieving temperature ("C)
Effect of stress relievingat various temperatures
iReduced Residual Stresses
engineered system is capableof providing appropriatelevels of performance.
0%
Improved Metallurgical Structure
'"'"'"c:-0
"
co
J::
Benefits of Post WeldHeat Treatment
~ 100%
"c:
"il;
~~ 80%"-~",0>
~~ 60%"'-~~~ Q3 40%"-~-0 co'"
~ 20%o-J
The heating and cooling ratesare at least compliant withthe necessary coderequirements. These rateswill indicate absolutemaximum values, and arecalculated from simpleformulae related tocomponent thickness to offerprotection against thermallyinduced stresses. With thickerand more complex structuresan experienced heattreatment engineer may wishto consider lower rates thanrequired by the code toensure acceptabletemperature profiles andgradients with a view tokeeping these thermallyinduced stresses to anabsolute minimum.
With localised heattreatment, the temperaturegradients away from the hotzone must not be undulysevere, again the objectivebeing the minimisation ofthermally induced stresses.British Standards BS 5500,BS 2633 offer guidence in thisissue, quoting the2.5 -V Rt rule.
required temperature andprovide a temperature profiletherein which is uniformwithout creating additionalundue thermally inducedstresses. This aspect hasgreater significance in thecase of localised heattreatments, but neverthelessmust also be considered withfurnace heat treatments.
The stress distributions at thehigher temperatures becomemore uniform and theirmagnitude reduces to a lowlevel. On cooling, provided itis carried out in a controlledmanner, the improved stressdistribution is retained.
In addition to a reduction andre-distribution of residualstresses, postweldtreatments at highertemperatures permits sometempering or aging effects totake place. Thesemetallurgical changes arevery beneficial in that theyreduce the high hardness ofthe as-welded structures,improving ductility andreducing the risks of brittlefracture.
Post Weld HeatTreatment. This is a processcommonly referred to asstress relief, so calledbecause it is carried out attemperatures at which yieldstrength has fallen to a lowvalue. If the structure isheated uniformly, the yieldstrength of the materialaround the weld is unable tosupport the initialdeformation. Creep occurs atthe elevated temperaturesand strain will occur by adiffusion mechanism,relaxing the residual stresseseven further. The extent towhich residual stresses arerelaxed will depend ontemperature for any givenmaterial and on material forany given temperature.
Post weld heat treatment hasmandatory significancegoverned by the nationalstandards and codes, as wellas being required to offeracceptable component life inonerous environments. Aswith preheat, the alloyingcontent of the steel is relatedto the significance of heattreatment temperature.
Features of Post WeldHeat Treatment. There arefive aspects to a post weldheat treatment that must beaddressed.
The hot zone is adequate toraise the weldment to the
The soak tempertures areheld within the upper andlower limits of the soak rangefor the appropriate period oftime.
The heat treatment system(including insulation), zonaldivision and number ofthermocouples is such thatthe energy input and level ofcontrol is capable of enablingthese objectives to be metensuring that the integrity ofthe overall structure is notjeopardised.
For local heat treatments,controls have to beimplemented to provideassurance that the
Improved Corrosion Resistance
Remove
~qr~w~~~¥'U PWHT
Improved Machinability

o
POSTWELD HEAT TREATMENT REQUIREMENTS FOR SS 2633: 1987 - HIGH PRESSURE PIPEWORK
Time at temperature: Minutes/mm thicknessMaterial
Soaking Temperature in furnace (pipework and welds)Local heattreatment
temperature
. (welds only)
Carbon up to 0.25%OC
580-620 2.5 (minimum 301 2.5 (minimum 30)
Carbon 0.25 up to 0.4%(
630-670 2.5 (minimum 301 2.5 (minimum 30)
Carbon-Moly
630-670 2.5 (minimum 601 2.5 (minimum 60)
lCr '/2 Mo
630-670 5 (minimum 120) 2.5 (minimum 1801
'h Cr '/2Mo '/,V
680-720 180 irrespective of thickness but thin wall up to 127mm2.5 (minimum 180)
diameter & 12.5mm thick may be 30 minutes minimum
2'/,Cr lMo
680-720 (optimum creepl180 irrespective of thickness but thin wall up to 127mm2.5 {minimum 601
diameter & 12.5mm thick may be 30 minutes minimum710-750 (softening where
5 (minimum 1201 2.5 (minimum 601
optimum creep properties not required)
5Cr '/2Mo
710-760 5 (minimum 1201 2.5 (minimum 120)
7Cr'/2Mo 9Cr lMo12CrMoV(WI
720-760 180 irrespective of wall thickness 2.5 (minimum 60)
3'/2Ni
590-620 2.5 (minimum 60) 2.5 (minimum 60)
9Ni
None Not required Not required
Special Note re BS.2633
The table is for guidance only. It illustrates the contents of the post weld heat section of SS. 2633
(Table 6) which should be consulted in its entirety.
Also see SS. 1113 for post weld heat treatment requirements for water tube steam generating plant.
For certain service conditions and for pipes of O.15%OCmaximum, post weld heat treatment of welds in pipes up to and including 12.5mm thick
and fillet welded attachments where the throat thickness does not exceed 12mm is not required subject to satisfactory welding procedure tests.
Special Note re ANSI/B31·1 & ANSI/B31·3
The table below is for guidance only. Reference should be made to the appropriate specification
POST WELD HEAT TREATMENT REOUIREMENTS FOR PETROLEUM PIPING (ANSI B.31.1. 1990) & POWER PIPING (AN SI B31.1-1992)
Base
MaterialPostweld Heat Treatment Requirement of Soak
MetalGroup
ANSI B.31.3AN SI B3.1 Boiler External Piping
1
Carbon Steel Above 3/t -1100/1200 1 hour minAbove 3/t 1100/1200 1 hour {Inch.
3
Chromium '/2% maxAbove 31{ or above 71 KSI - 1100/1325Above 5/s" & Carbon above 0.25% 1100/1200
1 hour min. 225 Brinell max
1 hour{lnch
4
Chromium '12% -2% Above '/2" or above 71 KSI-1300/1375Above '12".4" 00,0.15% carbon 130011375
2 hours min. 225 Brinell max
1 hour{lnch
5
Chromium 2'/4% - 10%Above 'I{ -0.15% carbon, 3% chromiumAbove 'h", 4" 00,0.15% carbon 3% chromium
1300/14001 hour min. 241 Brinell max
1300/1400 1 hourlinch
6
High alloy martensitic1350/14502 hours min. 241 Brinell max1400/14751 hour{lnch
A240 Grad 429. Temp range 1150/1225
7
High alloy ferritic None 1350/14251 hour/inch
8
High alloy austenitic None None
9A 9B
Nickel alloy steels Above 3/"-1100 -11751 hour min9A above '/{, 4 OD, 0.15% carbon 1100/1200
1 hour min. 9B - above 112",1100 - 1175
lOA
Manganese vanadiumAbove 3/4'or 71 KSll100/1300
1 hour min. 225 Brinell max
10E
High Chromium 1225/13001 hour min1250/1300 1 hour {Inch
stainless steel
llA
9% nickel steel Above 2" 1025/10851 hour min (note:
group 1cooling rate to be above 300/Hr down to 600)

Heat Treatment of Pipewelds with48kV A Heat Treatment Unit and Pad Elements
31
®
®
®
®
®
CIRCUIT 2
CIRCUIT 1
Cl:
~Cl:
f--
<aCl:lJ..
415V 3 PHASE60 AMP SUPPLY
Note:'Circuits 3, 4, 5 and 6 have notbeen shown for clarity.
TYPICAL 48kVA 6 CHANNEL HEAT TREATMENT UNIT PACKAGE
Item No.
Oty.Stock No.Page Description
1
110334448kV A 6 Channel Heat Treatment Unit
2
6350249Triple Cable Sets
3
63200192 way Splitter Cables
4
63200293 way Splitter Cables
5
15See Range12-18Heating Elements
6
642011222m Thermocouple with Plug
7
As Req.4300722High Temperature Cement
8
3See Range19Ceramic Fibre Insulating Mats
9
1417561711Thermocouple Attachment Unit
Items 5,6, 7 and 8 are consumables and quantities required will depend on extent of work and production rate.

Circumferential Stress Relief of Pressure Vessel
Welded Seams using Twin Bulkhead Methodand Channel Elements .
•CABLE ENTRY THROUGHVESSEL 'MAN-WAYS'
@
ROLLER SUPPORTSFOR EXPANSION
6 CHANNEL 415V DISTRIBUTION UNITAND TEMPERATURE RECORDER
FIXED SUPPORTS
STEEL BULKHEADS
4-12mm RODS
n
n
4-BANKCHANNELELEMENTS
THERMOCOUPLESATTACHED TOWELDED SEAM AND ATGRADIENT POSITIONS
J•
IRON MESH WIREDTO BULKHEADS
TYPICALRECOMMENDEDHEIGHT FORMILD STEELCHANNELS
MILD STEELCHANNELS TOSUPPORTELEMENTS
MINERAL WOOL MATS 60mmTHICK WITH SINGLE LAYEROVER GRADIENT ZONESAND DOUBLE LAYER OVERTHE HEATED ZONE
TYPICAL PACKAGE FOR PWHT OF 3M DIAMETER SEAM
Item No.
Qty.Stock No.Page Description
1
11400296 Channel 415V Distribution Unit
2
123000119Feed Cable (4/3 Heating Elements)
3
332002193 way Splitter Cable (11 Phase)
4
927750184-Bank Channel Elements (31 Phase)
5
140006106 Point Temperature Recorder
6
6340002130m Compensating Cable (2 Ptsl Heater)
7
6'42011222m Thermocouple with Plug
8
As Req.4300722High Temperature Cement
9
10 Bales506-01419Mineral Wool Insulation
10
141756(711Thermocouple Attachment Unit

98.9 210410.0204400752 5109501742 81615002732
99.4
211411.8210410770 5169601760 82115102750
100.0
212413.6216420788 5219701778 82715202768
100.6
213415.4221430806 5279801795 83215302786
101.1
214417.2227440824 5329901814 83815402804
101.7
215419.0232450842 53810001832 84315502822
102.2
216420.8238460860 54310101850 84915602840
102.8
217422.6243470878 54910201868 85415702858
103.3
218424.4249480896 55410301886 86015802876
103.9
219426.2254490914 56010401904 86615902894
104.4
220428.0260500932 56610501922 87116002912
105.0
221429.8266510950 57110601940 87716102930
105.6
222431.6271520968 57710701958 88216202948
106.1
223433.4277530986 58210801976 88816302966
106.7
224435.22825401004 58810901994 89316402984
107.2
225437.12885501022 59311002012 89916503002
107.8
226438.82935601040 59911102030 90416603020
108.3
227440.62995701058 60411202048 91016703038
108.9
228442.43045801076 61011302066 91616803056
109.4
229444.23105901094 61611402084 92116903074
110.0
230446.03166001112 62111502102 92717003092
110.6
231447.83216101130 62711602120 93217103110
111.1
232449.63276201148 63211702138 93817203128
111.7
233451.43326301166 63811802156 94317303146
112.2
234453.23386401184 64311902174 94917403164
112.8
235455.03436501202 64912002192 95417503182
113.3
236456.83496601220 65412102210 96017603200
113.9
237458.63546701238 66012202228 96617703218
114.4
238460.43606801256 66612302246 97117803236
115.0
239462.23666901274 67112402264 97717903254
115.6
240464.03717001292 67712502282 98218003272
116.1
241465.83777101310 68212602300 98818103290
116.7
242467.73827201328 68812702318 99318203308
117.2
243496.43887301346 69312802336 99918303326
117.8
244471.23937401364 69912902354 100418403344
118.3
245473.03997501382 70413002372 101018503362
118.9
246474.8404760140071013102390 101618603380
119.4
247476.64107701418 71613202408 102118703398
120.0
248478.44167801436 71213302426 102718803416
120.6
249480.2421790145472713402444 103218903434
121
2504824278001472 73213502462 103819003452
127
2605004328101490 73813602480 104319103470
132
270518438820150874313702498 104919203488
138
2805364438301526 74913802516 105419303506
143
2905544498401544 75413902534 106019403524
149
3005724548501562 76014002552 106619503542
154
310590460860158076614102570 107119603560
160
320608466870159877114202588 107719703578
166
330626471880161677714302606 108219803596
171
340644477890163478214402624 108819901614
177
350662482900165278814502642 109320003632
182
3606804889101670 79314602660 109920103650
188
370698493920168879914702678 110420203668
193
380716499930170680414802696 111020303686
199
3907345049401724 81014902714 111620403704
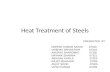
Temperature Conversion Tables
Find the known temperature to be converted in the Red column. Thenread the Centigrade conversion to the left and Farenheit to the right
Example204 400
therefore400'C400'F
752
752'F204'C
33

Conversion FactorsLength DensityPower, heatflow rate
lcm=0.394 in1 kg m-3=0.0624Ib fr3lW= 0.86 kcalh-1
lm= 3.281 ft1 kg m-3= 0.1 Ib (Imp gal)- 11 kW=3412 Btu h-1
1 km= 0.621 mile1 kg m-3=0.835Ib (US gal)-l1 kW= 56.87 Btu min-1
1 in
= 25.4 mm1 Ib fr 3= 16.02kg m-31 Btu h-1=0.293 W1 ft
= 30.48 cm1 Ib (Imp gal)-l =99.8 kg m-31 kcal h-1=1.163W
1 yd
= 0.9144 mlib (US gal)-l = 119.8 kg m-31 mile
= 1.609 km
J I
Specific heat capacity
1 kJkg-1°C-1= 0.239 Btu Ib-1 °F-1
1 kJm-3OC-1=0.0149 Btu ft-3OF-1
MassArea
1 kg
= 35.27 ounce1 cm2=0.155in2
I1 Btu Ib-10F-l =4.187 kJkg-1°C-l
1 kg=2.205Ib 1 m2= 10.76 ft2 1 Btu fr3OF-l= 67.07 kJmc 30C- 1
1 tonne=22051b 1 km2=0.386 mile2
1 tonne= 0.984 Imp ton1 ha= 2.471 acre
1 tonne= 1.102 US ton
1 in 2=6.452cm2
I
Thermal conductivity1 ounce
= 28.35 g1 ft2=0.093 m2 1 Wm-1OC-1=0.578 Btu ft-1 h-1OF-1
1 Ib= 0.4536 kg1 mile2=2.590 km +1 Wm-1OC-1=6.93 Btu in fr2h-1OF-1
1 Imp ton= 1016 kg1 acre0.405 ha
1 Imp ton
= 1.12 US ton
I1 Btufr' h-1OF-l=
1 US ton= 907 kg 1.73Wm-1 0C- 1
Btu in ft-2 h-10F-1 = 0.144Wm-1°C-lIEnergyVolume1 J=0.239 cal
1 m3= 35.31 ft31 J=0.738 ft Ibf
I
Heat transfer coefficient1 m3
=220 Imp gal1 J= 107 ergs 1 W m-2OC-1=0.176 Btu ft-2h-1 °F-l1 m3
= 264 US gal1 kJ= 0.948 Btu 1 Wm-2OC-1=0.86 kcal m-2h-1OC-l1 m3
= 6.29 barrel1 MJ= 0.0095 therm1 litre
= 0.22 Imp gal1 MJ= 0.3725 hp hourI
1 Btu ft-20F-1 =5.678 Wm-2OC-11 litre
= 0.264 US gal1 kWh=3.60 MJ 1 kcal m-2h-10C-1 =1.163 Wm- 20C-11 ft3
= 0.0283 m31 cal=4.187J1 ft3
= 28.32 litre1 Btu= 1.055 kJ1 ft'
= 6.23 Imp gal1 Btu=0.293 Wh1 ft3
= 7.48 US gal1 therm= 105.5 MJ
I
Temperature intervals1 barrel
=42 US gal1 therm=29.31 kWh1 deg C= 1.8 deg F= K1 barrel
= 159 litre1 ft Ibf= 1.356J 1 deg F=0.556 deg C
Nominal Wall Thickness forStandardImperial(Non-Metric)
Pipe(inches)Double
Nominal
OutsideSch.Sch.Sch.Sch.Std.Sch.Sch.ExtraSch.Sch.Sch.Sch.Sch.Double
Pipe Size Dia.
5S10S2030Wt.4060Strong80100120140160Strong
%
0.8400.0650.083 0.1090.109 0.1470.147 0.1870.294
'%
1.0500.0650.083 0.1130.113 0.1540.154 0.2180.308
1
1.3150.0650.109 0.1330.133 0.1790.179 0.2500.358
lY.
1.6600.0650.109 0.1400.140 0.1910.191 0.2500.382
1%
1.9000.0650.109 0.1450.145 0.2000.200 0.2810.400
2
2.3750.0650.109 0.1540.154 0.2180.218 0.3430.436
2%
2.8750.0830.120 0.2030.203 0.2760.276 0.3750.552
3
3.5000.0830.120 0.2160.216 0.3000.300 0.4380.600
3%
4.0000.0830.120 0.2260.226 0.3180.318 0.636
4
4.5000.0830.120 0.2370.237 0.3370.337 0.4380.5310.674
5
5.5630.1090.134 0.2580.258 0.3750.375 0.5000.6250.750
6
6.6250.1090.134 0.2800.280 0.4320.432 0.5630.7180.864
8
8.6250.1090.1480.2500.2770.3220.3220.4060.5000.5000.5930.7180.8120.9060.875
10
10.7500.1340.1650.2500.3070.3650.3650.5000.5000.5930.7180.8431.0001.125
1212.7500.1560.1800.2500.3300.3750.4060.5620.5000.6870.8431.0001.1251.312
14
14.000 0.2500.3120.3750.3750.4380.5930.5000.7500.9371.0931.2591.406
16
16.000 0.2500.3120.3750.3750.5000.6560.5000.8431.0311.2181.4381.593
18
18.000 0.2500.3120.4380.3750.5620.7500.5000.9371.1561.3751.5621.781
20
20.000 0.2500.3750.5000.3750.5930.8120.5001.0311.2811.5000.7501.968
24
24.000 0.2500.3750.5620.3750.6870.9680.5001.2181.5311.8122.0621.343

TemperatureDensityCoefficientSpecificThermal
of Thermal
HeatConductivity
Expansion
20°C to Temp
20°C to Temp°C
Kg .m-3K-1.10-6J.Kg-1.K-1Wm-1.K-1
Carbon Steel
207850 54
200
785012.751149
400
785013.856143
600
785014.661136
Ferriticalloys
207850 45
200
785012.750342
400
785013.854538
600
785014.660233
Austeniticsteels
207970 14
200
797016.752017
400
797018.054120
600
797018.755523
700
797019.256225
Engineering DataPhysical Properties Of Typical Pressure Part Steels
Tensile Properties Of Typical Pressure Part Steels
....•....
35
TensileYield0.2% Proof Stress (1% for Austenitic Steels)
Strength
Strengthat various temperatures °C N.mm-z
N .mm-z
N .mm-z200250300350400450500550600
Plates Carbon Steel
430230190180160155150
1Cr 1/ZMo
420285210185160150145140135130
21hCr 1Mo
480280205200195190185175160145
18Cr 12Ni 2Mo
510215140130127122120115110105100
Pipes & Sections
Carbon Steel
490340260240220200185170
1Cr11zMo
440290245235190180175170165160
21/4Cr 1Mo
490275245235230225220205190165
18Cr 12Ni 2Mo
510245170165160150145140135130125
Tubes
Carbon Steel
440245195170160150140
1Cr 1/zMo
460180 190180175170165
21/4Cr 1Mo
490275 225220205190165
18Cr 12Ni 2Mo
510245150145140135130128125122
Esshete
540270190187184182179178175170
Related Documents