
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Engng.J.CMU.(2016) 23 (3), 64-82 ~lS81S~A~nSSUA18as
U 1'\1:5nEJ1 til:) IBEl\)11'\UEngineering JournalChiang Mai University
1.
,fll'j'YI1J'YI1U!!tl~tltltlt)~at)UlflVl
q cu
Friction Stir Welding of Aluminum Alloys:A Review and Prospective for the Future
l1rtiJ~ ft'Hmf* iJ11t1rt111a"Uy(hy'lJ*iJ~tI1mOi8Ul~~ uee ;nau~'fl1fHlH. . .Worapot Sirirak* Charuayporn Santhaweesuk*Jariyaporn Onwong and Rungwasun KraiKlang
oO!:'!t. ..:to oO!:'!t. d'fI1fll'lfl1i't1fl11lJ~l'It'I"ll1fl11 flW:;1i'tlfl11lJi't1t'1"I'I1
lJ1111l'1tJ1~[J~1Hm'lf1i1U i'ml~~lHl11'lf1i1U 34190Department of Industrial Engineering, Faculty of Engineering,
Ubon Ratchathani University, Ubon Ratchathani, 34190, ThailandE-mail: *[email protected],[email protected], Tel. 0-4535-3300, Fax. 0-4535-3333
23~
Tai.£'If'Ui..!'lffl
OJ ,
1J't1fl~[J8 "!fl'U.. .. <'It .. ~ "09l"1".... .., ..
ms !'lffllJ!ff[J~m'UII1J1J fn'U!1J'U f111!'IffllJ I'Ufffl11:;'lJfl~II'IJ~m !l1 l~lh:;t'I"l'11imVl'IJfl~1flm'lffllJ tr~fl11fll1 !'lfflll~,. d ~ .,M QI d. Cit Jt 0<::1 4Q. d. QI
1I1J1Jl1 ~ fllJ~:; ~l1[J!I~:; ~~ u~l11l'1!fl~'IJ'U nu 1 fl[J!'Iffl lJ I'Ufl1:;1J 1'U fll1!'IffllJ!t'I"[J?1 mu !l1J1Jmu fl ~lJ!'U [JlJe~~e [J
Vl111il!l'Iflf ms !~fllliHjl'1~ VI~~fllh:; ffl'1~ fI1V1r)1'Ufl1111!l~~!I 1~'lJfl~!I'U1! ~fllJlf~ fll 1!;fllJlffi'j 'IfU~!~[J1 o'U mr !~fllJlt'1"i'j~WliU ~ !I~:; flm;fllllfffj fl~il!u[JlJflfJlJ 1VI ffl'l f111'Ii'Vl11 1il!l'Iflf ~ 'hia'll'If'U llou !lJ'Uu~ l11l1 ~fl~ ~'I'h'I'If!l 'Ul!~fJllljflWfl1V1~l!1~:;ri ~N~~fJ 111:; ffl'1~fllVl rm i~~1'U 'IJfl~!!'U11~fJlJ 1Jl'1f11111d'Ir)fffllJ n1m 111U'il i[J~ ljvl'1 ~VI~ ~e flnimVII!'U1
!~fJllfl ~ il! U [JlJ6'~ ~ e[J fll'jl'1~~fJllflW fllVl!! 'U') !~fllJ fll'jfffllJ 11 fl'j~fff Hm~1~l1:; 1l'1£111'1 ~ fJ?1'il'W fl~ 'Iflfl mrilJfll1lJ
fln
(1'()
d d. dl 31 q QI 4.!I'IJ~!lH !VlO!1J'U'lJfll;!~I'Wfll'jVl9lJ'Ulf'lWfllVlI!'W11'lftlll
thihtlfl!: fll'j!~fllJ!1:Y[J~m'U!l1J1JfnlJ fJ~iJtU£lll6'~~fl£l fl~ 'IflflmrilJfI1111!l~~!lH
l1~t
stat
ABSTRACTFriction stir welding, a solid state joining process, provides higher joints strength than that of
fusion welding and minimize the problems associated with fusion welding processes. In friction stirwelding process of aluminum alloys, welding parameters have influence on the welded joint strengthinvolving similar or dissimilar aluminum alloys and composites. Using the inappropriate processparameters results in lower welded joint quality and affects the welded joint performance. This articlehas collected all useful factors affecting the welded joint qualities of aluminum alloys, welded jointcharacterization, microstructural characterization as well as the joining strengthening mechanism toprovide valuable information for further improving the welded joint efficiency.Keywords: Friction Stir Welding, Aluminum Alloy, StrengtheningMechanism
64 Received 28 October 2015Accepted 2 December 2015
1. mnh6~i'id'ltJlJrl'~HHHJ\lmi1)J1 H6th~ flfWlr:l1nf~ ~'U
~~ff1'11fll'JlJH11v1 tJ1'U tJ'U11 fl1'Jij'UIH'~61fl1fftJ1'Ums ~6 11{)!~'U ff 1{1'l'J III 'Uw'U I~ 6 ~~ 1flihl1'11lr ruu 1dO QI I d I I t' QI Q.I I
lJtlm1ff1'Um1lJ!i 'IJ~UflH~6'U1'11'Ufl\! ~ 'Vl'Ufll'Jfl~ fl'J6'U
iifl 11 lJ!'I1U £11ff ~ U~ ~W1'U'Vl1'U~6 fll'J U~ fll1 n i'U fl-ftlJ" ,~ ~ ff 1 '11n 'J 'J u £I 1 'U £I 'U 11ii tI'llJ HU fl1 'J H ~ 1 'U 'IJ 6 ~
.Qd QI I. A ~6\llJ!'UtJlJ6~~6tJfl"llJ 6000, 5000 Ull~6WI ()~ 61%,
23% Ull~ 16% ~llJliHi'IJ [1] HI~6lJ~6Ill'UUH'U
Tailor welded blank (TWB) ff 1 M l' '11 ~ 'U 4 tI IlJ 'U
.[. 0.1 "tI '" tI <l"'I1'Uff1'U 1'I1'U~lfll~! H'J() 'I111~ft1 'J~~ liJ'U~'U flU
..6; CiI d QI d jI 0 QI
1'116lJU'IJ'IJ'I1116lJll~ 11ltJ'IJ6 ~6 \llJl'U tJlJ6 11116tJlJ'IJ6 ~1fl~
Ull~lnV111ty'l11'11~~fl1'J1~6lJ l~tJ!ln"l~ mh~t~fll'J 1~6 lJ
6\li'iIU tJlJrl'1l1l6tJ~H'I1ii ~ mil ft11lJQ~tJ1fl'IJM fll'J 1~6 fl
111~1~6lJ~!'I1)J1~fflJti'IJ1ffYJ VI1i li'ln~fll'JU~fl~11 ft11lJ'j} ,,~ l.<:!t 0 0=." .. ~
Ift'Ul'lnft1'ltr~ Ifl~~~'IJfl'VI'J6~'I1'J6~l'I1'U 'UU'U11'116lJ11J'U
"0 0 Ji 11.[ 0 tI ~~'U ff'lNllfWfll'J'IJ'U~ 'I1'Ui:'1'1'U'J~fl6'IJtJ1'UtJ'U~Ull~m~
fll'JH'll'U [2] 1l1flUty'l11i'lfl-ft11 Wayne Thomas 1l1fl
ffOl u'U fl m~6 lJ 'IJ6 ~rl' 'I fl f):tJhI''VI'111ifl1'J!~6 lJl~ 6
Un'Uty'l1l1l1flfli'J 1~6lJU '11 'IJ'I1116lJl:l~ll1tJJ 'Uft6 fll'J 1~6lJ
latJ~'Vll'UU'IJ'lJfl1'U (Friction Stir Welding; FSW)
IlJW 'Vlftilft fll'J I~6 lJ111'11~~ 6flll1 fljJ~l fr)16 Ol'11fl jJ flUq 'U q 'U
'I1116lJll~1l1tJi1tJfl'".h fl1'JI~mJ ''U'iYm1~'lJV~u~~ (Solid.)
~ dd" d\r)" '''i jI d dstate I'Vlft'Uft'UlJ'lJV\Pl!\PlUfl !ftHff'J1'l~l:lmftlllml~wtJ\Pl
ftfll fflJu~hm 111'l1~1'VltJ1'IJM'Jvm~VlJ~ 1,jffrulatJ1i1~q 'U U '"
NfflJ IlJ'UW'U[3]Downward fone
FSWedregion
Advancingside
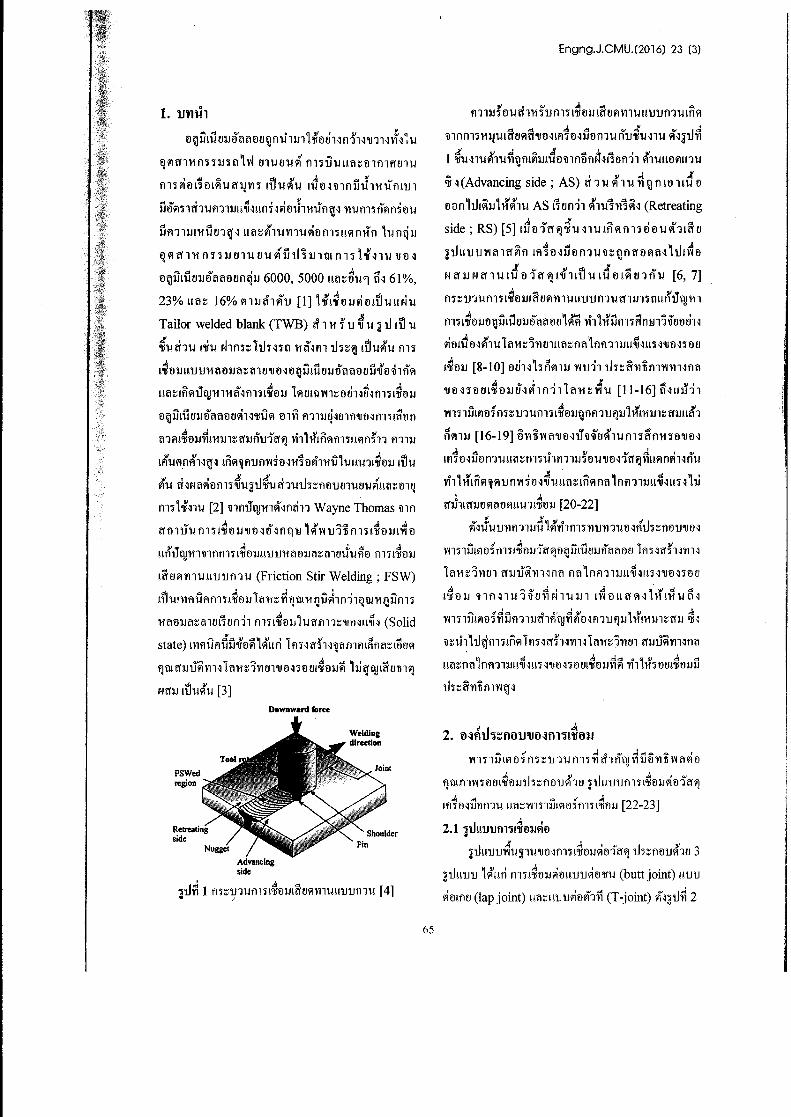
ltl~ 1 fl'J~1j1'Ufll'JI~VlJ!a(J\Pl'Vl1'UU'IJ'lJfl1'U [4]
Engng.J.CMU.(2016) 23 (3)
"OQ! Ad <Q
fl11lJ'J V'Uff1'11'J '11ms I'I1VlJIfftJ\Pl'Vll'UU'IJ'IJfl1'U Ifl~
d do ~ ot!I. OJ~ QI d~1 flfl1'J'I1~'UlfftJ\Plff'IJV~lfl'J V~lJvm'U fl'IJ'I1'U~1'U ll~~tI VI
1 .[ ".. '" J ....... 0"'lI'U~1'U\Pl1'U'Vl\lfl!~lJl'U V~lflV fl~'lI'JtJm1 \Pl1lHW\PlU11.1
'" (Ad . id AS) 0 ".. J'II ~ vancmg SI e ; ff 1 'UVl1 'U '1'1 \l fl Itl1 I'U V
v,)fl1111~lJili'W1'U AS i1tJwh ~1'U1V11~~ (Retreating
side; RS) [5] Irlfl1 ff YJ~lI 'l1'U In 11 fl1H) 6 'U i11ff tJ
nJ U'IJ '11 'VIll1ff ~ n Ifli fl 'li1 flm 'U~ ~ n fl ff e ~ll~ hJI~ fl" "J '" ,,~ J .. '"N ff uN ff 1'U I'U tl1 ff YJI'IJ1 I1J 'U I'U fl I \PItJ1 nu [6, 7]
.. .. "_'ffl'J~ 'IJ111fll'JI'I1fllJI ff tJVlVl1'UU'IJ'IJfl111 ff llJl'J()Ufl1Jty 111
fll'H~fllJ6~i'iIUtJlJrl'mI6tJ '1~ 111ili'iifll'Jfffl:tJ 11litJvaH
~mi'lv'lw1111 ~M~1'VltJ1Ull~flll 'flfl11lJU~~H'J ~'lJfl~'J{)tJ
I~VlJ [8-10] flaNh~~llJ 'VI'IJ'1l tI'J~ff'Vltim'VI'Vl1~fll:l
.a QI ~ l"i.l ~ jll'IJV~ 'Jfl tJI'll fllJ tJ'I~ 1 fl11 ! 1111~ Vlll [11-16] ()~IIlJ 11
'" ~ .. '" p'VI1'JllJI~V'J fl'J~ 'IJ111fll 'JI'I1fllJ\l flft1'IJ fllJ MlMlJ1~fflJml1
~~llJ [16-19] fJ'VltiVlll'IJ V'lU IlIi(JW111flUfffll1'JV'lJV 'I..9 4 0 V IV d I QI
1m fl 'llJfl m 1IUll ~fl1 'J1I1m llJ 'JV1I'IJfl'l1 ffYJ'VlUI')fl~ 1'1flll
.,"'" 0 Ji '" ~ <l ~o'I'll 'I1!flVl~ll'IJflVl'Jfl~'lJlIUll~lfl\PIfl~ Iflm1lJU'IJ~UH IlJ, ,
ffll1IfflJfl?lMvHl'U11:JifllJ [20-22]. .inTlI 'IJ'Vlft11lJUMvi1fll'J'Vl'IJ'Vl111 fl'll'1l1'J~flfl'IJ'lJV~
'VI1'J1i'ill'lu1Tml~~)lJ1ffVlUII ihutJlJrl'IIII fltJ 1m 'lffr HVl1'l, "hM~1V1tJ1 fflJU~'Vl1'lflll flll'1flfl11lJU~~UH'lJV'l'HltJ
I~VlJ ~lfl'llW 1\)tJ~ Nll~lJ1 l~flUffl')~i'li'!'Ih ii~Vl1'J1iJII'lfl1 ~iim1lJ~ht1'ru~w'O'lmiJfllJ i li'nnmfflJ ;,u ,
~~111'1I~fl1'Jln1l1m~ll'rH'Vl1~ 111M~1'VltJ1fflJ'lJ1i'VlHfll:l
1I11~flll'1flm1lJU~~m 'l'IJfl~'Jt) tJ!~fllJ~~ vi1'li''J flm~UlJ~
11'J~ff '1'1 ti fll'Vl'~p
"""" d 0 QI dodQ "'" ,In'l' llJll') fl 'J fl'J::;'IJ 111 fll'l' '1'1 ff1 nty 'VllJfl'l11iVlII?l fl
flOlfllVl 'Jfl tJ!~fllJtI 'J~ flfl 'IJW1tJ ~l1u '11'11 fll'J l~fllJ Ilit)l'ff~..9 ..s Q 0' .A
Imfl'llJUm'U UII~Vl1'J1l.Jll'lu'l'fl1'JI'lIfll.J [22-23]
2.1 ltJU'lJ1Jfll'iI;t))Jvlfl
.I.x .. 0 w tI "~uU'IJUVlll~111'IJfl~fl1'Jt'llfllJl'lfl1ff~ 'l'~flU'lJVl1tJ 3
~lIu1J'IJ Muo fl1'Jl~fllJ~fltl'IJ'IJ~fl'b"W (butt joint) U'IJ'IJ
~u!fl(J (lap joint) tlll::;II'IJ1J~fll'hVi (T-joint) ;''l~1I~ 2
65
::I.Assmi v.lIE1un5Cju v.qu::Il)li 1IE1: s.lnsnaro
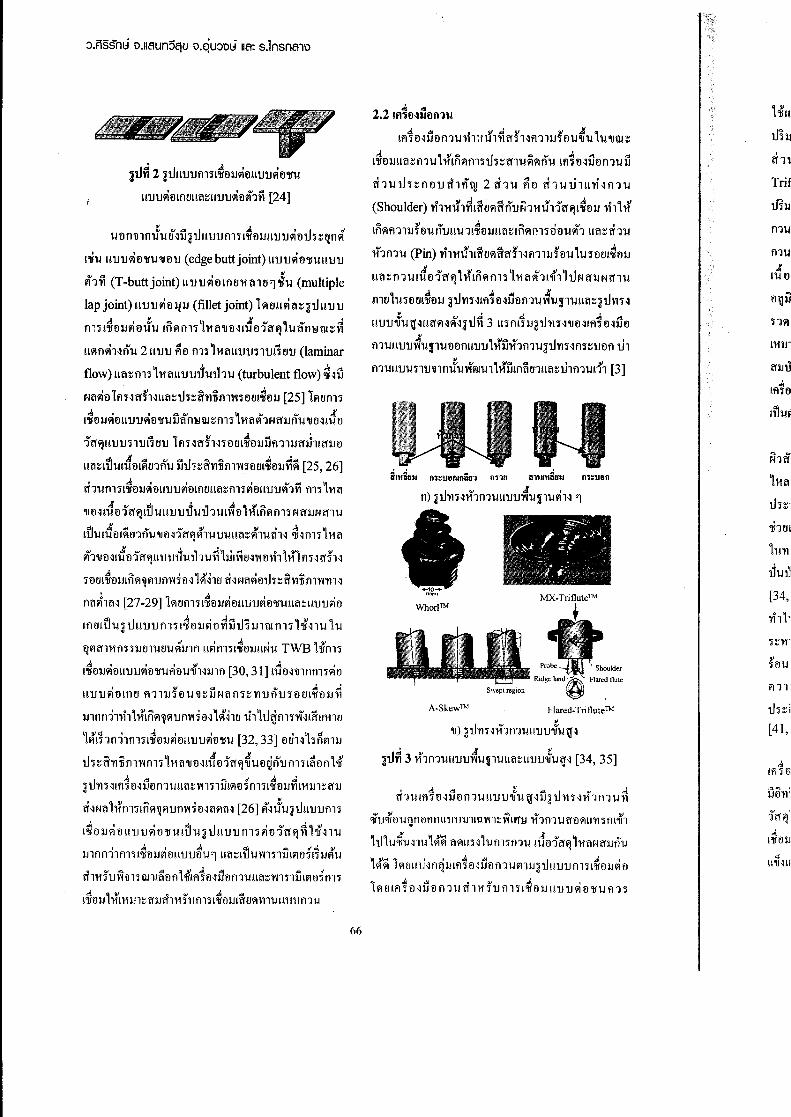
U J .c9, Il n2 lUl!lJlJfll'l'I'lftllJ91tll!lJlJ916'b''U
I!lJlJ~tlInal!~~l!lJlJ~tli1ii [24]
'UflnmnJ'U u~ii lUlIlJlJ mr 1~6lJl! uu~6U'l' ~ qn ~
1'li'U IIlJlJ~fl'b''U'\IfllJ (edge butt joint) IIlJlJ~fl'lf'UlIlJlJ
i1ii (T-buttjoint) IIlJlJ~6Ina'Hl1a'1 ~'U (multiple
lap joint) IIlJ u ~fllJ u (fillet joint) hw II ~ ~ ~ lUlIlJ lJ
.d_ It~ \I) AQ,I'~ ,m'l'I'b'fllJ91fl'U'U In~nn 111~'\Ifl~I'UV1ff~ 'U~mjm~ii
l191n~l~o'U 211lJlJ fiv O1'l"11~lIlJ1J'j'11J11a1J (laminar
flow) 1I~~01'l'111~lIlJlJ,l'Ulh'U (turbulent flow) ~~ii
r-Hl~61m~ffrWI~~U'l'~ffl'liill'Vl'l'VVI~fllJ [25] IM01'l'4. I I o<::t Q,I \fJ QI Q,I' AI'lfVlJ~VlIlJlJ~6'1f'U un nllm~01'l' !l1~\1I1f-lfflJn'U '\Ifl~1'UV
lff~lIlJ1J'j' 1lJ 11uu 1m ~ffhnfl m~fllJiifmlJffJllfflJfl
~I .l -=t Q.I >=t ~ I ~.o=!l ..9...J.-=t1I~~llJ'UI'UVI~W1n'U lJlJ1~ffl'l1im'Vl'l'flVl'b'fllJl'li1l [25,26]
'fh'U 01 'l'I~V lJ~ VlIlJlJ ~tlInall~~ o1'i ~fllllJlJi1ii o1'i 111~
.K ~ ~I •.; .'1 A, " ~'\Ifl~ I'Ufl1 ff~llJ 'UIIlJlJ lJ'U lJ 1'U 1'VlV 111n~ nn f-lfflJNff1'U
~tK -=t Q.I IV.JI 91 I 4
I 'U!'UflI~W1n'U'\IV~1ff~~1'UlJ'UII~~~1'U~1~ 'Ii~nl'i 111~
i1'\1fl~l'a Vlff~lIlJlJ,l'U 1l1'U~ 1l.iIVlU~'Vlfl'Yh'11'1m ~ffrH
'ifltJI~fllJln~iJ~lJn'Vl5 fl~ 1~~la 'if~N~~flU'i::ffl'lnm'Vll'll~
n~~l~~ [27-29] hW01'jI~VlJ~tlIl1jlJ~fl'b''UII~~lIlJlJ~fl
Inal~'Ul UlIlJlJ n 1'l' I~V lJ~ V~iiu1lJ1m n 1'l" ,*~1'U , 'U
Ql'lffll1m'ilJa1'Ua'U~1J1n U~nl'iI~VlJIIN'U TWB Hnu..:!I, I I 91 .a.1'Ij'fllJI'lVlIlJlJl'lfl'll'Uflfl'U'\Il~mn [30, 31] l'Uv~'il1n01'j~fl
IIlJlJ~fllna fl11lJr fl 'U'il~iiN~ O'i~l'llJ om Val~61J ~
mnnlwh' ,rln~iJ~lJn'Vl5fl~ M~la ul1ueynl'l"vi~lffal1la
MI~,nl1m'iI~VlJ~VlllJlJ~fl'll'U [32, 33] mh~1'i~~llJ
• 1 ~ ~ ~ .K ~ ~ ,~ .. "lJ1 ~ff'l11iill'VlO11 111~'\IMI'U fl1ff~'\I'UvQn1J nl'il~fln''II
lUl'l 1 ~Ifli fl~ i'JflnTW II~~ 'Vl11liJll'lfl {o1 1I~fllJ~ 111lJl~ fflJ
'if'lN~ Mnl'iln~iJ~1Jn'Vl5fl'l~~~'1 [26] ~~J'UlUlIlJlJf1l1
I~fl lJ~ flll1JlJ~ fl'li'U I~ 'U1UIIlJlJ 011 ~fllff~ ~ H''11'U~ ,I .:!Is I .de ~ ,c".""":;' 'fJ)
lJlnf111f1l'i l'lifllJl'l flll1JlJfl'U '1 II~~I 'U'Vl1'illJ1~V1 11lJl'l'U
.. '"2.2 Ifl'l'Mtlanl'W i~uu1lJ
ri 1\
Trif
mlJ
.:!\ o:!I o".d v 'fJ)..M1m V'IlJVn'l'U l'll~I'Ul1'1ff'l' 1~fl11lJ'l'V'U '\I'U' 'U'\1m~
I'll'" .. , " '" • , ~ ~ ..; '" ..eunnemu 11InflO1'l'lJ'l'~ff1'U91i1ln'U ImV~lJVn1'UlJ
ri1'UU'l'~nfllJ'fhft~ 2 ri,'U fifl ri,'Ulhllvl'ln1'U
(Shoulder) 'Vill1U'1~lffa~ffOlJ~111U'11ff~I~VlI 'Vi1i,r
-=- "Q,I .d, .::to I 01 I
tn~fl11lJ'j'fl'U nlJlI'U11'11flllll~~ln~r.nflV'U1'l1 1I~~ff1'U
l11n1'U (Pin) 'Vi1111!1Iffa~ffffrNm1lJrfl'U i'U 'l'vm~VlJ
.K ~ i"'" ~ ~ "~.I1I~~n1'UI'Ufl1ff~ 111fl1101'l' 111~9111'\11IlJNffllf-lffl'U
i ..; .1 ..; '" .Kmv 'U'l'VVI'IIVlJ llJl'lHlmV'IlJVfl1'U'Vl'U!1'U1I11~lUl'lH
IIlJlJ,T'U \l'Hlff~'1~'1l u~ 3 lI'l'f1I1lJlUl'lH'\Ifl'llflifl'li1fl
.K i-~.I 'n'l'UlIlJlJ'Vl'U!1'U6vnll1JlJ l1lJ111n'l'UllJl'lHm~lJVn 1]1
n'l'UII1JU'l'l1J'illnJ'Url'WJ'U1,,riitn~I:nU~~lhn'l'UdJl [3]
n'lU
fl1ZUUflIODIll fllllJ 1I11JIMilIJIJ n1~UUfl.1 ~ .1,
n) llJ'YlHl11n'l'UII1JlJ'Vl'U!l'Ul'll~ '1
hl'l1,lull
[34,
'Vi1"
fl11
u'l'~i
[41,
A·SkewlM Flared·TriflutelM
'\I) 1U'il'i'~l11flTWII1J1J,T'Uff'l~ ~.,,,, ~ .1 •
llJn3 l11n'l'UII1JlJ'Vl'U~l'UlIl1~lI1JlJ,j'W\1'1 [34, 35] dIflHl
ri'l'W Ifliv ~i'Jfln 1'U UlJlJ,T'W ff '1ii1 U l'l Hl1 1 fl1 'W~~ ~Q,I " q Q.I 'j)'lilJ'IIfl'WQntlflfllllJlJlJlll1 'Vl1~'VllfYlJ111n1'Wfffl ~u'l1 ';j flI'U1
'1U''W~'W~lU '1~ ~~lI'i~i'Um'jf)1'W l1ifllff~ 1mlNff:IJO'W
~ Old 1 ' , ..; '" ..;I~ ~ ~ tJumfHjlJlfl'i tl~lJfl n 1'Wm:U4 UIIlJlJ 011 l'llfllJlll V
1~ alfl~ fl~jjfl n1'U 'if 1111lJ n 11 l~fl:IJ ttlJ lJ IIItl'll'W fl1 'i
dl'lifl :ud
11'U~1I
66
ii'lIlJlJ Whorl™ uneuuu MX-Triflute™ ';1Ull~
U~lJH11fll'm'l1tl~'IItl,nr1fl1tl Itl!dtllff1J M 60-70%
tY1uuu u ~ ern eu e ~IIlJ U~ tllihti' i'llu U Flared
Triflute™ 1I11~A-Skew™ ~~~~'lhUl~lJ~liIl1thtl
mlJ11i11f111'I'md tllff1J I'I1"lh1111i11~tlmlJlIil1fl~~ltllJ'Ii1~.,..,.4 ,,: dl ..s ~rnu !~f1 umnseu tltlfl~lfltlf111fffl'l11tl'lltl~lmtl~lJtl
mu tY~Nlll,rmlJlill f111lJ~tltl!lll~ U1dY'I1tilTVif111fl1tl
.K ~ ~ [36 ] ,. .0\ ~!tltl1ff1JIiIHH , 37 !~U!~'Vi1~fl1H'lftllJ1ffll
tl ~ijru UlJfleu 1'Viff iii In fl 011 if fl'l11tl'll e~'Ii 1fl 1tl tl [h~n~!~1 [38] O11!i1tl fl'lfU fl'll tl~lff~lfl1tl~1Itl fl1tl i,r
Il1lJ1~fflJflU lff1J1~tllJli~1rltl ~~ri1fi'ty f111!i1tlfllff1J~ li
.... ., .. ~p;<, ~ I ' cI .,fflJUIil1il1tl'l11tlf111fffl'l1Hl!i'I~ !'lftl 1ffll tlfl~lJ!'I1Mflll1
Ifl1tl~1Itl AISI H13 'I1~tlll1~flmr1~ltlfll1IvilJfl11lJlI~~
!rltl~tl [24, 39, 40]..:::It. QI QI AI d.l .d
~lfl'J1U~ltl1~U 'I11fl1tlllJ'I1Hfl'J1UlJ'Vitll1
ihfflJNfflJ1fl 'I'llM!n~flum~~ 1Ufl11lJ~tltl M~flU" ., '1.1 .K ~ ~ .0\ ..!11II I'll1 !lJNfflJNff1tl 'IItl~!'Utl1ff~fflJl!fflJtl 'JtlUl'lftllJlJ
l.h~ffl1tfll'Vi'l11~flll\1' ~ [41] l'U'IIilI~~ fll'Jff~ Hlfl~U1
'li1Ull~'I1~tl'll,rfl~1'I1in 'U1f'I1'lff~'I~ltl UI~tllJ [42-44]
'I'U'I11~flrl'lJtill fl1'i H'Ii 1flTWlum 'l~l'I1~Ull ~~lvilJf11'1• I ..I.d <Q, QI <Q, d'l1tlih'U 'II'U'I1mI1il1'11tllJ'IItl~'I11flTW!fl~fl11lJlmu~tr ~
[34,45] 'li1u'lli'mJl ~lh~ff'l1llfll'Vil'Ufl1'Jfl1tl!iftllffll
l'l1 I 'if tj ill ff lJ11~'I'll ~fl II tr ~ 'Utl fl ~1fl d'll tl1 ~ ff fl tY1'U
l ~Wl1'11l1m'Wtimbfl1 'WliN ll~tll!'J ~1I11~mlJ1il1 f11llJ
~tl'WI'litlti'W [7] 1~Uff~tY1tlI'Yhtiu 3 M'll'J~ff'l11ifll'Vid .A odd do ~d I
fl11lJ 11'11'111'J'l'lltl 'l'J tl UI'lftllJ ~ '11q~ tl fl '11 '1lJNlllil tl.1 A A ,. .. ,..KlJ1:;ff'YIlifll'Vi'l11'1flll !f1U11lJtr~tl'l 60% 'IJtl~!ll '11:;'Vi'U
[41,46,47]i'lJ'W rl'fllJ ill:; lU 11Hlfl1 tl~1Itlfl1tl lff~~ li''I'1l
d..::!t. <=:I. '~I.e::). 'j) .KlJ0'I1li'Villl'l tlu 'JlJ1ill fl11lJ'Jtl'UIItl:; fl1'1NfflJNff1'U'II0'11'W0
~ 9 .0\ .. ~I ".1 d, ~1ff 1J!'W'itl UI'lftllJ 'If'1llJ'Utl ~fllJ 'J:;fl tlU '11 ff 1fl ty 'II tl 'I fl 1'i
l~mJ FSW ~'I'i'1I,ru'J ~ff'l1ll fllVl 'IJtl'l'JtlUl~tllJlifl11lJ
1I~~IIHtr~
Engng.J.CMU.(2016) 23 (3)
2.3 't'I11,il!f'mifl11!~tll!
'Vi,.nij!l'ltl~fml~tllJ ~1~tltl~~U'J~fltlU~ri1fi'ty~tl
tjillfl1'Vi'IJtl~'JtlUl~OlJU'J:;fltl1Jyf1tJf111lJ!~1'Jtl1Jfll'Jmftl.A a . d .::Ito ..4
!mtl~lJtlfl1tl (Rotational speed) fl11lJl'J1Ifl'W!'lfVlJ
(Welding speed) au 'YI'Ja e ~111n 1uu tl ~ 't11m tl
(Shoulder and pin profile) ~ ~ 'Vi1'J 1ij II'l B f yf, 'W
fl11lJ!~ 1l V 1Jms 'I1)Jtl!fl1tl ~11V n1tl 'I'll' ,r!n~U~lJlillf111lJ~euune fll'Jlff[llUII1JlJ'Vimff~fl 1f1um lJ1il1fl11lJ
~VWIUl !U~nuI'lllJijl'lllf11 llJ I~1l VlJflll'l1 )Jtll fl1 tl~1IeQ rli/ d.:::. A
fl1tl [48] 't'I1'J1lJ!l'ltl'Jfl1'Wfl11lJ!'J1!f1tl!'lfVlJf11lJtjlJfl11lJ.,i !IdA F- .d. it d .c:t, A'JVtl 'I1lJlJ'JlJ1il1'11!'11lJ1~fflJm'l11flf111lJln!fltl!'lfVlJtr~
'I'll i ,rfl11lJ~Vtl~!nfllitlill 'I1flij~l tY'If,'"M fll'J!U~Utl. ~.1 Ai' .. 0 ~ 'I .K ~llJlI1J1J'Vitl1ffl'lfl lJ!'ViU~'ViVff1'11l1Jfll'Jmtl'IJV~!tl V 1ffll
IItl:;ri~Ntl~tl1flHff~Hfl1ui'Waul~VlJ [34] ~~
'Viu1ij!l'lvfvf~ 2 ~V~fl11JtjlJl,rfflJitl Dtitl tY1tl
'Vi1'J1ij!1'lV f yf1tl 'JU'I'I'J~'IJV~111!fl1 tl ~11Vmtlll tl ~'Ii1fl1tl~, , ., A .~ iI .r ~ 9 ., ~ .K
'111 'I1Iflflfll'Jfl1'WIW:;lJ'U 1tll'Wtl1ff~NfflJ !'I1!lJ'UI'WV
!~U1ritl 'WVfl~lfl~'J~[I~flfl~flihn'U (Tool penetration
depth) IItl~!I'J'lflflM~'H1'W (Downward force) !~'W
1[49]
Q _ 412uI-lFSR33V
(1)
A 4 'J) .d .... ..M I ,IlJfl Q flOm1J1il1f111lJ'JV'W'I1!flfl'IJ'Uliltl'l1'W1Uf111lJ
[111(J/mm) a flV U'J:;ffl11im'Vifl11lJfv'W~lnfl 1tl flU
!~VlJ 11 fltl fflJU'J:;ff'l'lim ~!ff[l~'VI1'WF fltl IIHflfllffUfl~ c:l .<!{ ~
'I11tl (N) S flV fl11lJI'J1'Jtl1Jfl15'11lJ'WIfl'HHlJVfl1'W
(rpm) V flV f111lJI111~'WI~VlJ(mm1min) I!tl~ R fltlQ.I .cS I Q.I (V tI ~ tI'JfflJ1J1fn'W(mm) ~lflm1lJfflJVI'Wli'IJV'I'Y'I1'J11J!I'lV'if)15
I~OlJllfffl'lU~ 1J1il1fl11lJ~ Vtl ~ ~ V 'I fl1 51'Wl:; Wh~fl1l.0\ .. ,,. .,.., 9.KdI'lfVlJ 'If~ff~Ntl !f1t1Ii1Hllltl!flHff)l'1~tlmfl !'W'Vi'W'I1flU4. c:l A ~ c:lI'lfVlJ fl11lJ!11'JV1Jfl1'J'I1lJ'UIf'I1V'llJOfl1'Wlltl:;f111lJln
1~'W!~VlJ lU'I1Hlflitl~iJVfl1'UiJV'l11i'Y'ltlO~ 43.7%,
33.79% IItl:; 11.22% I'lllJi11iu [50] ~1iI'J1ff1'U
67
:).Flssnl:f v.IIClUnOC!V v.qU:)I)l:f 118:s.lnsneno
'j~'l1'h:j SlY fllH)~'j~'1,dN'h:j 10-50 [34, 38, 40,
]~ v ~ ~ ,
51, 52 f.lIll'l1lJlJfl11lm),wlfwl"'U'j~'I111-:j 400-550°C
[53, 54] 'Utlml1f)~tl1'jIVtl~lJlJllli-:jnl'U (Tool Tilt
angle) I~'U 'VI1'j1lJI1Itlf~'lil tl1 ,.rnn rnu lii~flln:t'U ih'U
,.K~ "~~,, .. ~"i''I)U~I'Uill n'~ II" ~ N'CI'mHI'l'U I" rn 'U I~~lJ1 n,,'U !~tllJ lJ
IOtl-:jfll'jil~1~'I11N 0-3° [55] li"~l~tI~n~~fl~l~l'U
n'l111-l 0.1-0.3 ii"i\llJlIl vbiM'liiflfl11lJ!il'UII"~nn
eil'Uil"il-:j1n'fll~illJ'~ [50, 56]Qlt .Q" .a jI d~-l'U 'U 'VIU 1lJ 111il 'jms l'lfillJfl1'U fll1lJ 1'j1'j e u
Ifliil~;j ilmuII"~ fll1lJl~ 11~'U l~illJl ~'U 'VI1'j 1ii 11Iilf '111:in
~thfi't)j vi'l1 ,.rlii~ nmI1l111l~tI'U 1l'1lJ1 IIITl11lJ! il'U II"~
~ .1 ~.K ~ 1 ' .!IfllllIl tlJlJll1J1J'VI" 1n' 11n"tl ~I'Uilln'~ 'U'j~'I111-lfllll 'lfillJ
~-lri-l~"~il1 m ~n'!N'l'lH 1 "'I1~1'1'1t111l"~n'lJ1MVlHn"
"il-l'jiltll~tllJ 1~tI~H
o QI ~ QI .:::Iiod d.t:::l ..:i Q,QI"
ff1'l1'j1Jnl'jI'b'illJlff~tl~lJl'UalJ ll~lJnl1tln'lnl,wm'Unl1A QI Q.d I I 4 ~I'lHllJ FSW lff~tl~lJl'UalJilaN~tll'Utl'l'l'l-lflU'l11
'VI111iillltl f~ Il1lJ1~ fflJ 1 'Un 11l~tllJ Pou 'I11Jllm ~
Iflitl '1:IJil fll'U ~ll1lJl~rl'Hd'1J fl 11I~tlll I~tl hrhf"i''' , d ...,!flHff'j 1'1~a fllfl lIa ~ fla flfll11111 'IJ'1I1H ffllU~ 'I'Il'~fla
A ~d. ~ d. .c:. d. QI """"
'lJtlntl1Jl'lltlll'l'l~ fll afll'jI'lltllJ tl~lJl'UalJ tla atl atIUU'lI'U ~
I~ aln'U '111tlIIU1J~l-:j'b'U fln'lj IIa~tl ~ iilll IIlJfttllJ 1 'VIiY~
3.1 fl111;~nJtlaUliitl:IJ0aatltlll1J1J'IIilVlI~fJ1tl'U"
d. I ..::t..:::t QI Q. <::t QI
fll11'b'tllJ ~ tltl ~ lJI'U alJ tla a tl a 1I1J1J'b''Ufllfll'J lfl'U
1m ~ff!l'1~afllfllla~ ffll1J1i'l'll'1fla" tl~'j tl m~tlllliifl fll'j
11l~a'U1I1l'''-:j11l1l1fli a'l1~~'U flllfl11Jf)lJ'Vll'j1ih~tlffll1
l~tlll1M' ffllvlU 1i''lhai,.r1tlm;tllJii1l1~iY'I'InfllVi ~~ 1l1fl
d " d. I I CI," Jt dfl1'i tlfl'hl1 "tll,ja '1'1~1 'U111 'ViU 11 'Vi1'i1lJl~ tl'i fl1'i I'lftlll '1'1
!'11lJ1~ ffllll~ n~ N n'U 1 ll~llJ'lIU fI" tl '11 ff~ l;tllJlla ~
'Vil'j1iil~tlf~fffl'hl11'1'1~1'j1'1~ 1 1l1m1a-l1'Utmffml1~lU
J.. 4. c:i <'!:>.. a d..<':I..co. I
1ft1 tl~ lJ tl fll 'UIIa ~ fll1lJ 1111f1U l'lItllJ lJ tl'l'l1i 'Via 11tl'IJU 1~
'IJ tHlfll U 11fl ~~ fl 1 l1lj II a~ ll~'j1ftl1lJ1ft1 tI flfll a1 U
o 0
'itltll;tllJ [57, 58] tllii flm;tllltl~iillltllJijaatlatfl'ifl
6061 fll1lJl~11~'UI;tllJ~lmii~m1lJ~ tl'U1u ~'U~fl1'U
\1'1 1 fl'i ~ff~l'llii fllYlffllfl ~~ ne 'UMlJ1nll"~ "U 1~ Ifl'i 'U
11nll ~ ntl'Uliiu 111M111n ri ~~ a i,.r f)IIIffllU~ 'I'Il~ n a a ~
~H!-l [59] n1'j1i'fll11l1~11~'UI~tlll\1-lffl111HlIV;lJ
fJllI ffll1J1i'l'lN na"tl~'i tltJI~tlll M lI~tlllllii~1'i1l1il1'U '.itl tI
A "1'" ~ '''1 d 1" " ,~l'b'tllll~I'b''Un'U tla1'lI'in1l111nll 'I1ftl1lJltl'Ullfl'b''U'Il'U
. ..[60, 61] 'UtlnlllntT'UnmOtl'llJlJ'lJtl~lfl1tl-l:IJilfl1'UtT'Ull~
'lilt11V;111l'i ~ iY'I'Inill'Vim1 nl 'UIIa ~'lila,,;) ~ l'il '11U '111tl
~~lln'Viltl-ltltln 11l1l1flim ~fffl'1 [62]
fl1'il1l~tI'U 1111,,~ 1m '1fff 1'l~ am flll" ~fflJilii'l'l1-lfl"
.d,Q, """" d d. .411tl '1'11i'Via 1l1flfll1111111 tlll n 1'j'l111'UIfll tl ~lltl n 1 U II" ~
m 1111~11~U I~tlll fm 1i''VI1'j lii I~tl f'hjffllvl 'U'Iin'U vb1M'
liifl~fllln'VIl tl'lIl(l~,,~ll'i~ iY'I'Ii !l1'1'1'1'11 'In(l fll'j 10a'llllJ
.!I .. .I~ .1 .!I" "Ifl 'j tl '1lJtl n l'U II(I~nn lJ 'j1J lJ1',n tl til 'b'tllJ ~ lt1fll1lJ 1 tl 'U
ff1111Hl(lflllfl1Jn'Viltl'l1~ tllh~ 1l~~1111l1~iY'I'Ii m'Vi
A dlr) "01 ~ 1,. .l'itltll'b'tllJ'I'I Ifla'l~lfll1I(l'l1~'ViU
3.2 fl11IYtl:IJtlguliitl:IJoaatltlllll'U9i1.:1'11ilVl
J.. .d """"""" QI If)1'j I'b'tl11Iff afl'l'llU IIU U fll U tl ~ lJ I'Uall 1:)(1(I tl a1l1 'I. '.'b'UfI f)1nHl'ill1'11U'l'IJtl'l~hH1'WI;tllJl1~ 2 'lIU~ ~n
VillnIll1IllnfflJ1M~lIflfl~1'1n'W ~1'Wi(l'l1~1'1'1U1 ffllU~
'I'I1-lfl(l alJu1i'l'll'lfl11~~tl'WII"~mllJff1lJ1H11 'Wflm~tllJ
ItiU ~'U 1 fltI~l 1 1l1ff~~iifll1lJlI ~~II 'i '1\1~1I"~tl1 fl~tl fll1
'Yi11lfliYa~ UIIU1J'Vi(llffiifl1'W fln 1 '11a 1'111"'11U ~fflJ1 'W
jI I liIiliI (II .!!i ,oS
'Utlafll11l~~fll1'1I1f1TW RS 1I(1~flll"a1Jlmtl'llJOfll'U
.. d "1.1" d ..tltlflIl1fltl'uafl(lHll'Ulfl111'l1tllJ (Offset) IlJl'll'U'I'IlJ
d ", .1" "1 .K~fl11lJlI'IJ'IIIHWtlafl11 ff1lJ11t1'l'l1 'I1fllll'11a'IJtl'lI'Utllff~
1l1fl~1'\.J RS 1'11(1l"'llJlliilJl~lJmtllultltll;tllJ 1~~~'U, , 'jI (1/ jI
1I(1~'lila(lfl fll1lJ II~fl ~Nfl1'U n11 'lJalI'J1I1'1'11'1fl11m tl 'U
"(l~1ff~lr~ 2 'b'uI'lM 'Vh!lf~flUfl'Vi5tl~ma!'U5tltll~tllJ
ll~a~ [63-65] tlth~1'i~lll1lJ fflJ1l1~iY'I'Itfl11"tJ1aI'11
if d' w .<::0. d Q.I I. '"'"'I'I1~fll1lJ'j tl 'W'1'1~ 1'1nu 'IJtl ~tl ~ lJI'U alJ tl (I (I tl al'l H 'li'U~
1 jI.l.d d lfI (1/ t ~ I (II
ff~~(1 !'I1'Vi'U'I'Ifl1'UlJfll1 !'I1(1'IJO'llff~mfftl'l'li'UI'l~l'lfl'U
68
[20]
508:d,
~an
m n1l1~
(Rel;
;.(1
fl111
55, (
fll'Wi
'I'IHfl
3.3 f
FS"Al'litllJ
tl'4W
~Ull
mJ111
~\1~"~
'1'111-11
[20] u ~~ i'1Hl1'H~fltl~aa~ihulJtl5~"'fl1J1~11"h~lflHl5083 '" 0 .r.d ...
flUlflHl 6082 'I'l1J11 'I'l'U'I'1fl1'UtI'IJ'Ull'llfl'i'lHlfl
Ii'l~fli'I1~~I~fl"'~I{lUI'I!l"'~fI11tlll~~u1mu fl"'l~!l'U 11~atl
, do.,M 01 i"'I'I"'~ 1I1'1'il~ll'ItI'IJ'UfIllJ'I1"'~'illflf11'i1'lfll'l~flfl'UfIllJ 'Ulm'U
v
'II a ~ V ~ i'i IUlJ u 5", '" a 1.1In 'i 1'16082 [66] 'U a n 'ill nUfl11t1 fflJ VI'Un'IJa~l'I n li'i 11'1a! nm~v lJiifl11tlrllt)qJ~ e
11'i~ ff'l'11lfill'l '1'11'1fl"''11a n a 1J1~a lJ ms ae nuUumr'1'1fI ",a'l~ '1\)fl'l11tll i,r1 'Ums ftmll'l11flll'llni'il91 af ~
i ..A 1' ..... .r ..I'I1lJ 1 ~ ff u 'U fll 'ii'll a tI ~ 11.111i fll 'J l'I 'U 1i'l11i'l'" 1'1a 1J
(Response surface method: RSM) !l"'~1ifln'l'11Q
.. ( h' thod) d • 1" ..A ... _, ~ ..'If Taguc Ime 'If~'I'1l l1'Ja1JI'lffltltlu'J~ff'l'11iflll'l
d.o::!il ~ d " 4!t Q.I ddfI11tlll'IJ'IIIHI'I'I~'1I1"'~I11v'JI'If'Ul'lf1l'iUI'I1'l1'1'11'1 [4, 16,55,62,67,68]. . .
QI QJ 0' «::!io QI 4 41'I'1'U'Ufll'J 11 'I1'11!l11'U'1'1f'U'11'UII"'~ fll'J 'II1J1J1m a '1t1fl
~ ..A ~fl1'U flV fl 'illflij''UlJfl'''l'l!l 'U11'11VtI fl11tll'J1'J V 1Jfll'il1~ 'U.a ~ c:I .0. ..;. .:::1.0..0. I ~
Ifl 'ifl'ltlfl fl1'U!l"'~fI11lJl'i 111'1'UI'IIVtI tlV'I'11il'l"'l'Ia fll'i I'IIVtI
.. 'I" 1 d -, ....911'1!l"'~ fI'i'lff'il'l~"'fI1f1 fl'" flfl11tlll'IJ'IIIH u'i~ff'l'11ifl1l'1..A
'I'11'lfl"''IJV'I'iV1JI'IIVtI
"'~'f <J), .aFSW ffltll'i f:l!lfluqJ'I11'IJV1J fl'l'l'iV '1'IJV'I'iVt'l'IIfltl 'illflfll 'J
l~fllJ!lU1J'I1"'VtI"'~'" llJM~ hr11'i ~ff'l'1n fI1l'1'iV1JI~VlJ ~ 'I
'i~'I1'h" 60%-100% [69] U'illilJrl1ftqJ~ff'l!'l"'fl'i~'I'1U
~ eJ'IflHffrl'l~"'mfl!l"'~fftlllil'l'l Hfl"''IJfl'l'iV1JI~eJtI flfl
'" 0 N _, ..A.. ,..Vl'lnff1'U S JU'I'1Hlma'ltlVfl1'U II"'~ flnfffl'l1'ifl
..A.. 'I ..A .. ... i ..'IIV '11m fl '1t1V fl1 'U 1'1lJf1l'H'IIV tla \j lJI'Ul.ItIflV lJ l'I ff 1'1
J11m '1lfl1 v'Illv fl1'U ~l'I1lJl~fflJ 'il~'li11Ji lflfll'lfl11tl ~v'W1I"'~f1l'J i 'I1"'i1'IJV'Iiff~~~ 1I"'~lrla ii'fl11t1fftlVl'Wn'IJfl'l
tll'l'ilff1'U SN lJ1flf1':h 25 'l'i1ilffl11t1rfl'Wl'vltl~'1~'W
Vljfllfllff1lJU'i '1lflflfll'J 111'1m1m~flM II~'IJ'Wwl'lJv'Ium)lJ
J11'il'l (Shape-factor) illl11~lJ'U vmf"fl'i~'illlJi1M
ffJ11fflJa ff'lN'" Mfl11t111~'111 HII"'~tll'l'J1fl1'if'll'li11~lJ
~ i " .. d "''l.K.d~"'IJWlft~ flHff'iNlfll'llfl'i'UI"'fl"'~WlJl'1 'Wl'I'U'I'1fl1'W
'I'll i lfffllJ1'J OI~tI)JI'iV 11(~ ri'11i'l~M 11'i~ ff'l'1n.flll'l 'iV tJ
.. "" 'I.K • '1I'lfVtI~"f:l" 80%-100% 'IJV'I "''I1~l'I'U [70-72] fllJl'l 'i
Engng.J.CMU.(2016) 23 (3)
Q,I .0. QI..A dsmm 'J'lJfI\) 'IJa'lv ljfllfll ff'itl II'J'Ifl1Jlfl'J a'ltlv mu IIn~'il ~
..:& A d. ..s i" A d oddIl'ItI'IJ 'U911tl f11'JIl'ItI 'i~ lJ~I'IIV tI rnr 'IIlfl 'iV sue f11'Unu
<J) d ,~fi11tlffllJ1'i 09l1'W'I1l'Uf11'Jfffl'l1 'i a~ '1'il~'1111JaYiUtU'I11m 'J
.. o..A. ~ "" 1fffl11'JV'J~'I111'1fll'iI'llatl 'I'111'l1f111tl'iV'U!ln~f11'J 11n'IJa'l
Idviff~ 1lll11~1J'U !l11M Iu 'J~'I1'h'lf11'iI~atl [73, 74].. 0 11'd .. 0 1ffltll'JfII'IIVtl9IV ~l'IlIn~nflf11'Jlflfl~I'IUfll'l'iV" 'U'JalJ
l~vtl11(
.J .ei <II VQI iI .a d oddSN 'I'1mtll~fftl ntlO'lf11'J 1'II1ff'lffn:Ufl'iV'ItlVf11'U'I1t1
" "" ~ ..Afl11lJ ff ltl 1H19l1'U 'I11'U flU ff fl 11'JV ~ 'I !'UflU I'IIV tI
V\ji'iIUlJtlflVlJ i l'Iffl'l ";1M'ivm~vtlii11'J~ff'l1nflll'lfl11t1
~ i"d '" i I!l'IJ'I!lH~" flnlfllJ'Ifl1J a11~l'I'U
o
4. iltliWi"a-3u\fJA;OU
4.1 1UnJ9hmna
i 1'11Jlh11111n;ff'l'l1li11l'1'iV1JI~VtI~ I'I1t11~fftl rl 11151JflU'I11;'U ff1'U 1ui ';'11'U 'il~Vi'illHU l'illflfflJu1i'l11'lfl'" ~'1
11'i~flauI(11J fI11t111~'1 fI11t1!l~'1!lH~'1l1n::fl11lJ!l~'1I1H
o "l'Iafll'in1
4.1.1 fl11lJU;;'1 (Hardness)
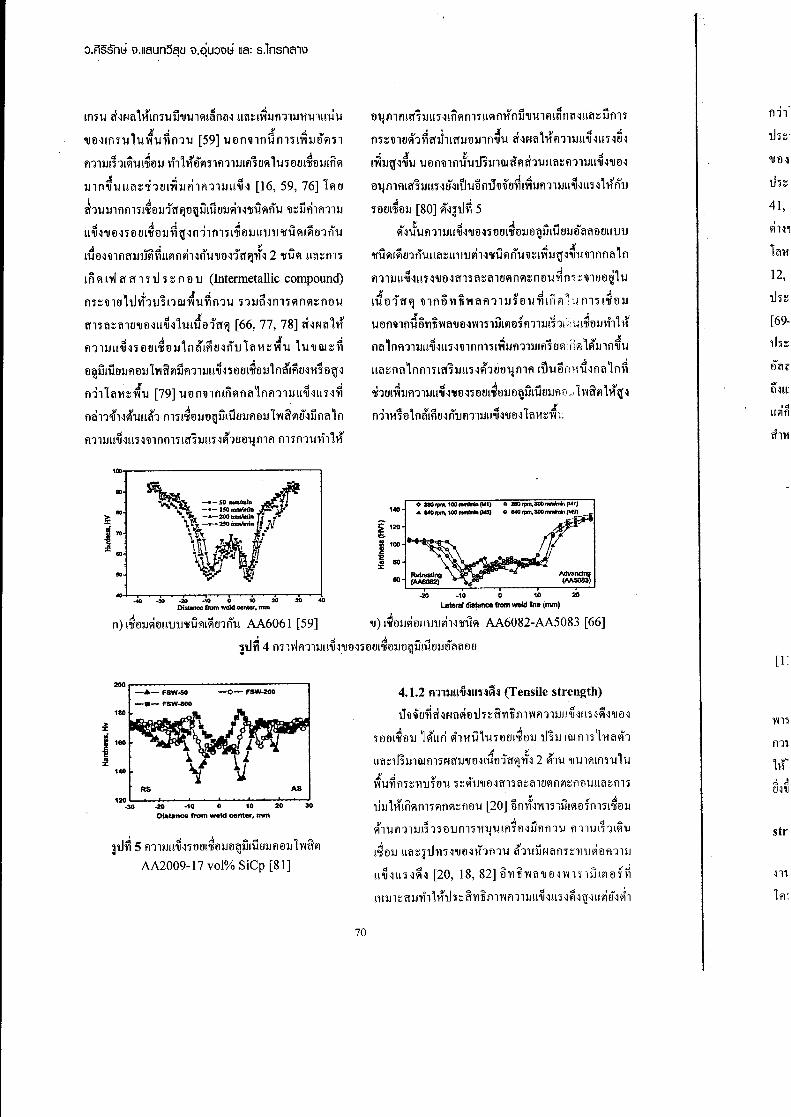
flm~VlJ FSW a\jihul.Itlffaaal.Ii'W mjtlfflt1lHl
_,'"-,,, " 1 d ..U'iUU1'1f111JfI11lJ'iV'U fln flfl11tlll'IJ'Ilfll'1'illflffl'i~~mlJ
1'1fll'l ~ f1V 'W [75] lin:: fl~ lJ ill ffltlUO 111U111'1~11Jfl11lJ
~a'U flniflfl11lJII~'1lfll'l'illflff1'in~"'11J'lJV'I!l~'1 [3]
ifllJ.J1 i 11f111lJlI~"'IJV'l'iv 1JI~VtI'il::~lfl'h in11::vl'W i'l
J11~ 4 'illflii'l11ll'ln'IJ()'1f111lJ~V'W Ifl'iWnl'lfll'Jlwu il'lii~.~ -,..'IJ'W11'1!11qJ'IJU II~~ u'J lJ1W f11 'i fl'i ~ 'illlJ'lJfl '1ffU n ~a 11.1
do:::..M ~ d ~I'Ifll'l::;flU'W'I1lfll'l'IJ'W[14,75] U'JI1Wfl'lflnl'lIl'W11'11VlJ
d .\Jd" ~ ""10fl11WI '11'1'il~!'V'ItI'IJ'Ulnfl'WfllJ'il1flfln !flfl1'il'lflNnfl 'I1lJ'lJfl'l
69
::>JlSsnt:i v.1I8un5Eju v.qU::>I)t:i 118:s.lnsneno
101'IJff~fHlhflf)1lJihJ'l.n~!gmN umaYilJfl1llJ'I1U1U'IlU
'1HH!fl'ilJ1lJ~lJ~f)1U [59] lJVmllfldnmYimlfl'il
mllJ!~1!~lJ!~VlJ vbhffi'fl'ilmllJ!fl~tJ~ 'lJ'ivtJ!~vlJ!n~J l.ct I d "t
lJln'lllJU1:I::'If'HI!'VIlJfllfl11lJl!'Il~ [16,59, 76] !~tJ~ ..;" Q.I ~ do t -=- QI -=t I
ffllJ lJl nmn 'liVlJ1ff ~V\llJIlJ tJlJIilN'J1lJ~nlJ l)::lJfIlfl1llJ
.d. ~d I QI QJ t o<::Ito
!lJV~lllflfflJml'Yll!flnIilNnlJ'IlV~1ff~m 2 'J1lJ~u1:I::nn
!n ~ !vi ff ff 1 'i 11 'i :: n V 11 (Intennetallic compound)~.I':' q .l.l ..
05::1)1£1!u'Yl111'i!1W'VIlJ'Ylfl1lJ nlJ(l~f11Hlnlil::nvu
"'1.rw [ ]' 1"ffn1:l::1:I1U'IlV~I!'Il~ 1HlJV1ff~ 66,77, 78 ff~N1:I '11
'" A 1 p.. w,. .1 1 .lf11llJl!'Il~'iVU!'liVlJ n~!f1tJ~n1l !1:I'I1::'VIlJ lJ'IlW::'Yl
v1:IiJtiltJlJflvlJ1'VIfffliJfl1llJl!~~ 'ivU!~vlJ1 nt{!fiU~'I11tlff ~~ ~,,..1 .. ~ ",.l
nll ! 1:1'11::'VIlJ [79] lJVfll)lmfl~n1:l !nfl1llJl!'Il~I!H'I'l
t~~------------------------~
..
!SO
~~~-r~~-r~T-~~'-~~~...0 40 -20 ..10 0 to 20 30 40
Distance fRxn weld center, nun
fl) !~VlJ~V!!1I1I'liil'1l'~U1r1lJ AA6061 [59]
~.CIt, (II do d dV'4illfl!ff'ilJ I! 'i ~Ifl~ms I!fl n'l1fllJ'IlU 1~!1:In1:l~1!1:I::urn 'i
Qld ~ J I 1j1 d ~O5::l)ltJllll'1'lffm!fflJVlJlfl'lllJ ff~N1:I 'I1fl1llJl!'Il~!!HU~
!YilJ\T~~'U 'Utl fll) lmrmnlJlW ~~ ffllJ!! 1:1::f11llJ!! ~~'IlV~
V'4illfllff1lJ!!'i ~ti~!iJlJVmj1)1)tJ~!YilJmllJ!! ~~!!'i ~1l1'r111'ivtJ!~VlJ [80]~~lll~ 5
Q.lt d J..<Qd Q,I
~~lJ'Ufl1llJI! 'Il~'IlV~ 'i eU1'1fVu V \llJ!lJ UlJV1:11:1V£II!1111-=0 d Q.I 1.CIt, Q,I ..:;. J 111
'J1lJ~!~tJlnlJI!1:I::1!1I1IIllN'J1lJ~nuI)::!'VIlJ\1~'Ilmlfln1:l !fl
'" .l '1fI1llJ!!'Il'l1! H'IlV~ffl'i 1:I::l:IltJlilfllil::fl{l'W'Ylm:; IlltJV~ lJA QI .CIt, -=to 'J) d "'" Gt a!lJ V 1 ff ~ III f1V 'I'lli 'VI1:1f11llJ Hl 'U 'I'l!fl ~ i lJflU 1'J1tllJ
lJtlnl)lfld tl'l'ln'VI1:l'llV~'VI1'iliJ!IilV1f111lJ!~'l;::W!~VlJ'Ill! l\'
fl1:l'flfl1llJ!!~~!!Hl)lflflmYilJfI1llJ!ril umil~ '~mf1~lJ
~ .." :II"'; "I.l1!1:I::n1:l!nfllHff'ilJI!H~lUtl'4fllfl !ulJtlfl'1lJ~fl1:l !fl'l'l
I':::' d ..s.Q. .c:t ') .Q 1"'J11U1'1'llJmllJl!'Il~'IlV~'itlu!'liVlJV\llJ!lJUlJflf) ,! 'I'lfflll '11\1~
, "! ".. w "'''.1fl1l'l1'itl n1:l!f1U~n1lmllJl!'Il~'IItl~!1:I'I1::'VIt,
140~........t~_(Mt).6 840JPfI\ 100nwnrmm(MS)
~120i 1001 ... _ .....
~ 80
80
-20 -10 0 10 20Lateraldi8Ianoe fromweld line (mm)
'II) !~tllJ~tl!!1I1II'Il~'liil~ AA6082-AA5083 [66]
2OOr-----------------------,-"'-FSW-50 -O-F8W-200
RS120L-__~ __~ __ L_ __ ._ __ ~~.
~ ~ 4 W 20 ~Distance from wetd center, mm
,J, d..s..::.. d 1"':ill.., 5 mlW!'II~':itlUl'lmlJtl1:llJ!lJUlJfltllJ 'VItI'lllv ~
AA2009-17 vol% SiCp [81]
4.1.2 A1UJ!!';-3!!'j<l~h(Tensile strength)
l!1lliU~ff ~N1:Il'Itlll'i ::ff'l'ln fIl'l'l f11llJU~~U'i ~~~'IItl ~
'itlUl~VlJ Muri ~l'I1il1lJ':ivU!~tllJ ll'1mw fll'i'l'l11:1~1
_F- J w t 2 " ,1I1:1::U'imWfl1mfflJ'IIV~tlJVlff~m ~llJ 'IIUlI'Hfl'l"lJ 'U
l .d 'JI IV
'I'llJ'I'lm::'I'llJ'iVlJ 'i:; ~1I'IIV~ffl'i 1:1::1:1lUlllfl I'l::fl V'W1I1:I::fl1'iI 914 do ~ .c::., <I ~UlJ! 'I1!fl~fll'i I'lfllll::flV'W [20] tlfl'l'l~'VIl'i llJllilV 'ifll'it 'liV lJ'JI d ..;., ~ ~ .::..~llJ fllllJt'i1'iV1I fll'i l1lJlJ tmV-llJtJ fll'W f1111Jt'i lt~'W
t~VlJ U1:I::~1l'l'lH'IIV-llhflllJ t{'lJiJN1:Ifln'VlU~Vfl'llJ
II~~IIH~~ [20, 18, 82] tl'l'l n'VI1:l'IIV ~'VI1'i ilJ!1llV 1~
mlJl:: «mil 1l\'1l':i::ff'l'lnm'VIfllllJU ~-lll 'i~~~tr~!!M~~l
70
whO
1l'i::
41,
11:1'11
12,
1l'i::
[69-
1l'i::
,'"Ulllfl
rl'111
[1
'VIl~
fl1l
111
str
~ll
.:!t .o=:t...::I Q,I .c:t. d. Q,I.::s'IJtI~HHJ!'IH)lJ 'IJtIHl ~u I'WOlJtI fHI tI 0'll'W~ I~ 01 nu u
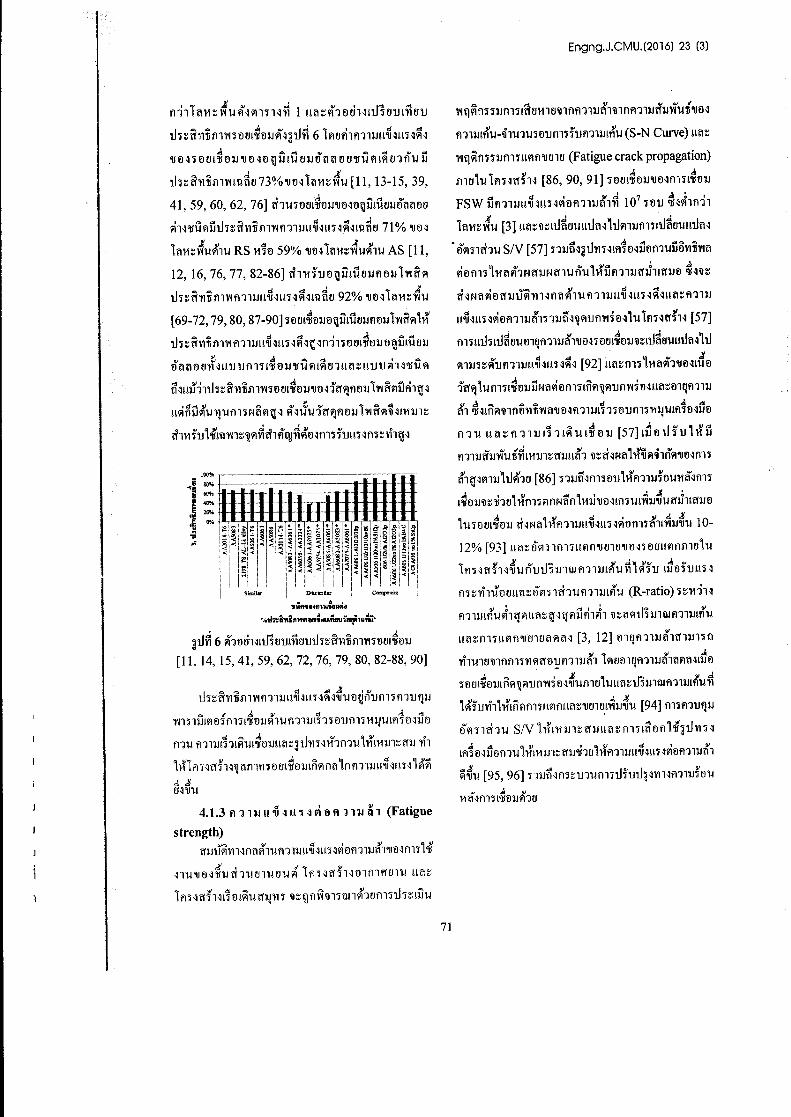
tl1:~t1llim'YII'il~O 73%'lJtI~ hl1~vt'W [11,13-15, 39,
41,59,60,62, 76] ffl'WltlO!~t1lJ'lJv~v~iJd'lom)mltlo
~1~'IIil~iitll~t1llim'YIfl11lJlI~~IIH~~I'il~0 71 % 'lJV~
't J jI '" 't J"Ifll1~'YI'W~l'WRS l1lV 59% 'lJtl~Ifll1~'YI'Wm'WAS [11,
12,16,76,77, 82-86] ffll1-rlJv~ihuolJflvlJl'Y1t111l.1 ~ ~ "'... d 't Jul~ft'lllifi1'Y1mllJlI'IJ~lIl~~~I'ilflO 92% 'lJV~Ifll1~'YI'W
[69-72,79,80, 87-90] lVo!~VlJV~j')IUOlJflVlJl'Y1t111lM
tll~ t1llim'YI fI11lJ II~~IIl ~~~ft'~flluv o!~VlJVfliJIUOlJ. .Q,I ~ .A Ad.' AVflflVOll ,HI1111flU I'lIVlJ'lI'W~ I~0111fl~ II1111(911~'II'W~
~~1Irl'11tll~t1llim'YIlVOI~VlJ'lJfl ~1ft'1JflVlJ1'YIt1(9liifll\),~Idd.'P A QltQ.l "A~!!(9lfllJ(91'W'11 'Wfln HflIll\)'~ i'I~'W'Wlft'1JflVlJ I'YIfl'(911)~!l1lJl ~
ffl11111'\t!'il 'YIl~~I'I~fflTi(\J~lIv~flll11111l ~m~ vil\)'~
tt~l-11tl'·II • II, -• I I
~:;I~n~n~~I~~~i~II ~ ~ 81~~Ii;;I~,:l,:gI~ ::o! ;; ::l :;! "' :;: ~ - ~ ~ ~ "'!;l '0 i" ,.'I~i<i \1::;:1<<!~''''I< ::i <; ~~~l~lal~!~I~i]li!;<1 'llll<iM ~ ,,1;\ ~"'Ti"'I"I"i" -'~'i 1 I~ i!ll~ 81:;; !1!1~li~I~I~!~ lil~11 , I!!, !~ ",I~:i
I I INI I I I I I 1 I <1< <I i~IT'I , ,<,
[11, 14, 15,41,59,62, 72, 76, 79, 80, 82~88, 90]
A rI A" d ~ .<:!t'YIllllJl(91fll f)III'IIVlJI'Il'Wfll1lJI III fllJflU '11 'IJ'WIfll V~lJfl
d A .4 Q,I '\" ,fl111fl11lJIllli'1ll1'11VlJllfl:::llJllH111fl1'Wl1!l1lJl~fl'lJ 111q 31"1" .;., A \I) d liJ. 'j}d.I'll IflHfl'll~~flfllmVOI'JIVlJlf)l'Iflfl Iflfl11lJ!1'IJ~IIHI~WI.:.~O~'IJ'W
4.1.3 fI 11 tI II 'Ii .:j IIH Ili tl fI 1 HI ~ 1 (Fatigue
strength)fl'lJml 'I'l1~f)fllll11fl1llJII ~~IIl ~~flfl111J~1'IJfl~flll1t
~l11'IJO~;Uffl'1HJ111tJ'W~ lflHfl'1NOlfllf1tJlll IIfl~
Engng.J.CMU.(2016) 23 (3)
A d. " QI Q,I tI'YIq IIIm ru mr Iff0111tJ1)1nrmu fl11l1flfll1lJfflJ't't 'Wli'IJe~
fll1lJlfl''W-~1'Wl11lV11flll111fl11lJlfl''W(S-N Curve) !!fl~
'YIq~fmlJfllH!lIlfl'IJ010 (Fatigue crack propagation)
1 't " A AfllO 'WIflHfflH [86,90, 91] HIOI'JIfllJ'lJV~mH'lItllJd d 1 "d 7 .ct ~ IFSW lJfll1lJU'IJ mH(91t1fll1IJfllll 10 rnu 'lI~~lfll1J . .
1fl11~'YI'W[3] Ufl~1l~ltl~O'Wlltlfl~'tllllllJflmtl~o'Wutlfl~
• fllllllffl'W SN [57] lllJ~~atlm~lfl1t1~~t1f)1'Wiivlli'l'lflI lI) cv QI 1Vd. ~ 4IIlVflll !l1flllllHffIJHfl'l'Wfl'W l1lJfll1IJfflJl1fflJtI 'lI~Il~, I QlQ. " d ~ff~HflIIItIff lJ11IIlllN flfl~ 1'Wfll1lJ II'IJ~Ul ~~~!!ee fll1lJ!!~~UH~flfll1lJ~UllJ~~~~11fl'YIitl~1'W lm~ffrH [57]
flll!!tllltl~tJ'WV1~fll1lJ~1'IJtI~ltlOl~VlJll~ltl~£JUutla~1tl
~ "' ... [9' ~ ~ JIIlllJl~fl11fll1lJ!!'IJ~IIH~~ 2] uaems 111fllll'l'IJtI~IUtI~ 1 ..4.d, I Q, 1lff1J Uflll l'lItllJlJHfllllVflll Ifl~~i'l11fl'YIlV~!!a~fl1~fl111JjldA AA d A.&!It11'lI~lfl~1)lfltlllli'YIfl'IJtI~fl11lJ!nlV11flWI1'IJ'UlfllV~lJV
'" ~ A ]..; .1 ~ 1"'"fllU IIfl~fll1lJlnli'l'UI'lItllJ [57 IlJflullJ 'I1lJ
fl11IJfflJi'Wn~!l1lJ1~fflJ!!~l Il~ff~HflM~ i'I~lni'l'IJV~fl1l
~1\)'~i'l1lJ1tl~ltJ [86] nlJ~~fllltl111,fmllJ~t1umi~fl1lA • 1" ...i . .:.A :I'lIVlJll~'lIltJ l1fln~ flHflfl 111J'lJtI~lm'WI'YIIJ'IJ'UffIJ11fflJtI
i A • 191 c::: I ,..&.J''WlOOl'lltllJff~Hfl 11f111lJII'IJ~IIHIIlOflllall'YIlJ'lJ1l10-
12% [93] !!fl~flli1nflUII~fl'IJ01tJ'lJV~ltlO!!IIlt1f1101u't ,,~~ .I~ " d III "w A wIflHffll~'lJllflUUllJlrufl11lJlfl'W1l li'll11 IlJtlllJUH
m~vilU'V£J!!fl~fl\llllffl'Wfll11J1i'f'!-l (R-ratio) l~'I11H
"!!fl~f)nlllllfl'IJOltJfl~fl~ [3, 12] Vl~fl11lJfllffllJl'Hl
vil11l0 IIIflflllll \llfl'VlJfll11J~1 1~tJtll0fl11lJ~lfl\llfl~lrl tI...' ..lOOl~VIJIn~~\ll11fl'YIiv~~'WfllO1uIIfl~mlJ1ru fl111J1i'fU~
1lI"~ 'i"~ .:.~ [94]l~ml11 l1!fl~flllll\llfl!lfl:::'lJ01m'YIIJ'IJ'W flllfl1lJfjlJ
O(9ll1ffl11 S/V i,f!l11J1~ fl'IJUfl~ flm~flfl itltlm ~
Ifl1v~jjtl fll111,f!'l1lJl~fflJ'Ii101,ffl 11lJII~~m ~~0fl11lJ~1
"'~ .. .I~ .1 "~'lJU [95, 96] nlJi.1~m~1J111flUu'ilJu1~1l1~fl11mo'W
mi~fllll~VIJ~10
71
o.Assmi v.1I8UnOEjUv.QUOl)lj IICI:s.lnsnero
"1110.1181
ilc ..~s l a i! ~ e Ii~ .• =: :im1,;e" HWl ~ :e e E .!"~ lum"T1n1w $ .:1 ~
(mm) iii i! .= ! iii .& ~e::: .! 'i E i IE
.! g e .~'§ ~ HI ; "i " .e lili li ",...
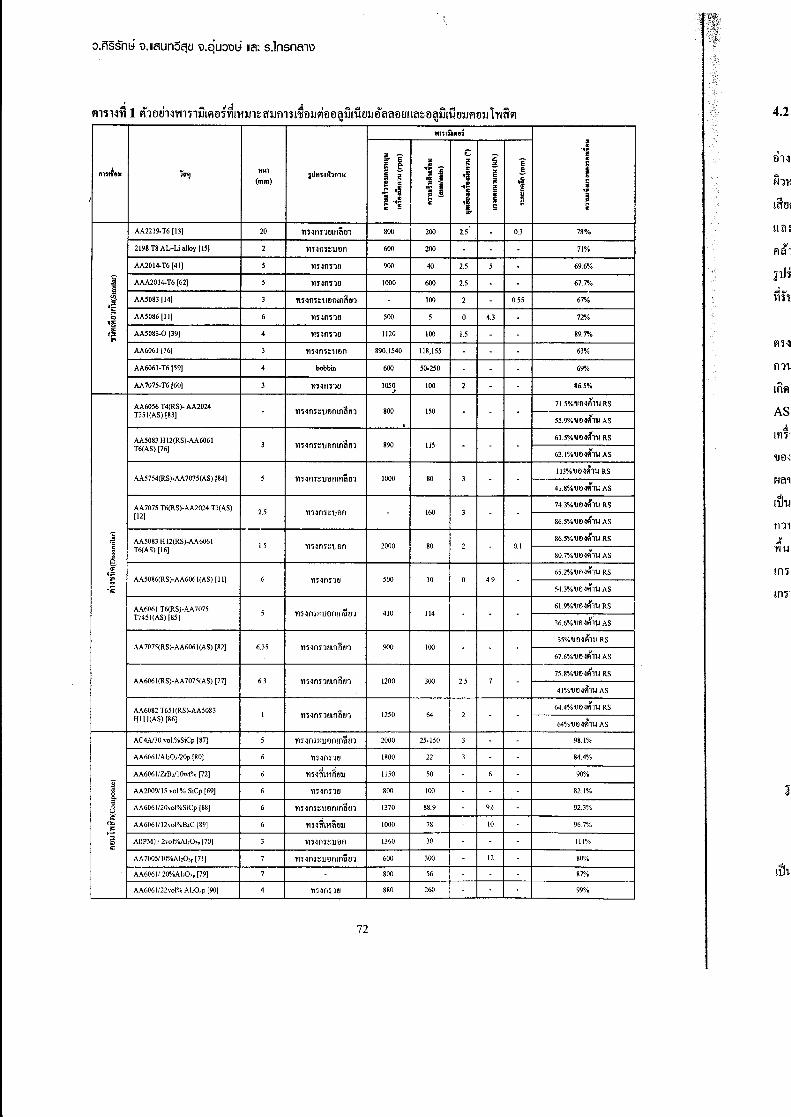
AA2219.T6 [13J 20 flHnnmniiul SOO 200 2.5 0.3 78%
219S TS AL-Li alloy [I5J 2 m~mt1J~n 600 200 71%
AA2014-T6 [41J 5 m~nnu 900 40 2.5 S 69.6%
i AAA2014-T6 [62J 5 m~nnu 1000 600 2.5 67.7%
§, AA50S3 [I4J 3 flHm~1Jvmniiul 100 2 O.5S 67%.§'" AA50S6 [IIJ 6 flHnnU 500 5 0 4.3 72%'"'!!:'" AA50S3-0 [39] 4 flHm1V 1120 100 1.5 89.7%';:Ip
AA6061 [76] 3 flHm~1J~n 890,1540 118,155 63%
AA6061-T6 [59] 4 bobbin 600 SO-250 - 69%
AA707S-T6 [60] 3 m~mlU IOS0 100 2 - 86.5%~AA6056 T4(RS)- AA2024 'IIHm~1J()mniiul
7l.S%'II()~1I'1U RSSOO 150 -T3SI(AS) [83]
S5.9';''II()~1I'1'U AS.AAS083 H 12(RS)-AA6061 flHm~1Jllmniiol
61.5%'II1HiI'lU RST6(AS) [76] 3 890 115
63.I%'II()~ll\l AS
m~m~1J()mniiUl113%'IJ()~.I'lU RS
AAS7S4(RS)-AA7075(AS) [S4] 5 1000 80 341.8%'IJ()~ll" AS
AA707S T6(RS)-AA2014 T3(AS) 74.3%'IJ()~llU RS2.5 nssmeuen 160 3[12]
86.S%,Il()~ll\l AS, AAS083 H 12(RS)-AA6061 86.S%'IJIl~ll\l RS1.5 fI}~m~1J()n 2000 80 2 0.1
~T6(AS) [16]
80. 7%'IlIl~ll\l AS
~ 65.2%"f)~<Kl'U RS';:I~ AAS086(RS)-AA606I(AS) [II] 6 m~mlV SOO 10 0 4.9
-s 54.3%"f)-3~ltlAS
AA6061 T6(RS)-AA7075 m~m"1J()nlniiOl61.9';''IlIl~llU RS
S 410 114n4SI(AS) [8S]36 6%'II()~liU AS
11':i ~n'I1{1lnaU135%'UV~~ltJ RS
.\A7075(RS)-AA606I(AS) [82] 6.35 900 10067.6%'II()~llU AS
'IIHnnmniivl7S.8%'IJ()~llU RS
AA6061(RS)-AA7075(AS) [77] 6.3 1200 300 2.5 741%'Uf)-3~1tJ AS
AA6OS2 T6SI(RS)-AASOS3 64.4%'II()~iI'lU RSI m~nnmniiV1 1250 64 2HIII(AS) [86]
64%'Il()~ll1J AS
AC4A130 vol.%SiCp [87] 5 flHm~1Jllnlniivl 2000 25-150 3 98.1%
AA60611AbO,/2Op [80] 6 m~nnu 1800 22 3 84.4%
AA6061/ZrB,/10\,t% [72] 6 lm~m~mJ 1150 50 6 90%
I AA2009/1S vol.% SiCp [69] 6 m~nnu SOO 100 82.1%
~ m~m~1Jllmniiol0 AA6061/2Ovol%SiCp [88] 6 1370 88.9 9.6 92.3%
'"s: m~iimiiulJ,\to AA6061/12vol%B4C [89] 6 1000 78 10 96.7'10;::'OJ AI(PM) I 2,01%AbO), [70] 3 I'lHm:1Jlln 1360 30 111%'"0:
AA 70051IO%AbO), [71] 7 flHnlt1Jomniiol 600 300 12 80%
AA606 II 20%AbO), [79] 7 800 56 87%
AA6061/22vol% AhO,p [90] 4 m~mlV 8S0 260 99'10
72
4.2
.,tH'll
AS
rm)f'VI'\.!
ins
4.2 a'JJiWhmhn1::7'11fJl.!\.I " .1' ..rl'tl'tJru::HHJI'IH)lJ lJ'.i:;f)VU~lfJ 2llJ'iH ne HUU
Q .1' l' ~ .l6H (Basin-shaped nugget) lJllJ'iNtl'll-:Jumruw'U
fjl'1flf 1~1'UU'U~IO~ 'illnm 'ilft fJlU Hfl:;mllJ~ V'U 'illtlm 'i
lftfJ~'YI1'U'\fV~'IflflffWl.jtYlhtlJ1.l nUN1'1flfl'.iV tI!~VlJ [15]
Hfl:; HUU1~1 (Elliptical nugget) ijrl'tl 'tJtu:; 1 ti'~lJ 'UmflfJl il'l 'IllO~ 'illf)fll1lJ!~ 1 'I'Ums mu \1~'}'i1i11'10~'iuimi'~mill [3] ffl'U lm~tY~NtnfJ'I1.lu7ntu'.ioUl~vlJCUI ..s v A.::l QI .JViruj:oji:ltl'i:;'YIU'illf)tll'il,)),VlJU'i:;tlVU~lfJ 3 W1.l'YI~-:J'U
Jd :iIJd~W1.l'YIf)l'U(Nugget Zone: NZ) IlJ1.lW'U'YIU'i!1ru
1II'.i~f)i:ll-:JH1.l11~Vui~ruv'YI 11Wfl'illf)m llJ~O 'UHi:l:;m'i
tll'Ul~fJIIIH ijvtu'lffljjtY~'I'U'lh~ 400-550°C [53,54]. ..10~tll'i'11i:l'\fV~!'d'V1tY~'iVU<') I1ltlJ1.l~l'U RS 1U~1'U
AS f-jtYlJj:ojtYl1.l1~'U1;j'vI~fJln'U hwif'il,jfJ~l'Ulum-:J• d. ~.£ 0; <J/
Ifl~O-:JlJVf)l'U ~ru 'Ift.llJ'\fv-:J,)),'U-:Jl'UHi:l:;tll'i'U lfll1lJ'iO'U
Q' d "Jd []'\fM1tY~ lJHi:lIllVtll'.ilUi:lfJ'Ulm~tY'il~'\fV~W'U'YItll'U 3
j:oji:l'\fO~mllJ~v'UHi:l:;m'i tlJ'U 1fl'i -:JtY~l~fI1fJ'I'Uijrl'f)'tJw:;
1~'U1~II'1fl'U (Onion ring) 1~'Uj:oji:llJl'illtlV'YIllWi:l'\fO-:Jl1l
fll'W 10Illtlmlm'Jl'U'iou<') I1lfll'U~~IOIllI~'U~'U<') 'I'Uif'U~fl1'U [10, 11,97, 98] i~lU~ 71m-:JtY~w\Jv-:J
d d d .<:::to d.t:!t .091fl'i'U 'il:;lJ'\f'U l~li:l tli:l::;!VfJlIlIIi:l::;Iflllllfl'i 'U1'1fJ~fJll'1f 'i V
!f)'i'UvfhHVfl'lflgfli:l::1VfJ~ [20, 77]
OMVUlflHl 6061-5086 [11]
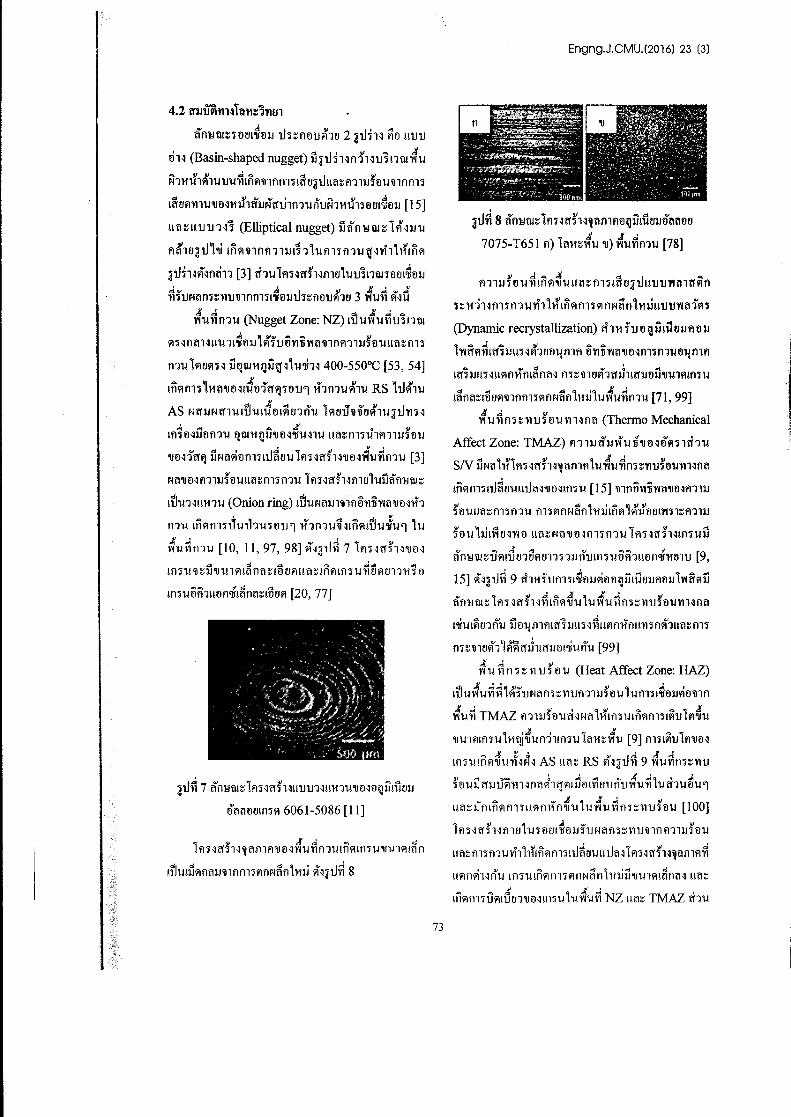
J d ~ ~1m -:JtY~H~i:lflHl'IJV-:JW'U11fll1.l!tlllllm'U 'IJ'Ul~lft fl
1~1.l!~lIltli:llJ'illf)fll'illlflj:oj~tl'mi i-:JlU~ 8
Engng.J.CMU.(2016) 23 (3)
'Ji ".1 ~m tu ~V 'UVi101Il'\f'U11eem 'i 1tYfJllJ 11UU '11ft 1tYIIIf)
'i::;'If·h~fll'.if)l'U lh hl'101il rm IIIflj:oj~f)' 11JJUU'lJ'I1i:l111l'i
(Dynamic recrystallization) ri1 11rU e ~ jj tilOlJfl{) 11lwi1I1l~ltY7lJ!!'i ~~lfJ{)ljmfl V'YIllWi:l'\fV-:Jtl1'ifl11Wljfllfl
ItY7lJU'i-:JUlIltll1f)!gf)i:l~ m::; 'illtJiltY~lltYlJ{)ij'IJ'Ul~lm'U
Igtli:l::;IVtJ~'illf)fll'ii'lf)j:oj~tl'I'lfJJ,'Uif'U~t11'U [71, 99]
if'U ~ t1'i::;'1'1'lJ~ {)'U'YI1-:Jtli:l (Thermo Mechanical
Affect Zone: TMAZ) fll1lJfflJl'I'Un'IJ{)~tii1l'nff1'U
" " 'I .l d "SN iij:oji:l''Iflm-:JtY'il-:J~i:lfllfl 'Uw'U'YIm::;'YI'lJ'i{)'U'YIl~tlr.
10~tlmu~tJ'UuUi:l-:J'lJB-:Jlm'U [15] 'illtlV'YIlIWi:l'IJV-:Jfl11lJ
.. , '~1"" ~~B'UUi:l::;fll'ifll'U tll'illltlj:oji:ltl mJ1tl~ ~'U{)UlW'il~fI11lJ
')' " Q~v'U'JJdijfJ-:Jwv 1Ii:l:;j:oji:l'IJ{)-:Jtll'ifll'UIflHtY'iHlfl'i'UlJ
rl'tl'tJru::;ii~lrltJ1U~tJll'i 1lJn'lJlt1'i'Uvf'I1UBtl'lf'lffJ1U [9,
15] i'!lU~ 9 rll'lfr'lJtl1'il~{)lJ~B{)~jjlilfJlJflVlJlwi1flii
"d~Ji'lJd " "rl'tl'tJ III::;1m -:JtY'il'!'YI1tl~'IJ'U 'UW'U'i-lfl'i::; 1'11J'iB'U'YIl'!tl ..
1'li'Ul~fJln'U ii{)ljmflltYllJu 'i -:J~Ullltll1tlH'YI'itlilUi:l::;fll'i
m::;'illfJil1~tY~11tYlJV1'lih!n'U [99]
if 1.,1 ~ tl 'i::; 1'1U~ {)'U (Heat Affect Zone: HAZ)
I~h! d'U~~ Mru j:oji:lm ::;'YIUft11lJ~{)'U'I1.,1 t1l'il~VlJ~{)'illtlJ . " , 'I" ~ "" ')' Jw'UViTMAZ fll1lJ'iVh!tY~Hi:l l11fl'ih!ltlflfll'ili1lU IIII'lJh!
J, ')' J ] ~ ')''lJm~lm'U'Imli'IJh!t1111fl'i'U Hl'If::;W'U[9 tll'iIIilU Ifl'IJO-:J~ fII • Q,I ~I.d ~.d
lm'U!n~'lJh!ll-:JN-:J AS Ui:l::;RS ~-:JllJ1'1 9 W'U'YIt1'i::;'YI'lJ
~B'UiitYlJilll'YI1-:Jtli:l~l ~~l!rlV1li tJu flU ifh! ~'I 1.,1dlh! t'U <')
1Ii:l:;lYt11n~ t11 'i Hliltl11tl~'U 'I'Udh! ~ t1'i :;'YIU~{)'U [100]
Ifl 'i -:JtY~l-:Jf11tJ'I'U'i BfJ1~V lJ r UHi:lm::; 'YIU'ill tl m llJ ~{)1.,1
Hft::;t1l'it11h!l'll 'I'I1'lnflf11'.i!U~(J'UHUft'!l m-:JtY~H~lImfl~
Hllltl~Nfl'U Im'U!n~ tlUlllflHii tl 'l'lfJJii'IJm~l~tli:l-:J 1111::;
Inflfll'iii~lrlfJl'\fB'!lm'U'l'Udh!~ NZ Uft::;TMAZ dl'U
73
:).fissmi v.1I8un5Eiu v.QU:)Ot:/ 118:s.lnsneno
.l .I HAZ iJi'" '" '" ~ '" ''''nun j>lnHl'l1liVHllllflfl1nl~U'IHl'W~tHJ1~!fW1
nl hflOfl ms 1~111~'11U~lfl'i'U ; ~fll'i 111~ tJ'U1111gj~
.1.1 't OJ.l'31]'119 IflHrr'il~'I'l'Un HAZ '11MAA6082-T6 [101]
4.3 ~VltJflfi'i81l1u'i6[J1;0JJ
IrlO'I'll'iln 1~0 {flm~011 iliffll ri'u -6fl'U'i111ii~5~ 'il'ih'U SN ilil'l1lJ1~ rrlll1gj:aofl flU ~ fl'tl 'i0'110~A .. 1 OJ A",,,, ,J
1m U~1I0fl1'U flHrr'i l~'j UtlI'ilUlJlIfllflfl~flllfl'l'l'j 0~'II'U
oA .1'" OJ '" oM i' '" '" .1I'U0~lllfllJ nllflJ fl1l1l'i U'Ulflfl'll'U1I1'1'la~'I'l0fll'j IrrallJ
'I'lgjlrr~flIlgj~fll'i i'l1gj'llHlrrll ilirrJllrr1l0 ''U~'U~fl1'U
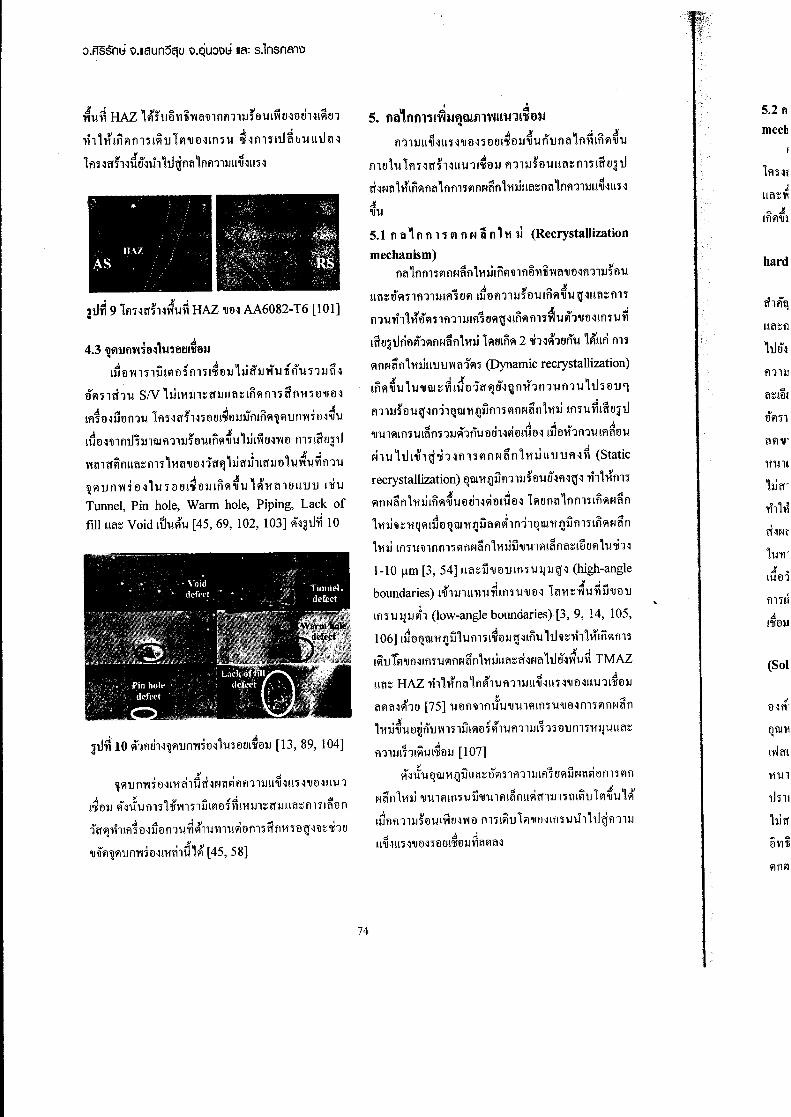
'1 A '" oM i OJ '~flllfl'l'l'j0~ 'UHltJl'lf011Iflfl'll'U ~'I1gjlallllll 1'If'U
Tunnel, Pin hole, Warm hole, Piping, Lack of
fIlllm~ Void 1i'l'U~'U[45, 69, 102, 103] ~~l1l~ 10
, I .J I I d~fl1Jfl'l'l'itHl'Hm'UIHNgj~0fl11lJlI'II~1!'i ~'IlO~II'U1
I~OlJ ~~.! 'Ufll'i 1~'I'l1 'j lnl~O {~I'I11l1~rrlJlI gj~fll'j I~Ofl
l'rrjpl1lfl1tNjj0fl1'U~~1'U'I11'U~ofm~fl'l1'j0\l'~IJ~'lha
'11l1fl~flllfl'l'l10~I'Hlhd'~ [45, 58]
5. flt1'flfll'H~"'Af.l.Im'YtIl'U1!;tl3J•_ d A oM '" '1..l", oM
fl1lll11 'II~IIH'II0 ~'jUal'il0lJ 'II'Unu flgj Innm ~ '\I'Umal uIfl'j~rr! HII 'U11~011 fl11lJ! OUIIgj~fll'iliY a'j 11~ri~NgjhflOflflgj iflfl1'j~flN~fl 1'11lillgj~flgjiflfl1lllll~~1l'j ~oM'IIU
5.1 fl a' fl fll 'i fl fl fI a fl1 'I1,j (Recrystallizationmechanism)
fla iflfl1'j~flN~fl I'll liIOfl1l1fl~'I1n'l'la'\l0~fl11lJ!0'UGIl ..:I A """.I
IIgj~U~ 'j lfl1llJlfl 'j afl 1110fl1 llJ 'j0'Ulflfl 'II'Ut1~IIgj~fll 'jmun 11ll'5 ~'jlfl1llJlfl~ afl\l' ~IOflfl1'j~ 'Ui1'11U~Ifl'i'U~
lffaal1ti0i1~flN~flhlli lfltJIofl2 'li1~~1afl'U Mllti ms
~flN~flhllillllll'1'la1~'j (Dynamic recrystallization)
'" oM 1 .I .l '" '" '" i·1lflfl'll'U 'U'IIW~'I11'U01rrPl6~\lfl'l11fl1'Ufl1'U lJ'j011'1
fl1lll!O'U\1 ~fl'"h~w '11SJnfll'j~flN~ fl''11li lfl'i'U~lff6llld !;II QI I I A ..s QI "s
'II'Ulfllfl'j'Ulgjm1lJ~1fl'U 0al~~ m'U0~ 11l0'111fl1'Ulflgj0'U
~1'U i 111'"1~ 'li1 ~fl1'j~fl N~ fl I'll li 1111llfl ~~ (Static
recrystallization) ~W'I1SJnfl11lJ!u'Ua~H~~ nl1ll'fll'i
~flN~fl 1'Hlilfifl~'U0 fh~~01~0~ lflafla iflfl1'ilfiflN~ fl
1'11lill~'I1Qfllrlo~W'11SJngjfl~lfl'h~w '11f,lnfll':ilfi~N~ fl
1'I1li Ifl'i 'U1J1flfll'i~flN~ fl1'I1liii'\l'Ulfll~ flgj~lfjU~1'U'li1~
1-10 !lm [3, 54] 1I't1~ii'll011!fl'j'U~lJ\1~ (high-angle." .d 1 A ddboundanes) l'llllJll1 ll'U'Yllfl'i'U'IlU~ 't1'11~'I'l'U'I111'1l011
lfl'j'U~lI~l (low-angle boundaries)[3, 9, 14, 105,
106] lrl0QW'I1f,ln1'Ufl1'jl~mJ\1 ~lfi'U1111l~'fi11,rlfi~fll'j
'" -r .. l' , i·I"',1..l1~111~'IlfHlm'U~flNafl 'I1lJlI't1~rr~NftlJa~'I'l'Ull TMAZ
IIft~ HAZ nl1ll'flgj'fl~1'Ufl111111~~IIH'Il0~IIU11~011
ftflM~1a [75] 'U0fl1l1fl.!'U'Il'Ulfllfl'iU'Il0~ fllHlflNg fl
1 ,~ I cv ..::.. tI <J) Q'1111'Il'U0~flll 'I'll'i llJ 1~0'j fll'Ufl11lJl 'j 1'j 011fl1'j'l1~ 'UIIft~
d .c::. ..;.,fl11lJl'j11~'U!'lf0lJ [107].~~,r'UQW'11SJnllgj~5~'j lfl11111fl1aflii Nft~Ofll'j ~fl
Ngfl1'I1li '\I'Ul~lm'Uii'll'U lfll~flll~rrllJl'j("l!~U 1~~'U'~
lrlofl11lJ! O'UI'Vla~'I'l0fll'j I~U1~'Il0~1fl'i'U11111leyfl1111
74
5.2 fl
mech
iflHi~
IIgj~'I'\
'" oMlfl~'II1
hard
fl1111
'I1'Ull
ilirr'
1l •l'UU1
flmlAl'il011
(Sol
'11'U1
5.2 fl a1fl fl1 'i I~ tIA 'J HI II 'Ii .:IIIH (Strengtheningmechanism)
A ~ ""1'Q£Y"llHlmllf1fllHlmHlf1 11l.Hff1Ilff'UII"t1'JIl:;"W-H1~tl
1 " 01""Q J,.KdflHff1H~1;1fl1f1'111 111f1~f111lJll'll-311H'U'U 'U'Vl'U'11mu
.Kd" ~ Q d111;1:;'Vl'U'11m:; 't1111tl'U '111~ f11;11 fl tJf11;1Iflmuru 'U-311H'I1
.. J .1 "lfl~'U'UlJ1:; f1tll1mtJ
5.2.1 flt'l1flA'Jlt1Il'li.:lIlH91flA'J1t11f1;[JfI (Stainhardening)
fl1;11 f1f111lJll~.:Ill ':i-31l1flfl11lJlfl1 tJ~li'Vl q~m1lJ~
"hfii!!~-3VillmU1Mlllf1fllnfftJll1111111'Vl'illff~fl [108]~ ~... ~ .K ~ A "RS!l1;1:;ms tl ft~nl'U11'lrrunu 'Utl -31'Utl 'J ff~ I'lftl lJ111fl~ 1'U
~.I~ " 1.K d .K d " ..IlJtJ-3ftl'U AS 'U'Vl'U'I1f1'J'UIl1;1:;'Vl'U'I1m:;'I1mtl'U'I11-3fl'll
do d.Q.A 0," "'" 'QfI 'J llJ lflHJft'l11fl ~'U 'U'111 11'U'U1ft Im 'U~ f11'l1;1f1 l1lJl1;1fl
Q.<I o::t.o:!t d ,tl~ 11 f111lJl f11tJft111tl fI 'JllJ l'i1fll m 'l'Ull '11-3f11'Uff 1lJ11 fl
MI'U'Ulftlf11'Ufllaf1l'liifl'mJ"fl~fl1;1.:1 [97] f111lJ
11'Ululi 'U'Utl.:l~ ff 11;11f1';'UlvllJ~'U' 'U1 f1Hfffl.:11tl tJl ~tllJ
1:UffllJ 11flif'U 1'1111U:;Iillij a.:llm'U' l1lJMi'U vr.:ll1lJlI ;-3
°i"" .. "J '1 " A'111 11Iflftfl11lJ1f11aftl'lf1f1WIJ'Uma 'U fI1.:1ff11-31tlat'lftllJ1 "i::l da ~ ~ff.:lI'l1;1'l1f1'lllJll'U.:IIlH'Iltl.:l5tlat'lftllJl'VllJ'Il'U [11, 43, 63]
i 'U'I11-3f1tiUf1'U 111f1f111lJf tll..l~ lft~~'U 5:; 11')HI"1f11 'Uf1U
.xcv ..::., .<::t1~.J t::tl'Utl1ff~\1-3 lm'Ulf1~f1151I'1U ~1'VllJ'Il'U fI'lllJ1ma~1l1f1
'" .1 ' i" Qf1UlffallJ'Utl-31m'UUI'I1;1-3 ff-3l'l1;1l1f1'lllJll'U-3IlH'Iltl-35tla
l~tllJ1;1~€I-31'11lJ111~1(J[82]
5.2.2 fla' f1f1'Jlt11l 'Ii.:!1lH;) lfla'l'i'il:;am'IJM 11,).:1
(Solid-solution hardening)" 0 i"f-I1;1'1ltl-3f111lJ5tl'UIIU:;f111f1'J'U'I1111lilllJ
".1 1.K ~ .. ~ Atl-3f1lJ1:;f1tlU 'Ul'Utl1ffl'Jlf1~fll51;1:;1;11tJnlJf1'U llJtl
tlW l1.flil€ll'l~l1;1-3li 11'1~1;1:;man:Uf1'Ulftl'l f1111'1flf-lftf1111:U.. .lvl ffl~a1~lifl11:Ulff~a1 m'Vl li'Uu l~lm'Ul~ f11l1;1:;lJfI11lJ
11'U111li U 'Utl -31m U :IJ1fl.fl1ai 'U11'1Hfffl -31tlal~tl:u ~-3
1111f1~ f111rudlft~f1U f1111~tl lJtl ~ill iJ alJV 'il€Itla i Umi lJ
1:UffllJmltl1'utl1-3m-3flJllJftl'UM [3] eJ~l-3hnl'll:U
V'I1t'Vl1;1'111-3If1lJ'Utl-3li1~ tl-3rl111:; f1tll1ffl:U nmftl'llvl ff
1'If11'1:;f1tlU'IlU1~1~f11 'Ulvlffffn1;1:;1;11a'Utl-3I1~-3~U i'U 1~
. (
Engng.J.CMU.(2016) 23 (3)
l'liUf1U [56, 109] ;.:I'1'i11M'lifl11lJll~.:Ilvl:U\1.:1~'Uf)'"h
11;111:;if'U
5.2.3 flo1ilfl'Jlt1I1'1i.:lIl'i.:l91fla'1'ia:;ol[JAflVl:;mn..l
(precipitation hardening)""J .."flU~f1~:; nsu'Utl-3ffll 1;1:;1;11a ffllJllfllf1~'U'U Il'lltl.:l
~nlli15lJ'lfl~ ~Wl1lJiley .:I~lfil'llllflm11~tllJyjl1M'lftflflll
i .K~ ~I.K .. ~~~I d1;1:;1;11V'Utl.:lli11lJ'Ul'Utl 1ff1'J1lJ'WrutllliW 'Jnu"If.:lllJ'Uff.fl1'J:; '11
1:U1ff~ V1.fl1l'1 lrltl ~wl1lJ il~ 1'il-3Il:;Iftl'l fl11I1Vfll'1'Jltl'Ulvl ff
~~i Ac,J d d d~flVl:;fltlU tll'l~1 UIU tl 1ffli) "If.:l~:;fltl'U 'U'U1fllClfl1;1:;ltlV~
~ '1 ... 0 , v ..m:;1l1Vllmfl~1tl~ Ulm'U'Utl-31tlat'l1tllJ'I11 111'1:f1tlUlJ
, .cl...M A ~ d Q.I~ doN ifI11lJl1'U 111'U'Ul'VllJ'U'U1tl at 'lftllJll-3lJfflJU~'I11-3fl'ilI'l'U'U 'U
'1 .K dl/) ,~ ,,~ ".. Jff1'U 'ill1:;l'IU'I1llJ 1~5Utl11lJ5tlUIl:;lflI'lVl:;f1tlUl1Vl11'U'U
i'Ulm'U yjl1M'fI'lllJl1'UlIlU'U'Utl-3~:f1tl'UlrtlV1;1.:1 [31, 59,
61, 82] fll1~f1~:;l'Itl'U Ift~~'U l'U fl~lJtl ~ illiJVlJV1;1'iltlV~
ffllJ1Hll1fu 111-3'11Hfl11lJf tl'U 1 ~1l1;1:;m :;m'U flll'l1 1-3
fl11lJftl'U~11Vf1':h flmjlJ (aging) ffllJmllvllJ~1'U1'U
'Iltl-3'ff151;1:ftlV~f1I'1:;f1tl'UM ~fl~1a,, .. ~"5.2.4 flO flfll'il'Vltlfl'Jltlll'IJ.:IIl'i·Hn[J0~illfl
I a' '1 :t.J II 'i.:l (particle reinforcementstrengthening)
""" 1 0 i"fll5Iff1lJIIHYl1atl'4.fl1f1 ~am5fl1'U'I11 l1tl'4.fl1f1
.1 "~.Ii J ~ ='1 '" """'.,5 ~ .{lJ5:ffl'Ul'UlllJ 'Ul'Utl'Jffli)llJ'Utlfl1ligl115Ul'VllJfI'lllJ
~ I .J .".. IV
lff1 lJlIHl1'U1l1 'U'U'U'U If,l'lfllm '115flllft:; f15:; 1l1V911'UM
"" i J1 ~...."'" ~ Atll.j.fl1f1lff5:UIlH 'Ul'Utl 1;111:Ifll'lll-3'lf1a'll~'Il11-3fll11fttl'U
~ "" i "'" "" Ql11'il'lltl-3,.m'U111I1W fl'illflV-3 51:utNfl11lJll'U-3I1H'Iltl-3
"" , 1 .l..s. 1.d dtll.j.fl1f1lff5lJIIHey -3f111 1;1l1:;l'I'U1l-3'lf1atl'l:umllJll'U-3111-3
'Utl-3I1U11~tllJM [50, 110, 111]
~-3J'U fl15 1~tl:u tl'ilill'wa:uv 'ilUtl vi 'Uml lJ~ ffl1J11 (\. .tl1'Utl1-3~ 'Jafl11lJf tl 'Ull'il: mllJ ~ 1:UffllJl J (\tl1' ul1 5-3~'Ja. . .fI11lJftl'U 1~ 'il:;ift~fl'illf1f1 11lJll~-3ll HlllflV'I1t'Vl'il'Utl-3
fl11:uftl'Ull'il:; f1lJ fl'J'U 111iM''U'U11'l'lltl-3!flJ'Ulgmmiiafl
lftl'lf1U1fl fll5 I'Iflf-lftfll11:U~lJmllJl1'U lllU 'U'Utl-3If15'U1Jlf1
J (V .:::t .d "I ..::.'U'Ullft~ tl ~11f1 11:U lfll al'llll fl fl111ffflllJ lll1Ul'I'illffl'l fl
!jJ """.:::.. ~ d. .,4 .c::. c:,mv iU1f1Hff11-3 lfll'll'lff 1 'illf1'lf'Ull'l lJlJlfl'UU llft:; tl'l1lil'l'il
75
o.Rssmi v.1I8unoc,U v.quoot:i 118:s.lnsnaro
" .c:t, ~I .K d. q,.on 1'1fl11lJ 'j tlll If)~ms tl ~tl 1tJ'IItl 'I1iH)I u 'UI'Utll~ tJ1flll
mul 1l1'd'tli'11~'\11'Il1~fltl 'IflmllJlI~-311'i -3nl'l1'lJfltl'lfl
mllJlI~~1I'i -31Jlflfll'jillfl~~fltlll 'IItl-3'11l'j111~neu iWfl'ill
'i .1 'i ~ "1.1 .. J , .. .. ..!tll1~vtll !I'W'tl1 !ull~lfl~'II11 llflUI'lftllJtl\jlJl'UtJlJ
6tltltltJmilJ~ 11'1lJmll1'lJ111 ~'tl1-3'fl11lJ!tlll 11lJr.-3f1l1
i 'lftl '4fl1 fI rWI1'1lJ II 1-31~'Uvfli'; 'li1tJlfilJ fl" 'I n fl11lJ
.o:::It. rI .a iIvt111lJl~tl1 fll1 I'lftllJ~1tJ
6. "1UWa-31'Ul;)tI
1Jlflf111'I1lJmll-3111il1fJ~f'hlllJl II ff~~ hfIMll':h
1II flU l~tl1Jlff tJ~'tl111lllJlJfl1 'U'IItl-3tl\jlJl U fJlJ5tltl tl fJClot! AS} d 44
vtU1lJ I~tl1 fl11l'lftllJ~ 1'Ufl11lJI111tllJ fl11l1lJlll fI1tl-3lJtld ""'I, A ...1 a o<!I .::t
f1111lltl~fl1nJlnl~1l1'lfalJ lu'tlHlflHI-3lJtlfl111 lJ
fl '11»vttl I'itl fl1110~illlJlru fl11)j~ tlllll tl ~fl11111tl ~1'11tl-3w ......, ,.,.. .of .'11ff~ IItl~f111ItltJ-3lf1'jtl-3lJtlfl111'lf1fJ 'I1Ifl~f111u'Uu1'U
.1 w , ., "1.1 .. ~I.lI'Utl1 '11~ 'UflU fl1'U 1'111IVNfflJ Nff1'UlJf111lJlu 'UI'Utl. .l~fJ1rlll 'I~ 11lJii~flU hffmlJ~tlll'ihm'U 'l'U'IIru:l~tllJ
'11llJ11iltli'l~~lJflvt1tl~mfJ1'U1m~ff~l~Mt 1V"::' " d'Utlfllllfl'UllfflJlJ~'I1NOtl i'l1'!.!fl11lJlI'II~ fl11lJ
II~~IIH ~~ IItl: flU ~1'U'I1l'UI'itl fl11lJ ft1 I~ 'Uff1J1r~~
n11'lty' 'Ufl U tI1~IlJ'U111: ff '11»fIlvt 'IItl ~1tl fJl~tllJ i,r
Il1lJ 1: ff lJ rllJ flU 1'17~ 1'U 11'lJ,r~ 'tl H fl" Il1 ci 1rl lJm1lJfflJl~'U£rl'U tl1:ff'l1iil1vt1tlfJI~tllJtl\jlJIUfJm)tltltltJ
.c:..::t Q.I I.c:. 1V ~ I,. A '1 .;'If'U~I~fJ1fllllltl:~N'lfll~fl'UIl:~1fl11 !tll1:vtll ll'llru:'tl
..I q.c::::, A q.::t .,. Q. I 4u1: ff'l11imvt 1efJI'lftllJtl\jlJ III uufltllJ !vtff~ \1~fl11111tli "..w '! .1ntllfltJ~nlJ !tll1:vt'U
1fI'j~'11~1~1tl fJI~tl1JlO~ntl 'Inrm IilnNii fli111J II":fltl infl11lJ II~ ~II 1~1l1n fl11lJ Ifl1 tJ~s in n11Iff fJll1
""'I, .c:t, dIdIIIntl '111ivttl fl11lJ1111nufl11l1lJ'UII'11-3n1111l": fl11lJ111
I~W~tllJ 'til ilflfl'illlJ'II'U 1~I~fltl-3l1tl:lJtl1lJlru'lltl-3Ifl'i'U, J
'I1111111111lJ1n'II1111tl: n11~ n~: ntl'U 'IItl~ '1111":tl 1tJ
ai'! .l~1 11)': a '; .. J'IItl~II'II~ 'UItl'l1:vtll lu'Ufltl !f1IvtlJfl11lJlI'II~II'j~'V1ln~'II'U
i .. .. i" .. '1 "111tlfJI'lftllJ11lJil~f111 'lftl'4mfllff1lJIIH'lf1fJ 'I11tltJ.A d a .: J.,l'lftllJlJm1lJlI'II~1I'i~lvtlJ\T~'II'U~1fJ
tl~H h~1il1lJflmfilJtl1:ff'tli fl1vt'lltl~1tltJI~tllJ.. d W ,."., .. W 'i .1 "I "w
tl\jlJl'UtJlJtltltltltJ 11 fltllfItJ~nlJ !tl'l1:vtll !~'jlJfI11lJ
ff'U' Illltl:lJnUffmJ1l1tl::~\PlIll1tl~l~l'itll~ tl~ 1~tJi'; flUI'iWl n1'11llJflm filJ fI11lJII~~II'i~,'U1tl fJI~tllJ~~nfti'lr1'll
.. ,.Of W.I " ,.."IItl:f1nfJ1 'UUIl~lJll u1:fltllJ~1fJ f111111mvtU1lJl~tl1
fll'j l~tllJ~l'I1lJl:fflJ fll1ffflfJ 1fl'l1ivt"" nfJru:ltlm -3'11tl~
Iflitl~i1tln1'U fll'jffflfJl1~fJ' ~fl'j'jlJ1';'I11~fl11lJ!tl'U ntlll.. .fll'j l~tllJ!ltl~'I1tl~l~tllJ IItl:fl11 '1~tl'4f11f1N~lff1lJIIH 'ii~1'; 011!'1fci lrl 'li1fJ'I'll , ,rIOi'Ifl (I 'Ifl fl 11IfilJfl11lJII ~~II1~, "w .. "I!"l "d W 1 .1 J , ..1l0lJlI'U11'1ftllJ!~!ntllflfJ-3fllJ tlll~vt'UlJlfl'll'U 1I~lvttl
111:1 tJ'If,j'~tl n 1'i~ \PlI'U11'UfI1f1f~~11'1110 'j'jlJ fl11 lJ:)1'j ffflll1l1 tl;:::~\PlI'U1I'll fI11fI fll 'j IfilJfl11lJII ~~II'j ~1,rrllJ
.. , i·I' i" "I'" a. I ....11'U11'1ftllJ111U\Tfll1 'If~1'U!~tltJ1~ll'llJu1:ff'tl1ifl1vt
'Iltl'lltllJflru fI1f11'1f11f110'j'jlJfl~ff1'11 nu flru:
1f11fl'i'jlJf11ffIil1 lJ'I111'11tJ1tlfJfllJft'jl'1fli1Uffl11'lJOU
~ " "nlJfI'U'IItllJft
" '"Itlmnatl 1-30\1[1]Cui,1. and Roven, H. J. Recycling of automotive aluminum. Transactions of Nonferrous Metals
Society of China, 2010; 20(11): 2057-2063.[2] Davies,R. W., Vetrano,J. S., Smith, M. T. and S. G. Pitman. Mechanical properties of aluminum
tailor welded blanks at superplastic temperatures. Journal of Materials ProcessingTechnology, 2002; 128(1-3): 38-47.
[3]Mishra, R.S. and Ma, Z.Y. Friction stir welding and processing. Materials Science andEngineering, 2005; R 50: 1-78.
76
[4]E
[5]l
[6]F
[7](
[8] l
[9])
[10]
[11]
[12]
[13]
[14]
[IS]
[16]
[17]
[18]
[19]
[20]
[21]
[22]
Engng.J.CMU.(2016) 23 (3)
[4] Elatharasan, G. and Senthil Kumar, V.S. An experimental analysis and optimization of processparameter on friction stir welding of AA 6 0 6 1 -T6 aluminum alloy using RSM. ProcediaEngineering, 2013: 64: 1227 - 1234.
[5] Lee, W.B., Yeon, Y.M. and Jung, S.B. The improvement of mechanical properties offriction-stirwelded A356 Al alloy. Mater Sci Eng, 2003; A355:154-9.
[6] Firouzdor, V. and Kou. S. Al-to-Cu Friction Stir Lap Welding. Metallurgical and MaterialsTransactions A, 2011; 43(1): 303-315.
[7] Genevois, C., Girard, M., Huneau, B., Sauvage, X. and Racineux. G. Interfacial Reaction duringFriction Stir Welding of Al and Cu. Metallurgical and Materials Transactions A, 2011; 42(8):2290-2295.
[8] Leitao, C., Emilio, B., Chaparro, B. M. and Rodrigues, D. M. Formability of similar and dissimilarfriction stir welded AA 5182-H111 and AA 60 16-T4 tailored blanks. Materials & Design,2009; 30(8): 3235-3242.
[9]Yadav, D. and Bauri, R. Effect of friction stir processing on microstructure and mechanicalproperties of aluminium. Materials Science and Engineering: A, 2012; 539: 85-92.
[10] Rao, D., Huber, K., Heerens, J., .dosSantos, J.F. and Huber, N. Asymmetric mechanicalproperties and tensile behaviour prediction of aluminium alloy 5 0 8 3 friction stir weldingjoints. Materials Science & EngineeringA, 2013; 565: 44-50.
[II] Ilangovan, M., Boopathy, S.R. and Balasubramanian, V. Microstructure and tensile properties offriction stir welded dissimilar AA60 6 1-AA5 086 aluminium alloy joints. Transactions ofNonferrous Metals Society of China, 2015; 25(4): 1080-1090.
[12] Cavaliere, P., Nobile, R., Panella, F.W. and Squillace, A. Mechanical and microstructuralbehaviour of 2024-7075 aluminium alloy sheets joined by friction stir welding. InternationalJournal of Machine Tools and Manufacture, 2006; 46(6): 588-594.
[13] Liu, H., Zhang, H., Pan, Q. and Yu, L. Effect of friction stir welding parameters onmicrostructural characteristics and mechanical properties of 22 I 9 -T6 aluminum alloy joints.International Journal of Material Forming, 2011; 5(3): 235-241.
[14] Peel, M., Steuwer, A., Preuss, M. and Withers, P.l Microstructure, mechanical properties andresidual stresses as a function of welding speed in aluminium AA5 0 8 3 friction stir welds.Acta Materialia, 2003 ;51(16): 4791-4801.
[IS] Ma, Y.E., Xia, Z.C., Jiang, R.R. and Li, W. Effect of welding parameters on mechanical andfatigue properties of friction stir welded 2 1 9 8 T8 aluminum-lithium alloy joints.Engineering Fracture Mechanics, 2013; 114: 1-11.
[16] Morteza, G., Sina, K., Bijan, M.D. and Kamran, D. Evaluation of dissimilar welds of 5083-HI2and 606I-T6 produced by friction stir welding. Metallurgical and Materials TransactionsA,2013; 44A: 3697-3707.
[(7] Shanmuga Sundaram, N. and Murugan, N. Tensile behavior of dissimilar friction stir weldedjoints of aluminium alloys. Materials and Design, 20 I0; 31: 4184-4193.
[18] Venkateshdannan, M., Rajkumar, V., Sadeesh, P., Arivazhagan, N., Narayanan, S.andDevendranath Ramkumar, K. Influences of tool geometry on metallurgical and mechanicalproperties of friction stir welded dissimilar AA2 0 2 4 and AA5 052. Procedia Engineering,2014; 75: 154-158.
[19] Sarsilmaz, F. and Caydas, U. Statistical analysis on mechanical properties of friction-stir-weldedAA 1050lAA 5083 couples. Int J Adv ManufTechnol, 2009; 4: 248-255.
[20] Palanivel, R., Koshy Mathews, P., Murugan, N. and Dinaharan, I. Effect of tool rotational speedand pin profile on microstructure and tensile strength of dissimilar friction stir weldedAA5083-Hll1 and AA6351-T6 aluminum alloys. Materials & Design, 2012; 40: 7-16.
[21] Oertelt, G., Babu, S.S., David, S.A. and Kenik, E.A. Effect of Thermal Cycling on Friction StirWelds of2195 Aluminum Alloy. WeldingResearch Supplement, 2001; 7I-S-79-S.
[22] Xiaocong, H., Fengshou, G. and Andrew, B. A review of numerical analysis of friction stirwelding. Progress in Materials Science, 2014; 65: 1-66.
77
o.fl§snL:f v.IIClUnOCju v.QUO\)L:f 118:s.Insneno
[23] Zimmer, S., Langlois, L., Laye, J., Goussain, J.C., Martin, P. and Bigot, R. Influence ofprocessing parameters on the tool and workpiece mechanical interaction during Friction StirWelding. International Journal of Material Forming, 2009; 2(1): 299-302.
[24] Gibson, B.T., Lammlein, D.H., Prater, T.J., Longhurst, W.R., Cox, C.D., Ballun, M.C. andStrauss, A M. Friction stir welding: Process, automation, and control. Journal ofManufacturing Processes, 2014; 16(1): 56-73.
[25] Li, B. and Shen, Y. A feasibility research on friction stir welding of a new-typed lap-butt joint ofdissimilar Al alloys. Materials and Design, 2012; 34: 725-731.
[26] Neto, D.M. and Neto, P. Numerical modeling of friction stir welding process:a literature review.Int J Adv ManufTechnol, 2013; 65: 115-126.
[27] Fratini, L., Buffa, G. and Shivpuri, R. Influence of material characteristics on plastomechanics ofthe FSW process for T-joints. Materials& Design, 2009; 30: 2435-2445.
[28] Zhao, Y., Zhou, L., Wang, Q., Yan, K. and Zou, J. Defects and tensile properties of 6 0 1 3aluminum alloy T-joints by friction stir by friction stir welding. Materials and Design, 2014;57: 146-155.
[29] Salari, E. Jahazi, M., Khodabandeh, A and Nanesa, H.G. Influence of tool geometry androtational speed on mechanical properties and defect formation in friction stir lap welded5456 aluminum alloy sheets. Materials and Design, 2014; 58: 381-389.
[30] Threadgill, P.L., Leonard, AJ., Shercliff, H.R. and Withers, PJ. Friction stir welding ofaluminium alloys. Paper presented at International Materials Reviews, 2009; 54(2): 49-93.
[31] Wanjara, P., Monsarrat, B.and Larose, S. Gap tolerance allowance and robotic operationalwindow for friction stir butt welding of AA6 0 6 1 . Journal of Materials ProcessingTechnology, 2013; 213: 631- 640.
[32] Imam, M., Racherla, V. and Biswas, K. Effect of backing plate material in friction stir butt andlap welding of6063-T4 aluminium alloy. Int J Adv ManufTechnol, 2015; 77: 2181-2195.
[33] Shirazi, H., Kheirandish, Sh. and Safarkhanian, M.A. Effect of process parameters on themacrostructure and defect formation in friction stir lap welding of AA5456 aluminum alloy.Measurement, 2015; 76: 62--69.
[34] Roshan, S.B., Jooibari, M.B., Teimouri, R., Asgharzadeh-Ahmadi, G., Falahati-Naghibi, M. andSohrabpoor, H. Optimization of friction stir welding process of AA7075 aluminum alloy toachieve desirable mechanical properties using ANFIS models and simulated annealingalgorithm. The International Journal of Advanced Manufacturing Technology, 2013; 69(5-8): 1803-1818.
[35] Welding Metallurgy and Weldability. Institute, The Welding, 2 0 1 5. [Online] Available:http://www.twi-global.com.
[36] Wang, 1., Su, J., Mishra, R.S., Xu, R. and Baumann. J.A Tool wear mechanisms in friction stirwelding of Ti--6Al-4V alloy. Wear, 2014; 321: 25-32.
[37] Thomas, W.M., Johnson, K.I. and Wiesner, C.S. Friction stir welding - recent developments intool and process technologies. Advanced Engineering Materials, 2003; 5(7): 485-490.
[38] Kumar, R., Singh, K. and Pandey, S. Process forces and heat input as function of processparameters in AA5 0 8 3 friction stir welds. Transactions of Nonferrous Metals Society ofChina, 2012; 22(2): 288-298.
[39] Amini, S., Amiri, M.R. and Barani, A Investigation of the effect of tool geometry on friction stirwelding of 5083 -0 aluminum alloy. The International Journal of Advanced ManufacturingTechnology, 2014; 76(1-4): 255-261.
[40] Aval, H. 1., Serajzadeh , S. and Kokabi, A H. Experimental and theoretical evaluations ofthermal histories and residual stresses in dissimilar friction stir welding of AA5086-AA6061.The International Journal of Advanced Manufacturing Technology, 2011; 61(1-4): 149-160.
[41] Ugender, S., Kumar, A and Reddy, AS. Experimental Investigation of Tool Geometry onMechanical Properties of Friction Stir Welding of AA 20 14 Aluminium Alloy. ProcediaMaterials Science, 2014; 5: 824-831.
[42] Reza-E-Rabby, M. and Reynolds, AP. Effect of tool pin thread forms on friction stir weldabilityof different aluminum alloys. Procedia Engineering, 2014; 90: 637-642.
78
[43]
[44]
[45]
[46]
[47]
[48]
[49]
[50]
[51]
[52] 1
[53] !
[54] 1
[55] )
[56] J
[57] I
[58] I
[59] I
[60] 1
(
f
Engng.J.CMU.(2016) 23 (3)
[43] Suresha, C.N., Rajaprakash, B.M. and upadhya, S.A. Study of the effect of tool pin profiles ontensile strength of welded joints produced using friction stir welding process. Mater Manuf,2011; 26(9): 1111-1116.
[44] Hattingh, D.G., Blignault, C., Niekerk, T.I.V. and James, M.N. Characterization of the influencesof FSW tool geometry on welding forces and weld tensile strength using an instrumentedtool. JMater Proc Technol, 2008; 203: 46-47.
[45] Elangovan, K. and Balasubramanian, V. Influences of tool pin profile and tool shoulder diameteron the formation of friction stir processing zone in AA6 0 6 1 aluminium alloy. Materials &Design, 2008; 29(2): 362-373.
[46] Vijayavel, P., Balasubramanian, V. and Sundaram, S. Effect of shoulder diameter to pin diameter(Did) ratio on tensile strength and ductility of friction stir processed LM2 5 AA-5 % SiCpmetal matrix composites. Materials &Design, 2014; 57: 1-9.
[47] RajKumar, V., VenkateshKannan, M., Sadeesh, P., Arivazhagan, N. and Ramkumar, KD.Studies on effect of tool design and welding parameters on the friction stir welding ofdissimilar aluminium Alloys AA 5052 - AA 6061. Procedia Engineering, 2014; 75: 93-97.
[48] Reza-E-Rabby, M.d. and Anthony, P.R. Effect of tool pin thread forms on friction stir weldabilityof different aluminum alloys. Procedia Engineering, 2014; 90: 637 - 642.
[49] Kim, Y.G., Fujii, H., Tsumura, T., Komazaki, T. and Nakata, K Three defect types in friction stirwelding ofalurninum die casting alloy. Materials Science and Engineering: A, 2006; 415(1-2): 250-254.
[50] Salehi, M., Saadatmand, M. and Aghazadeh Mohandesi, J. Optimization of process parametersfor producing AA6 0 6 1 I SiC nanocomposites by friction stir processing. Transactions ofNonferrous Metals Society of China, 2012; 22(5): 1055-1063.
[51] Lin, Y.C., Liu, J.I. and Chen, IN. Material flow tracking for various tool geometries during thefriction stir spot welding process. Journal of Materials Engineering and Performance, 2013;22(12): 3674-3683.
[52] Karam, A, Mahmoud, T.S., Zakaria, H.M. and Khalifa, T.A. Friction stir welding of dissimilara319 and A413 cast aluminum alloys. Arabian Journalfor Science and Engineering, 2014;39(8): 6363-6373.
[53] Sivashanmugam, M., Ravikumar, S., Kumar, T.and Seshagiri Rao, V. A review on friction stirwelding for aluminium alloys. Frontiers in Automobile and Mechanical Engineering(FAME), 2010; 216-221.
[54] McNelley, T.R., Swaminathan, S. and Su, lQ. Recrystallization mechanisms during friction stirwelding/processing of aluminum alloys. Scripta Materialia, 2008; 58: 349-354.
[55] Kasman, S. and Yenier, Z. Analyzing dissimilar friction stir welding of AA5 7 541AA7075. Int JAdv ManufTechnol, 2014; 70: 145-156.
[56] Nam-Kyu, K., Byung-Chul, K, Yong-Gyu, A, Byung-Hoon, L, Sang-Woo, S. and Chung-Yun,K The Effect of Material Arrangement on Mechanical Properties in Friction Stir WeldedDissimilar A5052/A5J32 Aluminum Alloys. Met. Mater. Int, 2009; 15(4): 671-675.
[57] Lombard, H., Hattingh, D.G., Steuwer, Aand James, M.N. Optimising FSW process parametersto minimise defects and maximise fatigue life in 5083 -H3 2 1 aluminium alloy. EngineeringFracture Mechanics, 2008; 75(3-4): 75(3-4), 341-354.
[58] Hirata, T., Oguri, T., Hagino, H., Tanaka, T., Chung, S.W., Takigawa, Y. and Higashi, KInfluence of friction stir welding parameters on grain size and formability in 5083 aluminumalloy. Materials Science and Engineering: A, 2007; 456(1-2):344-349.
[59] Liu, H.l, Hou, lC. and Guo, H. Effect of welding speed on microstructure and mechanicalproperties of self-reacting friction stir welded 6061- T6 aluminum alloy. Materials & Design,2013; 50: 872-878.
[60] Lotti, AH and Nourouzi, S. Predictions of the optimized friction stir welding process parametersfor joining AA7075-T6 aluminum alloy using preheating system. In! J Adv ManufTechnol,2014; 73(9-12): 1717-1737.
79
o.Assmi v.IIElUnOc,uv.quool:i 118:s.Insneno
[61] EI-Danaf, E.A. and EI-Rayes, M.M. Microstructure and mechanical properties of friction stirwelded 6082 AA in as welded and post weld heat treated conditions.Materials & Design,2013; 46: 561-572.
[62] Kadaganchi, R., Gankidi, M.R. and Gokhale, H. Optimization of process parameters of aluminumalloy AA 2014-T6 friction stir welds by response surface methodology.Defence Technology,2015;11: 209-219.
1[63]Dehghani, M., Mousavi, S. A. A. A. and Amadeh, A. Effects of welding parameters and toolgeometry on properties of 3 0 0 3 -HI 8 aluminum alloy to mild steel friction stir weld.Transactions of Nonferrous Metals Society of China, 2013; 23(7): 1957-1965.
[64] Coelho, R.S., Kostka, A., Dos Santos, IF. and Kaysser-Pyzalla, A. Friction-stir dissimilarwelding of aluminium alloy to high strength steels: Mechanical properties and their relationto microstructure.Materials Science and Engineering: A, 2012; 556: 175-183.
[65] Watanabe, T., Takayama, H. and Yanagisawa, A. Joining of aluminum alloy to steel by frictionstir welding. Journal of Materials Processing Technology, 2006; 178(1-3): 342-349.
[66] Peel, M.l, Steuwer, A. and Withers, PJ. Dissimilar friction stir welds in AA5083-AA6082. PartII:Process parameter effects on microstructure.Metallurgical and Materials Transactions A,2006; 37(7): 2195-2206.
[67] Koilraj, M., Sundareswaran, V., Vijayan, S. and Koteswara Rao, S.R. Friction stir welding ofdissimilar aluminum alloys AA22 19 to AA5083 Optimization of process parameters usingTaguchi technique.Materials and Design, 2012; 42: 1-7.
[68]Mohanty, H.K., Mahapatra, M.M., Kumar, P., Biswas, P. and Mandai, N.R. Modeling the effectsof tool shoulder and probe profile geometries on friction stirred aluminum welds usingresponse surface methodology.Journal of Marine Science and Application, 2012; 11: 493-503.
[69] Wang, D., Xiao, B.L., Ni, D.R. and Ma, Z.Y. Friction Stir Welding of DiscontinuouslyReinforcedAluminumMatrix Composites:A Review.Acta Metall. Sin. (Eng/. Lett.), 2014;s40195-014-0143-2, DOl 10.1007.
[70] Khodabakhshi, F., Ghasemi Yazdabadi, H., Kokabi, A.H. and Simchi, A. Friction stir welding ofa PIM AI-A12 03 nanocomposite: Microstructure and mechanical properties. MaterialsScience & Engineering, 2013; A585: 222-232.
[71] Ceschini, L., Boromei, I., Minak, G., Morri, A. and Tarterini, F. Effect of friction stir weldingonmicrostructure, tensile and fatigue properties of the AA7005/10 vol.%A1203 P composite.Composites Science and Technology, 2007; 67(3-4): 605-615.
[72] Dinaharan, I. and Murugan, N. Optimization of friction stir welding process to maximize tensilestrength of AA6061/ZrB2 in-situ composite butt joints. Metals and Materials International,2012; 18(1): 135-142.
[73] Prado, R.A., Murr, L.E., Soto, KF. and McClure, J.e. Self-optimizationin tool wear for frictionstir weldingof Al 6061+20% Ah03 MMe. Materials Science and Engineering, 2003; A349:156-165.
[74] Prado, R.A., Murr, L.E., Shindo, DJ. and Soto, KF. Tool wear in the friction stir welding ofaluminum alloy 6061+20% Ah03 : a preliminary study. Scripta Materialia, 201I; 45: 75-80.
[75] Mustafa, B. and Adem, K The influence of stirrer geometry on bonding and mechanicalproperties in friction stir welding process. Materials and Design, 2004; 25: 343-347.
[76] Shigematsu, I., Kwon, YJ., Suzuki, K, Imai, T. and Saito, N. Joining of 5 083 and 606 1aluminumalloys by friction stir welding.Journal of Materials Science Letters, 2003; 22(5):353-356.
[77] Guo, IF., Chen, H.C., Sun, C.N., Bi, G., Sun, Z. and Wei, J. Friction stir welding of dissimilarmaterials betweenAA6061 and AA7075 Al alloys effects of process parameters. Materials&Design, 2014; 56, 185-192.
[78] Sivaraj, P., Kanagarajan, D. and Balasubramanian, V. Effect of post weld heat treatment ontensile properties and microstructure characteristics of friction stir welded armour gradeAA7075-T651 aluminium alloy. Defence Technology, 2014; 10: 1-8.
80
[81
[82
[83
[84
[85
[86
[87
[8~
[8S
[9{
[9:
[9:
[9:
[9·
[9
, .
Engng.J.CMU.(2016) 23 (3)
[79] Cavaliere, P., Cerri, E., Leo, P., Marzoli, L. and Santos, J.D. Friction stir welding of ceramicparticle reinforced aluminium based metal matrix composites.Applied Composite Materials,2004; 11(6):399-407.
[80] Marzoli, L.M., Strombeck, A.V., Dos Santos, J.F., Gambaro, C. and Volpone,L. M. Friction stirweldingof an AA606 11Al203/2 0P reinforced alloy. Composites Science and Technology,2006; 66(2): 363-371.
[81] Wang, D., Wang, Q.Z., Xiao, B.L. and Ma, Z.Y. Achieving friction stir welded SiCp/AI-Cu-Mgcomposite joint of nearly equal strength to base material at high welding speed. MaterialsScience & Engineering A, 2014; 589: 271-274.
[82] Kumar, S.R., Rao, V.S. and Pranesh, R.V. Effect of welding parameters on macro andmicrostructure of friction stir welded dissimilar butt joints between AA7 0 7 5 -T6 5 1 andAA6061-T651 Alloys. Procedia Materials Science, 2014; 5: 1726-1735.
[83] Amancio-Filho, S.T., Sheikhi, S., Dos Santos, IF. and Bolfarini, C. Preliminary study on themicrostructure and mechanical properties of dissimilar friction stir welds in aircraftaluminium alloys 2024-T351 and 6056-T4. Journal of Materials Processing Technology,2008; 206(1-3): 132-142.
[84] Kasman, S. MUlti-responseoptimizationusing the Taguchi-based grey relational analysis: A casestudy for dissimilar friction stir butt weldingof AA6082-T6/AA5754-Hll1. Int J Adv ManufTechnol, 2013; 68: 795-804.
[85] Rodriguez, R.I., Jordon, J.B., Allison, P.G., Rushing, T. and Garcia, L. Microstructure andmechanical properties of dissimilar friction stir welding of 606 1-to-7050 aluminumalloys.Materials &Design, 2015; 83(a): 60--65.
[86] Beytullah, G., Erdinc, K., Emel, T. and Aydin, S. Mechanical, fatigue and microstructuralproperties of friction stir welded5083-Hlll and 6082-T651 aluminumalloys.Materials andDesign, 2014; 56: 84-90.
[87] Huijie, L., Yanying, H., Yunqiang, Z. and Hidetoshi, F. Microstructure and mechanicalpropertiesof friction stir welded AC4A + 30 vol.%SiCp composite.Materials and Design, 2015; 65:395-400.
[88] Periyasamy, P., Mohan, B., Balasubramanian, V., Rajakumar, S. and Venugopal, S. Multiobjective optimization of friction stir welding parameters using desirability approach to joinAVSiCp metal matrix composites. Transactions of Nonferrous Metals Society of China,2013; 23(4): 942-955.
[89] Kalaiselvan, K. and Murugan, N. Role of friction stir welding parameters on tensile strength ofAA6061-B4C compositejoints. Transactions of Nonferrous Metals Society of China, 2013;23(3): 616-624.
[90] Minak, G., Ceschini, L., Boromei, I. and Ponte, M. Fatigue properties of friction stir weldedparticulate reinforced aluminiummatrix composites. International Journal of Fatigue, 2010;32: 218-226.
[91] Sangshik, K., Chang, G.L. and Sung-Joon,K. Fatigue crack propagation behavior of friction stirwelded5083-H32 and 6061- T651 aluminumalloys.Materials Science and Engineering A,2008; 478: 56-64.
[92] Pang, lC., Li, S.x., Wang, Z.G. and Zhang, Z.F. General relation between tensile strength andfatigue strength of metallic materials. Materials Science and Engineering: A, 2013; 564:331-341.
[93] Malarvizhi, S. and Balasubramanian, V. Effects of Welding Processes and Post-Weld AgingTreatment on Fatigue Behavior of AA22 19 AluminiumAlloy Joints. Journal of MaterialsEngineering and Performance, 2011; 20(3): 359-367.
[94] Costa, J.D., Ferreira, J.A.M., Borrego, L.P. and Abreu, L.P. Fatigue behaviour of AA6 0 8 2friction stir welds under variable loadings. International Journal of Fatigue, 2012; 37: 8-16.
[95] Ericsson, M., Jin, L.Z. and Sandstrom, R. Fatigue properties of friction stir overlap welds.International Journal of Fatigue, 2007; 29(1): 57-68.
81
:>.Assmi v.IIClUnoclU v.QU:>ol:i REI:s.lnsnaro
[96] Zhang, x., Chan, B., Lama, S., Satikumar, V., Shi, S. and Bao, R. Influence of impact dents onthe fatigue strengthof aluminium alloy friction stir welds.Procedia Engineering, 2010; 2(1):1691-1700.
[97] Yoon, S.O.,Kang,M.S., Nam, H.B., Kwon, Y.l., Hong, S.T., Kim, 1.C.and Seo, 1.D.Friction stirbutt weldingof A5052-0 aluminum alloy plates. Trans. Nonferrous Met. Soc. China, 2012;22: s619-s623.
(98] Krishnan, KN. On the formation of onion rings in friction stir welds. Materials Science andEngineering, 2002; A327: 246-251.
[99] Choi, D.H., Kim, Y.I., Kim, D.U. and lung, S.B. Effect of SiC particles on microstructure andmechanical property of friction stir processed AA6 0 6 1 -T4. Transactions of NonferrousMetals Society of China, 2012; 22(3): s614-s618.
[100] Yazdanian, S., Chen, Z.W. and Littlefair, G. Effects of friction stir lap welding parameters onweld features on advancing side and fracture strength of AA6 0 6 0 -T5 welds. Journal ofMaterials Science, 2011; 47(3): 1251-1261.
[101] Wan, L., Huang, Y., Lv, Z., Lv, S. and Feng, 1. Effect of self-support friction stir welding onmicrostructure and microhardness of 6082-T6 aluminum alloy joint. Materials & Design,2014; 55: 197-203.
[102] Rajakumar, S.and Balasubramanian, V. Multi-response optimization of friction-stir-weldedAAII00 aluminumalloy joints. Journal of Materials Engineering and Performance, 2011;21(6): 809-822.
[103] Sharifitabar, M., Sarani, A., Khorshahian, S. and Shafiee Afarani, M. Fabrication of5o52AIIA1203 nanoceramic particle reinforced composite via friction stir processing route.Materials &Design, 2011; 32(8-9): 4164-4172.
[104] Ashok Kumar, B. and Murugan, N. Optimization of friction stir welding process parameters tomaximizetensile strength of stir cast AA606I- T6/AlNp composite.Materials and Design,2014;57:383-393.
[105] Chen, K., Gan, W., Okamoto, K, Chung, K and Wagoner, R.H. The mechanism of graincoarsening in friction-stir-welded AA5 0 8 3 after heat treatment. Metallurgical and Materials TransactionsA, 2011; 42A: 488-507.
[106] Lipinska, M., Olejnik, L., Pietras, A., Rosochowski, A., Bazarnik, P. and Golinski, 1.Microstructure and mechanical properties of friction stir weldedjoints made from ultrafmegrained aluminium 1050.Materials and Design, 2015; 88: 22-31.
[107] Aval, H.l. Microstructure and residual stress distributions in friction stir welding of dissimilaraluminium alloys.Materials and Design, 2015; 87: 405-413.
[108] Xua, W.F., Liua, 1.H., Chenb, D.L., Luane, G.H. and Yaod, 1.S. Improvementsof strength andductility in aluminum alloy joints via rapid cooling during friction stir welding.MaterialsScience and Engineering A, 2012; 548: 89-98.
[109] Vilaca, P., Pepe, N. and Quintino, L. Metallurgical and Corrosion Featurer of Friction StirWelding of AAs083-HI11. Welding In the World, 2006; 50: 55-64.
[110] Shahraki, S., Khorasani, S., Behnagh, R. A., Fotouhi, Y. and Bisadi, H. Producing ofAA5 0 8 3 / Zr02 nanocomposite by friction stir processing (FSP). Metallurgical andMaterials TransactionsB, 2013; 44(6): 1546-1553.
[Ill] Cioffi, F., Fernandez,R., Gesto, D., Rey, P., Verdera, D. and Gonzalez-Donee], G. Friction stirweldingof thick plates of aluminum alloy matrix composite with a high volume fraction ofceramic reinforcement.Composites Part A: Applied Science and Manufactw 'ng, 2013; 54:117-123.
[112] Storjohann,D., Barabash, O.M., David, S.A., Sklad, P. S., Bloom, E.E. and BabYl,S. S. Fusionand friction stir welding of aluminum-metal-matrix composites. Meto//urgical andMaterials TransactionsA, 2005; 36(11): 3237-3247.
82
Eng
'illfl
flU
fl11
perevathecor
Fntw:mo
Related Documents











