w w w . a u t o s t e e l . o r g F r i c t i o n - S t i r S p o t W e l d i n g o f A d v a n c e d H i g h - S t r e n g t h S t e e l T s u n g - Y u P a n Ford Motor Company M i k e S a n t e l l a , Z h i l i F e n g Oak Ridge National Laboratory G l e n n G r a n t Pacific Northwest National Laboratory

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
w w w . a u t o s t e e l . o r g
Friction-Stir Spot Welding of Advanced High-Strength Steel
Tsung-Yu PanFord Motor Company
Mike Santella, Zhili FengOak Ridge National Laboratory
Glenn GrantPacific Northwest National Laboratory

w w w . a u t o s t e e l . o r g
Team Members
DCX :Bill MarttilaGM: Jim Quinn, Jim ChenMittal Steel: Min Kou, Ravir BhatnagarMegaStir: Russ Steel, Scott PackerHardtech: Bryan Cooper, Hakan Andersson

w w w . a u t o s t e e l . o r g
Friction stir: What is it?
Solid state joining method developed ~ 1990A non-consumable cylindrical tool is usedTool rotation produces frictional heating and deformationTranslation of the tool produces a “stir zone”Can be used for welding or surface modification

w w w . a u t o s t e e l . o r g
Friction Stir Spot Welding (FSSW)
A novel variant of linear FSWCreate solid-state bond
No bulk meltingTechnical and economic advantages have been demonstrated for Al alloys
Plunging Stirring Drawing out

w w w . a u t o s t e e l . o r g
FSSW of Aluminum in Production
A Production since 2003Eliminated water, air, and welding power supplies.99% energy saving (vs. RSW of Al) 40% investment reduction (vs. RSW of Al)Weight reduction vs. rivets

w w w . a u t o s t e e l . o r g
Why FSSW of AHSS?
Steel is still the primary material for body structures of high-volume mass-production carsIncreased use of AHSS for safety and fuel efficiencyResistance spot welding of AHSS is problematic
Solidification related weld defectsInterfacial failure due to defects and brittle and hardened microstructuresDegradation of electrode life

w w w . a u t o s t e e l . o r g
Charpy V Notch
0
20
40
60
80
100
120
140
-60 -50 -40 -30 -20 -10 0 10 20 30
Temp, C
Ene
rgy,
J
Weld
HAZBase Metal
Linear FSW of High-Strength Steels Improves Dynamic Impact Properties
Girth weld of API X65 steel for natural gas transmission pipelines
Feng and Packer et al., 2005

w w w . a u t o s t e e l . o r g
Objective of This Study
Explore the feasibility of friction stir spot welding of AHSS
Can existing FSW tool materials be used to make FSSW in AHSS?Can a FSSW be made in a time comparable to resistance spot welding?What are the microstructural characteristics of FSSW AHSS?

w w w . a u t o s t e e l . o r g
FSSW Tool

w w w . a u t o s t e e l . o r g
FSSW Tool
DP780 and DP600Polycrystalline cubic boron nitride (PCBN)
toolShoulder dia: 10mmPin length: 2.3mmTapered pinA single tool was used
Displacement controlPlunge to a pre-determined depth in 2 steps
800 rpmTotal cycle time (plunging and dwelling)
1.7 to 9.75 secLaboratory FSW system

w w w . a u t o s t e e l . o r g
FSSW Process

w w w . a u t o s t e e l . o r g
FSSW process – displacement control
3 plunge rates + 2 dwells + 7 depths
3.0
2.5
2.0
1.5
1.0
0.5
0.0
Plun
ge d
epth
(mm
)
121086420Time (s)
Examples of weld programs 2.3 mm final depth 2.6 mm final depth
Fast plungeShort dwell
Slow plungeLong dwell

w w w . a u t o s t e e l . o r g
Variation of Lap-shear Strengthwith Plunge Depth for DP780
14
12
10
8
6
4
2
Tens
ile s
hear
load
(kN
)
2.92.82.72.62.52.42.3Plunge depth (mm)
Plunge rate, dwell 0.4 mm/s, 1 s 0.4 mm/s, 3 s 2 mm/s, 1 s 2 mm/s, 3 s 3 mm/s, 1 s 3 mm/s, 3 s
σf increases with plunge depth, plunge rate, dwell time

w w w . a u t o s t e e l . o r g
Variation of Lap-shear Strength with Weld Time for DP780
14
12
10
8
6
4
2
Tens
ile s
hear
load
(kN
0
1086420Total weld time (s)
Plunge rate, dwell 0.4 mm/s, 1 s 0.4 mm/s, 3 s 2 mm/s, 1 s 2 mm/s, 3 s 3 mm/s, 1 s 3 mm/s, 3 s
Consistent higher σf obtained with fast plunge rate + long dwell

w w w . a u t o s t e e l . o r g
FSSW strengths vs. industry standards for high strength steel RSWs
Plot based on JIS Z3140, “Method of Inspection for Spot Welds”
20
15
10
5
0
Tens
ile s
hear
load
(kN
)
2.01.81.61.41.21.00.80.60.4Sheet thickness (mm)
Sheet strength 270-370 MPa > 590 MPa
RSW diameters:4.7 mm minimum5.5 mm average
w w w . a u t o s t e e l . o r g
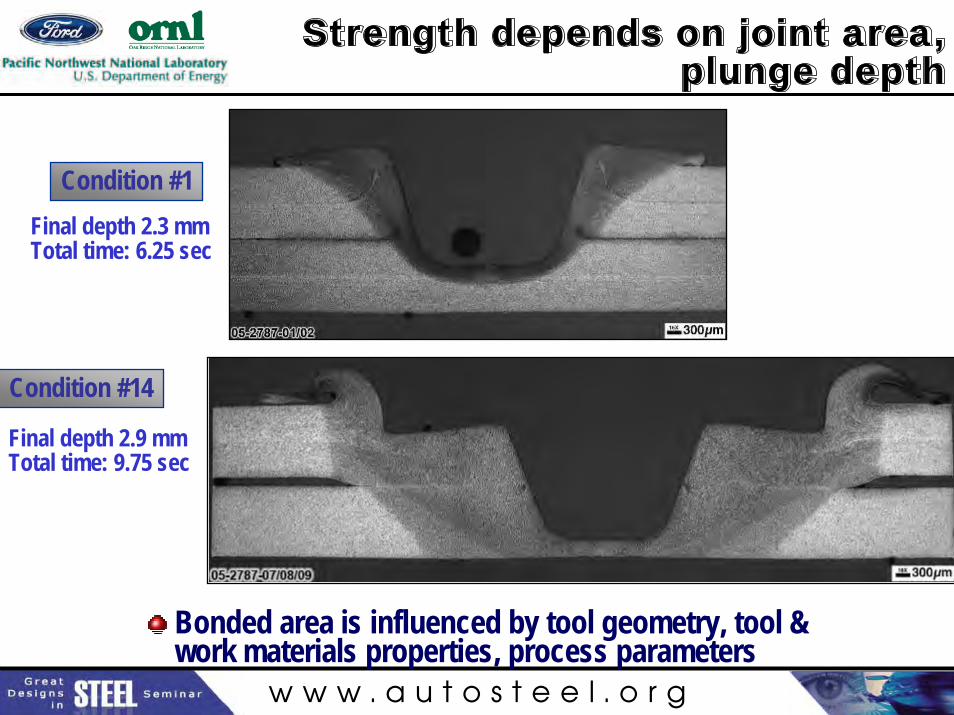
Strength depends on joint area,plunge depth
Bonded area is influenced by tool geometry, tool & work materials properties, process parameters
Condition #1
Condition #14
Final depth 2.3 mmTotal time: 6.25 sec
Final depth 2.9 mmTotal time: 9.75 sec
w w w . a u t o s t e e l . o r g
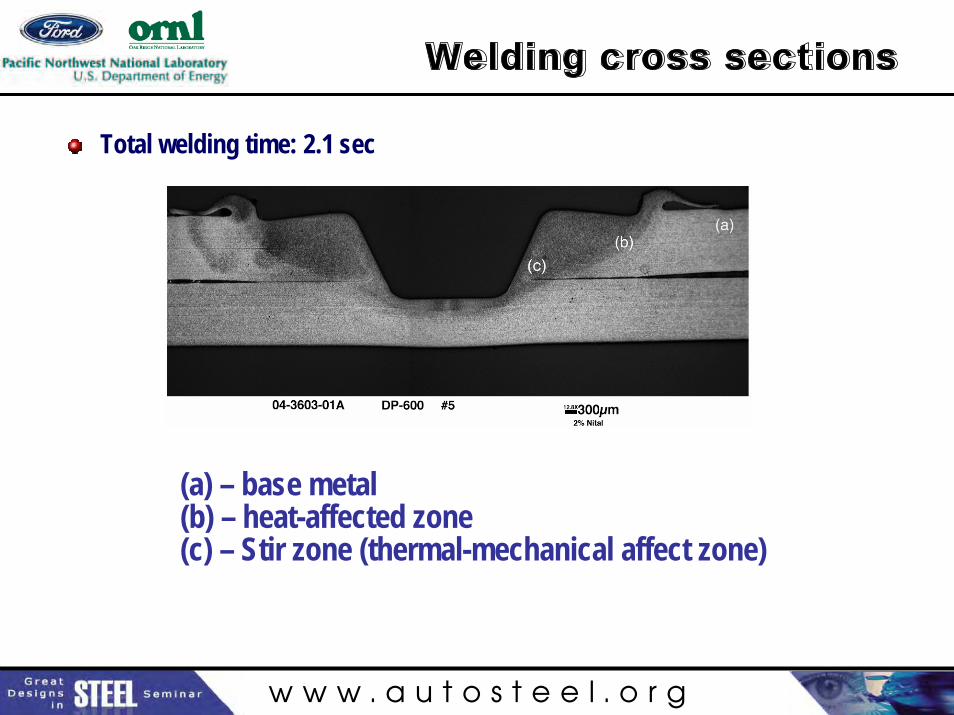
Welding cross sections
Total welding time: 2.1 sec
(a) – base metal(b) – heat-affected zone(c) – Stir zone (thermal-mechanical affect zone)

w w w . a u t o s t e e l . o r g
Microstructure of DP600
BMSZ
HAZ

w w w . a u t o s t e e l . o r g
Microhardness
0
50
100
150
200
250
300
0 5 10 15 20
Position (mm)
HV
, 500
g
1/4t 1/2t 3/4t
exit hole
Tool shoulderDP600
Similar hardness in the weld zone as in the parent metal.

w w w . a u t o s t e e l . o r g
Tool appearance after hundreds of welding trials
No visible tool wear over hundreds of welds made in this study

w w w . a u t o s t e e l . o r g
FSSW Joint Appearance

w w w . a u t o s t e e l . o r g
Conclusions/Summary
PCBN tool material appears to have acceptable durability & performance for DP780
No significant wear or deterioration observedSpot welds of relatively high strength (8-12 kN) were obtained
Strengths compare favorably with JIS standardWeld times of 4 s appear feasible
Bonding region showed similar microstructure and hardness as in the base metalNo attempts were made to optimize any aspect of the materials or processFSSW of DP780 appears feasible
w w w . a u t o s t e e l . o r g
Acknowledgements
Research sponsored by the U.S. Department of Energy, Assistant Secretary for Energy Efficiency and Renewable Energy, Office of FreedomCAR and Vehicle Technologies, as part of the Automotive LightweightingMaterials Program.Contacts:
DOE Headquarters: Joseph A. CarpenterOak Ridge National Laboratory: Phil SkladPacific Northwest National Laboratory: Mark Smith
Related Documents











