Flexografía: el rodillo anilox El rodillo anilox es una parte fundamental de la maquinaria flexográfica. El anilox está formado por pequeñas celdas de diferente capacidad volumétrica y profundidad que ayudan a regular la cantidad de tinta que se utilizará para imprimir junto con la rasqueta. Para realizar un trabajo flexográfico se escoge entre un tipo u otro de anilox basándose en su lineatura, en el ángulo que forman las celdas, en la capacidad volumétrica de éstas según su profundidad y geometría, y en consecuencia en el volumen de tinta que aporta a la superficie impresa. En definitiva, el rodillo anilox tiene que tener un lineaje y un volumen específico para cada trabajo que realicemos, normalmente la lineatura es 5 veces superior a la del cliché convencional y 7 veces superior para la del cliché digital (tramas mínimas). Se realiza así para que los puntos más pequeños del cliché no se introduzcan en las celdas del anilox. La relación entre la abertura de la celda del anilox y su profundidad debe ser la adecuada para que no se quede tinta y cueste de vaciar u otros problemas derivantes. Los rodillos con mucho lineaje tiene poca capacidad aunque 2 anilox del mismo lineaje pueden tener capacidades volumétricas diferentes debido a su profundidad. El rodillo anilox junto con el sistema de cámara cerrada con las rasquetas Dr. Blade, proporcionan un muy buen control de la tinta. Tipos de rodillos anilox: -cromados -cerámicos Etiquetas: flexografía Flexografía: Problemas y soluciones VI PROBLEMA: SANGRADO Sangrado de los textos e imágenes en la impresión. Causa: -demasiada tinta y carencia de secado Solución: -bajar la viscosidad de la tinta. PROBLEMA: PUENTEO Puentes entre los diferentes puntos de trama.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Flexografía: el rodillo anilox
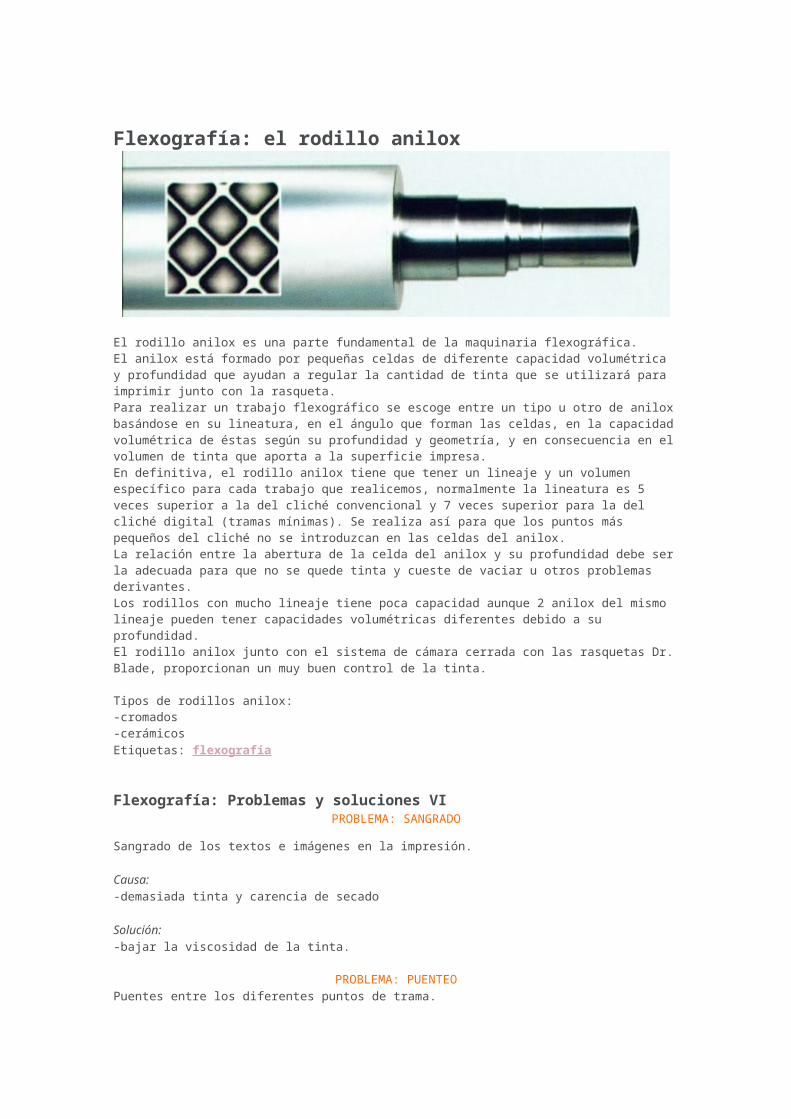
El rodillo anilox es una parte fundamental de la maquinaria flexográfica.El anilox está formado por pequeñas celdas de diferente capacidad volumétrica y profundidad que ayudan a regular la cantidad de tinta que se utilizará para imprimir junto con la rasqueta.Para realizar un trabajo flexográfico se escoge entre un tipo u otro de aniloxbasándose en su lineatura, en el ángulo que forman las celdas, en la capacidadvolumétrica de éstas según su profundidad y geometría, y en consecuencia en elvolumen de tinta que aporta a la superficie impresa.En definitiva, el rodillo anilox tiene que tener un lineaje y un volumen específico para cada trabajo que realicemos, normalmente la lineatura es 5 veces superior a la del cliché convencional y 7 veces superior para la del cliché digital (tramas mínimas). Se realiza así para que los puntos más pequeños del cliché no se introduzcan en las celdas del anilox.La relación entre la abertura de la celda del anilox y su profundidad debe serla adecuada para que no se quede tinta y cueste de vaciar u otros problemas derivantes.Los rodillos con mucho lineaje tiene poca capacidad aunque 2 anilox del mismo lineaje pueden tener capacidades volumétricas diferentes debido a su profundidad.El rodillo anilox junto con el sistema de cámara cerrada con las rasquetas Dr.Blade, proporcionan un muy buen control de la tinta.
Tipos de rodillos anilox:-cromados-cerámicosEtiquetas: flexografía
Flexografía: Problemas y soluciones VIPROBLEMA: SANGRADO
Sangrado de los textos e imágenes en la impresión.
Causa:-demasiada tinta y carencia de secado
Solución:-bajar la viscosidad de la tinta.
PROBLEMA: PUENTEOPuentes entre los diferentes puntos de trama.
Causas:-excesiva cantidad de tinta-viscosidad alta-anilox incorrecto
Solución:-bajar la viscosidad de la tinta-reducir tinta-buscar la relación entre el anilox y la plancha (5:1, 7:1)
PROBLEMA: GANANCIA DE PUNTOPunto de trama con algunos puntos más amplios, más grandes.
Causas:-mala elección del adhesivo-excesiva presión-grosor incorrecto del material.
PROBLEMA: EMPLASTAMIENTOImpresión irregular
Causas:-viscosidad alta-rasqueta mal escogida-presión incorrecta-problemas en la plancha.
PROBLEMA: MANCHADO O REBADEOMárgenes irregulares en la impresión.
Causas:-tinta seca en el cliché-presiones incorrectas-suciedad en el cliché-mal ajuste de la rasqueta.
Etiquetas: flexografía
posted by isi @ 1:21 p. m. 0 comments
Flexografía: Problemas y soluciones VPROBLEMA: LINEAS EN SENTIDO CIRCUNFERENCIAL
Líneas en sentido longitudinal a la impresión.
Causas:-celdas taponadas en línea en el anilox-rayas en el anilox-desgaste de la cuchilla-partículas de tinta seca incrustada en la cuchilla
PROBLEMA: BARRADO EN EL SENTIDO TRANSVERSAL
Barras transversales a lo ancho de la impresión.
Causas:-foam muy duro-mucha presión-desgaste de los dientes en el portaclichés-desajuste de la presión de la cámara de la rasqueta-flexión de los cilindros portaclichés.
PROBLEMA: LOS NEGATIVOS SE LLENAN DE TINTANegativos cerrados, sin nitidez, a veces ilegibles.
Causas:-tinta con viscosidad eevada-exceso de presión-cilindro anilox con demasiada aportación-falta de profundidad en los negativos.
PROBLEMA: PROBLEMAS DE MOIREEfecto no deseado que aparece en algunas impresiones (apreciable en medios tonos).
Causas:-si la trama del anilox y la de la plancha son similares-ángulos de trama incorrectos.-error de tono
Solución:-cambiar la plancha o el anilox-cambiar la tinta por otra de un tono correcto.
PROBLEMA: IMAGEN FANTASMAAparición de imágenes leves en el diseño.
Causas:-viscosidad elevada de la tinta-secado muy rápido de la tinta-cilindro anilox sucio o de trama muy fina
Solución:-bajar viscosidad y retardar-limpiar anilox.
PROBLEMA: DEFORMACIÓN DEL PUNTO O SLURINGDeformación del punto, se vuelve alargado.
Causas:-exceso de presión-plancha y adhesivos incorrectos-diferencia de velocidades tangenciales
Solución:-ajuste de presiones-cambiar la plancha o el adhesivo.
Etiquetas: flexografía
posted by isi @ 1:04 p. m. 0 comments
Flexografía: Problemas y soluciones IVPROBLEMA: ATAQUES A CLICHÉS Y RODILLOS DE CAUCHO
Deformación o reblandecimiento de los clichés.
Causa:-uso de disolventes agresivos (cetonas y acetatos)
Solución:-utilizar tintas más adecuadas para flexografía.
PROBLEMA: ZONAS DEL CLICHÉ QUE NO IMPRIMENZonas del cliché que no imprimen.
Causas:-falta de planidad del cliché-diferencias en el espesor del foam
Solución:-cambiar la plancha o el foam, o calzar la plancha (por zonas no tramadas)
PROBLEMA: APARICIÓN DE HALOSAureola o mancha que rodea a la imagen impresa.
Causa:-demasiada presión
Solución:-disminuir la presión.
PROBLEMA: DESGASTE PREMATURO DEL CLICHÉDeterioro del cliché, sobretodo en las zonas de textos y líneas finas, así como pérdida de punto en las zonas de trama.
Causas:-tiempo de exposición frontal de la plancha insuficiente-exceso de presión
Solución:-cambiar la plancha por una correcta-ajustar presiones.
PROBLEMA: LAS AREAS DE NO IMAGEN TAMBIÉN IMPRIMEN
Causas:-relieve del cliché insuficiente-exceso de presión
Solución:-cambiar la plancha por una con un relieve adecuado-ajustar presiones.
PROBLEMA: FALLO DE REGISTRO
Impresiones desajustadas y falta de nitidez en las cuatricomías.
Causas:-mal montaje de las planchas-fallo de registros de máquina-diferencias de grosor de la plancha o del foam-defecto de algún diente de la máquina-desajuste del rodillo pisón-fallos en la tensión del material
Solución:-ajustar el registro-comprobar tensiones-comprobar la máquina
Etiquetas: flexografía
posted by isi @ 12:50 p. m. 9 comments
Flexografía: Problemas y soluciones IIIPROBLEMA: OLORES
Olores que un impreso desprende. Este es un gran problema para el mercado alimentario.
Causas:-por falta de evaporación de todos los disolventes (este caso se da mucho en laminados)-por descomposición de la tinta
Solución:Utilizar una tinta adecuada o añadirle antioxidantes en el caso de descomposición.Cambiar el sistema de disolventes, mejorar la aireación y elevar la temperatura de secado si es por causa de los disolventes.
PROBLEMA: PROBLEMAS DE TRAPPINGLas tintas superpuestas, presentan problemas de printabilidad incluso arrancando la tinta ya impresa.
Causas:-excesiva velocida de secado de la tinta sobreimpresa.-la primera tinta impresa seca lento.
Solución:-acelerar el secado de la primera tinta.
PROBLEMA: PUNTEADO O PIN-HOLINGEs una retracción de la tinta sobre el soporte formando pequeños puntos sobre áreas sólidas.
Causas:-tinta-presión del grupo impresos-fotopolímero
-adhesivo foam
Solución:-bajar la viscosidad y retardar la tinta ( 18", ford 4)-aumentar la presión de los grupos impresores-utilizar fotopolímeros de alta densidad (más duros)-elevar la dureza del foam
PROBLEMA: REMOSQUEOImpresión con bordes difusos o irregulares.
Causa:-desgaste anormal de los extremos del cliché
Solución:-intentar que el cilindro de presión no golpee mal el cliché.
PROBLEMA: PEGADO DEL SOPORTE AL CLICHÉPegado del soporte al cliché.
Causas:-excesivo mordiente de la tinta-velocidad de tiraje inferior al normal-excesivo secado de la tinta
Solución:-disminuir mordiente de la tinta-aumentar la velocidad de tiraje-poner retardante a la tinta.
Etiquetas: flexografía
posted by isi @ 12:29 p. m. 0 comments
Flexografía: Problemas y soluciones IIPROBLEMA: SECADO DE LA TINTA
El secado de la tinta puede producirse por diferentes factores, además puede ser rápido o lento, y todo ello perjudicial para nuestras impresiones. Es importante ajustar el secado con la velocidad de impresión para tener una mayor producción.
Efectos:-defectos en la impresión por un secado muy rápido, en cilindros y clichés y en clichés por corrientes de aire.-defectos de impresiones sucias, blocking y mal trapping por un secado demasado lento.
Solución:Si la tinta seca muy rápido podemos retardar su secado mediante retardantes (etoxipropanol, metoxipropanol), y si es por culpa de corrientes de aire en lacámara, deberemos regular el aire de las pantallas de secado.Si la tinta seca muy lento, podemos incrementar el secado, acelerar el secado mediante acelerantes y comprobar la ventilación de la máquina.
PROBLEMA: BLOCKING O BLOQUEOConsiste en la fuerte unión de las dos caras de una bobina impresa entre sí.
Efectos:-ambas caras de una bobina se unen quedando la bobina totalmente bloqueada.
Causas:-excesiva tensión del bobinado-el material llega húmedo al embobinador por no haber eliminidado totalmente los solventes-no haber utilizado una calandra de refrigeración-por falta de ceras y aditivos-por un secado de la tinta muy lento
Solución:-quitar peso de tracción del bobinado-aumentar la capacidad de secado o disminuir velocidad-aplicar ceras-utilizar calandra de refrigeración.
PROBLEMA: CURLINGEl curling es un abarquillamiento del impreso, normalmente se da porque la tinta se retrae y el soporte al ser muy delgado, se curva.
Causa:-elevada rigidez de la impresión
Solución:Añadir plastificantes y resinas blandas a la tinta.
PROBLEMA: FALTA DE ADHERENCIALa falta de adherencia se manifiesta cuando una tinta no se adhiere bien al material y al realizar una prueba con celo, éste se lleva una parte de la tinta.
Causas:-por falta de secado-por motas o impurezas-por material mal tratado-demasiada cantidad de tinta que no da secada
Solución:-mejorar el tratado del material-añadir aditivos o cambiarla.
PROBLEMA: FALTA DE OPACIDADIntensidad insuficiente.
Causas:-tinta inadecuada
Solución:-cambiar la tinta por otra más cubriente-añadir un pequeño porcentaje de blanco o de una tinta similar.
Etiquetas: flexografía
posted by isi @ 12:08 p. m. 0 comments
Flexografía: Problemas y soluciones ILos problemas más frecuentes que podemos encontrar en una impresión flexográfica pueden originarse a través de múltiples factores, entre ellos el factor humano y las condiciones de trabajo, pero también podemos encontrarnos con problemas derivados de:
- problemas con la tinta- problemas con clichés y adhesivos- problemas con el anilox- problemas con el material a imprimir- problemas de la máquina flexográfica.
PROBLEMA: AUMENTO DE LA VISCOSIDADEl aumento de la viscosidad de la tinta se debe principalmente a una carencia de disolventes.
Efectos:-incremento del punto-negativos pequeños-peor definición de textos-deficiente mojado del anilox-problemas de secado de la tinta.
Solución:Añadir más disolvente.
PROBLEMA: VISCOSIDAD DEMASIADO BAJASe produce por una excesiva disolución de la tinta. Si hay una disolución excesiva se puede producir el llamado "shock de dilución".
Efectos:-menos tono o falta de intensidad en las impresiones
Solución:Cambiar la tinta por otra nueva.
PROBLEMA: EXCESO DE INTENSIDADExceso de intensidad en las impresiones por un exceso de aportación del aniloxo porque la tinta es demasiado intensa.
Solución:Si es a causa de una mayor aportación del anilox, se deberá cambiar éste por uno de trama más fina.
Si es a causa de la tinta, ésta debe rebajarse con barniz.
PROBLEMA: FALTA DE INTENSIDADFalta de intensida en los impresos, ya sea por un anilox con una trama muy fina o porque la tinta sea muy diluida.
Solución:Si es a causa del anilox, se deberá cambiar éste por uno de trama más gruesa.Si es a causa de la tinta porque ésta es poco intensa y está muy diluida, se deberá añadir tinta nueva.
Etiquetas: flexografía
posted by isi @ 11:47 a. m. 0 comments
12 nov. 2006
Flexografía: Control y evaluación de los resultados del test de máquina.
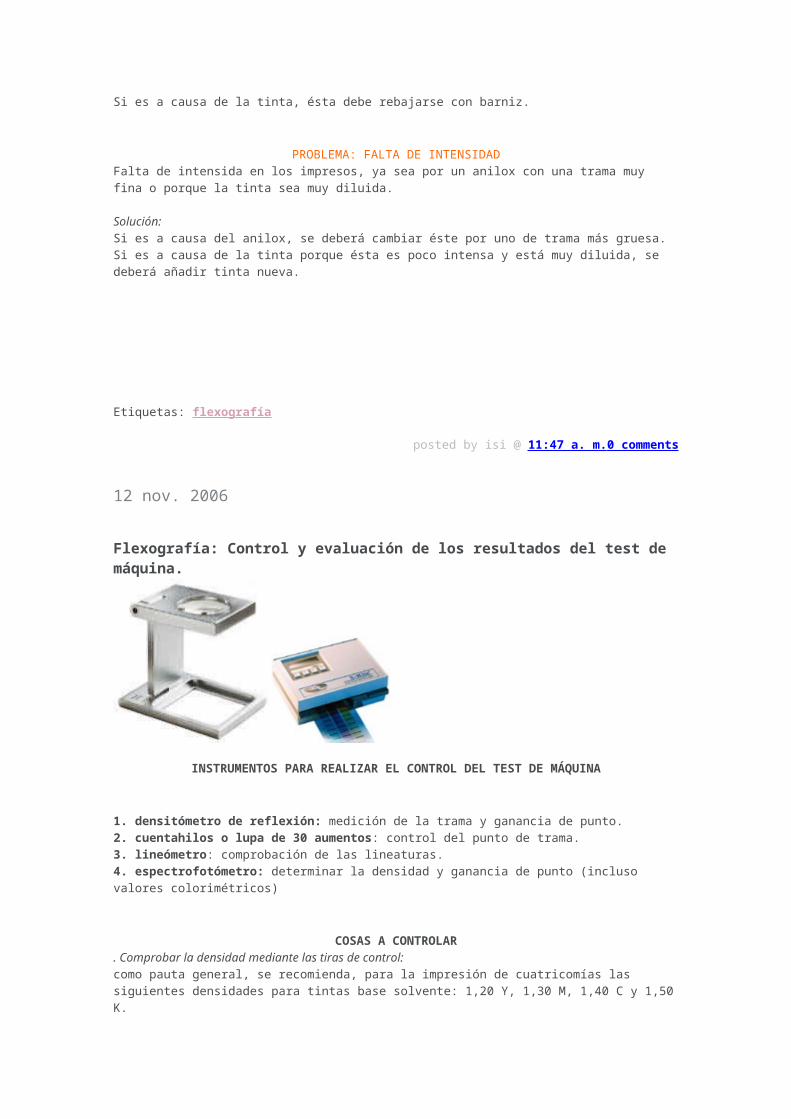
INSTRUMENTOS PARA REALIZAR EL CONTROL DEL TEST DE MÁQUINA
1. densitómetro de reflexión: medición de la trama y ganancia de punto.2. cuentahilos o lupa de 30 aumentos: control del punto de trama.3. lineómetro: comprobación de las lineaturas.4. espectrofotómetro: determinar la densidad y ganancia de punto (incluso valores colorimétricos)
COSAS A CONTROLAR. Comprobar la densidad mediante las tiras de control: como pauta general, se recomienda, para la impresión de cuatricomías las siguientes densidades para tintas base solvente: 1,20 Y, 1,30 M, 1,40 C y 1,50K.
. Comprobar el contraste de impresión.
. Comprobar el trapping.
. Comprobar el error de tono.
. Comprobar la ganancia de punto: los factores que originan la ganacia de punto pueden ser:el tipo de plancha utilizada,el adhesivo doble cara,la viscosidad de la tinta,el sistema de entintado,la lineatura del anilox,el tipo de soporte sobre el cual se imprime,presiones excesivas.
. Comprobar el gris neutro y los balances de grises.
Etiquetas: flexografía
posted by isi @ 10:50 a. m. 1 comments
Flexografía: Puesta en máquina de la prueba test de máquinaPrimero deberemos ajustar color a color mediante presiones al beso, imprimir los cuatro colores por separado y luego registrarlos.Comprobar que los ajustes de presión y viscosidad sean correctos, es decir, que las masas queden llenas, el punto redondo y limpio, la escala de grises sea la correcta y haya la menor ganancia de punto posible.Una vez hecho esto, poner la máquina a 100 metros por minuto y volver a comprobar que la impresión sea la correcta (si hay que realizar algún cambio, se anotará).Luego se pasará a realizar una simulación de una producción normal en condiciones normales, para ello se limpiarán las planchas y se pondrá a trabajar a la máquina desde una velocidad de 100 m./min. y aumentaremos en 50 metros cada 5 minutos hasta llegar a la veocidad de producción adecuada, una vez tengamos esta velocidad la mantendremos durante 15 o 20 minutos y las últimas pruebas impresas serán el patrón que nos servirán como guía de trabajo.
Etiquetas: flexografía
posted by isi @ 10:42 a. m. 0 comments
Flexografía: el test de máquina

El test de máquina es una prueba que se realiza para verificar que la máquina flexográfica y demás elementos que participan en la realización de un trabajo impreso dan los resultados esperados tanto en funcionamiento correcto como en una producción de calidad, es decir, se trata de asegurar la calidad de un buen trabajo.Este test o prueba suele realizarse al comprar la máquina y una vez al año.
La prueba o test, consiste en la impresión de un test a cuatricomía donde están impresos diferentes elementos de control de la impresión (elementos realizados en la plancha del test de máquina) y que son los siguientes:
1. las cruces de registro o micropunto: sirven para realizar el montaje y controlar el registro de todos los colores.2. los parches para el control de presión: sirven para controlar la presión dela plancha.3. las cuñas de seguimiento: sirven para controlar toda la tirada y analizar repetitivamente varios trabajos.
4. el balance de grises: nos sirven para hallar el gris neutro y saber el porcentaje de punto y densidad con el cual se formará utilizando Y, M y C.5. los parches para la ganancia de punto: sirven para controlar la ganancia depunto a través de la trama.6. el control de impresión: son unas pequeñas cuatricomías que nos sirven pararealizar un análisis visual completo.
INFORMACIÓN QUE NOS APORTAUna vez realizado el test, evaluaremos la impresión desde la información que nos aportan los controles puestos:_punto de impresión: debe ser redondo, perfilado y lleno._densidad tonal: en las masas, la tinta debe ser de un 100%_contraste de impresión: que la imagen posea contraste (no sea una imagen plana)_transparencia y trapping: que la superposición de las tintas sea lo esperado además de controlar el grado de grisibilidad._deformación o sluring: que no aparezca este problema en el punto, es decir, que no sea ovalado.
COSAS A CONTROLAR EN EL TESTAdemás tendremos en cuenta los elementos básicos que intervendrán en este tes,tales como:- los cilindros anilox: deben estar limpios y cada uno de los cilindros para C, M, Y, K deben tener la misma lineatura y volumen.- las tintas: deben ser vírgenes, frescas (de reciente fabricación) y con la viscosidad adecuada.- la máquina flexográfica: los cilindros portaclichés deben estar alineados, ser concéntricos y paralelos, los cojinetes no deben tener juego, el tambor central debe trabajar a la temperatura indicada por el fabricante y con una presión correcta, y por último, las rasquetas deben estar limpias y en perfecto estado, a ser posible, que sean nuevas.
Etiquetas: flexografía
posted by isi @ 10:13 a. m. 0 comments
9 nov. 2006
Principales problemas en la impresión flexográfica-Problema de adherencia de la tinta al soporte-Problema de sangrado-Puenteo-Ganancia de punto-Manchado o rebadeo-Emplastamiento-Aumento de la viscosidad-Viscosidad demasiado baja -Exceso de intensidad-Falta de intensidad-Secado de la tinta
-Blocking o bloqueo-Curling-Olores-Falta de adherencia-Falta de opacidad-Problemas de trapping-Punteado o Pin-holing-Pegado del soporte al cliché-Remosqueo-Ataques a clichés y rodillos de caucho-Zonas del cliché que no imprimen-Aparición de halos-Desgaste prematuro del cliché-Las áreas de no imagen también imprimen-Fallo de registro-Líneas en sentido circunferencial-Barrado en el sentido transversal-Los negativos se llenan de tinta-Problemas de moiré-Imagen fantasma o impresión fantasma-Sluring o deformación del punto-Deficiente estampación de las tramas finas-Empastado de la trama
Etiquetas: flexografía
posted by isi @ 8:02 p. m. 1 comments
Elementos fundamentales de una máquina flexográfica
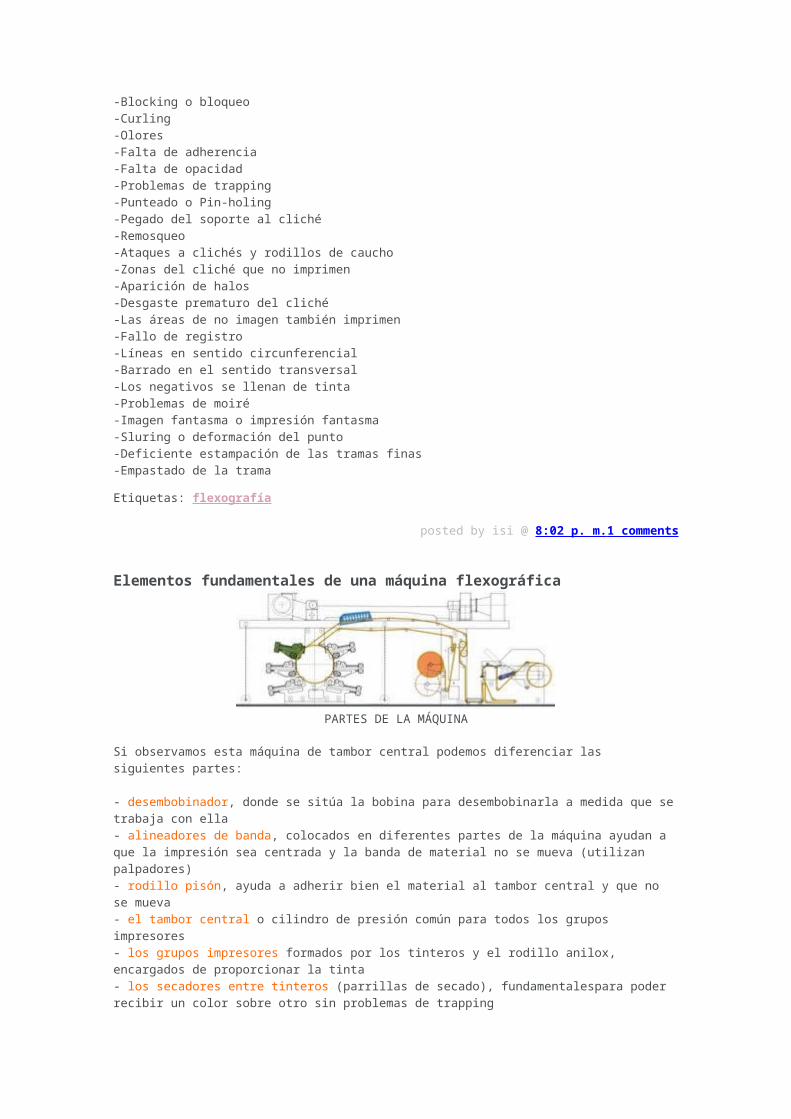
PARTES DE LA MÁQUINA
Si observamos esta máquina de tambor central podemos diferenciar las siguientes partes:
- desembobinador, donde se sitúa la bobina para desembobinarla a medida que setrabaja con ella- alineadores de banda, colocados en diferentes partes de la máquina ayudan a que la impresión sea centrada y la banda de material no se mueva (utilizan palpadores)- rodillo pisón, ayuda a adherir bien el material al tambor central y que no se mueva- el tambor central o cilindro de presión común para todos los grupos impresores- los grupos impresores formados por los tinteros y el rodillo anilox, encargados de proporcionar la tinta- los secadores entre tinteros (parrillas de secado), fundamentalespara poder recibir un color sobre otro sin problemas de trapping

- el túnel de secado, gracias a él se terminan de eliminar los restos de solventes- calandra de refrigeración, ayuda a bajar la temperatura del material para luego que éste no se deforme o pegue, es decir, estabiliza el material.- embobinador, embobina el material ya impreso y de la orma que nosotros dispongamos (hay 6 tipos de embobinados diferentes según las exigencias del cliente)
TENSIONES
Tenemos que recordar que en una máquinade tambor tenemos tres tensiones diferentes:1- la tensión entre la bobina inicial y el rodillo pisón2- la tensión entre el rodillo pisón y la calandra de refrigeración3- la tensión entre la calandra y la bobina final
Etiquetas: flexografía
posted by isi @ 10:33 a. m. 0 comments
27 oct. 2006
Flexografía: el rodillo anilox
El rodillo anilox es una parte fundamental de la maquinaria flexográfica.El anilox está formado por pequeñas celdas de diferente capacidad volumétrica y profundidad que ayudan a regular la cantidad de tinta que se utilizará para imprimir junto con la rasqueta.Para realizar un trabajo flexográfico se escoge entre un tipo u otro de aniloxbasándose en su lineatura, en el ángulo que forman las celdas, en la capacidadvolumétrica de éstas según su profundidad y geometría, y en consecuencia en elvolumen de tinta que aporta a la superficie impresa.En definitiva, el rodillo anilox tiene que tener un lineaje y un volumen específico para cada trabajo que realicemos, normalmente la lineatura es 5 veces superior a la del cliché convencional y 7 veces superior para la del cliché digital (tramas mínimas). Se realiza así para que los puntos más pequeños del cliché no se introduzcan en las celdas del anilox.La relación entre la abertura de la celda del anilox y su profundidad debe serla adecuada para que no se quede tinta y cueste de vaciar u otros problemas derivantes.Los rodillos con mucho lineaje tiene poca capacidad aunque 2 anilox del mismo
lineaje pueden tener capacidades volumétricas diferentes debido a su profundidad.El rodillo anilox junto con el sistema de cámara cerrada con las rasquetas Dr.Blade, proporcionan un muy buen control de la tinta.
Tipos de rodillos anilox:-cromados-cerámicos
Etiquetas: flexografía
posted by isi @ 2:50 p. m. 5 comments
Flexografía: Tipos de filos de rasqueta
Tenemos tres tipos de filos de rasqueta:
1_bisel: principalmente utilizada para empaques flexibles, proporciona una calidad media.2_autoafilable: principalmente utilizada para corrugado, proporciona una calidad baja.3_lamella: principalmente utilizada para etiquetas, proporciona una calidad alta, especial para cuatricomías.
La colocación de la rasqueta debe tener entre un 30º y 35º para realizar un buen recorte.
Etiquetas: flexografía
posted by isi @ 2:22 p. m. 1 comments
24 oct. 2006
Flexografía: Tintas UV (ultravioleta)Las tintas UV son especialmente utilizadas en flexografía para la impresión dematerias plásticas y complejos metálicos debido a su característica de poseer un secaje instantáneo convirtiendo las tintas líquidas en un sólido, evitando así problemas como el repintado y proporcionando mayores resistencias físicas y químicas.
COMPOSICIÓN DE LAS TINTAS UV• pigmentos• monómeros• oligómeros• fotoiniciadores ( los catiónicos y los radicálicos)• aditivos
CLASIFICACIÓN DE LAS TINTAS UVSegún el tipo de fotoiniciador que utilicen, las tintas UV se pueden dividir en radicálicas o en catiónicas.
• radicálicas: el proceso de polimeración continúa incluso apagando la luz hasta que se solidifican, son las más utilizadas.
• catiónicas: necesitan de la luz UV en diferentes fases para secarse o polimerizar, el proceso se acaba cuando las retiras de la luz UV.
Para bajar la intensidad en este tipo de tintas se utiliza el barniz.
PROCESO DE POLIMERACIÓN DE LAS TINTAS UV
Los oligómeros combinados con los monómeros, forman el aglutinante o vehículo de la tinta, es decir, sirven de tranporte a los pigmentos. Como ya sabemos, las tintas UV están formada por los componentes anteriores más los fotoiniciadores y posibles aditivos, cuando estos fotoiniciadores reaccionan ala luz UV se activa la reacción de polimeración, de esta forma la sustancia aglutinante (oligómeros y monómeros) se endurecerán formando una película de tinta sólida y seca.Etiquetas: flexografía
posted by isi @ 4:50 p. m. 1 comments
Flexografía: tintas al aguaLa principal aplicación en flexografía de este tipo de tintas es sobretodo en soportes celulósicos y en determinadas materias plásticas.
PRINCIPALES SOPORTES • cartón ondulado: kraft, estucado, reciclado• papel: satinado, couché, parafinados, celulosa, estucados• polietileno: sacos y bolsas
COMPOSICIÓN• pigmentos: deben ser los adecuados porque el ph de estas tintas influye en ellos• resinas: se utilizan las resinas acrílicas• disolventes: -5% en papel y de un 10% a un 15% en materias plásticas• aditivos: alcalinizantes (solubilizan las resinas como las aminas) yantiespumantes (los antiespumantes tiene las características de tener baja tensión superficial, facilidad para extenderse y insolubilidad parcial en el medio)
CONDICIONES QUE REQUIERE UNA TINTA AL AGUA- estabilidad al stock (para tintas vírgenes: stock de 5 meses, para tintas diluidas: stock de 7 días)- capacidad de alargamiento(disolución de un 19% a 22" para trabajos en máquina)- buena resistencia al frote- buena transferencia del cliché al soporte- no formación de espuma en máquina (los problemas que podemos encontrarnos son: exceso de fibras de papel, antiespumante no adecuado, o emulsión por aire introducido por la propia máquina)- que sean parafinables en determinados casos- calidad
- colorido
VENTAJAS DE LAS TINTAS AL AGUA• reducida contaminación, lo que supone un bajo costo• peligrosidad reducida
PROBLEMAS DE LAS TINTAS AL AGUA• menor velocidad de secaje• mayor tensión superficial• menos resistencia al calor que las nitrocelulósicas• menos brillo que las nitro de base solvente, son más mate• pueden tener problemas de formación de espuma• la limpieza de los elementos que participan en el proceso debe ser la adecuada y efectuarse de inmediato.
Etiquetas: flexografía
posted by isi @ 4:26 p. m. 1 comments
Flexografía: tintas flexográficasLas tintas flexográficas son líquidas y están constituidas por varios elementos de diferente naturaleza.Los principales tipos de tintas flexográficas son:-las tintas base solvente-las tintas base agua-las tintas UV
Una característica importante de las tintas flexográficas es que son transparentes y para darles opacidad se les debe añadir blanco.
Al igual que otras tintas se componen de resinas, materias colorantes (pigmentos/colorantes), disolventes y aditivos.
LOS COMPONENTES•Las resinas pueden ser naturales o sintéticas; las más utilizadas para tintasbase solvente son las poliamidas (disolvente: alcoholes), la nitrocelulosa (disolventes: ésteres y alcoholes) y el poliuretano (disolventes: ésteres y alcoholes); para las tintas base agua se utilizan las acrílicas hidrosolubles (disolvente: agua).•Los pigmentos y colorantes proporcionan el color. Su diferencia estriba en que los colorantes se disuelven y los pigmentos se dispersan.•Los disolventes tienen las siguientes funciones: disuelven perfectamente las resinas, tienen la capacidad de evaporarse y mantienen la viscosidad de las tintas. Podemos distinguir tres tipos de disolventes: el llamado disolvente verdadero, los diluyentes o acelerantes y los retardantes (etoxipropanol y metoxipropanol).Para manejar una tinta en base solvente se requiere de una mezcla de un 80% dealcohol (disolvente) y un 20% de acetato (diluyente).Los principales disolventes conocidos son: alcoholes, ésteres, hidrocarburos, éteres, glicoles, cetonas.•Los aditivos confieren determinadas propiedades a las tintas tales como resitencia al roce o un mayor brillo, etc. Los principales aditivos son:
ceras, antioxidantes, plastificantes, antiespumantes, tensioactivos, promotores de adherencia, otros.•El barniz es el resultado de la disolución de las resinas con los disolventesy actúa como vehículo del pigmento.
PROPIEDADESLas principales propiedades de las tintas vienen dadas por cualidades como:-la viscosidad (22", ford 4, 20ºC)-color-intensidad-tonalidad-brillo-poder cubriente-limpieza de tono-reología: viscosidad, resistencia, tack-secado...
* si los datos de medición de la viscosidad de una tinta no contemplan la temperatura, se estipula que ésta es de 21º C.
* recordar que hay dos tipos de viscosidad: la viscosidad estática y la viscosidad dinámica, las medicionesde viscosidad se realizan con una viscosidad dinámica, es decir, moviendo la tinta para que se homogeneice.
Etiquetas: flexografía
posted by isi @ 3:56 p. m. 2 comments
9 oct. 2006
Flexografía: Grueso de la plancha y Factor C (distorsión unidimensional)Grueso de la plancha en mm.__Factor C (en mm.)0,75 _______________________3,991,70_______________________9.892,03______________________11,972,29______________________13,562,54______________________15,162,72______________________16,282,84______________________17,083,18______________________19,153,94______________________23,944,75______________________29,056,35______________________39,10
Etiquetas: flexografía
posted by isi @ 2:04 p. m. 1 comments
Flexografía: soportesEn flexografía se pueden imprimir toda clase de materiales flexibles de los cuales cabe destacar.

- papel- cartoncillo- cartón ondulado- polietileno (PE)- polipropileno (PP)- poliéster (PET)- cloruro de polivinilo (PVC)- policloruro de vinilideno (PVDC)- celofán (PT, MS, MXXT)- foil de aluminio
Etiquetas: flexografía
posted by isi @ 1:54 p. m. 0 comments
28 sept. 2006
Flexografía: diferentes sistemas de impresión_ formado por 4 rodillos_ formado por 4 rodillos + cuchilla positiva (cuchilla con el mismo sentido del anilox)_ formado por 4 rodillos + cuchilla negativa (cuchilla en sentido contrario alanilox)_ formado por 3 rodillos + sistema de cámara cerrada (rasquetas Dr. Blade)
ejemplos de MAQUINARIA FLEXOGRÁFICA
Stack Type
Tambor central
Etiquetas: flexografía
posted by isi @ 6:46 p. m. 0 comments
27 sept. 2006
Flexografía: definición y aplicacionesLa flexografía es un sistema de impresión directa mediante planchas/formas flexibles, utiliza máquinas rotativas, de corrugado y tintas líquidas (base agua, solvente, ultravioletas...).Este tipo de impresión, se adapta perfectamente a una gran variabilidad de productos. Entre los soportes que utiliza encontramos una primera separación: los absorbentes y los no absorbentes.
· soportes absorbentes: los celulósicos rígidos (cartón ondulado) o los celulósicos no rígidos ( papel, cartón plegadizo)
· soportes no absorbentes: los plásticos (polietilenos, polipropilenos, poliésteres...)
Ámbito de aplicación- bolsas y sacos de papel y materias plásticas- etiquetas autoadhesivas- cajas de cartoncillo- cajas de cartón ondulado (corrugado)- papel de envoltorio- papeles decorativos- materiales complejos para envases alimentarios (briks, congelados...)- films plásticos para envasado automático
http://preimpressio.blogspot.com/search/label/flexograf%C3%ADa
Related Documents











