Welding Automation solutions from ESAB A full line of welding automation equipment for every application, industry and environment.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Welding Automation solutions from ESAB
A full line of welding automation equipment for every application, industry and environment.


Contents
Controllers and power sources 3
Welding tractors 11
Welding heads 31
Columns and booms 41
Carriers and gantries 51
Accessory components 55
Handling equipment 71
Special applications 87

Controllers& Power Sources

• ForusewithESABautomaticDCpowersourcesLAF631/1001/1251/1601andACpowersourcesTAF801/1251.
• CAN-bussystemfordatatransfer.
• Preparedforsubmergedarcwelding(SAW),gasmetalarcwelding(GMAW)andarcgouging.
• User-friendlycleartextmenus.
• Selectableweldingprocess.
• Memoryfor255parametersets.
• Constantcurrentorconstantwirespeed.
• Encoder-controlledmotorsfortopperformancemotioncontrol.
• USBportfordataback-upandtransfer.
• UsedweldingparameterscanbestoreddirectlyonaUSBmemorydrive.
• DocumentationofusedweldingparametersonPCorthroughLANwithWeldPoint™.
• Five“softkeys”canbeconfiguredaccordingtooperatorpreferences.
Technical DataConnectionvoltagefromthepowersource 42VAC,50/60Hz
Connectionpower max900VA
MotorconnectionadjustedforESAB’sA2andA6motors connectionof2motors,motorcurrent6Acont.,max10A
Speedcontrol feedbackfrompulseencoder
Weldingspeed,m/min(ipm) 0.1-2.0(4-79)dependingontravelcarriage
Max.manualtravelspeed,m/min(ipm) 2.0(79)
Consumablewirefeedspeed,m/min(ipm) 0.3-25(12-984)dependingonwirefeedunit
Valveoutput 1pc,42VAC,0.5A
Inputs forconnectionofsensorsorlimitswitches
Connectiontopowersource Burndycontact12-poles
Maxambienttemperature,°C(°F) 45(113)
Minambienttemperature,°C(°F) -15(5)
Relativehumidity(ofair) 98%
Dimensions,LxWxH,mm(in.) 246x235x273(7x9.25x11)
Weight,kg(lbs) 6.6(14.5)
Enclosureclass IP23
Ordering InformationA2-A6processcontrollerPEK 0460504880
Adjustable sun shield forbetter visibility for outdoor use
Options & AccessoriesI/O-Module 0462080001Setofconnectors 0462119880Cablerestrainingbracket 0460861880
A2-A6 Process Controller PEKForusewithESABCAN-controlledpowersourcesandmotors
4
Controllers & Power Sources
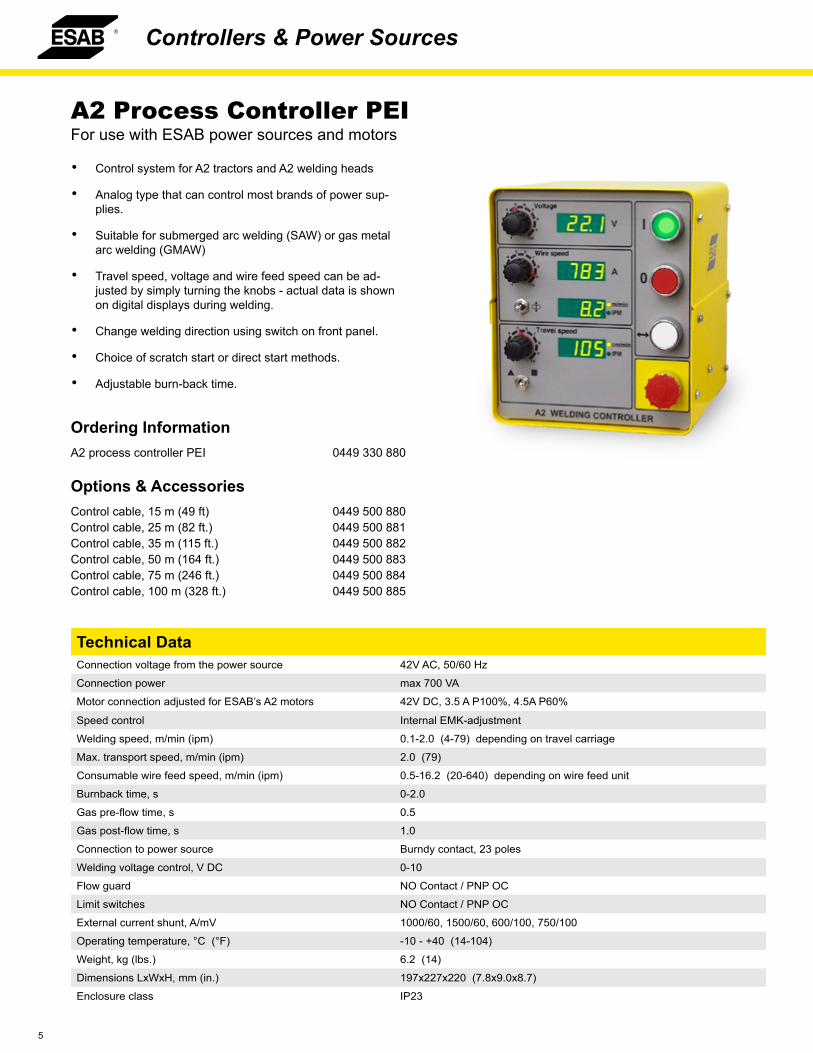
A2 Process Controller PEIForusewithESABpowersourcesandmotors
Options & AccessoriesControlcable,15m(49ft) 0449500880Controlcable,25m(82ft.) 0449500881Controlcable,35m(115ft.) 0449500882Controlcable,50m(164ft.) 0449500883Controlcable,75m(246ft.) 0449500884Controlcable,100m(328ft.) 0449500885
• ControlsystemforA2tractorsandA2weldingheads
• Analogtypethatcancontrolmostbrandsofpowersup-plies.
• Suitableforsubmergedarcwelding(SAW)orgasmetalarcwelding(GMAW)
• Travelspeed,voltageandwirefeedspeedcanbead-justedbysimplyturningtheknobs-actualdataisshownondigitaldisplaysduringwelding.
• Changeweldingdirectionusingswitchonfrontpanel.
• Choiceofscratchstartordirectstartmethods.
• Adjustableburn-backtime.
Ordering InformationA2processcontrollerPEI 0449330880
Technical DataConnectionvoltagefromthepowersource 42VAC,50/60Hz
Connectionpower max700VA
MotorconnectionadjustedforESAB’sA2motors 42VDC,3.5AP100%,4.5AP60%
Speedcontrol InternalEMK-adjustment
Weldingspeed,m/min(ipm) 0.1-2.0(4-79)dependingontravelcarriage
Max.transportspeed,m/min(ipm) 2.0(79)
Consumablewirefeedspeed,m/min(ipm) 0.5-16.2(20-640)dependingonwirefeedunit
Burnbacktime,s 0-2.0
Gaspre-flowtime,s 0.5
Gaspost-flowtime,s 1.0
Connectiontopowersource Burndycontact,23poles
Weldingvoltagecontrol,VDC 0-10
Flowguard NOContact/PNPOC
Limitswitches NOContact/PNPOC
Externalcurrentshunt,A/mV 1000/60,1500/60,600/100,750/100
Operatingtemperature,°C(°F) -10-+40(14-104)
Weight,kg(lbs.) 6.2(14)
DimensionsLxWxH,mm(in.) 197x227x220(7.8x9.0x8.7)
Enclosureclass IP23
5
Controllers & Power Sources

Power Sources LAF 631, 1001, 1251 and 1601DCpowersourcesforsubmergedarcwelding(SAW)orgasmetalarcwelding(GMAW)
• Three-phase,fan-cooledDCweldingpowersourcesdesignedforhighproductivityautomatedsubmergedarcwelding(SAW)orhighproductivitygasmetalarcwelding(GMAW).
• UsedincombinationwithESAB’sA2-A6equipmentrangeandtheA2-A6PEKorA2PEIprocesscontrollers.
• Goodarcstabilityatbothhighandlowarcvoltages.
• Adjustandmonitortheweldingparametersonthepowersourcefromthefrontpaneloftheprocesscontroller(PEKorPEI).
• Weldingcurrentrangecanbeextendedbyconnectingtwopowersourcesinparallelforthemostdemandingapplica-tions.
• PowersourcepreparedforcommunicationusingmoststandardprotocolslikeTCP/IP(LAN),CANorevenstraightcommunicationwithaPLC.Optionalcommunica-tionmodulesmightbeneededdependingonthetypeofprotocolused.
• IdealforSAWapplicationssuchaswindtowercompo-nents,nuclearpowervessels,boilersandshipbuildingapplications
• IdealforGMAWapplicationssuchasweldingtherootpassinheavypipeproduction.
Ordering InformationLAF631 0460512880LAF1001 0460513880LAF1251 0460514880LAF1601 0460515880
Options & AccessoriesA2-A6 process controller PEKControlcable,15m(49ft.) 0460910881Controlcable,25m(82ft.) 0460910882Controlcable,35m(115ft.) 0460910883Controlcable,50m(164ft.) 0460910884
A2 process controller PEIControlcable,15m(49ft.) 0449500880Controlcable,25m(82ft.) 0449500881Controlcable,35m(115ft.) 0449500882Controlcable,50m(164ft.) 0449500883Controlcable,75m(246ft.) 0449500884Controlcable,100m(328ft.) 0449500885WheelsetLAF631 0457787880
6
Controllers & Power Sources

Power sources LAF 631, 1001, 1251 and 1601
Technical Data LAF 631 LAF 1001 LAF 1251 LAF 1601
Mainssupply,3ph50Hz,V 400/415 400/415/500 400/415/500 400/415/500
Mainssupply,3ph60Hz,V 440 400/440/550 400/440/550 400/440/550
Current100%,50/60Hz,A 52 64/64/52 99/99/80 136/136/108
Fuse,slow,50/60Hz,A 63 63 100/100/80 160/160/125
Maximumloadat:100%dutycycle,A/V80%dutycycle,A/V60%dutycycle,A/V
630/44-800/44
800/44-1000/44
1250/44--
1600/44--
Settingrange,A/VGMAWSAW
50/17-630/4430/21-800/44
50/17-1000/4540/22-1000/45
60/17-1250/4440/22-1250/44
-40/22-1600/46
Opencircuitvoltage,V 54 52 51 54
Opencircuitpower,W 150 145 220 220
Efficiency 0.84 0.84 0.87 0.86
Powerfactor 0.90 0.95 0.92 0.87
Enclosureclass IP23 IP23 IP23 IP23
Dimensions,LxWxH,mm(in.) 670x490x930(26x19x37)
646x552x1090(25x22x43)
774x598x1428(30.5x23.5x56)
774x598x1428(30.5x23.5x56)
Weight,kg(lbs.) 260(573) 330(727.5) 490(1080) 585(1290)
Applicationclass S S S S
Thissymbolindicatesthattheweldingpowersourcemaybeusedinareaswithanincreasedelectricalhazard,e.g.areaswheretheelectricalhazardisincreasedduetotheproximitytoearthedmetalobjectsand/ordampness.
S
LAF 631 in combination with MechTrac and GMH
7
Controllers & Power Sources

Power sources TAF 801 and 1251SquarewaveACpowersourcesforsubmergedarcwelding(SAW)
• SquarewaveACpowersourcesthatconvertthesecond-aryvoltagefromasinuswaveviaathyristor-controlledrectifierbridgetoasquarewavearcvoltagewithexcellentstrikecharacteristicsandgoodweldingproperties.
• Capacityforcontinuouswelding.
• Arcvoltagepre-set.
• Reliablesquarewavestriking.
• Arcvoltageorcurrentfeedback.
• Optimizedopencircuitvoltage.
• Compensationofmainssupplyfluctuation.
• Voltagedropcompensationforlongweldingcables.
• Highpowerfactorensuringlowpowerconsumption.
• Designedforeasymaintenance.
• Safetycontrolvoltage,42V.
• PreparedforScottconnectionoftwopowersources.
• UsedincombinationwithESAB’sA2-A6equipmentrangeandtheA2-A6PEKorA2PEIprocesscontrollers.
• PowersourcepreparedforcommunicationusingmoststandardprotocolslikeTCP/IP(LAN),Anybus,Profibus,CANorevenstraightcommunicationwithaPLC.
Ordering InformationTAF801 0460516880TAF1251 0460517880
Options & AccessoriesControlcable,15m(49ft.) 0460910881Controlcable,25m(82ft.) 0460910882Controlcable,35m(115ft.) 0460910883Controlcable,50m(164ft.) 0460910884
Technical Data TAF 801 TAF 1251
Mainssupply,1ph50Hz,V 400/415/500 400/415/500
Mainssupply,1ph60Hz,V 400/440/550 400/440/550
Maximumloadat:100%dutycycle,A/V60%dutycycle,A/V
800/441000/44
1250/441500/44
Settingrange,A/V 300/28-800/44 400/28-1250/44
Opencircuitvoltage,V 71 72
Opencircuitpower,W 230 230
Efficiency 0.86 0.86
Powerfactor 0.75 0.76
Dimensions,LxWxH,mm(in.) 774x598x1428(30.5x23.5x56) 774x598x1428(30.5x23.5x56)
Weight,kg(lbs) 495(1091) 608(1340)
Enclosureclass IP23 IP23
Applicationclass S S
8
Controllers & Power Sources

Beyond expectationThe all new Aristo® 1000 AC/DC SAW
Available 2012


WeldingTractors
12
Welding Tractors
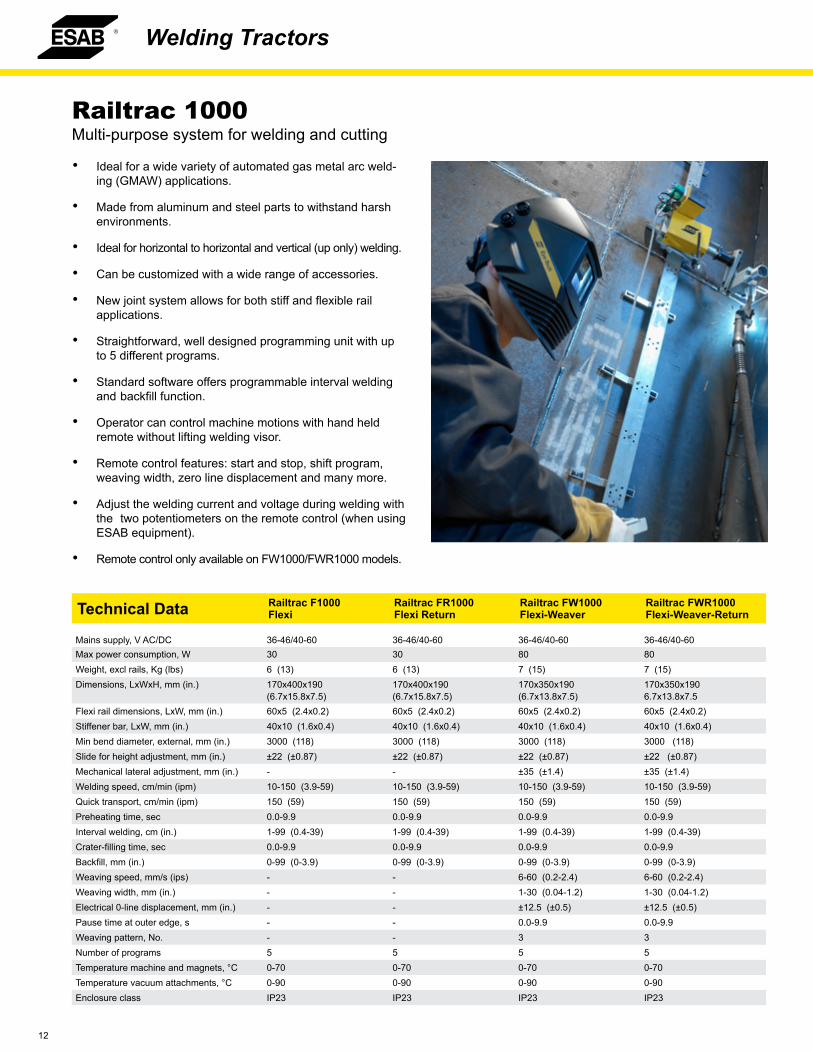
Railtrac 1000Multi-purpose system for welding and cutting
• Ideal for a wide variety of automated gas metal arc weld-ing (GMAW) applications.
• Made from aluminum and steel parts to withstand harsh environments.
• Ideal for horizontal to horizontal and vertical (up only) welding.
• Can be customized with a wide range of accessories.
• Newjointsystemallowsforbothstiffandflexiblerail applications.
• Straightforward, well designed programming unit with up to 5 different programs.
• Standard software offers programmable interval welding andbackfillfunction.
• Operator can control machine motions with hand held remote without lifting welding visor.
• Remote control features: start and stop, shift program, weaving width, zero line displacement and many more.
• Adjust the welding current and voltage during welding with the two potentiometers on the remote control (when using ESAB equipment).
• Remote control only available on FW1000/FWR1000 models.
Technical Data Railtrac F1000Flexi
Railtrac FR1000Flexi Return
Railtrac FW1000Flexi-Weaver
Railtrac FWR1000Flexi-Weaver-Return
Mains supply, V AC/DC 36-46/40-60 36-46/40-60 36-46/40-60 36-46/40-60Maxpowerconsumption,W 30 30 80 80Weight,exclrails,Kg(lbs) 6 (13) 6 (13) 7 (15) 7 (15)Dimensions,LxWxH,mm(in.) 170x400x190
(6.7x15.8x7.5)170x400x190(6.7x15.8x7.5)
170x350x190(6.7x13.8x7.5)
170x350x1906.7x13.8x7.5
Flexiraildimensions,LxW,mm(in.) 60x5(2.4x0.2) 60x5(2.4x0.2) 60x5(2.4x0.2) 60x5(2.4x0.2)Stiffenerbar,LxW,mm(in.) 40x10(1.6x0.4) 40x10(1.6x0.4) 40x10(1.6x0.4) 40x10(1.6x0.4)Minbenddiameter,external,mm(in.) 3000 (118) 3000 (118) 3000 (118) 3000 (118)Slide for height adjustment, mm (in.) ±22 (±0.87) ±22 (±0.87) ±22 (±0.87) ±22 (±0.87)Mechanical lateral adjustment, mm (in.) - - ±35 (±1.4) ±35 (±1.4)Welding speed, cm/min (ipm) 10-150(3.9-59) 10-150(3.9-59) 10-150(3.9-59) 10-150(3.9-59)Quick transport, cm/min (ipm) 150(59) 150(59) 150(59) 150(59)Preheating time, sec 0.0-9.9 0.0-9.9 0.0-9.9 0.0-9.9Interval welding, cm (in.) 1-99(0.4-39) 1-99(0.4-39) 1-99(0.4-39) 1-99(0.4-39)Crater-fillingtime,sec 0.0-9.9 0.0-9.9 0.0-9.9 0.0-9.9Backfill,mm(in.) 0-99(0-3.9) 0-99(0-3.9) 0-99(0-3.9) 0-99(0-3.9)Weaving speed, mm/s (ips) - - 6-60 (0.2-2.4) 6-60 (0.2-2.4)Weaving width, mm (in.) - - 1-30 (0.04-1.2) 1-30 (0.04-1.2)Electrical 0-line displacement, mm (in.) - - ±12.5 (±0.5) ±12.5 (±0.5)Pause time at outer edge, s - - 0.0-9.9 0.0-9.9Weaving pattern, No. - - 3 3Number of programs 5 5 5 5Temperature machine and magnets, °C 0-70 0-70 0-70 0-70Temperature vacuum attachments, °C 0-90 0-90 0-90 0-90Enclosure class IP23 IP23 IP23 IP23

13
Welding Tractors
Railtrac 1000Systemconfiguration
Railtrac FW1000 Flexi WeaverThisversionhasaflexiblecombi-railandaweaverforweavingin many different patterns. It is also equipped with a remote-controlled unit with a user-friendly design.
Railtrac FWR1000 Flexi Weaver ReturnLiketheFlexiWeaver,thissystemhasaweavingunit,butitalso has adjustable start, stop and return facilities. Equipped with a remote control unit with a unique design, this is a very advanced solution for a number of applications.
Railtrac F1000 FlexiAmechanizedsystemwithaflexiblecombi-rail,suitableforboth inside and outside welding and cutting along sharp curves as well as straight surfaces. This model is also suitable for thermal cutting.
Railtrac FR1000 Flexi ReturnRailtrac FR1000 has the combi-rail and facilities for movable start and stop for automatic return for any length. This system isidealforuseinfixedinstallationsorwhereaweldisrepeatedover and over again.

14
Welding Tractors
Railtrac 1000
Ordering InformationRailtracF1000Flexi 0398146002RailtracFR1000FlexiReturn 0398146003RailtracFW1000FlexiWeaver 0398146012RailtracFWR1000FlexiWeaverReturn 0398146013
Options & AccessoriesStandardWeaving unit*Control unitRemote control*Universal torch holder with slideAutomatic start and stop function**
ComponentsFlexiblealu-rail,2.5m(8ft.) 0398146115Flexiblealu-rail,2.5m(8ft.),8magnets 0398146112Flexiblealu-rail,2.5m(8ft.),vacuumattachments 0398146113StiffenerBar,2.5m(8ft.) 0398146116Magneticattachment90°,atleast8/2.5m(8/8ft.) 0398146100Vacuumattachment90°,atleast4/2.5m(4/8ft.) 0398146104Vacuumattachment200°,atleast4/2.5m(4/8ft.)0398146105Screwattachmentforstiffenedrail 0398146114
* FW1000/FWR1000 only ** FR1000/FWR1000 only
AccessoriesTorchholder 0398145101Universalpivotedtorchholder 0398145104AttachmentforIMPcuttingtorch 0398145260Torchangleattachment 0398145215Tiltunitforweavingunit* 0398145200Turningunitforweavingunit* 0398145201Floatinghead 0398145211IMPcuttingtorch 0398145250Transportandstoragebox 0398145199Control cable, 5 m (16.4 ft.) 0457 360 880AristoFeed wire feeder adaptor kit 0458 757 881Universal control cable, 5 m (16.4 ft.) 0457 360 881Transformer kit 0457 467 880

15
Welding Tractors
Railtrac Orbital WThe machine to automate your tube welding
• The Railtrac Orbital W is a superb alternative if you wish to automate your tube welding.
• It is ideal for use with ESAB’s semi-automatic power sources and feed units.
• The Railtrac Orbital W is a small, compact motor-powered tractor.
• A standard ESAB welding torch can be attached quickly. Two motors guarantee an even, stable movement on the rail.
• Thecontrolboxallowsyoutocontrolthefollowingparam-eters and store 5 different welding programs:
• Start and stop
• Shift program
• Travel or welding direction
• Travel or welding speed
• Weaving width
• Zero line displacement
• Welding current (wire feed speed)
• Welding voltage
• Backfillfunction
Technical DataControl voltage, V AC 36-46
Power, W 90
Connection Burndy, 12 pins
Welding speed, cm/min (ipm) 5-99(2-39)
Slide for height adjustment, mm (in.) ±22(±0.9)
Weaving speed, mm/sec. (ips.) 6-60 (0.2-2.4)
Weaving width, mm (in.) 1-30 (0.04-1.2)
Pause time at outer edge, s 0.0-9.9
Electrical 0-line displacement, mm (in.) ±12.5 (±0.5)
Number of programs 5
Dimensions(LxWxH),mm(in.) 312x327x181(12.3x12.9x7.1)
Weight, kg (lbs) 8 (17.6)
Enclosure class IP 23
Options & AccessoriesFloatinghead 0398145211Orbitalring15.2cm(6in.) 0449900706Orbitalring20.3cm(8in.) 0449900708Orbitalring25.4cm(10in.) 0449900710Orbitalring30.5cm(12in.) 0449900712Orbitalring35.5cm(14in.) 0449900714Orbitalring40.6cm(16in.) 0449900716Orbitalring45.7cm(18in.) 0449900718Orbitalring50.8cm(20in.) 0449900720Orbitalring55.8cm(22in.) 0449900722Orbitalring60.9cm(24in.) 0449900724Orbitalring66.4cm(26in.) 0449900726
Larger ring sizes available on request
Ordering InformationRailtracOrbitalW 0398146032

16
Welding Tractors
Railtrac BV/BVR 1000Programmableequipmentforhardfacingandrepairofrailprofiles
• Lightweight makes it quick and easy to remove the aluminum travel beam from rail or crossing and simple to restore to its original position on the workpiece.
• It can be used with a number of different power sources and wire feeder combinations.
• Precise adjustments of the weaving pattern, travel speed and zero line can all be achieved during welding.
• Welding parameters are adjustable from the remote control.
• IP 23 enclosure class makes it suitable for use outdoors.
• Control voltage level of 42V AC is safe for use anywhere.
Technical DataConnection voltage, V AC / V DC 36-46 / 40-60
Max.outputconsumption,W 80
Weightexcl.rail,kg(lbs.) 7 (15.4)
Weight of rail 2 m (6.5 ft.), kg (lbs.) 4 (8.8)
Slide for adjusting height of torch, mm (in.) ±22(±0.9)
Mechanical lateral adjustment, mm (in.) 200(7.9)
Gun attachment universal, mm (in.) Ø 12-36 (Ø 0.5-1.4)
Max.effectiveweldlength,mm(in.) 1500(59)
Welding speed, cm/min (ipm) 10-150(0.2-59)
Fast transport speed, cm/min (ipm) 150(59)
Weaving speed, mm/s (ips) 7-50 (0.3-2.0)
Weaving width (W), mm (in.) 1-80 (0.04-3.1)
Zero-line shift, mm (in.) 25 / ±12.5 (1.0 / ±0.5)
Programmable edge length (L), cm (in.) 6-99(2.4-39)
Number of programs BV: 4, BVR: 6
Enclosure class IP23
Ordering InformationRailtracBV1000* 0398145002RailtracBVR1000* 0398145003
* Complete, excluding welding equipment
Options & Accessories
Torchholder 0398145101

17
Welding Tractors
Tramtrac™ IIAcost-efficientandflexiblesolutionfortherepairofembeddedcitystreetcarrails.
• Tramtrac™ II is ESAB’s latest equipment for the repair of embedded grooved city streetcar rails.
• Usingthefluxcoredarcwelding(FCAW)processwithself-shielded wires, instead of the conventional submerged arc welding (SAW) process, provides a number of advan-tagesintermsofeaseofuseandcost-efficiency.
• The FCAW process makes Tramtrac™ II a small and ultra light-weight solution.
• Easy to store and move around from site to site.
• The tractor can be hand-carried and is easily installed and removed on and off the rail, allowing streetcars to pass within a controlled safety environment.
Technical DataControl voltage, V AC 36-46
Power, W 90
Welding speed, mm/min (ipm) 30-100(1.2-3.9)
DimensionsLxWxH,mm(in.) 600x300x150(23.6x11.8x5.9)
Weight without consumables, kg (lbs.) 12 (26.5)
Ordering InformationTramtrac™ II 0814 721 880
Options & Accessories
Connection cable 10 m (33 ft.) 0457 360 884Origo™MIG410 0349302408Origo™MIG320 0349303562Magnetic return cable & clamp 0000 500 415OKTubrodur14.71,1.6mm(1/16in.) 1471167730OKTubrodur15.65,1.6mm(1/16in.) 1565167730

19
Welding Tractors
Miggytrac 2000The perfect complement to your GMAW power source
• Ideal for long welds eliminating stressful welding positions for the welder.
• The tractor is held in the correct position on the workpiece with a magnet, even if the workpiece is bent or angled.
• Guide wheels adjust to allow the unit to drive itself against the workpiece.
• Program for intermittent welding.
• Setlengthofweldanddistancebetweenweldsfrom1-99cm(0.4-39in.)
• High-speedtravelbetweenwelds-250cm/min(98ipm) -forincreasedefficiency.
• Backfillfunctionforcraterfillingattheendoftheweld.
• Adjust the welding current and voltage during welding with the two potentiometers on the control panel (when using ESAB equipment).
Ordering InformationMiggytrac 2000 0457 358 880
Options & AccessoriesESAB control cable, 5 m (16.4 ft)* 0457 360 880ESABAristoFeedadaptorkit** 0459681880Universal control cable, 5 m (16.4 ft)*** 0457 360 881Welding screen 0457 463 881
* 12 pin male-23 pin male Burndy style Origo™ Feed and Aristo™Feed feeders** Required for connection of Miggytrac to Aristo™ Feed feeders*** 12 pin male Burndy style-open end). Requires user-supplied plug to connect cable to OEM feeders).
Technical DataControl voltage, V AC 36-46
Power, W 40
Welding speed, mm/min (ipm) 150-1500(6-59)
Fast travel speed, cm/min (ipm) 250(98.4)
Programmable interval welding, cm (in.) 1-99(0.4-37)
Linear slide stroke length (horizontal), mm (in.) ±17 (±0.67)
Remote control outlet Volt and ampere(wire feed speed)
Connection Burndy, 12 pins
Craterfilltime,s 0-9.9
Backfill,cm(in.) 0-9.9(0-4)
Dimensions,LxWxH,mm(in.) 330x260x360(13x10x14)
Weight, kg (lbs) 9.5(21)

18
Welding Tractors
Miggytrac 1001The perfect complement to your GMAW power source
• Small, compact, motorized tractor.
• Easy to attach to ESAB welding torch.
• The tractor is held in position on the workpiece with a magnet, even if the workpiece is bent or angled.
• Remote-controlled travel.
• Start/stop function from the remote control panel.
• Travel speed settings of 150-1200 mm/min (6-47 ipm), wire feed speed and voltage all functions of the remote control.
• Significantlyincreasedweldingspeed,especiallywhenusing cored wire.
Technical DataControl voltage, V AC 36-46
Power, W 20
Welding speed, mm/min (ipm) 150-1200 (6-47)
Remote control outlet Volt and ampere (wire feed speed)
Connection Burndy, 12 pins
Dimensions,LxWxH,mm(in.) 266x257x267(10.5x10x10.5)
Weight, kg (lbs.) 7 (15.4)
Ordering InformationMiggytrac 1001 0457 357 881
Options & AccessoriesESAB control cable, 5 m (16.4 ft)* 0457 360 880ESABAristoFeedadaptorkit** 0459681880Universal control cable, 5 m (16.4 ft)*** 0457 360 881Welding screen 0457 463 880
* 12 pin male-23 pin male Burndy style Origo™ Feed and Aristo™Feed feeders** Required for connection of Miggytrac to Aristo™ Feed feeders*** 12 pin male Burndy style-open end). Requires user-supplied plug to connect cable to OEM feeders)

20
Welding Tractors
A2 Multitrac with A2 Process Controller PEIThe universal welding tractor for better welding economy
• Can be connected to most analog, DC power supplies.
• Compactandefficientdesignallowsforeasymovement between workpieces.
• Self-propelled, four-wheel drive for stable, accurate and constant operation.
• A2 process controller PEI allows simple setting of travel speed, voltage and wire feed speed.
• Heavy-dutyfeedunitensuresanevenandstablewirefeed for top quality, homogenous welding.
• Horizontal,verticalandrotaryslidesallowforquickadjust-ment of the nozzle into various positions.
• Reliable mechanical components, even under harsh work-ing conditions.
• Easy to use control equipment with different start methods; direct start or scratch start.
• Wide range of accessories available.
• Units available for gas metal arc welding (GMAW) and submerged arc welding (SAW)
Ordering InformationA2MultitracSAW,PEI 0449360880A2MultitracSAWTwin,PEI 0449360881A2MultitracGMAW,PEI 0449361880
Technical Data Single SAW Twin SAW GMAW
Wire diameters, mm (in.)- Steel- Stainless steel- Cored wire- Aluminum
1.6-4.0 (1/16-5/32)1.6-4.0 (1/16-5/32)1.6-4.0 (1/16-5/32)-
2x1.2-2.5(2x(0.45x3/32))2x1.2-2.5(2x(0.45x3/32))--
0.8-1.6 (.030-1/16)0.8-1.6 (.030-1/16)1.2-2.4 (.045-3/32)1.2-1.6 (.045-1/16)
Maxwirefeedspeed,m/min(ipm) 9(354) 9(354) 16 (630)
Wire reel weight, kg (lbs.) 30 (66) 2x15(2.2x33) 30 (66)
Fluxhoppercapacity,l(gal.) 6 (1.4) 6 (1.4) -
Permissible load 100%, A 800 800 600
Control voltage, V AC 42 42 42
Travel speed, m/min (ipm) 0.1-1.7 (4-67) 0.1-1.7 (4-67) 0.1-1.7 (4-67)
Linear slides stroke length, mm (in.) 90(3.5) 90(3.5) 90(3.5)
Rotary slide setting angle 360° 360° 360°
Weight,exclwireandflux,kg(lbs.) 47 (103) 47 (103) 43(95)
Options & AccessoriesGuide wheel bogie 0413 542 880Idlling roller 0333 164 880Guide bar 3 m (10 ft.) 0154 203 880V-guidewheel 0333098881V-wheeltrack in steel 0443 682 881Loop for connection of two tractors 0334 680 881Laser lamp kit 0821 440 880Lincoln Electric interface 34351LMiller interface 34351M

21
Welding Tractors
A2 Multitrac with A2-A6 Process Controller PEKThe universal welding tractor for submerged arc welding and gas metal arc welding
• TheA2MultitracwiththeA2-A6processcontrollerPEKis available for both submerged arc welding (SAW) and gas metal arc welding (GMAW).
• Choose single or twin wire for submerged arc welding (SAW)
• The feed unit secures an even, stable wire-feed speed.
• Four-wheel drive ensures accurate travel speed.
• Digitalcontrolpanelallowsexactpre-setandcontrolofwelding parameters.
• The Multitrac is fully mobile and can easily be moved from one welding station to another. It can also be quickly set-up for different workpieces.
• Designed for use with LAF (DC) or TAF (AC) welding power sources.
Technical Data Single SAW Twin SAW Single GMAW GMAW w/ MTW 600
Wire diameters, mm (in.)- Steel- Stainless steel- Cored wire- Aluminum
1.6-4.0 (1/16-5/32)1.6-4.0 (1/16-5/32)1.6-4.0 (1/16-5/32)-
2x1.2-2.5(2x(0.45x3/32))2x1.2-2.5(2x(0.45x3/32))--
0.8-1.6 (.030-1/16)0.8-1.6 (.030-1/16)1.2-2.4 (.045-3/32)1.2-1.6 (.045-1/16)
1.0-1.6 (.040-1/16)1.0-1.6 (.040-1/16)1.0-2.4 (.040-3/32)1.0-2.0 (.040-5/64)
Maxwirefeedspeed,m/min(ipm) 9(354) 9(354) 16 (630) 25(984)
Wire reel weight, kg (lbs.) 30 (66) 2x15(2.2x33) 30 (66) 30 (66)
Fluxhoppercapacity,l(gal.) 6 (1.4) 6 (1.4) - -
Permissible load 100%, A 800 800 600 600
Control voltage, V AC 42 42 42 42
Travel speed, m/min (ipm) 0.1-1.7 (4-67) 0.1-1.7 (4-67) 0.1-1.7 (4-67) 0.1-1.7 (4-67)
Linear slides stroke length, mm (in.) 90(3.5) 90(3.5) 90(3.5) 90(3.5)
Rotary slide setting angle 360° 360° 360° 360°
Weight,exclwireandflux,kg(lbs.) 47 (103) 47 (103) 43(95) 43(95)
Ordering InformationA2MultitracA2TF,SAW,PEK 0461233880A2MultitracA2TF,SAWTwin,PEK 0461233881A2MultitracA2TG,GMAW,PEK 0461234880A2MultitracA2TG,GMAW4WD,MTW600,PEK 0451234881
Options & AccessoriesGuide wheel bogie 0413 542 880Idlling roller 0333 164 880Guide bar 3 m (10 ft.) 0154 203 880V-guidewheel 0333098881V-wheeltrack in steel 0443 682 881Loop for connection of two tractors 0334 680 881Laser lamp kit 0821 440 880

22
Welding Tractors
A2 Tripletrac A2TFThe superb welding tractor for internal circumferential welding
• For increased productivity and quality.
• Ideal for internal circumferential welding of large cylindrical objects that are rotating on a turning roll system.
• Heavy-dutyfeedunitsecuresevenandstablewirefeedfor top quality, homogenous welds.
• DeliveredwitheitherthedigitalA2-A6PEKortheanalogA2 PEI process controller.
• Unique steering system allows operator to simultaneously adjust the wheel and torch position for accurate and effort-less seam tracking.
• Control equipment is easy to use and requires minimal training.
• Choose between start methods, burn-back times and other settings.
Ordering InformationA2TripletracwithPEK 0461236880A2TripletracwithPEI 0449430881
Options & AccessoriesLaser lamp kit 0821 440 880Utilitylight,incltransf.and50m(164ft.)cable 0449443880FluxrecoveryunitOPC 0148140880Bracketsuction 0332947880Fluxhopperofsiluminalloy,6l(1.4gal) 0413315881Concentricfluxfeedingfunnel(included) 0145221881Contact tube, bent 0413 511 001Wire reel, plastic 30 kg (66 lbs.) 0153 872 880Wirereel,steel,fixedwidth30kg(66lbs.) 0416492880Wirereel,steel,flexiblewidth30kg(66lbs.) 0449125880Wire reel, steel, Ø 220 mm (8.6 in.) 0671 164 080
Technical DataWire diameters, mm (in.)
- Steel- Stainless steel- Cored wire
1.6-4.0 (1/16-5/32)1.6-4.0 (1/16-5/32) 1.6-4.0 (1/16-5/32)
Maxwirefeedspeed,m/min(ipm) 9(354)
Wire reel weight, kg (lbs.), W 30 (66)
Fluxhoppercapacity,l(gal.) 6 (1.4)
Permissible load 100%, A 800
Control voltage, V AC 42
Travel speed, m/min (ipm) 0.1-1.7 (4-67)
Linear slides stroke length, mm (in.) 90(3.5)
Rotary slide setting angle 360°
Maxinclinationforthetractor 5°
Weight,excl.wireandflux,kg(lbs.) 47 (103)

23
Welding Tractors
A6 Mastertrac A6TF (SAW)Forefficientsubmergedarcwelding
• Self-propelled, four-wheel drive, automatic welding machine.
• Easy to move with quick set-up for different workpieces.
• Suitable for heavy production welding with capacity for up to 6 mm (0.24 in.) wire using 1500A direct or alternating current.
• Designed for use with LAF (DC) or TAF (AC) welding power sources.
• Three different designs:
• Single: available with standard or high speed motor
• Twin-Arc:withasimpleadd-onfortheextrawire,youcan convert an A6 Single Mastertrac into a highly pro-ductiveautomatictwin-arcwelderforfilletandbuttweldswithouttheuseofanextramachineorpowersource.
• Tandem: the high deposition rate using a multi-electrode system increases productivity substantially. By selecting different combinations of direct and alternating currents, the A6 Tandem Mastertrac can handle any type of welding work resulting in increased profitability.
• Weld mild steel and aluminum solid or cored wire by modi-fying an A6 Single Mastertrac with an easy conversion kit for gas metal arc welding (GMAW).
• Pre-set and control of welding parameters with the A2-A6 processcontrollerPEK-adigitalcontrolsystemwithdis-play menus; 255 different weld sets can be stored.
Technical Data Single SAW Single GMAW Twin SAW Tandem SAW
Permissible load 100%, A 1500 600 1500 2x1500
Wire diameter, mm (in.) 3.0-6.0 (1/8-1/4) 1.0-3.2 (0.045-1/8) 2x2.0-3.0(2x3/32-1/8) 2x3.0-6.0(2x1/8-1/4)
Wire feed speed, m/min (ipm) 0.2-4.0 (8-157.5) 0.8-16.6 (31.5-653.5) 0.2-4.0 (8-157.5) 0.2-4.0 (8-157.5)
Wire feed speed high, m/min (ipm) 0.4-8.0 (16-315) - 0.4-8.0 (16-315) -
Travel speed, m/min (ipm) 0.1-2.0(4-79) 0.1-2.0(4-79) 0.1-2.0(4-79) 0.1-2.0(4-79)
Control voltage, V AC 42 42 42 42
Wire reel weight, kg (lbs.) 30 (66) 30 (66) 2x30(2x66) 2x30(2x66)
Fluxhoppercapacity,l(gal.) 10 (2.6) - 10 (2.6) 10 (2.6)
Weightexclwireandflux,kg(lbs.) 110 (242.5) 100 (220.5) 110 (242.5) 158 (348)
Ordering InformationA6 Mastertrac A6TF, SAW 0461 235 880A6 Mastertrac A6TF, SAW Twin 0461 235 881A6MastertracA6TF,SAW,highspeed 0461235890A6MastertracA6TF,SAW,Twin,high-speed 0461235891A6 Mastertrac Tandem A6TF, SAW, AC/DC 0461 232 882
Options & AccessoriesHeavy-dutytwinarcconversionkit 0334291889Wire reel, plastic 30 kg (66 lbs.) 0153 872 880Wirereel,steel30kg(66lbs.) 0416492880Wirereel,steel,flexiblewidth30kg(66lbs.) 0449125880Heavy-dutybrakehub 0146967880SAW-GMAWconversionkit 0334299910Stripcladdingkit 0155972880Fluxhopperholderforstripcladding 0148107003Wire reel, steel, strip cladding, 30-100 mm (1.2-4.0 in.) 0671 161 880Fluxrecoverynozzle,stripcladding 0156025001Fluxfunnel 0254900880Fluxinsert 0254900301Angular slide 0671 171 580Laser lamp kit 0821 440 880FluxrecoveryunitOPC 0148140880Bracketsuction 0332947880Idler rollers (2 per automat) 0333 164 880Guide wheel, assembly 0671 125 780Magnet guide rail, 3 m (10 ft.) 0154 203 880
Carbon arc gougingRebuildingkit(usewithcarbonelectrodesØ8.9-12.7) 0153592880VEC-motor,312:1 0145063905
A6 Mastertrac Tandem

24
Welding Tractors
A6-DKThe portable welding machine
• Works with a single wire on each head.
• Each weld head is controlled by the A2-A6 process controllerPEKandLAF(DC)orTAF(AC)powersource.
• Ideal for simultaneous horizontal welding on both sides of a web or through panel.
• Straddles workpieces up to 800 mm (31 in.) tall and symmetricalprofilewidthsof400mm(16in.).
• Travels directly on a workpiece guided by a joint.
• Travelspeedadjustablefrom0.15-2.0m/min(6-79ipm).
• Storeupto10l(2.6gal.)offluxinthehopper.
• EachweldheadisequippedwithOPCfluxrecoverysystem.
Ordering InformationA6-DKSAW,singlewire* 0461237901
*Wire reel, feed rollers and contact jaws must be ordered separately
Options & AccessoriesWire reel, plastic, 30 kg (66 Ibs.) 0153 872 880Wirereel,steel,30kg(66Ibs.) 0416492880
Technical DataPermissible load 100%, A 1500
Travel speed, m/min (ipm) 0.15-2.0(6-79)
Wire feed speed, m/min (ipm) 0.2-4.0 (8-157.5)
Wire reel weight, kg (lbs.) 2x30(2x66)
Wire diameter SAW, mm (in.) 3.0-6.0 (1/8-1/4)
Fluxhoppercapacity(eachweldhead),l(gal.) 10 (2.6)
Weight,exclwireandflux,kg(lbs.) 150 (331)
Straddle opening:Vertical space limitation, mm (in.)Longitudinal.symmetricalextension,mm (in.)
800 (31)
400 (16)

25
Welding Tractors
A2/A6 Tractor Wear Parts
Technical Reference KeyProcess Duty Type Contact Tube Contact Tips/JawsA2 Contact EquipmentSAW, single wire Light-Duty D20 M12
SAW, twin wire Light-Duty D35* M6
GMAW, 2WD Light-Duty D35 M10 or M6 with adaptor
GMAW, 4WD Light-Duty MTW 600 M8
A6 Contact EquipmentSAW, single wire Light-Duty D20 M12
SAW, twin wire Light-Duty D35 M6
SAW, single or twin wire Heavy-Duty D35 Contact Jaws
SAW, compact Heavy-Duty D35 Contact Jaws
GMAW, single wire only Light-Duty D35 M10 or M6 with adaptor
* D35 twin wire adaptor P/N 0333 772 001
Accessories: GMAW MTW 600Wire Diameter Wire Material Type Wear Insert (liner) Typemm (in) Fe SS CW Al Part Number Steel Teflon Teflon Brass Ref. Item1.0 (.040) * * * 0457 625 005 A A
1.0 (.040) * 0457 625 005 B B
1.2 (.045) * * * 0457 625 006 A A
1.4 (.052) * * * 0457 625 008 A A
1.6 (1/16) * * * 0457625009 A A
1.6 (1/16) * 0457625009 B B
1.6 (1/16) * * * 0457 625 010 A A
1.6 (1/16) * 0457 625 010 B B
2.0 (5/64) * * 0457 625 011 D D
2.0 (5/64) * 0457 625 011 C C
2.4 (3/32) * * 0457 625 012 D D
2.4 (3/32) * 0457 625 012 C C
Wire DiameterReference Item Wear Insert (liner) Type mm (in.) Part NumberA Steel Spiral 1.0-1.6 (.040-1/16) 0457 454 002
B TeflonInsert 1.0-1.6 (.040-1/16) 0457619001(tobecuttolengthwhenmounting)
C TeflonInsert 2.0-2.4 (5/64-3/32) 0457619002(tobecuttolengthwhenmounting)
D Brass Tube 2.0-2.4 (5/64-3/32) 0457 620 002

26
Welding Tractors
A2/A6 Tractor Wear Parts
Feed Rollers Wire Diametermm (in.) Part NumberSAW Feed roller, single wire1.0 (.040) 0145 538 8821.2 (.045) 0145 538 8831.6 (1/16) 0218 510 2812.0 (5/64) 0218 510 2822.4-2.5 (3/32) 0218 510 2833.0-3.2 (1/8) 02185102984.0 (5/32) 0218 510 2865.0 (3/16) 0218 510 2876.0 (1/4) 0218 510 288Pressure Roller 0153 148 880SAW Feed roller, single wire, knurled U-groove0.8-1.6 (.030-1/16) 0146 024 8802.0-4.0 (5/64-5/32) 0146 024 8813.0-5.0 (1/8-3/16) V-groove 0218510299Pressure Roller 0153 148 880GMAW Feed roller, single wire, 2WD drive, knurled U-groove 0.8-1.6 (.030-1/16) 0146 024 8802.0-4.0 (5/64-5/32) 0146 024 881Pressure Roller0.8-1.6 (.030-1/16) 0146 025 880*2.0-4.0 (5/64-5/32) 0146 025 881**Shaft for pressure roller 0212901101SAW Feed roller, twin wire2x1.2 2x(.045) 0218 522 4862x1.6 2x(1/16) 0218 522 4882x2.0 2x(5/64) 0218 522 4842x2.4-2.5 2x(3/32) 0218 522 4802x3.0-3.2 2x(1/8) 0218 522 481Pressure roller (spherical type with shaft) 0218 524 580SAW Feed roller, twin wire, knurled-U-groove2x2.0-3.2 2x(5/64-1/8) 0148 772 880Pressure roller (spherical type with shaft) 0218 524 580GMAW Feed roller, single wire, 4WD0.6-0.8 (.023-.030) 03695570010.8-0.9*** (.030-.035) 03695570010.8-1.0 (.030-.040) 03695570021.0-1.2 (.040-.045) 03695570031.0-1.2** (.040-.045) 03695570061.2-1.6 (.045-1/16) 211561.4-1.6 (.052-1/16) 03695570131.6** (1/16) 03695570082.0** (5/64) 03695570092x1.2 2x(.045) 0369557010Pressureroller(flatroller) 0369728001GMAW Feed roller, single wire, knurled, 4WD**1.0-1.2/1.4-1.6 (.040-.045/.052-1/16) 03695570041.4-1.6/2.0-2.4 (.052-1/16/5/64-3/32) 0369557005Pressure roller (knurled roller) 0466 262 001*Not for MTW 600 4WD **Aluminum only *** for Cored Wire
Idling pressure roller
Driving feed roller with groove
Idling pressure rollerDriving feed roller with knurled groove
←Geared driving feed and pressure roller with knurled groove, eg/ soft Tubular wire
←
Spherical idling pressure roller for equally distributed pressure on the two wires
Driving feed with grooves for twin wire system

27
Welding Tractors
A2/A6 Tractor Wear Parts
Contact Tips Wire Diametermm (in.) Part NumberSAW contact tip, M12 for single wire1.6 (1/16) 0154 623 0082.0 (5/64) 0154 623 0072.4-2.5 (3/32) 0154 623 0063.0 (1/8) 0154 623 0053.2 (1/8) 0154 623 0044.0 (5/32) 0154 623 003SAW contact tip, M6 for twin wire2x0.8 2x(.030) 0153 501 0022x1.0 2x(.040) 0153 501 0042x1.2 2x(.045) 0153 501 0052x1.6 2x(1/16) 0153 501 0072x2.0 2x(5/64) 01535010092x2.4-2.5 2x(3/32) 0153 501 010GMAW contact tip, M10 for single wire0.8 (.030) 02580009141.0 (.040) 02580009131.2 (.045) 02580009081.6 (1/16) 02580009092.0 (5/64) 02580009102.4 (3/32) 02580009113.2 (1/8) 0258000915GMAW contact tip, M8 for single wire1.0 (.040) 0457 625 0051.2 (.045) 0457 625 0061.4 (.052) 0457 625 0081.6 (1/16) 04576250092.0 (5/64) 0457 625 0112.4 (3/32) 0457 625 012ESAB contact tip, twin**2.0 (5/64) Q4505590011.6 (1/16) Q4505590022.5 (3/32) Q4505590031.2 (.045) Q450559004* Aluminum only ** For trailer beam welding; for OEM tips, omit “Q” on part number.
D20 - Slim design for im-proved access into narrow V-joints
←
←M12
←M6 ← Guide tubes 0415 032 002
Spiral insert 0334 279 001Nozzle holder 0333 772 001
Contact nozzle x2
←M10 ←
Contact Jaws Wire Diametermm (in.) Part NumberSAW contact jaws for single wire, length 65/58 mm (2.5/2.3 in.)2.0 (5/64) 0332 581 8802.4-2.5 (3/32) 0332 581 8813.0-3.2 (1/8) 02659008804.0 (5/32) 02659008825.0 (3/16) 02659008836.0 (1/4) 0265900884SAW contact jaws for single wire, length 75 mm (3.0 in.)1.6-3.2 (1/16-1/8) 0265901480SAW contact jaws for single wire, length 120 mm (4.7 in.)3.0-3.2 (1/8) 0000 237 3204.0 (5/32) 0000 237 321SAW contact jaws for twin wire, length 58 mm (2.3 in.)2x1.6 2x(1/16) 02659028822x2.0 2x(5/64) 02659028812x3.0-3.2 2x(1/8) 0265902880SAW contact jaws for twin wire, length 73 mm (2.8 in.) w/ guide tube connection2x1.6 2x(1/16) 0808 650 8822x2.0 2x(5/64) 0808 650 8812x3.0-3.2 2x(1/8) 0808 650 880
L=65 mm L=58 mm
L=120 mm
Long contact jaws 120 mm (4.7 in.) for im-proved access to deep joints
L=75 mm
L=58 mm twin
Guide tube for twin wire
←←
M8

28
Welding Tractors
A2/A6 Tractor Wear Parts
Flux Nozzles Part Number
D20 Contact TubeTube 0332948001Clamp 0333094880Fluxhose,0.5m(16’) 0443 383 002Fluxhosefreelength/m 0443 383 001Fluxfunnelcomplete 0145 221 881Insulation sleeve 0333 667 001D35 Contact TubeFluxnozzle,complete 0153299880Tube bent 0153296001Tube holder 0153290002Fluxhose0.5m(16’) 0443 383 002Fluxhosefreelength/m 0443 383 001Fluxfunnel,complete 0254900880Insert 0254900301A2fluxgatew/shut-offvalve 0903787Fluxgatenozzle(18mm) 0708876
Contact Tubes Lengthmm (in.) Part NumberD20 light-duty system100 (3.9) 0413 510 003190 (7.5) 0413 510 002260 (10.2) 0413 510 001260, bent 30o (10.2) 0413 511 001500 (19.7) 0413 510 004Contact clamp 0334 571 880Contact device D20 complete GMAW90 (3.5) 0030465389140 (5.5) 0030 465 388Gas nozzle 0145 227 882Insulating sleeve 0145 226 001Contact tube 0145 534 882Plug 0146099001
Extension 0040979803(158mm)0040979804(108mm)
Guide tube 0415 032 001O-ring22.2x3.0(0.87x1/8) 0190680405O-ring15.3x2.4(.60x3/32) 0190680313O-ring5.3x2.4(.20x3/32) 0190680303D-35 heavy-duty system220 (8.7) 0417959880275 (10.8) 0417959881400 (15.7) 0417959882500 (19.7) 0417959883700 (27.5) 0417959884Clamp half 0809342880Contact device D35 complete twin wire220 (8.7) 0333 852 880275 (10.8) 0333 852 881Nozzle holder 0333 772 001Guide tube 0415 032 001Spiral wire guide insert 0334279001MTW 600 GMAW light-duty system200 (7.8) 0457 455 005250 (9.8) 0457 455 006300 (11.8) 0457 455 007400 (15.7) 0457 455 008Contact device MTW 600 complete singe wireGas nozzle 0457 451 001Splatter protection 0457 452 001Centering sleeve 0457 453 001O-ring 0457 458 001Nozzle adaptor 0808 311 001
1
2
3
1. Tube2. Clamp3. Insert flux hose
D20 Contact Tube
D35 Contact Tube
1
2 3
1. Flux funnel2. Insulation sleeve3. Flux hose
1. Flux nozzle, complete2. Tube bent3. Tube holder4. Flux hose
1
2
3
4
1. Flux funnel2. Insert3. Flux hose
1
2
3
A2 Flux Gate w/ Shut-off Valve
1
2
1. Flux gate2. Nozzle



WeldingHeads

32
Welding Heads
A2S Mini MasterA multi-purpose automatic welding system
• Versatile welding system for single wire submerged arc welding (SAW), twin wire SAW or gas metal arc welding (GMAW).
• Light-weight,compactdesignallowsforgreaterflexibility.
• Modulardesignallowsusertoexpand,integrateormodifythe system quickly and easily.
• Uses A2-A6 PEK or A2 PEI process controller.
• Accurate, easy joint-tracking with manual or motorized slide system and manual PAV or automatic GMH joint tracking.
• The system attaches to any beam travelling carriage or Column & Boom system.
Ordering InformationA2S Mini Master SAW Systems Includes A2-A6 process controller PEK and wire equipmentWithmanualslides90x90mm 0449170900Withmotorizedslides180x180mmandPAV 0449170901Withmotorizedslides180x180mmandGMH 0449170902
Includes A2 process controller PEI and wire equipmentWithmanualslides90x90mm 0449370880Withmotorizedslides180x180mmandPAV 0449370881Withmotorizedslides180x180mmandGMH 0449370882
A2S Mini Master GMAW MTW (4WD) SystemsIncludes A2-A6 process controller PEK and wire equipmentWithmanualslides90x90mm 0449181900Withmotorizedslides180x180mmandPAV 0449181901Withmotorizedslides180x180mmandGMH 0449181902
Includes A2 process controller PEI and wire equipmentWithmanualslides90x90mm 0449380880Withmotorizedslides180x180mmandPAV 0449380881Withmotorizedslides180x180mmandGMH 0449380882
Options & AccessoriesLaserlampkit(forPEK),2m(6.5ft.)cable 0821440880Laserlampkit(forPEK),7m(23ft.)cable 0821440883Thinwirestraightener,singlewire 0332565880
Gas handling equipment, GMAW only:CoolingunitOCE2H,220VAC50/60Hz 0414191881Gashose 0190270101Water-coolinghose 0190315104Arcshield 0334689880
Optional equipment SAW:FluxrecoveryunitOPC 0148140880Fluxcontainer,siluminalloy 0413315881Concentricfluxfunnel0145221881Contacttube,bent 0413511001Wirereel,plastic,30kg(66lbs.) 0153872880Wirereel,steel,30kg(66lbs.) 0416492880Wirereel,steel,flexiblewidth 0449125880Wirereel,steel,Ø220mm(8.7in.) 0671164080
For PEK:Conversionkit,SAWtoGMAWMTW(4WD) 0461248880
Technical Data Single wire SAW Twin wire SAW GMAW GMAW MTW 600w
Wire diameter, mm (in.) Steel Stainless Steel Cored wire Aluminum
1.6-4.0(1/16-5/32)1.6-4.0(1/16-5/32)1.6-4.0(1/16-5/32)-
2x1.2-2.5(2x.045-3/32)---
0.8-1.6(.030-1/16)0.8-1.6(.030-1/16)1.2-2.4(.045-3/32)1.2-1.6(.045-1/16)
1.0-1.6(.040-1/16)1.0-1.6(.040-1/16)1.0-2.4(.040-3/32)1.0-2.0(.040-5/64)
Max.wirefeedspeed,m/min(ipm) 9(354) 9(354) 16(630) 25(984)
Fluxhoppercapacity,l(gal.) 6(1.4) 6(1.4) - -
Max.permissibleload100%,A 800 800 600 600
Control voltage, V AC 42 42 42 42
Linear slide stroke length, mm (in.) 90 (3.5) 90 (3.5) 90 (3.5) 90 (3.5)
Rotary slide setting range 360° 360° 360° 360°

33
Welding Heads
A2 Component System Modularization - PEK
A2 Component System Modularization - PEI
T 1.6 m0449 153 980
S 5.0 m0449 153 985
Manual0449 152 880
Motorized0449 151 880 PAV/GMH
Cables0461 215 880
PAV *
Head0449 155 880
GMH *
Tractor0449 154 880
0449 100 882
PEI0449 330 880
Wire feed Cable kit Slides Control unit Holder Carrier Control unit
SAW Single0449 150 880
SAW Twin0449 150 881
GMAW 2 WD0449 150 882
SAW Single0449 150 900
SAW Twin0449 150 901
GMAW 2 WD0449 150 902
GMAW 4 WD0449 150 903
T 1.6 m0449 153 900
S 5.0 m0449 153 905
Manual0449 152 880
Motorized0449 151 880
PAV/GMHCables0461 215 880
PAV *
Head0449 155 880
*Part numbers for PAV and GMH, see Accessory Components.
*Part numbers for PAV and GMH, see Accessory Components.
GMH *
Tractor0449 154 880
0449 100 883
PEK0460 504 880
Wire feed unit Cable kit Slides Control unit Holder Carrier Control unit

34
Welding Heads
A6S Arc MasterFlexibilityasstandard
• Flexibility,reliabilityandsuperiorperformancecapability.
• Comprehensive component and module system make process customization easy.
• A6 VEC motor for reliable and consistent wire feed.
• Accurate, easy manual PAV or automatic GMH joint tracking with manual slides or joystick-controlled, motor-operated cross slides.
• Capable of heavy-duty gas metal arc welding (GMAW), single/twin wire submerged arc welding (SAW), as well as strip cladding and Synergic Cold Wire (SCW) welding with optional accessories.
• Uses A2-A6 process controller PEK for fast, accurate pre-setting of all parameters before welding starts.
• Feedback system ensures high and consistent welding quality - saves time and material.
• The welding heads can be equipped with a standard wire feedunit(gearratio156:1)orwithahigh-speedwirefeedunit(gearratio74:1).
Ordering InformationSingle wire SAW systemsStandard wire feed unit (gear ratio 156:1)Withmanualslides210x210mm 0449270900Withmotorizedslides300x300mmandPAV 0449270901Withmotorizedslides300x300mmandGMH 0449270902
High-speed wire feed unit (gear ratio 74:1)Withmanualslides210x210mm 0449270910Withmotorizedslides300x300mmandPAV 0449270911Withmotorizedslides300x300mmandGMH 0449270912
Twin-wire SAW systems High-speed wire feed unit (gear ratio 74:1)Withmanualslides210x210mm 0449271910Withmotorizedslides300x300mmandPAV 0449271911Withmotorizedslides300x300mmandGMH 0449271912
Technical Data Ratio 156:1 Ratio 74:1
Max.wirefeedspeed,m/min(ipm) 0.2-4.0(8-157) 0.4-8.0(16-315)
Wire diameter, single, mm (in.) 3.0-6.0(0.118-0.236) 1.6-4.0(0.063-0.157)
Wire diameter, twin, mm (in.) 2x2.0-2x3.0(2x0.079-2x0.118) 2x1.6-2x2.5(2x0.063-2x0.098)
Tubular wire single, mm (in.) 3.0-4.0(0.118-0.157) 1.6-4.0(0.063-0.157)
Linear slide stroke length, mm (in.) 90 (3.5) 90 (3.5)
Rotaryslidesettingrange:Circular slide, crank operatedStraightener
±180°±45°
±180°±45°
Max.permissibleload,100%,A 1500 1500
35
Welding Heads
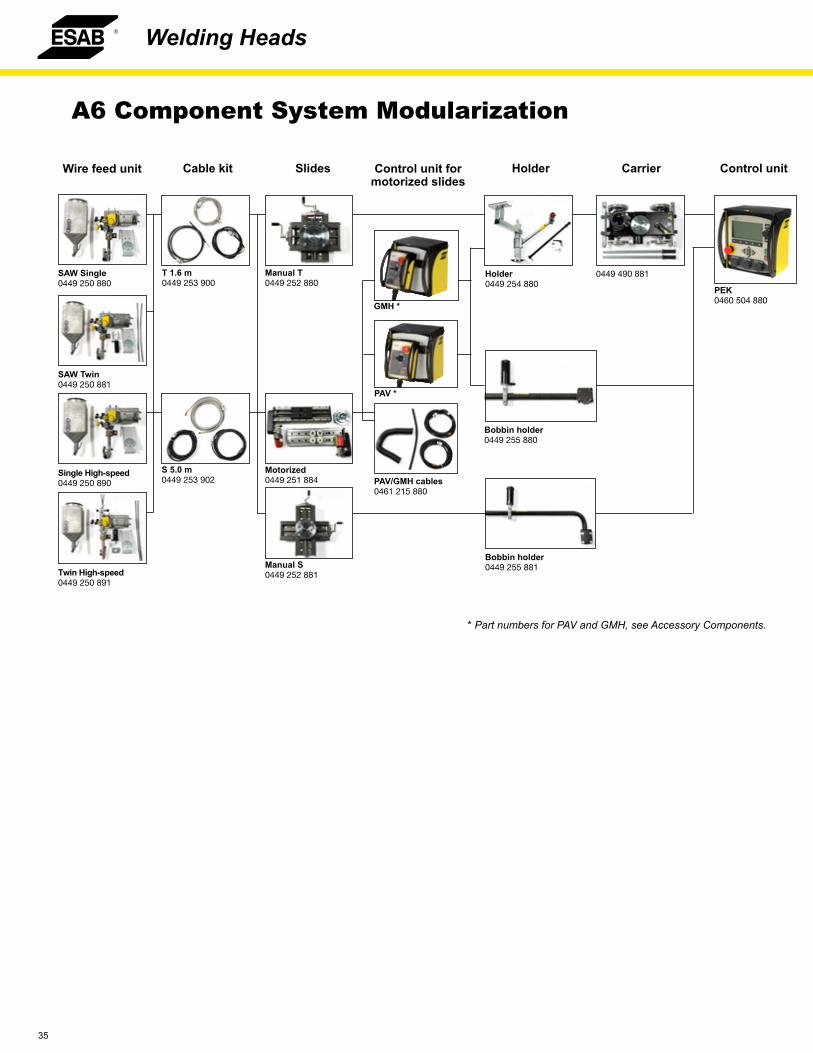
A6 Component System Modularization
Single High-speed0449 250 890
Wire feed unit Cable kit Slides Control unit formotorized slides
Holder Carrier Control unit
SAW Single0449 250 880
SAW Twin0449 250 881
Twin High-speed0449 250 891
T 1.6 m0449 253 900
S 5.0 m0449 253 902
Manual T0449 252 880
Motorized0449 251 884
Manual S0449 252 881
PAV/GMH cables0461 215 880
Holder0449 254 880
Bobbin holder0449 255 880
Bobbin holder0449 255 881
0449 490 881
PEK0460 504 880GMH *
PAV *
* Part numbers for PAV and GMH, see Accessory Components.

36
Welding Heads
A6S and A6DS Tandem Welding HeadsFor optimum productivity
• Suitable for heavy construction welding.
• CapableofweldingDC/DC,DC/ACorAC/AC.
• Uses A2-A6 process controller PEK for quick and accurate programming of welding parameters for each torch.
• Feedback system gives high and consistent welding qual-ityfromstarttofinish,savingtimeandmoney.
• Versatile positioning through easy to use, complete slide assembly for welding torch position, distance stick-out and angle on both leading and trailing torches.
• Enhance productivity by adding optional equipment such as Twin Wire and Synergic Cold Wire systems.
• Availableintwobasicversions:A6STandemMasterandA6DSTandemMasterwithseveralconfigurationstomatchspecificsafety,qualityandproductivityrequirements.
• Welding heads can be equipped with a standard wire feed unit(gearration156:1)orwithahigh-speedwirefeedunit(gearratio74:1).
Ordering InformationA6STandemMaster,standard(156:1) 0818971880A6STandemMaster,high-speed(74:1) 0818971881A6DSTandemMaster,standard(156:1) 0818970880A6DSTandemMaster,high-speed(74:1) 0818970881
Options & AccessoriesTwinkit(onepertorch) 0809934882GMH,jointtrackingwithremote 0460884880GMH,jointtrackingwithcontrolpanel 0460884881GMH,slidemotorcables,5.0m(16ft.) 0461215880Laserlampkit,cable,7m(23ft.) 0821440883Bracket(straight)forwire 0334318880Brakehub,forwirereel 0146967880Wirereel,plastic,30kg(66Ibs.) 0153872880Wirereel,steel,fixedwidth,30kg(66Ibs.) 0416492880Wirereel,steel,flexiblewidth,30kg(66Ibs.) 0449125880
Technical Data (Basic Components) A6S Tandem Master A6DS Tandem Master
A6feedunitHDtypeforwire3-6mm(1/8-1/4in.) 2 pcs 2 pcs
HorizontalmotorizedslidewithdoublerunnersL=355mm(14in.) 1pc 1pc
VerticalmotorizedslidewithdoublerunnersL=595mm(23.4in.) 1pc 1pc
A2-A6 process controller PEK 2 pcs 2 pcs
Fluxhopper,10l(2.3gal.)includingbracket 1pc 1pc
Cable holder 1pc 1pc
Mainbracketwithmountingflangeforcrossslideassembly 1pc(0810786880) -
Swivel bracket for rotating head 90° 1pc(0334549880) 1pc(0809873880)
Welding head 2 pcs 2 pcs
Eachweldingheadhas:A6 manual slide L=90 mmA6 circular slideInsulators
1pc(0154465880)1pc(0671171580)4pcs(0278300180)
1pc(0154465880)1pc(0671171580)4pcs(0278300180)
Totalweight(exclPEK,wireandflux)approx.kg(lbs) 215(474) 190(419)

37
Welding Heads
A6S and A6DS Tandem Welding Heads
A6S Tandem Master• Optimizedforweldingacrossmultipleperpendicularaxes
and is key in the welding of cylindrical objects where both longitudinal and circumferential welding is required.
• Adjustable +90° interval turning bracket and cross slide.
• Automatic joint tracking keeps in track no matter which direction welding occurs.
A6DS Tandem Master• Optimized for welding in multiple directions and is key
in the automated welding of long weld joints such as beams and girders.
• Adjustable±90°intervalturningbracketandfixedcrossslide.
• Automatic joint tracking in any direction when integrated to ESAB column and boom M-model systems; simply rotatethehead180°andweldinthereversedirection.
A6S Tandem Master
A6DS Tandem Master

38
Welding Heads
A6S Compact Welding Heads for Internal WeldingForexcellentweldingresults
• For welding longitudinal and circumferential butt joints inside tubes.
• Twoversionsavailable:
1. A6S Compact 300 for internal welding of tubes down to300mm(12in.)insidediameter.
2. A6S Compact 500 for internal welding of tubes down to 500 mm (20 in.) inside diameter.
• Equipped with reliable, VEC feed motor for superior weld performance.
• Supervise and adjust the head position using a TV moni-toring system (optional).
• Use standard mini-cross slide assembly and PAV manual tracking system or GMH automatic joint tracking system to easily follow the joint (optional).
• AddeithertheFFRSBasic/SuperorFFRS1200/3000FluxFeed & Recovery System to optimize the welding process.
Technical Data Compact 300
Wire diameters, mm (in.)- Steel- Stainless steel
3.0-4.0(1/8-5/32)3.2(1/8)
Permissibleload100%,A 800
Control voltage, V AC 42
Travel speed, m/min (ipm) 0.1-1.7(4-67)
Linear slides stroke range, mm (in.) 50 (2)
Rotary slide setting range 360°
Wire feed speed, standard, m/min (ipm) 0.2-4.0(8-157)
Wire feed speed, high.speed, m/min (ipm) 0.4-8.0(15.7-315)
Ordering InformationA6SCompact300,standard 0809280880A6SCompact300,high-speed 0809280881A6SCompact500,standard 0416967880A6SCompact500,high-speed 0416967882
For technical data and more information for Compact 500, please contact your local ESAB representative.
Options & Accessories - Compact 300Fluxvalvecontrolkit* 0813620880Laserpointer 0811177880
* including solenoid valve and 5 m (16.4 ft.) air hose
Contact tips, wire sizeM12,3.0mm(7/64in.) 0154623005M12,3.2mm(1/8in.) 0154623004M12,4.0mm(5/32in.) 0154623003
Feed rollers, wire size3.0-3.2mm(1/8in.) 02185102984.0mm(5/32in.) 0218510286
A6S Compact 300
Longitudinal welding 300 mmMin ID circ. welding 500 mm
A6S Compact 500
Longitudinal welding 500 mmMin ID circ. welding 550 mm

39
Welding Heads
A6S SAW Strip Cladding HeadFor surfacing with high alloyed materials
• Used in combination with standard A6S Arc Master weld-ing head.
• Provides an economical solution for surfacing with high alloyed materials such as stainless steel or nickel-based alloys.
• Choose a wider variety of parent materials and consum-ables.
• Stainless steel cladding is widely used in production of components where additional strength or corrosion resis-tance is required.
• Weldingheadcanbefittedwithelectrodestripsaswideas 30-100mm(1.2-4.0in.)andasthickas0.5mm(0.02in.).
Ordering InformationStripcladdingkit* 0155972880* for use with A6T SAW Tractor or A6S Arc Master HD
Options & AccessoriesReel holder (do not use with motor-operated cross slide)0417636880Wirereel,steel 0416492880Suctionnozzle,flux 0156025001
Technical Data A6S SAW Strip Cladding Head
Max.weldingcurrentat100%dutycycle,A 1500
Feed roller diameter, mm (in.) 50 (2.0)
Strip width, mm (in.) 30-100(1.2-4.0)
Strip thickness, mm (in.) 0.5 (0.02)
Electroslag welding (ESW) is a method of strip cladding, but differs from SAW strip cladding in that the arc is created between the electrode and the workpiece.
Theweldingfluxthatisputintothejointmeltsandaslagpoolis produced, which then increases in depth.
When the temperature of the slag and its conductive capacity therebyincreases,thearcisextinguishedandtheweldingcurrent is conducted via the molten slag where the necessary welding energy is produced through resistance.
Thismethodcanbeusedforjoiningthicknessesof25mm(1in.) and above.
Contact ESABforOrderingInformationandTechnicalDataforthe ESW Welding Head.


Column& Booms

42
Column & Booms
Column and Boom (CaB) SystemsCost efficient and flexible weld mechanization
• Modular design concept allows total customization using standard components.
• Large selection of available components to integrate for a custom solution:
• Any A2 or A6 welding head
• A2-A6 process controller PEK with ESAB DC or AC power sources
• ESAB turning rolls and positioners
• ESAB flux feeding and recovery systems
• Monitoring systems and cameras
• Four basic station configurations, suitable for most stan-dard applications.
• Three different sizes; 300, 460 and 600; these numbers refer to boom profile height (mm) which determines work-ing range and load capability.
• Choose from stationary or mobile, rail-travelling carriage systems.
• Versatile to respond to any automated welding demand.
Standard CaB sizesThe three different sizes 300, 460 and 600 are the beam height dimensions of the boom in millimeters. Each boom size has a cor-responding column. The different sizes are not only limited in where it can fit, but also how far the boom can extend and how much load that can be put on.
CaB 300S / 460SStandard format - exceptional economy• Conventional column and boom with a movable boom and
the welding head mounted at the end of the boom.
• Standard mechanical performance, with cable support.
• Options like camera system, pulse encoder-regulated speed and flux control.
• The CaB 300S has a working range of 3 to 5 m (10 to 16.5 ft.) both vertically and horizontally.
• The CaB 460S has a working range of 5 to 7 m (16.5 to 23 ft.) both vertically and horizontally.
Basic Station 1 - Standard formatConventional column and boom, with a movable boom and welding head at boom end. Welding equipment can be positioned along four axes.

43
Column & Booms
Column and Boom (CaB) Systems
CaB 300M / 460M / 600MModular format - extended functionality• A modular range of column and booms, available in three
load sizes.
• Standard mechanical performance, including cable chains for the boom motions.
• The welding head is mounted at the front end of the boom.
• More than 20 options fully integrated, such as tandem welding, shift function, transport speed, etc.
• Due to modularity and the fixed configuration possibilities, the lead times for delivery can be kept at a minimum.
CaB 300C / 460C / 600CCustom format - special capabilities • A customized range of welding column and booms for dif-
ferent requirements and applications.
• Loading capacities and working strokes for utmost acces-sibility to the welding joints.
• Based on the modular CaB range, solutions to meet the most demanding request can be achieved.
• Welding methods as gas tungsten arc welding (GTAW), gas metal arc welding (GMAW) and submerged arc weld-ing (SAW) cladding as well as Narrow Gap can be chosen on customized stations.
Basic Station 1 - Modular and Custom formatConventional column and boom, with a movable boom and welding head at boom end. Welding equipment can be positioned along four axes. Cable chains are included.
Basic Station 4 - Custom formatSide-boom manipulator with double-track boom. Welding heads mounted on either side of the boom. The boom carriages can be individually controlled by the joint tracking systems, on separate tracks. Ideal for transversal double-fillet welding of stiffeners.
Basic Station 2 - Custom formatConventional column and boom, with a movable boom and welding head at boom end combined with a boom-carriage-mounted welding head (not CaB 300).
Basic Station 3 - Custom formatSide-boom manipulator with horizontally fixed boom, supporting one or two wel-ding heads. This welding station, which offers flexible movement, is the basic unit for welding girders and profiles and for joining plates and sections.

44
Column & Booms
Technical Data - Column CaB 300S / 300M
Effective working range, m (ft.) 3 (10) 4 (13) 5 (16.5)
Max. boom height A, mm (ft.)using movable carriage, min mm (ft.)
4070 (13)930 (3)
5070 (16.5)930 (3)
6070 (20)930 (3)
Max. boom height B, mm (ft.)using concrete stand, min mm (ft.)
3955 (15.6)815 (2.7)
4955 (19.5)815 (2.7)
5955 (23.5)815 (2.7)
Max. boom height C, mm (ft.)using stationary foot plate, min mm (ft.)
3750 (14.7)610 (2.4)
4750 (18.7)610 (2.4)
5750 (22.6)610 (2.4)
Total height Dusing movable carriage, mm (ft.)
5170 (17) 6170 (20) 7170 (23.5)
Total height Eusing concrete stand, mm (ft.)
5055 (16.5) 6055 (20) 7055 (23)
Total height Fusing stationary foot plate, mm (ft.)
4850 (16) 5850 (19) 6850 (22.5)
Lifting speed, m/min (ipm) 0.7 (27.5) 0.7 (27.5) 0.7 (27.5)
Max total load on column platform, kg (lbs) 600 (1320) 600 (1320) 600 (1320)
CaB SystemsTechnical data CaB 300S and CaB 300M
Technical Data - BoomExtension G, max mm (ft.) min mm (ft.)
3580 (11.8)540 (1.8)
4580 (15)540 (1.8)
5580 (18)540 (1.8)
Permissible loads: total, max kg (lbs.) one end, max kg (lbs.)
300 (660)240 (530)
220 (485)150 (330)
150 (330)75 (165)
Cross-sectional diameter H, mm (ft.) 325 (13) 325 (13) 325 (13)
Welding speed, m/min (ipm) 0.1-2.0 (4-79) 0.1-2.0 (4-79) 0.1-2.0 (4-79)
Transport speed, m/min (ipm) 2.0 (79) 2.0 (79) 2.0 (79)
Technical Data - Rail CarriageTrack width L, inside to inside, mm (in.)
1730 (68.11)
Width x length, mm (in.) 2060x2330 (81.1x91.7)
Height I, mm (in.) 365 (14.4)
Welding speed, m/min (ipm) 0.1-2.0 (4-79)
Transport speed, m/min (ipm) 2.0 (79)
Total weight, kg (lbs.) 1670 (3681)
Technical Data - Concrete StandWidth x length, mm (in.) 2060x2100 (81.1x82.7)
Height J, mm (in.) 250 (9.84)
Total weight, kg (lbs.) 1550 (3417)
Technical Data - Foot PlateWidth x length, mm (in.) 1100x1100 (43.3x43.3)
Height K, mm (in.) 40 (1.6)
Total weight, kg (lbs.) 350 (772)

45
Column & Booms
CaB SystemsTechnical data CaB 460S and CaB 460M
Technical Data - Column CaB 460M only CaB 460SCaB 460M
CaB 460SCaB 460M
CaB 460SCaB 460M
Effective working range, m (ft.) 4 (13) 5 (16.5) 6 (20) 7 (23)
Max. boom height A, mm (ft.)using movable carriage, min mm (ft.)
4950 (16)950 (3.12)
5950 (19.5)950 (3.12)
6950 (23)950 (3.12)
7950 (26.08)950 (3.12)
Max. boom height B, mm (ft.)using concrete stand, min mm (ft.)
4845 (16)845 (2.8)
5845 (19)845 (2.8)
6845 (22.5)845 (2.8)
7845 (25.7)845 (2.8)
Max. boom height C, mm (ft.)using stationary foot plate, min mm (ft.)
4510 (15)510 (1.6)
5510 (18)510 (1.6)
6510 (21.5)510 (1.6)
7510 (24.6)510 (1.6)
Total height Dusing movable carriage, mm (ft.)
6275 (20.5) 7275 (24) 8275 (27) 9275 (30.4)
Total height Eusing concrete stand, mm (ft.)
6170 (21) 7170 (23.5) 8170 (27) 9170 (30)
Total height Fusing stationary foot plate, mm (ft.)
5835 (20) 6835 (22.5) 7835 (25.5) 8835 (29)
Lifting speed, m/min (ipm) 2.0 (79) 2.0 (79) 2.0 (79) 2.0 (79)
Max total load on column platform, kg (lbs) 1500 (3300) 1500 (3300) 1500 (3300) 1500 (3300)
Technical Data - BoomExtension G, max mm (ft.) min mm (ft.)
4715 (15.5)715 (2.4)
5715 (18.8)715 (2.4)
6715 (22)715 (2.4)
7715 (25.3)715 (2.4)
Permissible loads: total, max kg (lbs.) one end, max kg (lbs.)
1100 (2423)550 (1211)
1050 (2313)450 (1211)
1000 (2203)350 (1211)
950 (2094)150 (331)
Cross-sectional diameter H, mm (in.) 630 (25) 630 (25) 630 (25) 630 (25)
Welding speed, m/min (ipm) 0.1-2.0 (4-79) 0.1-2.0 (4-79) 0.1-2.0 (4-79) 0.1-2.0 (4-79)
Transport speed, m/min (ipm) 2.0 (79) 2.0 (79) 2.0 (79) 2.0 (79)
Technical Data - Rail CarriageTrack width L, inside to inside, mm (in.)
1730 (68.11)
Width x length, mm (in.) 2100x2380 (82.7x93.7)
Height I, mm (in.) 485 (19.1)
Welding speed, m/min (ipm) 0.1-2.0 (4-79)
Transport speed, m/min (ipm) 2.0 (79)
Total weight, kg (lbs.) 2860 (6305)
Technical Data - Concrete StandWidth x length, mm (in.) 2100x2410 (82.7x94.9)
Height J, mm (in.) 380 (15)
Total weight, kg (lbs.) 2900 (6393)
Technical Data - Foot PlateWidth x length, mm (in.) 1600x1600 (63x63)
Height K, mm (in.) 40 (1.57)
Total weight, kg (lbs.) 505 (1113)
46
Column & Booms
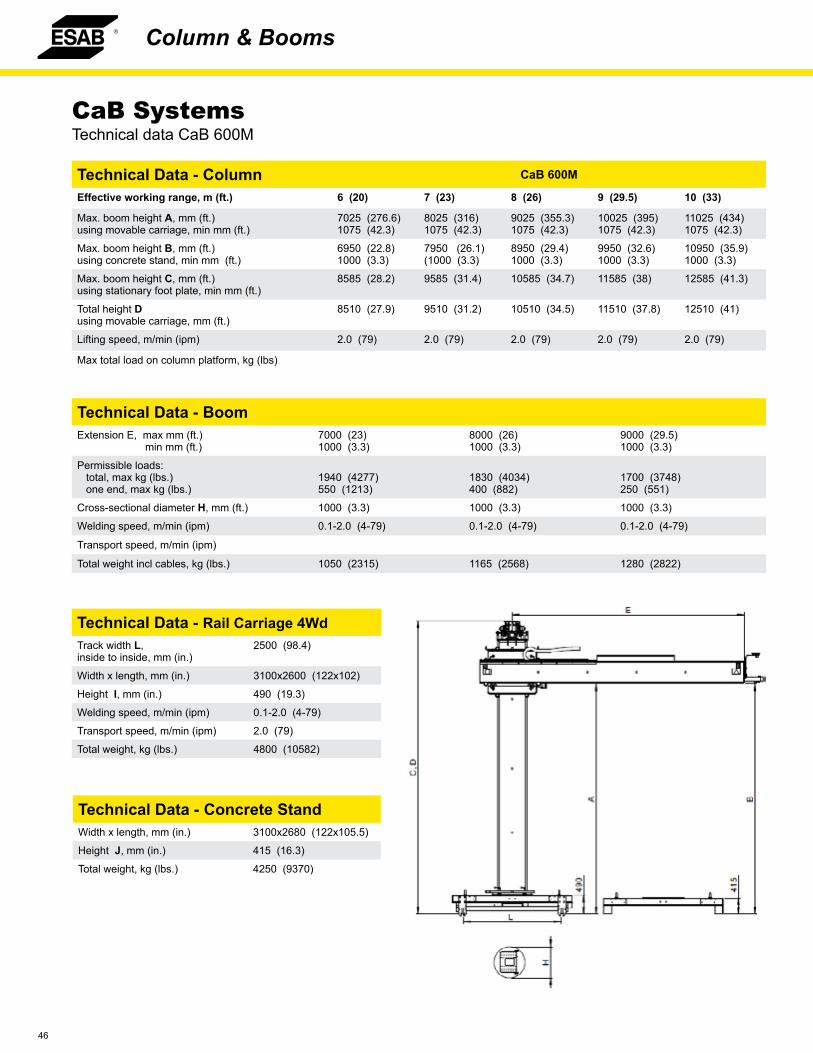
CaB SystemsTechnical data CaB 600M
Technical Data - Column CaB 600M
Effective working range, m (ft.) 6 (20) 7 (23) 8 (26) 9 (29.5) 10 (33)
Max. boom height A, mm (ft.)using movable carriage, min mm (ft.)
7025 (276.6)1075 (42.3)
8025 (316)1075 (42.3)
9025 (355.3)1075 (42.3)
10025 (395)1075 (42.3)
11025 (434)1075 (42.3)
Max. boom height B, mm (ft.)using concrete stand, min mm (ft.)
6950 (22.8)1000 (3.3)
7950 (26.1)(1000 (3.3)
8950 (29.4)1000 (3.3)
9950 (32.6)1000 (3.3)
10950 (35.9)1000 (3.3)
Max. boom height C, mm (ft.)using stationary foot plate, min mm (ft.)
8585 (28.2) 9585 (31.4) 10585 (34.7) 11585 (38) 12585 (41.3)
Total height Dusing movable carriage, mm (ft.)
8510 (27.9) 9510 (31.2) 10510 (34.5) 11510 (37.8) 12510 (41)
Lifting speed, m/min (ipm) 2.0 (79) 2.0 (79) 2.0 (79) 2.0 (79) 2.0 (79)
Max total load on column platform, kg (lbs)
Technical Data - Rail Carriage 4WdTrack width L, inside to inside, mm (in.)
2500 (98.4)
Width x length, mm (in.) 3100x2600 (122x102)
Height I, mm (in.) 490 (19.3)
Welding speed, m/min (ipm) 0.1-2.0 (4-79)
Transport speed, m/min (ipm) 2.0 (79)
Total weight, kg (lbs.) 4800 (10582)
Technical Data - Concrete StandWidth x length, mm (in.) 3100x2680 (122x105.5)
Height J, mm (in.) 415 (16.3)
Total weight, kg (lbs.) 4250 (9370)
Technical Data - BoomExtension E, max mm (ft.) min mm (ft.)
7000 (23)1000 (3.3)
8000 (26)1000 (3.3)
9000 (29.5)1000 (3.3)
Permissible loads: total, max kg (lbs.) one end, max kg (lbs.)
1940 (4277)550 (1213)
1830 (4034)400 (882)
1700 (3748)250 (551)
Cross-sectional diameter H, mm (ft.) 1000 (3.3) 1000 (3.3) 1000 (3.3)
Welding speed, m/min (ipm) 0.1-2.0 (4-79) 0.1-2.0 (4-79) 0.1-2.0 (4-79)
Transport speed, m/min (ipm)
Total weight incl cables, kg (lbs.) 1050 (2315) 1165 (2568) 1280 (2822)

47
Column & Booms
• The CaB 22 VLS is specifically designed for light-duty ap-plications.
• Smooth 360-degree lockable rotation.
• Linear guidings on column and boom for smooth move-ment which makes it ideal for gas metal arc welding (GMAW), gas tungsten arc welding (GTAW) and sub-merged arc welding (SAW) processes.
• Cable chain on column and boom.
• Movable carriage or fixed stand.
• Pendant control station using low voltage on the generous 10 m (33 ft.) cable.
• A standard safety feature including anti-fall device and limit switches for all motions.
Ordering InformationFor ordering information, please contact your nearest ESAB representative.
CaB 22 VLSFor small and medium sized objects
Technical DataMains supply, V 400
Frequency, Hz 50/60, 3-phase
Vertical speed, mm/min (ipm) 600 (23.6)
Boom speed, mm/min (ipm) 0-2050 (0-80.7)
Rotation Manual

48
Column & Booms
Technical Data CaB 44 CaB 55 CaB 66 CaB 77
Overall height, mm (in.) 5425 (213.5) 6425 (253) 7425 (292) 8425 (331.7)
Boom length, mm (in.) 5700 (224.5) 6700 (263.8) 7700 (303) 8700 (342.5)
Effective vertical under boom:max. mm (in.)min. mm (in.)
4000 (157.8)1000 (39.3)
5000 (197)1000 (39.3)
6000 (236.2)1000 (39.3)
7000 (275.5)1000 (39.3)
Effective boom range horizontal, mm (in.) 4000 (157.8) 5000 (197) 6000 (236.2) 7000 (275.5)
Rail, mm (in.) 2000 (78.7) 2000 (78.7) 2000 (78.7) 2000 (78.7)
Vertical speed, mm/min (ipm) 1250/1500 (49/59) 1250/1500 (49/59) 1250/1500 (49/59) 1250/1500 (49/59)
Boom speed, mm/min (ipm) 165/1650 (6.5/65) 165/1650 (6.5/65) 165/1650 (6.5/65) 165/1650 (6.5/65)
Total permissible load, kg (lbs.) 1500 (3307) 1000 (2205) 600 (1323) 400 (882)
Permissible load per end, kg (lbs.) 750 (1653.5) 500 (1102) 300 (661) 200 (441)
Electrical panel IP 55 IP 55 IP 55 IP 55
Mains supply, V, 3ph 50 Hz 380/400/415 380/400/415 380/400/415 380/400/415
Mains supply, V, 3ph 60 Hz 440/460/480 440/460/480 440/460/480 440/460/480
Control voltage, V AC 24 24 24 24
Slewing Manual Manual Manual Manual
Options & Accessories
Camera system 0370 250 616Spools at rear end of the boom 0370 250 617Motorized rotation 0370 250 618Tandem platform 0370 250 6190.5 m (1.6 ft.) boom section 0370 250 6200.5 m (1.6 ft.) column section 0370 250 621
Ordering Information
CaB 44, motorized carriage 0370 250 601CaB 55, motorized carriage 0370 250 602CaB 66, motorized carriage 0370 250 603CaB 77, motorized carriage 0370 250 604CaB 44, fixed stand 0370 250 606CaB 55, fixed stand 0370 250 607CaB 66, fixed stand 0370 250 608CaB 77, fixed stand 0370 250 609
• Designed and robustly build to withstand rugged work environments.
• Smooth 360° lockable rotation.
• All vertical and horizontal guidings are precisely machined for smooth movement.
• Solid state inverter for variable speed of horizontal travel and travel carriage.
• Worm gearbox for vertical travel via AC motor, complete with brake for added safety.
• High tensile roller chain used for vertical travel with the addition of a counter balance system with the column that provides smooth, effortless travel.
• IP 55 pendant control station using low voltage on the generous 10 m (33 ft.) cable.
• Anti-fall device and limit switches for all motions.
• Pay load of 420 kg (924 lbs.).
CaB 44, 55, 66 and 77Column and Boom systems

49
Column & Booms
Telbo™ 6500 and Telbo™ 9500Telescopic boom
Ordering InformationFor ordering information, please contact your nearest ESAB representative.
Technical Data Telbo™ 6500 Telbo™ 9500
Effective working range, m (ft.) 6.5 (21.33) 9.5 (31.17)
Max extension, m (ft.)* 8.0 (26.25) 12.5 (41)
Max load at boom end, kg (lbs.) 300 (661.4) 500 (1102)
Welding process SAW / GMAW SAW
Welding heads A6 A6 SAW, Single/Tandem and Tandem/Twin
Control system PLC / GMH PLC / GMH
Operator seat No Yes
• Save valuable workshop space with the unique 3-section telescope-like retraction of the boom, securing operator safety.
• Outstanding reach-out with heavy loading capacity to ensure superior productivity and weld quality.
• Ideal for internal/external circumferential welding of wind-tower applications.
• Flexible production, no matter if mixed sizes and plate thick-nesses are to be welded.
• Loaded with 1000 kg (2204 lbs.) flux BigBag and 1000 kg (2204 lbs.) wire EcoCoils, welding is continuously per-formed and costly down times are minimized.
Applications
• Power generation, especially wind tower manufacturing lines.
• Pipeline, pipemill contactors.
• General fabrication (small workshops with limited space).
*Measured from column centre.
Features• PLC control system for synchronized boom motion.
• Automatic “wind back” of wire during boom retraction.
• Telescopic wire guides.
• Remote-controlled flux nozzle (optional).
• Remote-controlled height adjustment of joint tracking sen-sor (optional).
• Reduced factory floor footprint.
• Increased workshop safety.
• Enables flexible production.
• “Big Pack” handling concepts (optional).
• Camera supervision system (optional).


Carriers& Gantries

52
Carriers & Gantries
Technical Data Mechtrac 1730 Mechtrac 2100 Mechtrac 2500 Mechtrac 3000
Max. load, kg (lbs.) 220 (485) 220 (485) 220 (485) 220 (485)
Standard rail length, m (ft.) 3 (10) 3 (10) 3 (10) 3 (10)
Working range, mm (in.):A max.B max.C max.
630 (24.8)1010 (39.7)1390 (54.7)
1000 (39.4)1380 (54.3)1760 (69.2)
1400 (55)1780 (70)2160 (85)
1900 (74.8)2280 (89.7)2660 (104.7)
Travel speed, m/min (ipm) 0.2-1.9 (8-75) 0.2-1.9 (8-75) 0.2-1.9 (8-75) 0.2-1.9 (8-75)
Dimensions, WxH, mm (in.) 1730x1500 (59x68) 2100x1500 (83x59) 2500x1500 (98.5x59) 3000x1500 (118x59)
Options & AccessoriesTravelling rail, 3 m (9.8 ft.) 0806 707 880Travelling rail, extension, 3 m (9.8 ft.) 0806 707 881
Ordering InformationMechtrac 1730, dual drive 0809 670 881Mechtrac 2100, dual drive 0809 670 882Mechtrac 2500, dual drive 0809 670 883Mechtrac 3000, dual drive 0809 670 884
• Fastandflexiblewaytoincreaseproductivity
• EquippedwithA2-A6processcontrollerPEKandA2weld-ingequipmentformechanizedsubmergedarcwelding(SAW)orgasmetalarcwelding(GMAW)
• WeldvariousprofilessuchasI-,T-orL-beams,straight columns or tapered columns
• Availableinfourversions(widthofgantry):1730mm(68in.),2100 mm (83 in.), 2500 mm (94 in.) or 3000 mm (118 in.)
• Allversionshavestandardgantrylegheightof1500mm(59in.)
• Floor mounted rail delivered in standard lengths of 3 m (118in.)-canbeeasilyextended
• Dual-drive motors are standard
• Gantrycansupportamaximumweightof220kg(485lbs.)-uptotwoA2weldingheads,completewithGMHjoint trackingandOPCfluxrecoverysystems
Mechtrac 1730/2100/2500/3000Formechanizedgantryautomation
Torch angle 30o
Min. 360 mm
Min. 360 mm
Max. 1320 mm
Torch angle 30o
Torch angle 90o
A B C
▲
▲
▲
▲
▲ ▲▲▲▲
▲ ▲ ▲

53
Carriers & Gantries
WalltracSinglerail/wallsupport
• Forproductionofvariousbeamstructures,suchasI/Handboxbeamsoftaperedandnon-symmetricaldesign,stiffenersectionsandthejoiningofplatesandsections
• Longitudinalandtransverseweldingprocedures.
• UsesA6weldingheadsandA2-A6processcontrollerPEK.
• AutomaticjointtrackingGMHcontrolstheverticalandhorizontal axes, i.e. the slides and the carriages, to safe-guardthesuperiorweldquality.
• Alargenumberofpositioningaxespermitflexiblewelding production.
GantracHighlystabilizedmanipulationofweldingtorcheswithoptimizedweldingresults
• Rigidlegssupportedbyencoder-controlledDC-drivenbo-giecarriagesaswellasacrossbeamtoensureuniform,stableweldingspeed.
• Thegantrybeamisequippedwithguidesandarackononeorbothsidesformotorizedweldingcarriages.
• Thewell-provenA6weldingheadsaremountedonheavy-dutyslideswithcomprehensiveworkingstrokestoobtaingoodaccesstotheworkpieces.
• IncorporatestheA2-A6processcontrollerPEK,equippedwithGMHautomaticjointtrackingtocontroltheverticaland horizontal axes.
• Submergedarcwelding(SAW)istheidealmethodforthe applications intended for this station.
• Thefluxhandlingequipmentcanbeoperatedconvenient-ly,withouttime-wastinginterruptions.Atthesametimeasfluxconsumptionisreduced,theworkplaceiskeptcleanandfreefromfluxspillage.
• Theweldingheadscanbeturned±180degreesforweld-inginbothX-directionsaswellas90degreesforweldingin Y-direction across the beam.
• Alargenumberofpositioningaxespermitflexiblewelding production.
Ordering InformationFororderinginformation,pleasecontactyournearestESAB representative.
Ordering InformationFororderinginformation,pleasecontactyournearestESAB representative.


AccessoryComponents

56
Accessory Components
• Ideal solution for submerged arc welding (SAW) or gas metal arc welding (GMAW) applications requiring beam mounted carriage.
• CanbefitwithanyA2orA6weldinghead.
• For longitudinal welding or welding of circumferential workpieces.
• PlacethecarriageoneitherastandardI-beamIPE300orspeciallymachinedI-beam(contactESABfordetails).
• Fastandeasypre-programmingoftravelmotionandwel- dingparametersusingtheA2-A6processcontrollerPEK.
Ordering InformationBeamtravellingcarriage 0457897881
Options & AccessoriesMountingbracketfortandemhead 0458026001Trackinlengthsof3000mm(9.8ft.) 0145282880Required number of floor columns: 2Trackinlengthsof4500mm(14.8ft.) 0145282881Required number of floor columns: 3Trackinlengthsof6000mm(19.7ft.) 0145282882Required number of floor columns: 3Trackinlengthsof8000mm(26ft.) 0145282883Required number of floor columns: 4
Technical DataTravelspeedbeamcarriage,cm/min(ipm) 6-200(2-79)
Weightcarriage,kg(lbs.) 60(132)
Beam Travelling CarriageForusewithESABA2andA6weldingheads
• Heavysidebeamcarriage,suitableformultiplesub-mergedarcweldingheadsandmostoptionsavailableon column and booms.
• Crossbeamsavailableupto1.2m(4ft.),capacityupto1.4ton.
• VECmotorwithgear,rackandpinion,forpowerful,consistentcarriagetravel.
• Differenttravelunitsforspeedstomatchprocess.
Ordering InformationMBVA330carriage 0150765880MBVA550carriage 0150901880
Options & AccessoriesCable,length1.5-50m(5-164ft.) contactESAB
Travelunit,3-80cm/min(1.2-32ipm) 0150943880Travelunit,11-125cm/min(4-49ipm) 0150943881Travelunit,14-250cm/min(5.5-98ipm) 0150943882Travelunit,37-1500cm/min(14.5-590ipm) 0150943883Travelunit,27-530cm/min(11-208ipm) 0150943884Beam330,300cm(118in.),240kg(529lbs.) 0803348880Beam330,450cm(177in.),480kg(1058lbs.) 0803348881Beam330,600cm(236in.),720kg(1587lbs.) 0803348882Beam330,750cm(295in.),960kg(2116lbs.) 0803348883Beam330,900cm(354in.),1000kg(2204lbs.) 0803348884Beam330,1050cm(413in.),1200kg(2645.5lbs.) 0803348885Beam330,1200cm(472in.),1420kg(3130.5lbs.) 0803348886Beam550,300cm(118in.) 0321527880Beam550,450cm(177in.) 0321527881Beam550,600cm(236in.) 0321527882Beam550,800cm(315in.) 0321527883Beam550,1200cm(472in.) 0321527884
Technical Data MBVA 330 MBVA 550
Ratedload,N(kp) 10000(1000) 20000(2000)
Ratedmoment,Nm(kpm) 3300(330) 10000(1000)
Weight,kg(lbs.) 95(209) 275(606)
MBVA 330 and 550Beamweldingcarriage

57
Accessory Components
Servo SlideMotorized slide for linear motion
• Heavy-dutycapacitywithhighprecisionslideforaccurateand rapid joint tracking and positioning.
• Canbeinstalledinverticalorhorizontalpositions-settinglengthsupto1030mm(41in.)withacentralpointofattach-ment.
• OperatesjointlywithA2orA6components.
• Slidesavailablefrom60mm(2.4in.)to1030mm(41in.) working range.
• Permissibleloadof1500N(337lbf/ft.)inanymountingposition.
• Maximumtorqueforverticalunitis400Nm(3540lbf/in.); maximumtorqueforhorizontalunitis280Nm(2480lbf/in.).
Ordering InformationServoslide,60mm(2in.) 0334333880Servoslide,120mm(5in.) 0334333881Servoslide,180mm(7in.) 0334333882Servoslide,240mm(9in.) 0334333883Servoslide,300mm(12in.) 0334333884Servoslide,420mm(17in.) 0334333885Servoslide,540mm(21in.) 0334333886Servoslide,730mm(29in.) 0334333887Servoslide,1030mm(41in.) 0334333888Servoslide,358mm(14in.),heavy-duty 0416190880Servoslide,598mm(23.5in.),heavy-duty 0416190884
Options & AccessoriesConnectingcable,2m(6.5ft.) 0460745880Connectingcable,5m(16.4ft.) 0460745881Connectingcable,10m(32.8ft.) 0460745882
Technical DataSlide
60 mm(2 in.)
Slide120 mm(5 in.)
Slide180 mm(7 in.)
Slide240 mm(9 in.)
Slide300 mm(12 in.)
Slide420 mm(17 in.)
Slide540 mm(21 in.)
Slide730 mm(29 in.)
Slide1030 mm(41 in.)
Totallength,mm(in.) 305(12) 365(14) 425(17) 485(19) 545(21.5) 665(26) 785(31) 1025(40) 1385(54.5)
Numberof60mmindexings 3 4 5 6 7 9 11 14 21
Weight,kg(lbs.) 11.5(25) 13.2(29) 15(33) 16.7(37) 18.5(41) 21.9(48) 25.4(56) 30.9(68) 38.8(85.5)
Technical DataControlvoltage,VDC 42
Max ambient temperature 80°C(176°F)
Axialplay,runner,mm(in.) 0.1(0.004)
Max.torque-freeload,kg(lbs.) 150(330)

58
Accessory Components
Technical DataMainssupply,VAC,50-60Hz 42
Primaryinputcurrent,A 15
Dutycycle100%,A 6
Fuse,A 10
Armaturevoltage,VDC 40
Fieldvoltage,VDC 60
Currentlimit,A 15
Dimensions,LxWxHmm(in.) 246x235x273(9.7x9.3x10.7)
Weight,kg(lbs.) 13(6)
Enclosureclass IP23
Ordering Information
PAVwithoutcontrolpanel 0460502880PAVwithcontrolpanel 0460502881PAVwithremotecontrol 0460697880
• Simpleandeasytouse.
• Adaptforusewithalmostanytypeofweldingjoint.
• For manual joint tracking.
• WorksequallywellwithESABA2orA6weldingsystems.
• Motorizedservoslidesguaranteereliable,accuratejoint tracking.
• Availableinthreeversions:
1. withcontrolpanelonthefront
2. withremotecontrol
3. withoutcontrolpanelsuitableforintegrationintocus-tomized solutions
PAVManualjointpositioningsystem
Options & Accessories
Cablerestrainingbracket 0460861880Motorcable,5m(16.4ft.) 0460745881Motorcable,10m(32.8ft.) 0460745882Motorcable,19m(62.3ft.) 0460745884Servoslides seepage53fororderinginformation

59
Accessory Components
• Simpleandeasytouse.
• Adaptforusewithalmostanytypeofweldingjoint.
• For automatic joint tracking.
• WorksequallywellwithESABA2orA6weldingsystems
• Motorizedservoslidesguaranteereliable,accuratejoint tracking.
• Availableinthreeversions:
1. withcontrolpanelonthefront
2. withremotecontrol
3. withoutcontrolpanelsuitableforintegrationintocus-tomized solutions
• Designedforuseinfilletandbuttjointsusingsensorfingers.
• Compensatesforirregularitiesinweldjoint,trackssimple geometricshapesandavoidsparallaxproblems.
GMHAutomaticjointpositioningandtrackingsystem
Options & Accessories
Cablerestrainingbracket 0460861880Motorcable,5m(16.4ft.) 0460745881Motorcable,10m(32.8ft.) 0460745882Motorcable,19m(62.3ft.) 0460745884Servoslides seepage53fororderinginformationSensorcable,5m(16.4ft.) 0416749888Sensorcable,9m(29.5ft.) 0416749889Sensorcable,19m(62.3ft.) 0416749880Sensorwithfinger 0416688880Minicrosssaddle+sensorsupport 0416739880Remotecontrol 0460570880Protectiverubberbootforsensor 0412013001Standardfinger 0146586001Fingerwithball 0416719001Fingerforheatexchangeplates 0443328880Fingerforbeamwelding 0443187880Intermediatetransformer 0148636002
Ordering Information
GMHwithoutcontrolpanel 0460503880GMHwithcontrolpanel 0460503881GMHwithremotecontrol 0460698880GMHsystem* 0460884880GMHsystem** 0460884881
* Comes with with remote control, sensor, sensor cable and mini cross saddle**Complete with control panel,sensor, sensor cable and mini cross saddle
Technical DataMainssupply,VAC,50-60Hz 42
Primaryinputcurrent,A 15
Dutycycle100%,A 6
Fuse,A 10
Armaturevoltage,VDC 40
Fieldvoltage,VDC 60
Currentlimit,A 15
Remotecontroldimensions,LxWxH,mm(in.)
205x135x118(8x5x4.6)
Remotecontrolweight,kg(lbs.) 2.7(6)
Sensorsensitivity,mm(in.) ±0.1(±0.004)
Sensorweight,kg(lbs.) 0.6(1.3)
Mini-crosssaddleandsupportforthesaddle,settinglength,mm (in.)
80(3)
Mini-crosssaddleandsupportforthesaddle,weight,kg(lbs.)
1.6(3.5)
Intermediatetransformer,inputrating,V,50Hz
190,230,400,415,440,500
Intermediatetransformer,inputrating,V,60Hz
200,230,400,415,440,500
Intermediatetransformer,outputvoltage,V/VA
42/660
Intermediatetransformer,dimen-sions,LxWxH,mm(in.)
308x223x133(12x8.7x5.2)
Intermediatetransformer,weight,kg (lbs.)
15.6(34.4)
Dimensions,LxWxHmm(in.) 246x235x273(9.7x9.3x10.7)
Weight,kg(lbs.) 13(6)
Enclosureclass IP23

60
Accessory Components
Technical Data Mini-I/D laser-camera
Laserclass IIIb
Stand-off-distance,mm(in.) 80(3.15)
Fieldofviewdepth,mm(in.) 100(3.94)
Fieldofviewwidth,mm(in.) 30-60(1.18-2.36)
Averagedepthresolution,mm(in.) 0.05(0.002)
Averagelateralresolution,mm(in.) 0.05(0.002)
DimensionsLxWxH,mm(in.) 30x56x90(1.18x2.2x3.5)
Weight,kg(lbs.) 0.5(1.1)
Technical Data Mini-Box Control Unit with ESAB GMH Interface
Mainssupply,VDC 24
HMI port Ethernet10/100Mbits
E-STOPinput Externalalarminputforlasersafety
Camera cooling control output UsedwithSRIcameraaircoolingsystem
Laserenablekey-lock Key-lockswitchforlasersafety
Operating temperature 5-40oC(41-104oF)
DimensionsLxWxH,mm(in.) 300x300x150(11.8x11.8x6)
Weight,kg(lbs.) 3.5(7.7)
Ordering Information
Fororderinginformation,pleasecontactyournearestESAB representative.
• Laservisionsensingimprovestheproductivityandqualityofcircumferential,longitudinalweldingprocessesastypi-callyfoundinwindtowermanufacturing.
• Longitudinalweldseamtrackingonroll-formedtubes.
• Inside circumferential weld seam tracking.
• Outside circumferential weld seam tracking.
• Servo-Robot’sintelligentseamtrackingtechnology,combi-nedwithESAB’sGMHjointtrackingsystemandpendantcontrol,maintainsprecisewirepositionbothinthejointandwithrespecttotheverticaldirectionensuringaconsis-tent wire stickout.
• ParametersareeasilysetwiththeESABremotecontrolpendanteliminatingtheneedforspecialoperatortraining.
• Theoperatorselectsthecorrectjointtemplate(butt,groove,etc.)usingtheremotecontrolpendant.
• Theweldingheadismountedonamotorizeddoubleservoslidewheretheheadcanbemovedup-downandleft-right.
• TheServo-RobotMini-BoxControlUnitisatthecenterofthetrackingactingasbothavisioncontrolunitandasaprocesscontrolunitwhichcommunicateswiththeGMHsystemtoperformthetrackingtasks.
AVPS Laser Seam Tracking SystemImprovestheproductivityandqualityofcircumferential,longitudinalweldingprocesses

61
Accessory Components
OPC Basic & SuperSturdycompactfluxrecoverysystems
Options & AccessoriesAirpressurehose9.5mm(3/8in.) 0190343104Airpressurehose12.7mm(1/2in.) 0190343106AirpressuretubeØ63mm,63.5mm(2.5in.) 0193125003Aircentral 0417714880Plasticbag 0190665004Filterbag,paper 0155966001Filterbag,cotton 0332448001Cyclonefilter 0379538880Tedakfilter 0453708881
• Robust and compact design.
• Easyoperationandmaintenance.
• Integratedsystemformaximumproductivity-lowerinvest-mentandservicecosts.
• AdaptstoanyA2orA6weldingsystem-mobileorstationary.
• Usesonlycompressedair-safeandinexpensive.
• CanbeintegratedintocompleteFFRSfluxfeedingand recoverysystem.
• Threefiltertypes;filterbagforA2applications,cyclonefilterwithfilterbagformostA6applicationsandTedakfilterforheavy-dutyapplications.
• OPCsystemincludes;ejector,cyclone,filterwithattach-menthardware,securingstrap,suctionhoseandfoursuc-tionnozzles(forbuttwelds,normalandlarge;filletwelds,leftandright).
Ordering InformationOPCBasic,withstandardfilterbag 0148140880OPCBasic,withcyclonefilter 0802415882OPCBasic,withTedakfilter 0802415883OPCSuper* 0339719880OPCSupercomplete,withcyclonefilter 0802415892OPCSupercomplete,withTedakfilter 0802415893
* excludes hose, nozzles and filter.
OPC Basic Flux Recovery System• Works on ejector principle using compressed air
• Cycloneseparator,ontopoffluxhopper,efficientlysepa-ratesdustfromrecoveredflux.
• Slagisseparatedandfluxisreturnedtohopper.
OPC Super Flux Recovery System• Similartobasicsystembutwithstronger ejector andcy-
clone-providesbettersuction.
• Canalsobeusedwithpreheatedflux.
Technical Data OPC Basic
OPC Super
Airflowcapacity:atworkingpressure0.4MPa,l/minatworkingpressure0.5MPa,l/minatworkingpressure0.6MPa,l/min
175225250
420500580
Maxworkingpressure,MPa 0.6 0.6
Maxsuctionheight:atworkingpressure0.4MPa,m*atworkingpressure0.5MPa,m*atworkingpressure0.6MPa,m*
0.80.80.8
1.01.21.4
Soundlevelatwork,dB 70 72
Maxworkingtemperature,°C 130 150
Shorttermtemperature,°C** 170 190
* Suction height with normal flux bead and a welding speed of 100 cm/min (39.3 ipm)** Tested with preheated flux to temp. max 220°C (428°F) and weld object temp. max 350°C. (662°F)

62
Accessory Components
OPC Basic OPC Super1 Ejector 0147640880 1 Ejector 03397200012 Hose Id4000D47/38 0379016001 2 Hose Id4000D47/38 03790160013 Tension band 0192855002 3 Tension band 01928550024 Cone 0148143001* 4 Cone 03322790015 Tension ring 0148144001* 5 Tension ring 01481440016 O-ring,189.3x5.7 0215201353 6 O-ring,189.3x5.7 02152013537 Ballvalve 0145824881 7 Ballvalve 03336250018a Filter,paper 0155966001 8a Filter,paper 01559660018b Filter,cotton 0332448001* 8b Filter,cotton 0332448001*9 Funnel 0148142001 9 Funnel 033228000110 Rubber lining 0145565001 10 Rubber lining 033228200111 O-ring149.2x5.7 0215201345 11 O-ring149.2x5.7 021520134512 Cyclone 0148141001 12 Cyclone 033228100113 Rubber lining 0145073001 13 Rubber lining 033228300114 Tension spring 0145815001 14 Tension spring 014581500216 Strainer 0020301780 15 Clamp 0340612001
16 Strainer 0020301780Suction Nozzle1a Buttweld1 01455010011b Buttweld2 01455020011c Fillet weld left 01455040011d Filletweldright 01455050012 Nozzlebracket 01473848813a InsulatorD20 01451310043b InsulatorD35 01451310024 Fluxhose,D32.0/25.0,
freelength/m,length0.5m
0443383001
5 Pipe bent 0153296001
Cyclone Filter1a Cone basic 01481430011b Cone super 03322790012 Tension ring 01481440013 Bend 04135760014 SpiralhoseD67,2/63 01931250035 Cyclone 01481410016a Filter,paper 01559660016b Filter,cotton 0332448001*7 Tension band 01928550028 Plastic bag 01906650049 U-screw 037960000110 Bracket 0379599880
* Optional Item
OPC Flux Recovery System Wear Parts
8a8b
7
HoseD16/9.5
2 1
3
56
1512
7 43
8a8b
HoseD22/12.5
4
9
10
12
111314
16
1a 1b
1d 1c
1a1b1c1d
2 3a3b
5
4
31a1b
2
4
6a6b
7
1a2
9, 105
8

63
Accessory Components
FFRS Flux Feed and Recovery SystemsEfficientfluxhandlingforcost-effectivewelding
Ordering InformationFFRSSuperwithcyclonefilter 0809914881FFRSSuperwithheatersinTPC 0809914882FFRSSuperwithTedakdustfilter 0809914883FFRSSuperwithheatersandTedakfilter 0809914884FFRS Super systems include 25 m (82 ft.) 1/2” air pressure hose, 25 m (82 ft.) flux feed hose from TPC to hopper [20 m (65.6 ft.) for heated systems] 2 m (6.5 ft.) flux suction hose, 6 m (19.7 ft.) dust hose from hopper to filter [10 m (32.8 ft.) for systems with Tedak], bent inlet for flux hopper and flux recovery nozzles.
FFRS1200 0809914885FFRS1200withheaters 0809914886FFRS3000 0809914887FFRS3000withheaters 0809914888FFRS 1200/3000 systems include 25 m (82 ft.) 1/2” air pressure hose, 25 m (82 ft.) flux feed hose from TPC to hopper [20 m (65.6 ft.) for heated systems)] 16 m (52.5 ft.) flux suction hose, suction hose between the primary separator and the vacuum unit [1200 = 2 m (6.5 ft.), 3000 = 5 m (16.4 ft.)], bent inlet for flux hopper and flux recovery nozzles.
Options & AccessoriesAircentral 0417714880Fluxhopper10l(2.6gal.) 0147649881Fluxhopper6l(1.6gal.) 0413315881Holderforhopper 0148487880LevelindicatorforTPC 0452048880Pneumaticfluxvalve 0802540880Fluxvalvecontrolunit 0813620880
Technical Data FFRS 1200 FFRS 3000
Weightwithoutflux,kg(lbs.) 230(507) 400(882)
Dimensions,LxWxH,mm(in.) 1053x450x2210(41x18x87) 750x450x2210(30x18x87)
Primaryseparator:Volume,l(gal.)Dimensions,LxW,mm(in.)
50(13)450x700(18x28)
50(13)450x900(18x35)
Suction unitTypePower,WMainssupply,V/HzFuse,AMax.vacuum,kPAMax.airflowcapacity,m3/hSoundlevel,dBFilterarea,m2
Life-spanoffilter,workhoursWeight,kg(lbs.)Dimensions,LxWlH,mm(in.)
P1601200110-230/50-6010-21156740.699.9519(42)480x400x1160(19x16x46)
E-PAK1503000400/3-5016-2527063399.95194(428)1200x690x2000(47x27x79)
• Idealforcontinuousandhighcapacitywelding.
• Minimummanualfluxhandling.
• Reducedfluxconsumptionforbettercostefficiency.
• Fewerweldstopsforincreasedefficiency.
• Efficientfiltrationofusedair.
• Fluxfeedsfroma75l(20gal.)capacityTPC-75pressur-izedfluxtanktotheESABfluxhopperofyourchoice;6lor10l(1.6gal.or2.6gal.)
• Fluxfeedinletoptions;straightorbent.
FFRS Super
• BuiltonOPCSupermodules.
• Forincreasedfluxandheatconditions.
• Basedonejectorvacuumprinciple.
FFRS 1200 & 3000
• Baseduponanelectricalsuctionunitcreatingvacuum.
• Forusewhenextrahighrecoveryforceisrequiredandforcompactweldingheads.
• Fluxdustseparatedautomaticallyinapre-separator.
FFRS 3000

64
Accessory Components
CRE 30 & CRE 60 Air Drying UnitsForusewithfluxhandlingsystems
• Designedforusewithanyfluxhandlingsystem.
• Thesystemisbasedontheabsorptionprinciple-reducestheriskofhydrogencrackinginweldmetalbyensuringfluxremainsdry.
• Built-inmonitor-warnsiftheprogrammedhumiditylimitis exceeded.
• Reducescondensation-lesscorrosionandmalfunctions.
• Simplesystemmonitoring-manometeronpressurizeddryerbottleswitheasy-toreaddewpointindicator.
Ordering InformationCRE30airdryingunit 0443570880CRE60airdryingunit 0443570881
Options & AccessoriesDesiccant,type512* 0443570017Oilfilter 0443570018Dustfilter 0443570019
* packaged per 25 kg (55 lbs.)
Technical Data CRE 30 CRE 60
Mainssupply,VAC,Hz 230,50/60 230,50/60
Max.powerrating,W 40 50
Netairflowcapacityat6bar,m3/h(ft3/hrat87psi) 30Normal(1060) 60Normal(2120)
Regeneratingflowat6bar(87psi),% 14 14
Max.dewpointundernominalworkingconditions,°C(°F) -26(-14) -26(-14)
DesiccantType512:Sodium-Aluminum-Silicate,kg(lbs.)Normalporesize,ÅngströmParticlesize,mm(in.)Density,kg/m3(lbs/in.3)
10(22)42.5-5.0(0.01-0.20)720(0.023)
16(35)42.5-5.0(0.01-0.20)720(0.026)
Cycletimepercontainer 5 5
Max.permissibleairflowforoilseparationfilter,cmh(cfh) 60(197)Normal 60(197)Normal
Manifoldthreadsize R12 R12
Max.workingpressure,bar(psi) 6(87) 6(87)
Max.airpressureattesting,bar(psi) 10(145) 10(145)
Max.inletairtemperatureundernominalconditions,°C(°F) 30(86) 30(86)

65
Accessory Components
Rotating Ground Couplings
• Foragoodconnectiontotheworkpiecetoobtainoptimal welding performance.
• Forrotatingworkpieces,agroundconnectionwitharotat-ablecouplingisthesafestchoice.
• Toattachthecouplingtotheworkpiece,specialclampsareavailable,see”GroundClamps”below.
Ordering InformationNKK600,max.600A,2.2kg(4.8lbs.) 0700004007NKK800,max.800A,2.7kg(5.9lbs.) 0700004001NKK1200,max1200A,4.0kg(8.8lbs.) 0700004002NKK2000,max2000A,7.3kg(16lbs.) 0700004003
Ordering InformationK2clampheadforNKK800/1200 0700004004GA800handleconnectionforK2 0700004005PZ3poleclampforNKK2000 0700004006
• K2orPZ3groundclampscanbemounteddirectlyontotherotatablegroundcouplingtocreategoodcontactbe-tweentheworkpieceandthereturncable.
• ReturnclampscanalsobeusedtogetherwiththeGA800handleconnectiontoformacompletegroundclamptohandlehighcurrentweldingonnon-rotatingworkpieces.
Ground Clamps for Rotating Workpieces
Rotating ground coupling NKK
K2 clamp head
Handle connection GA 800
Pole clamp PZ3

66
Accessory Components
Camera SystemsFor submerged arc welding (SAW) and open arc welding
• Togetherwithalaserorpilotlamp,controltheweldingprocessfromaconvenientlocation.
• Thesystemconsistsofacamerawithbuilt-incrosshairgeneratortoprovidecontinuousanddistinctjointscan-ning.
• Incombinationwiththe15inchflatscreenmonitor,itbe-comesaunitforexcellentcontrolandjointsupervision.
• Uponwelding,theGMAWcameraswitchesovertoviewtheweldpool,facilitatingthesupervisionoftheprocess.
• Anoptionaloverviewcameraproducesapictureoftheweldedjointforimmediateweldqualityinspection.
Ordering InformationAll systems include camera, camera housing, monitor, crosshair generator, camera mounting bracket, work light, work light bracket, necessary cables:
A2/A6SAWcamerawithcoolingunit 0811412880A2/A6SAWcamerawithoutcoolingunit 0811412881SAWcompactcamerawithcoolingunit 0811413900SAWcompactcamerawithoutcoolingunit 0811413901SAWcompactBasic/Overviewcamera 0811413880GMAWcamerawithcoolingunit 0811414880GMAWcamerawithoutcoolingunit 0811414881
Ordering Information - ComponentsSAWcamera 0810092880GMAWcamera 0811380880GMAWcamera(preparedforcooling) 0811380881SAWcompactcamera 0811381880SAWcompactcamera(preparedforcooling) 0811381881SAWcompactBasic/Overview 0810517880Monitorincludingcrosshairgenerator 0811383880
Housing is included in cameras and monitor.
Technical Data SAW Camera GMAW Camera/SAW Compact camera
SAW Compact cameraBasic/Overview
TV standard PAL/NTSC PAL/NTSC PAL/NTSC
Temperaturerange:OperatingCooledversion(watercoolingisrequired)
-5-+50°C-
-10-+50°C(14-122°F)approx.300°C
--
Dimensions,mm(in.) 60x60x105(2.4x2.4x4.1) 145x24x24(5.7x0.9x0.9) 25x25x126(1x1x5)+lens
Weight,kg(lbs.) approx0.46(1) approx0.46(1) approx.0.16(0.35)
Technical Data Monitor
Paneltype LCD15”withprotectiveglass
Operating temperature range -5-+35°C

67
Accessory Components
OCE-2H Cooling unitCompactandefficient
• Can be used for gas metal arc welding (GMAW) as well as gas tungsten arc welding (GTAW).
• For manual and automatic welding.
• Flow guard optional.
• Designedforusewithwater-cooledwelding equipment,manualorautomatic.
• Thewatertankandpumparemadeofcorrosion-resistantmaterial.Aflowguardisavailableasoptionalequipmentforcontrolofthewaterflowdowntoabout1l/min(0.26gal.).
Ordering InformationCoolingunitOCE-2H 0414191881FlowguardforOCE-2H 0414231880
Technical Data - Pump With MotorMaxpowerconsumption,W 250
Mainssupply,V,Hz 230,50/60,1-phase
Mainswaterpressureat:50Hz300kPa,bar60Hz410kPa,bar
34.1
Technical Data - CoolerCoolingpower:
40°overtempand2.0l/min,kW60°overtempand2.0l/min,kW
1.11.7kW
Waterpressureat2.0l/min,kPa 220
Totalwaterconsumption,l(gal.) 8(2.11)
Dimensions,LxWxH,mm(in.) 236x316x398(9.3x12.4x15.7)

68
Accessory Components
Technical Data FX300 FX460
Mainssupply,V 220/440 220/440
Capacity,kg(lbs) 140(300) 210(460)
Max.temperature,oC (oF) 50-300(122-572) 50-300(122-572)
Dimensions,LxWxH,mm(in.) 740x650x1150(30x26x45) 740x650x1350(30x26x53)
Weight,kg(lbs.) 95(210) 103(227)
Technical Data FX440 HT FX660 HT
Mainssupply,V 220/440 220/440
Capacity,kg(lbs) 200(440) 300(660)
Max.temperature,oC (oF) 500(932) 500(932)
Suctionspeed,kg/min(lbs/min) 5(11) 5(11)
Temperaturerisingspeed,oC/min(oF/min) 3(37) 3(37)
Moistureafterdrying,% 0.05 0.05
Dimensions,LxWxH,mm(in.) 740x650x1150(30x26x45) 740x650x1350(30x26x53)
Weight,kg(lbs.) 95(210) 103(227)
Ordering InformationFX300fluxoven,70kg(300lbs)capacity FX300FX460fluxoven,95kg(460lbs)capacity FX460
Ordering Information
FX440HTfluxoven,200kg(440lbs)capacity FX440HTFX660HTfluxoven,300kg(660lbs)capacity FX660HT
• FXSeriesFluxOvensaredualinputvoltagemachines (230/440V)designedfortheheatedstorageofweldingflux.
• Ovensfeatureadjustableholdtemperaturethermostatsrangingfrom50-300°C(122–572°F).
• Availableinavarietyofstoragecapacitiesfrom68to272kg(150to600lbs.).
• TheHTSeriesFluxovensareunique,automatic,3stageheatingmachineswithabottomloadinghopper.
• Theheatingcellsaredividedintothreezones:
1. Thefirstcellautomaticallytransfers1/3oftheratedloadcapacityoffluxfromthebottomloadinghoppertothefirstpreheatcell.
2. Afterthefluxispreheatedtoasettemperatureandtime,itisautomaticallytransferredtothesecondhigh-temperaturebakingcell.
3. Afterthefluxisbakedtoasettemperatureandtime,thefluxisautomaticallytransferredtoathirdorbot-tomstoragecellwherethefluxiseasilyremovedviaamanuallever.
• Theprocessofthreeheatingcellsensuresthatfluxmois-turecontentislessthan0.05%.
FX-Series Flux OvensFortheheatedstorageofweldingflux
FX-Series High Heat Flux OvensFortheheatedstorageofweldingflux
FX150 & FX600 also available. Contact ESAB to speak with an Automation Specialist.



HandlingEquipment

72
Handling Equipment
• Robust design with durable rollers.
• Gritblastedsteelworkwithpolyurethanefinishedcoatingtoendure the abrasive environment of offshore and marine industries.
• Oversized bearings.
• Speciallyformulatedhigh-loadpolyurethanetiredesignforhighwearresistance.
• Cast steel gearbox with double worm gear arrangement forsmoothoperationandminimumbacklash.
• Solidstateinverterforprecisespeedcontrol.
• Motorized and idler rail bogie versions.
• Ideal for: -Windtowerfabrication -Offshoreandshipyards -Pressurevessels -Pipelines
Options & Accessories
Foot pedal 0370 250 301Synchronizekit 0370250302Interfacekit 0370251514
CD 5-120 and CI 5-120Conventional roller beds
Ordering InformationDrive unitRollerbedCD-5 0370250000RollerbedCD-10 0370250002RollerbedCD-15 0370250004RollerbedCD-30 0370250006RollerbedCD-60 0370250008RollerbedCD-100 0370250010RollerbedCD-120 0370250012
Idler unitRollerbedCI-5 0370250001RollerbedCI-10 0370250003RollerbedCI-15 0370250005RollerbedCI-30 0370250007RollerbedCI-60 0270250009RollerbedCI-100 0370250011RollerbedCI-120 0370250013
Technical Data CD/CI-5 CD/CI-10 CD/CI-15 CD/CI-30 CD/CI-60 CD/CI-100 CD/CI-120
Maxloadingcapacity,ton/section
Drive unitIdler unit
2.52.5
55
7.57.5
1515
3030
5050
6060
Turningcapacity,ton Drive unit 7 15 25 45 100 150 250
Turningspeed,min-max,mm/min (ipm)
62-618(2.4-24.3)
102-1020(4-40)
114-1137(4.5-45)
130-1300(5-51)
130-1300(5-51)
130-1300(5-51)
130-1300(5-51)
Workpiecediameter,mm(in.)min90°,max30°
165-6430(6.5-253)
165-6430(6.5-253)
222-7580(8.7-298)
466-8366(18.3-329)
466-8366(18.3-329)
466-8366(18.3-329)
466-8366(18.3-329)
Mainssupply,V 50Hz,3ph60Hz,3ph
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
Fuse,A 16 16 16 16 16 32 50
Controlvoltage,VAC 24 24 24 24 24 24 24
Weight,kg(lbs.) Drive unitIdler unit
401(884)221(487)
506(1115)270(595)
665(1466)348(767)
1222(2694)668(1473)
2002(4413)1237 (2727)
2688(5926)1555(3428)
3323(7326)2019(4451)
DimensionsLxHxW, mm (in.)
Drive unit
Idler unit
2090x540x534(82x21x21)2090x540x386(82x21x15)
2090x540x564(82x21x22)2090x540x450(82x21x17.7)
2465x620x562(97x24.5x22)2465x620x500(97x24.5x19.6)
2790x765x765(110x30x35)2790x765x700(110x30x35)
2790x765x933(110x30x37)2790x765x888(110x30x35)
3400x765x1177(134x30x46)2790x765x1080(110x30x42.5)
3400x765x1284(134x30x50.5)2900x765x1110(110x30x43.7)
Cablelength,controlbox,m(in.) 10(394) 10(394) 10(394) 10(394) 10(394) 10(394) 10(394)

73
Handling Equipment
CD-30/60/100/120-DB and CI-30/60/100/120-DBConventional roller beds with rail bogie
• Robust design with durable rollers.
• Gritblastedsteelworkwithpolyurethanefinishedcoating to endure the abrasive environment of offshore and marine industries.
• Oversized bearings.
• Speciallyformulatedhigh-loadpolyurethanetiredesignfor highwearresistance.
• Cast steel gearbox with double worm gear arrangement forsmoothoperationandminimumbacklash.
• Solidstateinverterforprecisespeedcontrol.
• Motorized and idler rail bogie variants.
• Ideal for: -Windtowerfabrication -Offshoreandshipyards -Pressurevessels -Pipelines
Ordering InformationDrive unitCD-30-DBwithMotorizedRailBogie,60Hz 0370250022CD-60-DBwithMotorizedRailBogie,60Hz 0370250024CD-100-DBwithMotorizedRailBogie,60Hz 0370250026CD-120-DBwithMotorizedRailBogie,60Hz 0370250028
Idler unitCI-30-IBwithIdlerRailBogie 0370250015CI-60-IBwithIdlerRailBogie 0370250017CI-100-IBwithIdlerRailBogie 0370250019CI-120-IBwithIdlerRailBogie 0370250021
Options & Accessories
Foot pedal 0370 250 301Synchronizekit 0370250302
Technical Data CD-30-DB / CI-30-IB CD-60-DB / CI-60-IB CD-100-DB / CI-100-IB CD-120-DB / CI-120-IB
Maxloadingcapacity,ton/section
Drive unitIdler unit
1515
3030
5050
6060
Turningcapacity,ton Drive unit 45 100 150 250
Turningspeed,min-max,mm/min (ipm)
130-1300(5-51)
130-1300(5-51)
130-1300(5-51)
130-1300(5-51)
Travelspeedrailbogie,mm/min (ipm)
292-2920(11.5-115)
292-2920(11.5-115)
292-2920(11.5-115)
292-2920(11.5-115)
Workpiecediameter,mm(in.)min90°,max30°
466-8366(18.3-329.4)
466-8366(18.3-329.4)
466-8366(18.3-329.4)
466-8366(18.3-329.4)
Mainssupply,V 50Hz,3ph60Hz,3ph
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
Fuse,A 16 16 32 50
Controlvoltage,VAC 24 24 24 24
Weight,kg(lbs.) Drive unitIdler unit
1739(3834)1082(2385.5)
2550(5622)1560(3439)
3275 (7220)1901(4191)
3938(8682)2391(5271)
DimensionsLxHxW,mm (in.)
Drive unit
Idler unit
2790x955x1382(110x37.5x54.5)2790x955x1082(110x37.5x42.5)
2790x955x1592(110x37.5x63)2790x955x1450(110x37.5x57)
3400x970x1782(134x38x70)2790x955x1482(110x37.5x58)
3400x1040x1992(134x41x78.5)2900x955x1692(114x37.5x67)
Cablelength,controlbox,m(in.) 10(394) 10(394) 10(394) 10(394)

74
Handling Equipment
• Designed and robustly built to withstand rugged work environments.
• Thisunitispartofagrowingline,idealforwindtowerproduction.
• FIR has four independently adjustable rollers to align the workpieceswitheachotherandtwocrossrollerstoliftupthesectionforconveyingouttheworkpiece.
• Ideal for: -Windtowerfabrication -Vessels -Pipemills
Ordering Information
RollerbedFIR35 0370250934RollerbedFIR75 0370250935RollerbedFIR100 0370250936
Technical Data FIR 35 FIR 75 FIR 100
Maxloadingcapacity,ton 35 75 100
Workpiecediameter,mm(in.) 2200-5000(86.6-197) 900-6000(35.4-236) 900-6000(35.4-236)
Tiretype,steel,Ømm(in.) 300(11.8) 300(11.8) 300(11.8)
Controlvoltage,VAC 24 24 24
Mainssupply,50Hz-3ph,V 480 480 480
Enclosureclass(electrical) IP43 IP43 IP43
Powerpackrating,kW 3 5.5 5.5
Pump,cc 3.2 5.5 5.5
Tankcapacity,l(gal.) 60(15.9) 90(23.8) 90(23.8)
StrokelengthcylinderA,mm(in.) Ø125x160x2(4.9x6.3x0.08) Ø150x85x160x2(5.9x3.3x6.3x0.08) Ø180x160x2(7.1x6.3x0.08)
StrokelengthcylinderB,mm(in.) Ø100x210x4(3.9x8.3x0.16) Ø150x85x350x4(5.9x3.3x13.8x0.16) Ø180x400x4(7.1x15.8x0.16)
StrokelengthcylinderC,mm(in.) Ø150x300(5.9x11.8) Ø150x85x300(5.9x3.3x11.8) Ø180x300(7.1x11.8)
Netweight,kg(lbs.) 4850(10692) 8400(18519) 9000(19842)
Cablelengthcontrolpendant,m(in.) 10(394) 10(394) 10(394)
FIR 35, 75 and 100Heavy-dutyrollerbedsforgrowinglineproduction

75
Handling Equipment
FIT 30, 60 and 100Conventionalidlerrollerbedswithbuilt-inhydraulicheightadjustment
Ordering Information
RollerbedFIT30 0370250937RollerbedFIT30IB 0370250938RollerbedFIT60 0370250939RollerbedFIT60IB 0370250940RollerbedFIT100 0370250941RollerbedFIT100IB 0370250942
Technical Data FIT 30 FIT 60 FIT 100
Max.loadingcapacity,ton 15 30 50
Max.liftingcapacity,ton 15 30 50
Workpiecediameter,mm(in.) 1500-6500(59x256) 1500-6500(59x256) 1524-5486(60x216)
Fuse,A 16 16 16
Controlvoltage,VAC 24 24 24
Mainssupply,50/60Hz-3ph,V 400 400 400
Enclosureclass(motor) IP55 IP55 IP55
Enclosureclass(electrical) IP43 IP43 IP43
Powerpackrating,kW 1.1 2.2 4
Weight,kg(lbs.) 1800(3968) 1900(4189) 2295(5060)
Dimensionswithtravelcar,LxWxH,mm(in.)
3730x900x1590(147x35.4x62.6)
3730x1130x1590(147x44.5x62.6)
3730x1330x1590(147x52.4x62.6)
Dimensionswithouttravelcar,LxWxH,mm(in.)
3730x540x945(147x21.3x37.2)
3730x770x945(147x30.3x37.2)
3730x1070x945147x42.1x37.2)
Cablelengthcontrolbox,m(in.) 6(236) 6(236) 6(236)
• Designed and robustly built to withstand rugged work environments.
• Thisunitcanbeusedindividuallyforaligningseveralworkpiecesorusedaspartofagrowingline,idealforwindtowerproduction.
• Twoindependentlyadjustedrollerstoaligntheworkpieceswitheachother.
• Delivered with or without rail bogie.
• Ideal for: -Windtowerfabrication -Vessels -Pipemills

76
Handling Equipment
Options & Accessories
Foot pedal 0370 250 301
SD 5-120 and SI 5-120Self-aligningrollerbeds
• Robust design with durable rollers.
• Gritblastedsteelworkwithpolyurethanefinishedcoatingtoendure the abrasive environment of offshore and marine industries.
• Oversized bearings.
• Speciallyformulatedhigh-loadpolyurethanetiredesignforhighwearresistance.
• Cast steel gearbox with double worm gear arrangement forsmoothoperationandminimumbacklash.
• Solidstateinverterforprecisespeedcontrol.
• Motorized and idler rail bogie versions.
• Electricalclutch
• Ideal for: -Windtowerfabrication -Offshoreandshipyards -Pressurevessels -Thin-wallvessels/Pipes
Ordering information
Drive unitRollerbedSD-5 0370250050RollerbedSD-10 0370250052RollerbedSD-20 0370250054RollerbedSD-40 0370250056RollerbedSD-60 0370250058RollerbedSD-80 0370250060RollerbedSD-100 0370250062RollerbedSD-120 0370250095
Idler unitRollerbedSI-5 0370250051RollerbedSI-10 0370250053RollerbedSI-20 0370250055RollerbedSI-40 0370250057RollerbedSI-60 0270250059RollerbedSI-80 0370250061RollerbedSI-100 0370250063RollerbedSI-120 0370250096
Technical Data SD/SI-5 SD/SI-10 SD/SI-20 SD/SI-40 SD/SI-60 SD/SI-80 SD/SI-100 SD/SI-120
Maxloadingcapacity,ton/section
Drive unitIdler unit
2.52.5
55
1010
2020
3030
4040
5050
6060
Turningcapacity,ton Drive unit 7.5 15 30 60 100 120 150 180
Turningspeed, mm/min (ipm)
130-1300(5-51)
130-1300(5-51)
130-1300(5-51)
124-1240(4.9-49)
125.5-1255(4.94-49.4)
140-1400(5.5-55)
140-1400(5.5-55)
100-1000(4-40)
Workpiecediameter,mm (in.)
200-6500(8-256)
200-6500(8-256)
200-6500(8-256)
500-6500(20-256)
500-6500(20-256)
500-6500(20-256)
500-6500(20-256)
500-6500(20-256)
Mainssupply,V 50Hz,3ph60Hz,3ph
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
Fuse,A 16 16 16 16 32 32 32 32
Controlvoltage,VAC 24 24 24 24 24 24 24 24
Weight,kg(lbs.) Drive unitIdler unit
880(1940)580(1279)
950(2094)660(1455)
1138(2509)758(1671)
2720(5997)1960(4321)
3295(7264)2255(4971)
3420(7540)2385(5258)
--
--
DimensionsLxHxW,mm (in.)
Drive unit
Idler unit
3100x930x480(122x37x19)3100x930x420(122x37x17)
3080x930x500(121x37x20)3080x930x440(121x37x17.3)
3600x930x550(142x37x21.7)3600x930x480(142x37x18.9)
3780x1400x632(149x55x24.9)3300x1400x632(130x55x24.9)
3780x1400x632(149x55x24.9)3300x1400x632(130x55x24.9)
4250x1386x990(167x55x39)3240x1386x890(128x55x35)
4250x1386x1090(167x55x43)3240x1386x990(128x55x39)
4100x1400x830(161x55x33)3600x1400x790(142x55x31)
Cablelength,controlbox,m(in.) 10(394) 10(394) 10(394) 10(394) 10(394) 10(394) 10(394) 10(394)

77
Handling Equipment
SD 5-100 DB and SI 5-100 IBSelf-aligningrollerbedswithrailbogie
• Robust design with durable rollers.
• Gritblastedsteelworkwithpolyurethanefinishedcoatingto endure the abrasive environment of offshore and marine industries.
• Oversized bearings.
• Speciallyformulatedhigh-loadpolyurethanetiredesignfor highwearresistance.
• Cast steel gearbox with double worm gear arrangement forsmoothoperationandminimumbacklash.
• Solidstateinverterforprecisespeedcontrol.
• Motorized and idler rail bogie versions.
• Ideal for: -Windtowerfabrication -Offshoreandshipyards -Pressurevessels -Pipelines
Ordering informationDrive unitRollerbedSD-5-DB 0370250064RollerbedSD-10-DB 0370250066RollerbedSD-20-DB 0370250068RollerbedSD-40-DB 0370250070RollerbedSD-60-DB 0370250072RollerbedSD-80-DB 0370250074RollerbedSD-100-DB 0370250076RollerbedSD-120-DB 0370250097
Idler unitRollerbedSI-5-IB 0370250065RollerbedSI-10-IB 0370250067RollerbedSI-20-IB 0370250069RollerbedSI-40-IB 0370250071RollerbedSI-60-IB 0270250073RollerbedSI-80-IB 0370250075RollerbedSI-100-IB 0370250077RollerbedSI-120-IB 0370250098
Technical data SD-5-DBSI-5-IB
SD-10-DBSI-10-IB
SD-20-DBSI-20-IB
SD-40-DBSI-40-IB
SD-60-DBSI-60-IB
SD-80-DBSI-80-IB
SD-100-DBSI-100-IB
SD-120-DBSI-120-IB
Maxloadingcapacity,ton/section
Drive unitIdler unit
2.52.5
55
1010
2020
3030
4040
5050
6060
Turningcapacity,ton Drive unit 7.5 10 20 60 100 120 150 150
Turningspeed,mm/min (ipm)
130-1300(5-51)
130-1300(5-51)
130-1300(5-51)
130-1300(5-51)
130-1300(5-51)
130-1300(5-51)
130-1300(5-51)
130-1300(5-51)
Travelspeed,mm/min (ipm)
300-3000(11.8-118)
300-3000(11.8-118)
300-3000(11.8-118)
300-3000(11.8-118)
300-3000(11.8-118)
300-3000(11.8-118)
300-3000(11.8-118)
300-3000(11.8-118)
Workpiecediameter,mm(in.)
300-6500(11.8-256)
300-6500(11.8-256)
300-6500(11.8-256)
300-6500(11.8-256)
500-6500(20-256)
500-6500(20-256)
500-6500(20-256)
500-6500(20-256)
Mainssupply,V 50Hz,3ph60Hz,3ph
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
Fuse,A 16 16 16 16 32 32 32 32
Controlvoltage,VAC 24 24 24 24 24 24 24 24
Weight,kg(lbs.) 1180(2601)880(1940)
1400(3086)920(2028)
1620(3571)1090(2403)
--
4000(8818)2700(5952)
4305(9490)3140(6923)
--
--
DimensionsLxHxW,mm (in.)
Drive unit
Idler unit
3100x1200x1210(122x47x47.6)3100x1200x1050(122x47x41.3)
3080x1200x1210(121x47x47.6)3080x1200x1050(121x47x41.3)
3600x1200x1210(142x47x47.6)3600x1200x1050(142x47x41.3)
3780x1600x1855(149x63x73)3300x1600x1475(87.5x50x51.5)
3780x1600x1855(149x63x73)3300x1600x1475(87.5x50x51.5)
4250x1538x1710(167x61x67)3240x1538x1560(128x61x61.4)
4250x1538x1850(167x61x73)3240x1538x1700(128x61x67)
4100x1600x2055(161x63x81)3600x1600x1675(142x50x66)
Cablelength,controlbox,m(in.) 10(394) 10(394) 10(394) 10(394) 10(394) 10(394) 10(394) 10(394)
Options & AccessoriesFoot pedal 0370 250 301

78
Handling Equipment
FUB 30 and FUB 60Fit-upbeds
• Designed and robustly built to withstand rugged work environments.
• Fastestsystemtoassemble1+1sections.
• OneFUBsetconsistsofonepowerandoneidlerrollerbed30T,fourindepentlyadjustablerollerstoalignthetwosectionswitheachother.
• The roller bed and rollers are all mounted on one main frame.
• Tiresoftypepolyurethane520.7x177.8mm(20.5x7in.).
• Ideal for: -Windtowerfabrication -Vessels -Pipemills
Ordering Information
FUB30 0370250931FUB60 0370250932
Technical Data FUB 30 FUB 60
Max.loadingcapacity,ton 30 60
Min.workpiecediameter,mm(in.)at90°includedangle
610(24) 610(24)
Max.workpiecediameter,mm(in.)at30°includedangle
6435(253.3) 6435(253.3)
Rollerspeed,mm/min(ipm) 130-1295(5-51) 130-1295(5-51)
Controlvoltage,VDC 24 24
Mainssupply,50Hz,3-phase,V60Hz,3-phase,V
380/400/415400/460/480
380/400/415-
Travelcarbogie yes yes
Travelcarspeed,mm/min(ipm) 238-2380(9.4-94) 240-2400(9.5-95)
Travelcardrive,ACkW 1.1 2.2
Powerpackrating,kW 1.5 1.5
Enclosureclass(motor) IP55 IP55
Enclosureclass(electrical) IP43 IP43
Pump,cc 2.1 2.1
Tankcapacity,l(gal.) 16(4.23) 16(4.23)
Weight,kg(lbs.) 5250 (11575) 7360(16226)

79
Handling Equipment
RT3 - RT35Two-axispositionerforrotatingandtiltingworkpieces
• Continuous(stepless),adjustablespeed.
• Lowvoltage(24V)remotecontrolunitforallfunctions.
• 2-axis:tiltingandrotation.
• Inverter-controlledrotationspeed.
• AlldrivesareequippedwithACmotorswhichrequireless maintenance,nocarbon-brushtochange.
• Mechanicallyandelectricallydesignedforeasiermainte-nancewithfewspareparts.
• Ideal for: -Pipeshops -Vessels -Claddingofdishends -Fueltanks
Technical Data RT3 RT5 RT10 RT15 RT20 RT35
Max.loadingcapacity,ton 3 5 10 15 20 35
Rotationmotor,kW 1.5 2.2 4 5.5 9.2 11
RotationcontACinverter,kW 1.5 2.2 4 5.5 11 11
Rotationspeed,rpm 0.1-1.0 0.08-0.82 0.048-0.48 0.1-1.0 0.048-0.48 0.029-0.29
Tiltingrangetableplate,° 0-135 0-135 0-135 0-135 0-135 0-90
Tiltingspeed,sec. 80 113 177 120 177 105
Tiltingmotorc/wbrake 1.5 2.2 4 7.5 9.2 7.5
Mainssupply,50Hz,3-ph,V60Hz,3-ph,V
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
380/400/415440/460/480
Fuse,A 16 18 25 40 60 60
Controlvoltage,VAC 24 24 24 24 24 24
Tableplatediameter,mm (in.)
1200(47) 1500(59) 1800(71) 1800(71) 2200(87) 2800(110)
Max.weldingcurrent,A 800 1000 1000 1000 1000 1000
Enclosureclass IP55 IP55 IP55 IP55 IP55 IP55
Weight,kg(lbs.) 1570(3461) 2720(5996.5) 4530(9987) 7100(15653) 10000(22046) 17000(37479)
DimensionsLxWxH,mm (in.)
1625x1070x1057(64x42x41)
1720x1590x1227(68x62.5x48)
2453x2070x1586(96.5x81.5x62.4)
2800x2190x1840(110x86x72.5)
3050x2400x1850(120x94.5x73)
1940x2950x2600(76x116x102)
Cablelength,controlbox,m(in.) 6(236) 6(236) 6(236) 10(394) 10(394) 10(394)
Ordering Information
PositionerRT3 0370250851PositionerRT5 0370250852PositionerRT10 0370250853PositionerRT15 0370250854PositionerRT20 0370250855PositionerRT35 0370250856
Options & Accessories
Footpedal 0370250298

80
Handling Equipment
• Height,angleandspeedarecontinuously(stepless)adjustable.
• Lowvoltage(24V)remotecontrolunitforallfunctions.
• 3-axis:height,tiltingangleandrotation.
• Inverter-controlledrotationspeed.
• AlldrivesareequippedwithACmotorswhichrequireless maintenance,nocarbon-brushtochange.
• Thehydraulicsforheightandtiltadjustmentareequippedwithbuilt-insafetyvalvespreventinghosefailure.
• Mechanicallyandelectricallydesignedtobemorecom-pactandwithfewercomponentsforeasiermaintenanceand fewer spare parts.
• ComparedwithTAP-STD,theTAP-HDhavehigherrota-tiontorque,smallerbacklashontabletopandaremorestableonfrontbackswaying.
• Ideal for: -Pipeshops -Vessels -Claddingofdishends -Fueltanks
Technical Data TAP 1T-STD TAP 1T-HD TAP 3T-STD TAP 3T-HD
Max.loadingcapacity,ton 1 1 3 3
Max.rotationaltorque,Nm 750 2730 1250 4860
Tiltingtorque,Nm 4070 4070 9980 9980
Rotationspeed,rpm 0.1-1.5 0.1-1.5 0.06-0.6 0.06-0.6
Tiltingrangetableplate,degree 0-135 0-135 0-135 0-135
Tiltingrangearm,degree 0-45 0-45 0-45 0-45
Mainssupply50/60Hz,3ph,V 400 400 400 400
Fuse,A 16 16 16 16
Controlvoltage,VAC 24 24 24 24
Tableplatediameter,mm(in.) 900(35.4) 900(35.4) 1000(39) 1000(39)
Max.weldingcurrent,A 800 800 800 800
Weight,kg(lbs.) 782(1724) 782(1724) 1500 (3307) 1500 (3307)
Dimensions,LxWxH,mm(in.) 1875x1023x751(73.8x40.3x29.6)
1620x1124x773(63.8x44.3x30.4)
2040x1268x1019(80.3x49.9x40.1)
2282x1280x1045(89.8x50.4x41.1)
Cablelength,controlbox,m(in.) 6(236) 6(236) 6(236) 6(236)
TAP 1T-STD / TAP 3T-STD and TAP 1T-HD / TAP 3T-HDThree-axispositionerforsmallobjects
Ordering Information
PositionerTAP1T-STD 0370250750PositionerTAP3T-STD 0370250751PositionerTAP1T-HD 0370250753PositionerTAP3T-HD 0370250754
Options & Accessories
Footpedal 0370250298

81
Handling Equipment
MTS1 and MTS3Piperotator
• MTS1andMTS3areusedforsupportingworkpieceswith different diameter and length.
• Positioningoftheworkpiecewithheadstockandposi-tioner.
Ordering Information
PiperotatorMTS1 0370251057PiperotatorMTS3 0370251058
Technical Data MTS1 MTS3
Maxloadingcapacity,ton 1 3
Vesselsize,Ømm(in.) 100-610(3.94-24.02) 150-914(5.9-36)
Roller type PUBlack PUBlack
Rollersize,mm(in.) 150(5.9) 200(7.87)
Weight,kg(lbs.) 198(436.5) 335(738.5)
Dimensions,LxWxH,mm(in.) 635x1020x500(25x40.2x19.7) 800x1310x550(31.5x51.6x21.7)
HPS-3TPiperotator
• TheHPSpiperotatorisusedforsupportingtubeswithdiameterfrom100to1000mm(3.9to39in.).
• Amanuallyoperatedhydraulicsystemsetstherollersforthe desired diameter.
Ordering Information
PiperotatorHTS-3T 0370251044
Technical Data MTS3
Maxloadingcapacity,ton 3
Workpiecesize,Ømm(in.) 100-1000
Rollersize,mm(in.) 200(7.87)
Weight,kg(lbs.) 345(761)
Dimensions,LxWxH,mm(in.) 1500x1100x710(59x43.3x28)

82
Handling Equipment
• Idealhandlingequipmentforlightweightworkpieces.
• Continuous (stepless) adjustable speed.
• Suppliedwithalow-voltagefootpedalwithStart/Stopfunction.
• Mechanicallyandelectricallydesignedforeasiermainte-nanceandfewerspareparts.
• Ideal for: -Manufacturingofcylindricalobjects -Pipeshops
Ordering Information
LLR-500P,driveunit 0370250190LLR-500I,idlerunit 0370250191
LLR-3000P,driveunit 0370250196LLR-3000I,idlerunit 0370250197
LLR-500P / LLR-500I and LLR-3000P / LLR-3000IConventionalrollerbedsforsmallworkpieces
Technical Data LLR-500 LLR-3000P
Maxloadingcapacity,kg(lbs.) Drive unitIdler unit
250 (551)250 (551)
1500 (3307)1500 (3307)
Turningcapacity,kg(lbs.) Drive unit 750(1653) 4500(9921)
Turningspeed,mm/min(ipm) 0-4420(174) 0-4000(157.5)
Workpiecediameter,mm(in.) min(150°),max(60°)
50-1000(1.97-39.4) 286-1006(11.3-39.6)
Mainssupply,50Hz1ph,V 220 220
Motor,W 100 100
Controlvoltage,VAC 24 24
Weight,kg(lbs.) Drive unitIdler unit
60(132)45(99)
109(240)71 (157)
DimensionsLxHxW,mm(in.) Drive unit
Idler unit
1120x322x300(44.1x12.7x11.8)960x322x200(37.8x12.7x7.9)
1260x413x405(49.6x16.3x15.9)950x413x340(37.4x16.3x13.4)
Cablelength,controlbox,m(in.) 3(118) 3(118)
LLR 3000P and LLR 3000I
LLR 500P and LLR 500I

83
Handling Equipment
• Idealhandlingequipmentforlightweightworkpieces.
• Continuous (stepless) adjustable speed.
• Suppliedwithalow-voltagefootpedalwithStart/Stopfunction.
• TheLLPpositionershave2axes.
• TheLLP-200hasmanualtiltingadjustmentwhiletheLLP-500,LLP-750andLLP-1000havemotorizedtilting.
• The2-axesoperationprovideanidealergonomicposition.
• Mechanicallyandelectricallydesignedforeasiermainte-nanceandfewerspareparts.
• Ideal for: -Pipeshops -Repair
Ordering information
PositionerLLP-200 0370250202PositionerLLP-500 0370250203PositionerLLP-750 0370250204PositionerLLP-1000 0370250205
LLP-200, LLP-500, LLP-750 and LLP-1000Two axes positioner
Technical data LLP-200 LLP-500 LLP-750 LLP-1000
Maxloadingcapacity,turning,kg(lbs.) 200(441) 500 (1102) 750(1653) 1000 (2205)
Maxloadingcapacity,tilting,kg(lbs.) 200(441) 500 (1102) 750(1653) 1000 (2205)
Rotationspeed,rpm 0.6-6 0.2-2 0.09-0.9 0.09-0.9
Tiltrange,degree 0-90 -45-90 -45-90 -45-90
Mainssupply(50Hz/1-phase),V 220 220 - -
Mainssupply(50Hz/3-phase),V - - 380 380
Controlvoltage,VAC 24 24 24 24
Rotationdrivemotor,W 0.065 150 550 750
Earthing,A 300 300 600 600
Tableplatediameter,mm(in.) 400(15.7) 620(24.4) 900(35.4) 900
Dimensions,LxWxH,mm(in.) 400x550x540(15.7x21.7x21.3)
620x680x817(24.4x26.8x32.2)
900x1100x1230(35.4x43.3x48.4)
900x1140x1390(35.4x44.9x54.7)
Cablelengthfootpedal,m(in.) 3(118) 3(118) 3(118) 3(118)

84
Handling Equipment
• Idealforrotatingandtiltinglightweightworkpieces.
• Continuous (stepless) adjustable speed.
• Suppliedwithalow-voltagefootpedalwithStart/Stopfunction.
• TheLLP-Hpositionershave2axes,motorizedrotationand manual tilting.
• Thecenterholeis120mm(4.7in.).
• The2-axesoperationprovidesanidealergonomicposi-tion.
• Mechanicallyandelectricallydesignedforeasiermainte-nanceandfewerspareparts.
• Ideal for: -Pipeshops -Repair
Ordering Information
PositionerLLP-50H 0370250200PositionerLLP-150H 0370250201
LLP-50H and LLP-150HTwoaxespositionerwithcenterhole
Technical Data LLP-50H LLP-150H
Maxloadingcapacity,turning,kg(lbs.) 50 (110) 150 (330)
Maxloadingcapacity,tilting,kg(lbs.) 50 (110) 150 (330)
Rotationspeed,rpm 0-4.5 0-4.5
Tiltrange,degree ±90 ±90
Mainssupply(50Hz/1-phase),V 220 220
Controlvoltage,VAC 24 24
Rotationdrivemotor,W 60 65
Earthing,A 200 200
Tableplatediameter,mm(in.) 450(17.7) 450(17.7)
Tableholediameter,mm(in.) 120(4.7) 120(4.7)
Dimensions,LxWxH,mm(in.) 530x486x500(20.9x19.1x19.7) 600x486x560(23.6x19.1x22)
Cablelengthfootpedal,m(in.) 3(118) 3(118)

85
Handling Equipment
• Idealforrotatinglightweightworkpieces.
• Assureseasyaccessforweldingandassembly.
• Continous (stepless) adjustable speed.
• Suppliedwithalow-voltagefootpedalwithStart/Stopfunction.
• Forimprovedproductivityandquality.
Ordering Information
TurntableLLT-250 0370250210TurntableLLT-750 0370250211
LLT-250 and LLT-750Turntables
Technical Data LLT-250 LLT-750
Maxloadingcapacity,kg(lbs.) 250 (551) 750(1653)
Rotationspeed,rpm 0-4.5 0.08-0.8
Mainssupply(50Hz/1-phase),V 220 220
Controlvoltage,VAC 24 24
Rotation drive DC100W AC0.75kW
Tableplatediameter,mm(in.) 500(19.7) 620(24.4)
Dimensions,LxWxH,mm(in.) 600x500x310(23.6x19.7x12.2) 716x810x537(28.2x31.9x21.1)
Cablelengthfootpedal,m(in.) 3(118) 3(118)
Chuck LLC3-ClawchuckforESABlowloadpositioningequipment
• UsedasasupportincombinationwithESABlowload positioningequipmentforlightweightworkpieces.
• Designedforeasymaintenanceandassembly.
Ordering Information
ChuckLLC,3-clawchuck 0370250209
Technical Data Chuck-125
Externaldiameter,Ømm(in.) 83(3.3)
Externalheight,mm(in.) 200(7.9)
Clampingrange(alt1),Ømm(in.) 10-230(0.39-9)
Clampingrange(alt2),Ømm(in.) 10-250(0.39-9.8)
Weight,kg(lbs.) 7.5(16.5)


SpecialApplications

88
Special Applications
• The Friction Stir Welding (FSW) method is based on the principleofobtainingasufficientlyhightemperatureandpressuretojointwocomponentstogetherbyusingarotat-ing tool, which under high pressure, moves along the joint, therebycreatingaweld.
• FSWisidealforjoiningstraightprofilesandflatplatesfrom1.2to130mm(0.045-1.18in.)withfullpenetration.
• Butt,lapandcornerjointscanbewelded.
Friction Stir WeldingQualityindepth
Key benefits
• Minimal distortion and shrinkage
• Nojointpreparation-degreasingonly
• No grinding, polishing or straightening
• No repair welding
• Reducedweight(40%lessthanGMAW)
• High joint-gap tolerance
• Consistentweldquality
• Increased tensile strength
• Outstanding fatigue properties
• No fumes, sparks or spatter
• Low noise level
• Simple operation (HMI)
• Improvedrepeatability
Suitable applications
• Shipbuilding / Offshore platforms
• Aerospaceindustry
• Railwaywagons,streetcars,undergroundtraincarriages
• Automotiveindustry
• Production of electric motors
• Defenseindustry
• Cooling elements
• Basicallyallaluminum,copperandmagnesiumalloyscanbeFrictionStirweldedwithhighqualityandspeed.
SuperStir™ Friction Stir Welding SystemTheESABSuperStir™rangeisdesignedforhigh-volumeproductionoflargealuminumpanels,girdersandtrusses.Thelarge custom-designed units offer a safe, clean and simple wel-dingprocessthatcanbefullyautomated,dramaticallyreducingproductioncosts.
ESABSuperStir™FSWtechnologyisappliedacrosstheentireindustrial spectrum, from shipping, offshore, construction and transportationtodefenseandaerospace.

89
Special Applications
Technical Data FSW 1 FSW 2 FSW 3 FSW 4 FSW 5 FSW 6 FSW 7
Weldingdepth,mm(in.)Al6000mm(236in.)Al5000mm(197in.)Al2000mm(79in.)Al7000mm(275.5in.)Cu(oxygenfree)
3(0.12)2(0.08)1.5(0.06)1.5(0.06)0.8(0.03)
5(0.20)3.5(0.14)2.5(0.10)2.5(0.10)1.5(0.06)
10(0.40)7(0.28)5(0.20)5(0.20)3(0.12)
18(0.71)10(0.40)9(0.35)9(0.35)7(0.28)
35(1.38)20(0.80)18(0.71)18(0.71)12(0.47)
60(2.36)40(1.57)25(0.98)25(0.98)25(0.98)
100(3.94)75(2.95)70(2.75)70(2.75)40(1.57)
Max.weldingspeed,m/min(ipm) 2(79) 2(79) 2(79) 2(79) 2(79) 2(79) 2(79)
Vertical down force, kN 6 12.5 25 60 100 150 200
• Themodularsystemmakesitpossibletoassembleweld-ing stations to suit the most varied Friction Stir welding applications.
• Inaseriesofsevensizestherearefivebasicdesigns-S,ST,U,UTanddoubleheadedST.
• The S-and ST-models are designed for linear welding (x andz),U-andUT-modelsfor2-D(x-yandz)anddoubleheadedversionsareforweldinghollowprofiles.
• Thesebasictypescanbesupplementedwithdifferenttypesofequipmenttosuitthemostvariedproductionneedswithmaximumflexibilitytoanyproductionline.
• ThelargerS-andU-modelsaredesignedtobeeasilyintegratedwithlargerfixtures,rotaryunitsandexchange-ableclampingsystems.
• For the production of smaller workpieces, the UT- and the ST-modelarethemostsuitable.Theyhavetablespre-paredwithaholepatternwherefixturescanbeattached.
• Allmachinesaredesignedwitharigidframeworkforhighperformanceduringloadconditions.
• Theweldingheadtravelsonheavy-dutylinearbearingsandisdrivenbyarackandpiniondrivesystem.
• AllLEGIOTMmachineshaveanESABHMI(HumanMa-chineInterface)controlsystem,speciallydevelopedforFrictionStirWelding.
• Controltheweldingprocess(theverticalZ-axis)eitherbyforceorpositioncontrol;ahydrauliccylinderwithaclosedloopsystemcontrolstheZ-axis.
Legio™ Friction Stir WeldingAmodularFrictionStirWeldingsystem
Ordering Information
Fororderinginformation,pleasecontactyournearestESABrepresentative.

90
Special Applications
• TheESABFrictionStirWeldingrobotsystemenablesflex-iblejoiningofcomplexstructures,ideallyaluminum.
• Theabilitytoperformweldsinanarbitrarydirectionofa3-dimensionalworkspaceincreasesthepossibilitiesofus-agefornewchallengingFSWapplications.
• ThecellconsistsofanABBIRB7600robot,modifiedforthepurposeofFSW.
• The welding equipment is integrated in the mechanical structure of the robot without limiting the robot’s standard workingenvelope.
• Therobot’sreachableworkspacespansover2.5meters(8.2ft.),inwhichadownforceofupto13kNmaybeap-pliedduringwelding.
• Runningonthestate-of-the-artcontrolsystemIRC5,anembedded force control solution allows in-contact motions withhighaccuracy.
• Anextensiontothestandardmotionprogramminglan-guage is included - this extension includes instructions for weldinglinearinarbitrarydirections,circularandsquareshaped paths, as well as functionalities to support custom madepathprogrammingandspindleoperations.
• To provide valuable feedback to the operator, a man-machine-interfaceisincludedextendingtheIRC5’sowninterfaceontheFlexPendant,basedonWinCE.
Rosio™ Friction Stir Welding RobotFriction Stir Robot for welding challenging joints
Technical DataWeldingdepth,mm(in.)
Al6000mm(236in.)Al5000mm(197in.)Al2000mm(79in.)Al7000mm(275.5in.)
1-7(0.04-0.28)1-6(0.04-0.24)1-5(0.04-0.20)1-5(0.04-0.20)
Welding speed, m/min (ipm) >1(>39.4)
Spindle rotation, max rpm 3000
Vertical down force, kN 13
Spindle torque (stall), Nm 44
Robot reach, mm (in) 2550(100)
Robotbasedimension,LxWmm(in.) 1206.5x1200(47.5x47)
Robotweight,kg(lbs.) 2500(5511.5)
Cabinetdimension,LxWxHmm(in.) 2160x725x710(85x28.5x28)
Cabinetweight,kg(lbs.) 250(551)
Mainssupply,V,50Hz 400
Ordering Information
Fororderinginformation,pleasecontactyournearestESAB representative.

91
Special Applications
• ESAB’sHybrio™hybridlaserweldingtechnologycom-bines the deep weld penetration and low heat input associ-ated with laser welding with the excellent weld properties and superior gap tolerance of gas metal arc welding (GMAW).
• Aradicallynewweldingalternative,itproducesextremelynarrowanddeepweldsatveryhightravelspeeds.Inasinglepass,theHybrio™processcanoftenachievewhatmight require multiple weld passes using a conventional fusionweldingprocess.
• Heat input to the part is reduced, as is the associated weld shrinkage and distortion that can make post-welding ge-ometryunpredictable-andcostlytorepair.
• Usinggasmetalarcwelding(GMAW)incombinationwithalaser,theHybrio™processovercomesthelimitationsoflaser-onlyweldingwithitsabilitytoproducequalityweldsinjointswithless-than-perfectfit-upbetweenparts.Thisenablesawidened,morerobustprocessenvelopebyafactorofthreecomparedtoaconventionallaser-onlyprocess.
• GMAWalsoallowsuserstoaddfillermetaltoadjusttheweld’s metallurgical properties and create beads and fillets,whiletheslowercoolingratereduceshardness.Thesefeaturesareespeciallybeneficialwhenjoininghighperformancecarbonandstainlesssteels.
• ESAB’sexclusiveadaptiveclosed-loopcontrolsystemdetectsjointfit-upconditionsandchangestheprocessparametersinreal-timetoachieveaconstantweldprofile.Thisbroadenstheprocesswindowbyafurther5timesovernon-adaptivecontrol.
Hybrio™ - Hybrid Laser WeldingLightingtheway
The Hybrio™ Advantage:
• Operatingcostsreducedby50-80%.
• Productivityimprovedby300-1000%.
• Heatinputanddistortionreducedby80-90%.
• Reducedweldrepairrates.
• Reducedlabourcontentthroughfullyautomatedopera-tion.
• Reduced operator skill requirement due to simple, PC-machinecontroller.
• Lowerdownstreamassembly,weldingandfinishingcosts,throughreducedpartdistortion.
• Higheroverallplantthroughputandrevenuegeneration.
• Feasibilityofnew,lighter,stifferandsimplerproductde-signandconstructionmethods.
• FullbackingandsupportofESAB’sprocessexpertsandserviceprofessionals,withextendedwarrantyandserviceagreements.
Ordering InformationFormoreinformation,pleasecontactyournearestESABrepre-sentative.
Graphic illustrating differences between GMAW, Laser and Hybrid Laser Welding weld profiles.
GMAW Hybrid Laser Welding
Laser-Only

92
Special Applications
Hybrio™ - Hybrid Laser Welding
Hybrio™ Flex TheHybrio™Flexflexiblehybridlaserweldingcellisbaseduponamodular,six-axismotionsystemplatformthatcanbescaledtocoveralargerangeofworkingenvelopesupto4mx20m(13ftx67ft)andlonger.Additionally,thissystemcanbeconfiguredtocoverarangeofZ-axisdepthsfrom1mto3m(3to10ft.).ThisgivestheusertheflexibilitytousetheHybrio™Flexsystemforalargevarietyofproductgeometriesandweldjointconfigurations.
Hybrio™ Beam
TheHybrio™BeamhybridlaserbeamweldingsystemisbaseduponESAB’srobustsubmerged-arcbeamweldingsystemsthatcanbefoundinplantsaroundtheworld.Thesesystemscomeinhorizontalandverticalconfigurationsandaredesignedtocenterandfeedwebandflangepartsthroughafixedweldingstation.Componentsarealignedandpressedtogetherensuringexcellentjointconditionsatthepointofwelding.EquippedwiththeHybrio™process,thesesystemscanout-producetraditionalbeamweldingequipmentbyafactorofthreetotentimesdependingonthewebthickness.
Hybrio™ Seam Hybrio™Seamhybridlaserseamweldingsystemscoverarangeofrawsheetandplatethicknessesandsizesfromsmallsheetandcoiljoiningsystemstolargepanellineplateweldingmachines.ThesesystemsaredesignedtopressandclampsheetorplatejointsintopositionastheHybrio™processmovesalongthejoint,performingtheweld.Thesesystemscanachievesingle-side,full-penetrationbuttweldsupto12.5mm(1/2in.)inthicknessinasinglepassandthickerwithsubsequentpasses.
Hybrio™ Tube
Hybrio™TubehybridlasertubeandpipesystemsarelongitudinalseamweldingsystemsdesignedtopressthematerialtogetherattheweldjointtoachievethefitupneededforHLAWwelding.Thepartisthendrawnthroughthemachinetoperformtheweld.Thesesystemscanproducestraightortaperedtubesandpipesupto1m(3ft.)indiameterandwithwallthicknessesupto12.5mm(1/2in.).
Hybrio™ Orbit
TheHybrio™Orbithybridlaserpipegirthweldingsystemisspeciallydesignedforweldingfullpipegirthsaswellasforrapidlyproducinghigh-qualityrootpassesforsubsequentpro-cessingwithtraditionalhigh-depositionprocesses.Thesearefullyorbitalweldingsystems,capableof360degreecontinuousweldsaroundcylindricalproductswithverylowclearan-ces.TheHybrio™Orbitsystemwasspecificallydevelopedfortheoilandgasindustry,buthasapplicationsinmanyotherindustrysegments.
Hybrio™ Process Package for Integrators ESAB’sHybrio™hybridlaserarcweldingprocesstechnologyleadstheindustryineaseofuseandprocessrobustness.ESABhasdevelopedafifth-generationweldingsystemthatiscapableofsensingitsenvironment,thejointlocationandfit-upandthenadaptingtheprocessinreal-timetomaintainhighweldqualityoverawiderangeoffit-upconditions.ESABhasbuiltthistechno-logyintoacompleteprocesspackagethatisavailablenotonlyaspartofourturnkeyhybridweldingsystemsbutalsotomachinetoolOEMandsystemintegrators.ESABprovidesthehybridweldingexpertisealongwiththesupportofourLaserProcessCen-tersinNorthAmericaandEurope,tominimizethetechnicalrisktoourOEMandintegrationpartnersworldwide.

93
Special Applications
HNG MultiNarrowGapWeldingSystem
• DesignedforbothSingle(ACorDC)andTandem(DC/ACorAC/AC)wireweldinginparalleloralmostparalleljoints,ranginginwidthfrom18mm(0.71in.)andindepthdownto350mm(13.8in.).
• Meetsthedemandsforafullyautomaticweldingprocesswith accurate controlling of all parameters for reduced welding times and perfect weld metal when welding high-tensilematerial.
• Designedaroundtheflat,weldingnozzle.Thereciprocat-ingmovementofthenozzleisaccomplishedbymeansofapneumaticthreepositioncylinderandistransferredfromcylindertonozzlethroughashafttransmissionsystem.
• The welding head is equipped with separate joint tracking systemforverticalandhorizontaljointtracking,respec-tively.
• Automaticshiftoverlap.
• Possibletoweldupto50mm(1.97in.)jointwidth.
• Air-cooledtorch
• Highproductivity.
• Optional WeldLog - computer program for welding supervi-sionanddocumentation.
Ordering InformationFormoreinformation,pleasecontactyournearestESABrepresentative.
Technical DataWeldjointtype Butt
Wiredimension,mm(in.) 3-4(0.12-0.16)
Wire feed motor A6VEC156:1,4000rpm
Max.wirefeedspeed,m/min(ipm.)
4(157)
MaxweldingcurrentDC,A 800
MaxweldingcurrentAC,A 800
Beadsineachlayer 2-4
Depositionrate,kg/h(lbs./h) approx.7/16(15.4/35.3)(Single/Tandem)
Tilting angle of weld nozzle ±3.5°
Max.jointdepth,mm(in.) 350(13.8)
Jointwidth,mm(in.) 18-50(0.71-1.97)
Wire angle between wires 15°
Distance between wires, mm (in.)
15(0.59)(validfor30mm(1.18)stick-out)
Accuracyofjointtracking,mm(in.)
±0.15
Max heat resistance, workpiece, °C(°F) 300(572)
Minwelddiameter,mm(in.) 500/1200(19.7/47.2)Single/Tandem
Flux hopper unit OPC Super
Fluxhoppercapacity,l(gal.) approx.10(2.64)
Min clearance internal weld-Longitudinal,Ømm(in.)-Circumferential,Ømm(in.)
1500(59.06)1500(59.06)
Weight,kg(lbs.) 140/165(309/364)(Single/Tandem)Double-sided joint tracking

94
Special Applications
Technical Data AGW1 AGW2
Max.load,kg(lbs) 300(661) 300(661)
Shellheight,m(in.) 1.8-3.5(71-138) 1.8-3.5(71-138)
Heightincrement,mm(in.) 100(4) 100(4)
Max.shellthickness,mm(in.) 50(2) 50(2)
Min.sideclearance,mm(in.) 1450(57) 1450(57)
Travel speed, mm/min (ipm) 244-2440(10-96) 278-2780(11-110)
Fluxhoist(max),kg(lbs.) 70(154) 70(154)
Dimensions,LxWxH,mm(in.) 1440x5836x2102(5x19x7) 2210x5836x2120(7.25x19x7)
Weight,kg(lbs.) 1300(2866) 1460(3219)
Ordering Information
AGW1,tankwelder,single-side 0370250700AGW2,tankwelder,double-side 0370250701
Options & Accessories
AGW1transportablestand 0370250703AGW2transportablestand 0370250704Cableset,95mm2,100m(75+25) 0370250705Cabinlight 0370250706
• Self-propelled,3o’clockweldingequipmentprimarilydeveloped for on-site erection of large storage tanks, silos, blastfurnacesandsimilarcylindricalobjects.
• Availableassingle-sideanddouble-sideversions.
• Designedtotravelalongthetopedgeofthetankshell.
• With the double-side version, the operator rides in a cabin where he supervises and controls the welding process withthecontrolpanelwithineasyreach.
• Thecabin,whosefloorlevelunderthecarriageisvariableto suit the height of the plate, is built as a cage to give the operatormaximumsafetyandcomfort.
• Thecagecanbecoveredbycurtainsforprotectionagainstweather.
• The cabin on the double-side version is equipped with step ladders and a joining bridge at the top for operators to climbaboard.
• Thebridgehasguardrailsforoperatorsafety.
AGW1 and AGW2Single-side & Double-side tank welder

95
Special Applications
Beam Welding - Pull Through WeldersForweldingbeamsandprofiles
• ESABoffersacompleteandeffectivewayofweldingbeamsandprofiles.WhetheryouweldI-,T-orL-beams,wideflangebeams,columns,taperedbeamsornon-symmetricalbeams,ESABhastheexpertiseandweldingequipmenttomatchyourefficiency,quality,precision,versatility,productivity,andoverallweldingeconomyrequirements.
• Twotypesofmachines:IT-machineswherethebeamsare welded with the web unit in the vertical position, and I-machines, where the beams are produced in horizontal position.
• Highproductioncapacityandperfectweldquality.
• Theweldingoperationtakesplacewhentheflangeandthe web are pressed together under pressure in order completelytoeliminatethegapbetweenthesurfaces.
Total range of beam sizes that can be welded:
Machine type Web Flange
IT-258 200-2500mm(7.8-98.4in.) 100-800mm(4-31.5in.)
IT-158 200-1500mm(7.8-59in.) 100-800mm(4-31.5in.)
Beam welder IT-258
Examples of beams than can be welded:
Straightening principle:

96
Special Applications
Welding Solutions for PipemillsOurexperienceandknowledge-yourbenefit!
Ordering InformationFormoreinformation,pleasecontactyournearestESABrepre-sentative.
Internal welding
External welding
Flexible, reliable welding equipment• Awiderangeofproductsdevelopedin-houseforvarious
multi-wiresubmergedarcwelding(SAW)applicationswhichareparticularlysuitableforpipewelding.
Precise, high-speed longitudinal welding• OurconceptforlongitudinalSAWissuitableforpipesin
anormaldiameterrangeof508-1626mm(20-64in.),anormalwallthicknessof6-40mm(0.24-1.57in.)andalengthofupto18m(708.66in.).
Internal and external welding• For internal welding we have designed pre-stressed
boomsandweldingheadsforuptofourwires.
• The external welding station is based on a column and boomsolutionwithaverystablecross-slidetoadapttodifferentpipediameters.
Return current systems (grounding)• High current circuits have to be closed back to the
powersourcebyefficientsystemsatconstantlymovingpipes.Flexiblesteelbrushesintworowsinfrontandbehindtheweldingprocessarepressedwithdefinedforce from outside to the pipe to catch the current with aminimumofvoltagelossandtosurelyavoidanyarcbloweffect,whichwoulddisturbtheweldprocess.
Problem-free flux and wire feed systems• Smooth feeding of wire in different diameters and
equallystraightforwardsupplyofnewandre-usedflux.
• Thecorrectcombinationofcompressedair,fluxfeeding,easyreplenishmentofnewfluxviatheBig/Bagsystem,a vacuum unit, a reliable magnetic separator and con-tinuousrecoveryhelpstocreateweldingstationswithlessdowntime,high-qualityweldsandacleanerworkingenvironment.
Spiral pipe welding• Internal and external welding is performed at one and
thesamestation.Internalweldingstartsfirstand,afterhalfaturn,externalweldingthenbegins-internallywithtwoorinsomecasesthreewiresandexternallywithone or three wires in the welding process, depending on thediameterandwallthicknessofthepipe.

97
Special Applications
Windmill Tower ManufacturingDedicated solutions for dedicated manufacturers
• Thekeytoefficientproductionofwindtowersissmoothcomponentflowintheworkshop.Thebenefitofahighdepositionweldingprocessiscompletelylostiftheset-uporhandlingofcomponentsinanyareaoftheprocessfailsortakesanunacceptableamountoftime.
• ESABcanassistwiththeweldingandcuttingprocessinwindtowerproductionanddeliverfinelytunedsolutionsforeachstepintheproductionprocess.
• WithacompletepackagefromESAB,youonlyneedtoworkwithonesupplierforproduct,serviceandsupport.Thisresultsinalargeprojectbeingorganizedefficiently,withafixedcostandagreedtimeschedule.Smoothpro-ductionflowispartofthecompletedelivery.
Oxy-fuel or plasma cutting of plate and seam preparation.
Submerged arc welding of flanges and supports.
Rolling, forming and tack welding of the shell.
Joining of shell sections using roller beds with hydraulic fit-up system. Internal and external submerged arc welding performed by a column and boom station.
External longitudinal submerged arc welding using a column and boom.
Automatic welding of the door frame.
Internal longitudinal submerged arc wel-ding using a column and boom.
Production of sub-components using an ESAB positioner and ma-nual welding equipment.

98
Special Applications
ESAB RetrofitSystemupgradesforamodernsolution
• ESAB’sservicegroupcanupgradeanybrandofexist-ingequipmenttovirtuallynewcondition,withthelatestprocessequipmentandaccessories.
• Accessoriesincludeseamtrackers,fluxrecoverysystems,wire handling equipment, strip cladding equipment - all can beaddedtoexistingequipment.
• Materialquality,thicknessandrequiredpropertieswilldeterminethemostsuitableweldingprocess.Overatimethese conditions will change which might lead to a change ofprocess.ESABcanofferavarietyofdifferentweldingheadsfordifferentprocessestobefittedtoanycarrier.
• ESABRetrofitisanidealalternativetoinvestmentinnew equipment.
• Inadditiontoincreasedavailability,aconversionofthiskindfrequentlyleadstoasubstantialriseinproductivity andquality,nottomentionimprovementstotheworking environment.
• ESABworkswithmanyOEM’sforequipment-specifytheESABprocesssystemandaccessoriesandgettheadvan-tageofESABperformancefromyourexistingmachinery.
Why Retrofit?• Itisdifficulttofindpartsforyouroldequipment.
• Theproductivityistoolowwithyourpresentequipment.
• Thequalityoftheprocessisunacceptable.
• Theprocessisnotidealforthepresentproduction.
Time to Retrofit?What kind of carrier can be retrofitted?• ESABcanretrofitmanipulators,gantries,seamers,ship-
yardpanellines,flashbuttweldingmachines,etc.
• Integration of welding equipment to new carriers or pro-ductionlinesproducedbyintegratorsofautomationequip-mentforexamplepipemills,panellinesetc.
• Wedosmallretrofitsbyjustreplacingtheexistingequip-mentandwedolargeintegratedsolutions.



FillerMetals

102
Filler Metals
Selected Product*
Mild Steel AWS Class Features & Typical ApplicationsSpoolarc 65 ER70S-2 •Copper-coated, triple deoxidized carbon steel wire
•Designed for welding over rust and mill scale•Preferred wire for positional welding of small diameter pipe
Spoolarc 29S ER70S-3 •Copper-coated carbon steel wire for general purpose applications including heavy equip-ment, automotive applications and sheet metal
Spoolarc 86 ER70S-6 •Copper-coated carbon steel wire with higher tolerance to rust and mill scale than ER70S-3
•Oftenusedforbuttandfilletweldingapplicationsincludingheavyequipment,structural,automotive and general carbon steel fabrication
OK Aristorod 12.50 ER70S-6 •Non-copper-coated carbon steel wire•ASC (advanced surface characteristic) technology provides lower spatter levels, superior
feedability and welding performance for robotic or automated welding
Spoolarc 87HP ER70S-7 •Copper-coated carbon steel wire with optimized manganese and silicon ratio to produce weld beads with excellent appearance
•Widely used in robotic welding applications in the automotive industry
Spoolarc 83 ER80S-D2 •Copper-coated low-alloy steel wire 0.5% Mo for higher welding deposit strength•Often used for high tensile tubing and pipe as well as earth moving and construction
equipment
Stainless SteelOK Autrod 308LSiOK Autrod 309LSiOK Autrod 316LSi
ER308Si/308LSiER309Si/309LSiER316Si/316LSi
•Full range of stainless steel welding wires for any application•AllOKAutrodstainlesssteelsolidwireshaveamattefinishtoimprovefeedabilityand
provide a smooth, stable arc
AluminumOK Autrod 4043, 5356 ER4043,
ER5356•Full range of aluminum alloys to meet any requirement•All ESAB wires are manufactured with a patented process to optimize feeding characte-
ristics
Process
• Gas Metal Arc Welding (GMAW), also known as “MIG” welding.
• Arc is maintained between a continuous solid wire elec-trode and the workpiece.
• Arc and weld pool are shielded by a stream of inert or ac-tive gas.
• Theprocessissuitableformostmaterialsandfillerwiresare available for a wide range of metals.
• Versatile process, which can deposit weld metal at a very high rate in all positions.
• Widely used on light to medium gauge steel fabrications and on aluminum alloy structures, particularly where high-rate manual operator production is required.
Gas Metal Arc Welding (GMAW)
*Small representation of full product line. Please contact ESAB for more information.
Advantages
• Easy to mechanize or adapt to a robot.
• Cost-effective method for process automation on thin materials.
• Available in a wide array of diameters and packages for any requirement.
• Highdepositionefficiency,upto98%.
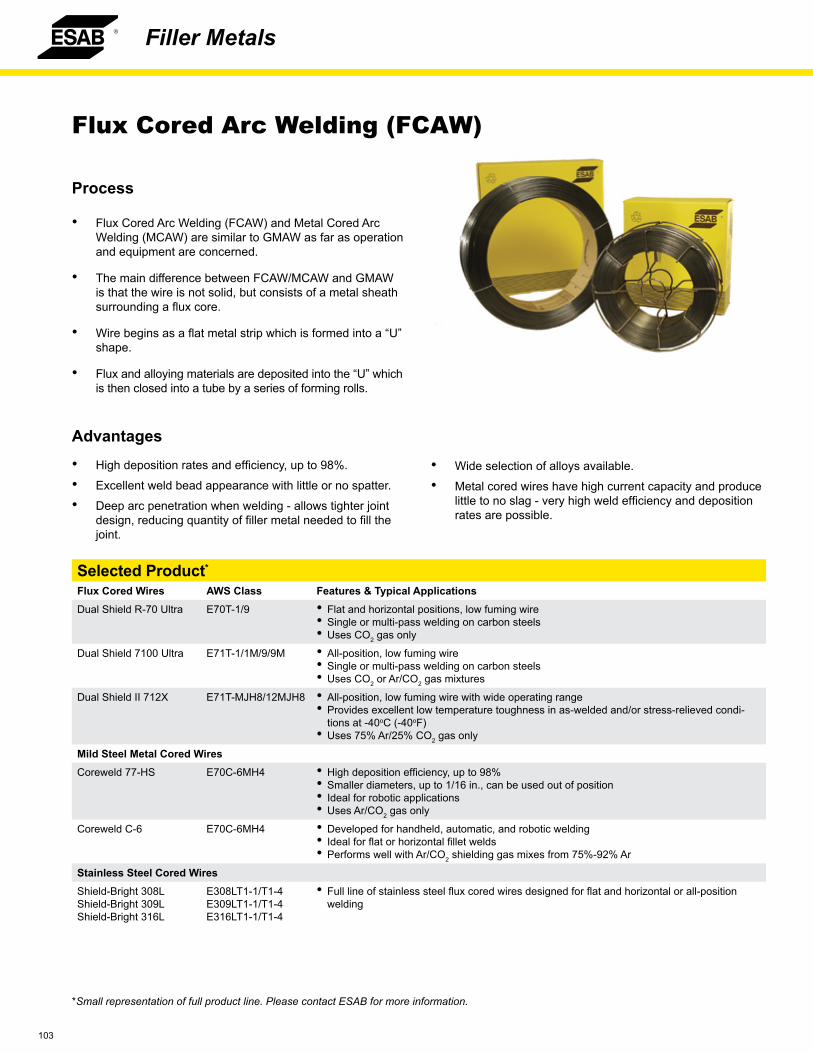
103
Filler Metals
Selected Product*
Flux Cored Wires AWS Class Features & Typical ApplicationsDual Shield R-70 Ultra E70T-1/9 •Flat and horizontal positions, low fuming wire
•Single or multi-pass welding on carbon steels•Uses CO2 gas only
Dual Shield 7100 Ultra E71T-1/1M/9/9M •All-position, low fuming wire•Single or multi-pass welding on carbon steels•Uses CO2 or Ar/CO2 gas mixtures
Dual Shield II 712X E71T-MJH8/12MJH8 •All-position, low fuming wire with wide operating range•Provides excellent low temperature toughness in as-welded and/or stress-relieved condi-
tions at -40oC (-40oF)•Uses 75% Ar/25% CO2 gas only
Mild Steel Metal Cored WiresCoreweld 77-HS E70C-6MH4 •Highdepositionefficiency,upto98%
•Smaller diameters, up to 1/16 in., can be used out of position•Ideal for robotic applications•Uses Ar/CO2 gas only
Coreweld C-6 E70C-6MH4 •Developed for handheld, automatic, and robotic welding•Idealforflatorhorizontalfilletwelds•Performs well with Ar/CO2 shielding gas mixes from 75%-92% Ar
Stainless Steel Cored WiresShield-Bright 308LShield-Bright 309LShield-Bright 316L
E308LT1-1/T1-4E309LT1-1/T1-4E316LT1-1/T1-4
•Fulllineofstainlesssteelfluxcoredwiresdesignedforflatandhorizontalorall-positionwelding
Process
• Flux Cored Arc Welding (FCAW) and Metal Cored Arc Welding (MCAW) are similar to GMAW as far as operation and equipment are concerned.
• The main difference between FCAW/MCAW and GMAW is that the wire is not solid, but consists of a metal sheath surroundingafluxcore.
• Wirebeginsasaflatmetalstripwhichisformedintoa“U”shape.
• Flux and alloying materials are deposited into the “U” which is then closed into a tube by a series of forming rolls.
*Small representation of full product line. Please contact ESAB for more information.
Advantages
• Highdepositionratesandefficiency,upto98%.
• Excellent weld bead appearance with little or no spatter.
• Deep arc penetration when welding - allows tighter joint design,reducingquantityoffillermetalneededtofillthejoint.
Flux Cored Arc Welding (FCAW)
• Wide selection of alloys available.
• Metal cored wires have high current capacity and produce littletonoslag-veryhighweldefficiencyanddepositionrates are possible.

104
Filler Metals
Submerged Arc Welding (SAW)
Selected Product*
Wire Flux AWS Class Features & Typical ApplicationsSpoolarc 29S OK Flux 429 F7A2-EM13K •Carbon steels, multi-pass; good mechanical properties and weld performance for general fabri-
cations
OK Flux 10.71 F7A4-EM13K •Carbon steels, multi-pass; for general fabrication•Excellent as-welded or stress relieved mechanical properties combined with good weld perfor-
mance
Spoolarc 81 OK Flux 231 F7A2-EM12K •Carbon and low-alloy steels, single pass only; high tolerance to rust and mill scale•Applications include water heaters, rail cars and structural steel
OK Flux 350 F7A2-EM12K •Carbon steels, single pass only; high tolerance to rust and mill scale•Suitable for use with AC or DC power, single or multi-wire•Applications include shipbuilding, thin wall pressure vessels and structural applications
OK Flux 429 F7A2-EM12KF6P4-EM12K
•Carbon and low alloy steels, multi-pass; moderate tolerance to rust and mill scale•Applications include bridge, ship, pressure vessel and general structural fabrication
OK Flux 10.62 F7A6-EM12K •Carbon and low alloy steels, multi-pass; base plate must be free of rust and mill scale•For use with AC or DC power up to 1000 A; exceptional impact toughness at low temperatures•Ideal for critical applications including pressure vessels, offshore construction and structures
requiring good CTOD values
OK Flux 10.71 F7A5-EM12K •Carbon and low alloy steels; multi-pass; moderate tolerance to rust and mill scale•Improved mechanical properties compared to OK Flux 429• Ideal for narrow gap applications, shipbuilding, pressure vessels and spiral/longitudinal welding of line pipe
OK Flux 10.72 F7A8-EM12KF6P8-EM12K
•Carbon and low alloy steels, multi-pass•Excellent slag removal in narrow V-joints; excellent low temperature impact properties•Designed for high current-carrying capacity, DC or AC, with single or multi-wire systems•Ideal for windmill tower and pressure vessel construction
Spoolarc 71 OK Flux 10.71 F7A2-EM14KF7P4-EM14K
•Carbon and low alloy steels, multi-pass•Used for welding pressure vessels and other applications requiring good mechanical properties
after stress relieving
OK Flux 10.62 F7A6-EM14KF7P6-EM14K
•Use OK Flux 10.62 for improved impact toughness
Spoolarc 75 OK Flux 429 or OK Flux 10.71
F8A4-ENi1K-Ni1 •Weathering and carbon steels with up to 1% nickel, multi-pass•Ideal for bridge and structural welding
Alloy Shield 70S OK Flux 10.71 F7A5-EC1-H8 •Carbon steels, multi-pass• Basic metal cored wire provides higher travel speeds; up to 30% increase in deposition rate compared to solid wire•Excellent mechanical properties and impact properties at -46oC (-50oF)
OK Autrod 308L/309L/316L
OK Flux 10.93 N/A •Provides stainless steel deposit to match corresponding welding alloy•Basicnon-alloyingfluxprovidingexcellentweldingpropertiesandperformance
Process
• Arc is struck between the workpiece and the end of a con-sumable electrode, both of which are covered by a layer of granularfluxcoveringthearc.
• Someofthefluxmeltstoprovideaprotectiveslagcoveroverthe weld pool; the remainder can be collected for re-use.
• Principally carried out with fully automated equipment.
• For increased productivity, cored wires or arrangements of multiple solid wires can be introduced.
• Because of its high metal deposition rate, it is particularly suitedtolongstraightjointsofgoodqualityintheflatposition.
• It is widely used in the pressure vessel, chemical plant, heavy structural, repair and shipbuilding industries and wind mill tower fabrication.
Advantages• Very high deposition rates and travel speeds.• Excellent and consistent weld quality.• Deep arc penetration when welding - allows tighter joint
design, increasing productivity and reducing amount of fillermetalneededtofillthejoint.
• Operating factor can approach 100%.• No fumes or arc radiation.
105
Filler Metals
Strip Cladding
Common ESAB Strip/Flux CombinationsConsumable %C %Si %Mn %Cr %Ni %Mo Other FerriteTypical all weld metal composition using OK Flux 10.05An agglomerated flux for SAW strip cladding. Recommended for cladding with Cr, CrNi and CrNiMo austenitic stainless types of strip. Slag removal and overlapping with this flux provides excellent results. Use with OK Band 308L, 309L, 316L. Basicity Index: 1.1
1. 308L overlay combination on 2.25 Cr 1Mo steel, typical parameters: DC+, 750A, 28V, 7 m/hOK Band 309L 0.020 0.4 1.9 23 13 - - -
Weld composition 1st layer 0.027 0.7 1.1 19 11.3 - - FN 5
OK Band 308L 0.022 0.3 1.7 19.6 10.1 - - -
Weld composition 2nd layer 0.021 0.6 1.0 18.9 10.6 - - FN 8
2. 316 overlay combination on 2.25 Cr 1Mo steel, typical parameters: DC+, 750A, 28V, 7 m/hOK Band 309L 0.020 0.4 1.9 23 13 - - -
Weld composition 1st layer 0.028 0.7 1.1 19 11 - - FN 5
OK Band 316L 0.017 0.4 1.8 18.2 13.1 2.8 - -
Weld composition 2nd layer 0.018 0.7 1.1 18 12.9 2.1 - FN 7
Typical all weld metal composition using OK Flux 10.10An agglomerated flux for ESW strip cladding. Recommended for cladding with Cr, CrNi and CrNiMo types, with or without Nb-stabilization. Weldability, bead appearance and slag removal with this flux provides excellent results. Use with OK Band 309L ESW, 309LMo ESW and 309LNb ESW. Basicity Index: 4.0
1. “308L” overlay combination on 2.25 Cr 1Mo steel, typical parameters: DC+, 1250A, 25V, 9 m/hOK Band 309L ESW 0.015 0.2 1.8 21 11.4 - - -
Weld composition 1st layer 0.023 0.45 1.2 18.5 10 - - FN 6
2. “316” overlay combination on 2.25 Cr 1Mo steel, typical parameters: CD+, 1250A, 25V, 9 m/hOK Band 309LMo ESW 0.015 0.2 1.8 20 13.7 2.7 - -
Weld composition 1st layer 0.024 0.4 1.2 18 12 2.7 - FN 8
Process• Submerged Arc Welding (SAW) or Electroslag Welding
(ESW) typically used for cladding large areas.
• Both methods offer a high deposition rate in terms of both kg/h and area coverage (m2/h), combined with low pen-etration and high deposit quality.
• Stainless steel strip cladding is widely used in the produc-tion of components for the chemical, petrochemical and nuclear industries.
SAW Strip Cladding• An electric arc is formed between the strip electrode and
the workpiece.
• Flux is used to form a molten slag to protect the weld pool from the atmosphere and helps form a smooth weld bead surface.
ESW Strip Cladding• A development of SAW strip; established as a reliable high
deposition rate process.
• An arc-less method using ohmic heating to melt the strip/flux/parentmaterial.
• Currentflowsthroughthestripelectrodeandacompara-tively shallow layer of liquid electro-conductive slag.
• Penetration is lower for ESW than for SAW since the molten slag pool is used to melt the strip and some of the parent material rather than as an arc between the strip electrode and the parent material.
• ESW strip surfacing reduces dilution by up to 50% com-pared with SAW strip surfacing for the same heat input withasignificantlyhigherdepositionrate.
Advantages• Reduces the need for expensive highly-alloyed base mate-
rial, such as stainless steel or nickel-base alloys.• Choose from a wide variety of parent materials and con-
sumables.• High deposition processes with low dilution.• Allowsforflexibilityintheproductionofpiecesinvarying
shapes and sizes.

106
Filler Metals
Packaged for Productivity
Packaging Types
Coils• Standard package for most solid and
cored wires• 27.2-29.5 kg (60-65 lbs.) of wire on a coil
with a 300 mm (12 in.) internal diameter• Coil adapter is required
Payoff Pac• Large diameter drum, most often used
with SAW wires• Package weights are typically 454 kg
(1000 lbs.)• Efficientsolutionforhighproductivity,
stationary SAW welding stations
Reels• Unique bulk solution for SAW wires• 136 kg (300 lbs.) of wire on an adaptor-
less wooden reel• Often used with column and boom sys-
tems
Marathon Pac™
• Bulk pack for 200-475 kg (450-1050 lbs.) of solid or cored wire, up to 1.6 mm (1/16 in.)
• Wire wound into the drum using special technique
• Wire is straight and comes out of the gun without twisting or warping - ideal for robotic or mechanized welding stations
• Stopping for spool changes and main-tenance are reduced by almost 95% for increased arc-on time
• Improves weld quality with reduced repair and rejects resulting in less weld defects
• Octagon drums are 100% recyclable
Eco-Coil• Ideal for high-production fabrication inclu-
ding wind towers and pipe mills holding 1000 kg (2200 lbs.) of wire in an economi-cal and ecologically-friendly package
• The package is shipped around a card-board core, shrink wrapped and strapped to the pallet for shipping
• Once received, the Eco-Coil is then removed from the pallet and placed on a “one-way spider” or “stem” for use
• The “one-way spider” is intended for reu-se with future Eco-Coils by the fabricator
Big Bag• Unique solution for bulk users of SAW
weldingflux• 500-1000 kg (1100-2200 lbs.) per bag• Bag is made of layers of fabric, coated
on the inside for moisture protection• Discharge spout in the bottom of the
bag with an opening that can be easily opened and reclosed by a rope
• Four strong straps for lifting by forklift or overhead crane
• ESAB offers many different package types to meet almost any requirement.
• Standard packaging for ESAB solid and cored wires in-cludes spools and coils.
• Bulk packages for mechanized, robotic and high produc-tion welding include Marathon Pac™ for mild steel, stain-less steel and aluminum solid wires.
• Most cored wires are also available in a Marathon Pac™.
• Submerged arc wire is available in coils and bulk drums.
• Submergedarcfluxisavailableinstandardplastic-linedbags and as a unique Big Bag bulk package.


Unrivaled service and support.Every ESAB product is backed by our commitment to superior customer service and support. Our skilled customer service department is prepared to quickly answer any questions, address problems, and help with maintenance and upgrading of your machines.
With ESAB, you can be sure that you purchased a machine that will meet your needs today and in the future. Product and process training is also available. Ask your ESAB sales representative or distributor for a complete ESAB solution.
USA: P.O. Box 100545, 411 South Ebenezer Road, Florence, SC 29501-0545Canada: 6010 Tomken Road, Mississauga, Ontario L5T 1X9Mexico: Ave. Diego Díaz de Berlanga, No. 130, Col. Nogalar San Nicolás de los Garza N.L. CP 66480 Monterrey, Mexico
ESAB Welding & Cutting Products / esabna.com / 1.800.ESAB.123
Find US facebook.com/esabna twitter.com/esabna youtube.com/esabweb
898C
160B
08
/11
The ESAB group is certified
according to ISO 14001 &
OHSAS 18001
Related Documents