1 Institut für Verfahrenstechnik Mechanische Verfahrenstechnik Einführung in die Diskrete Elemente Methode Dr.-Ing. P. Müller Dr.-Ing. W. Schubert, Dr.-Ing. M. Khanal, Prof. J. Tomas

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
1
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
Einführung in die Diskrete Elemente Methode
Dr.-Ing. P. Müller
Dr.-Ing. W. Schubert, Dr.-Ing. M. Khanal, Prof. J. Tomas
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
EinleitungGrundlagen der Diskreten ElementeMethode (DEM)
AnwendungsgebieteForschungsergebnisseZusammenfassung
Inhalt
2
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
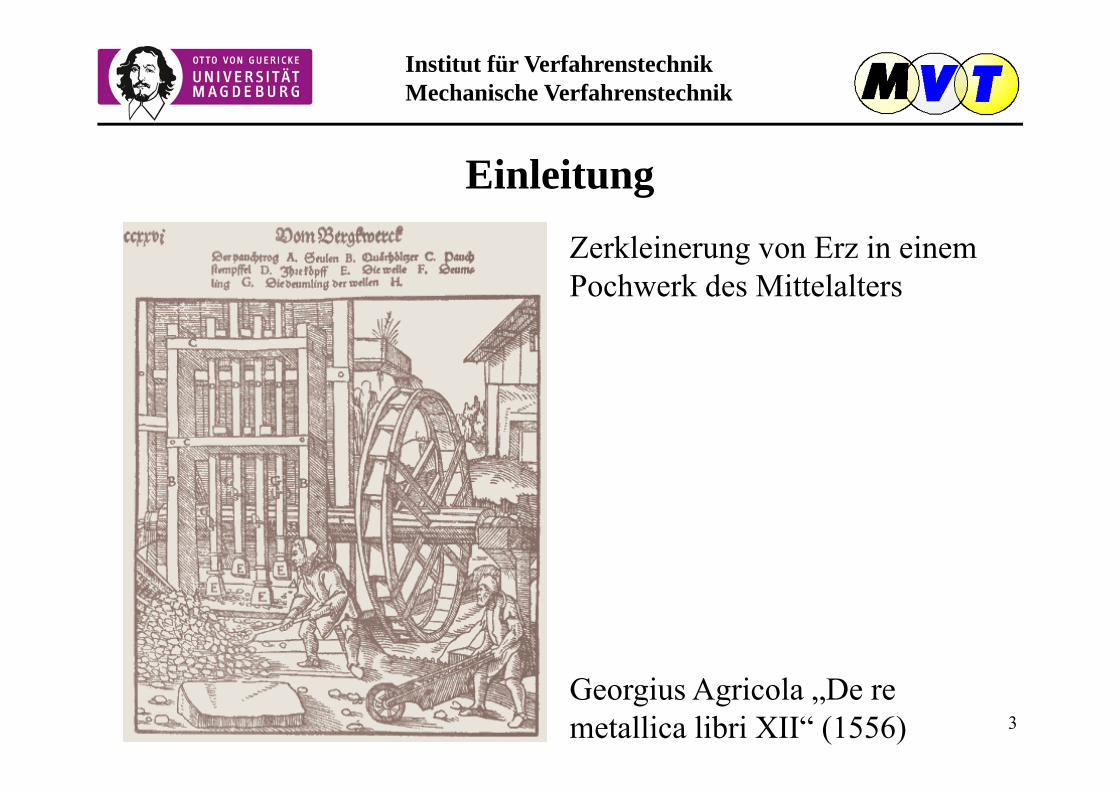
Einleitung
3
Zerkleinerung von Erz in einem Pochwerk des Mittelalters
Georgius Agricola „De re metallica libri XII“ (1556)
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
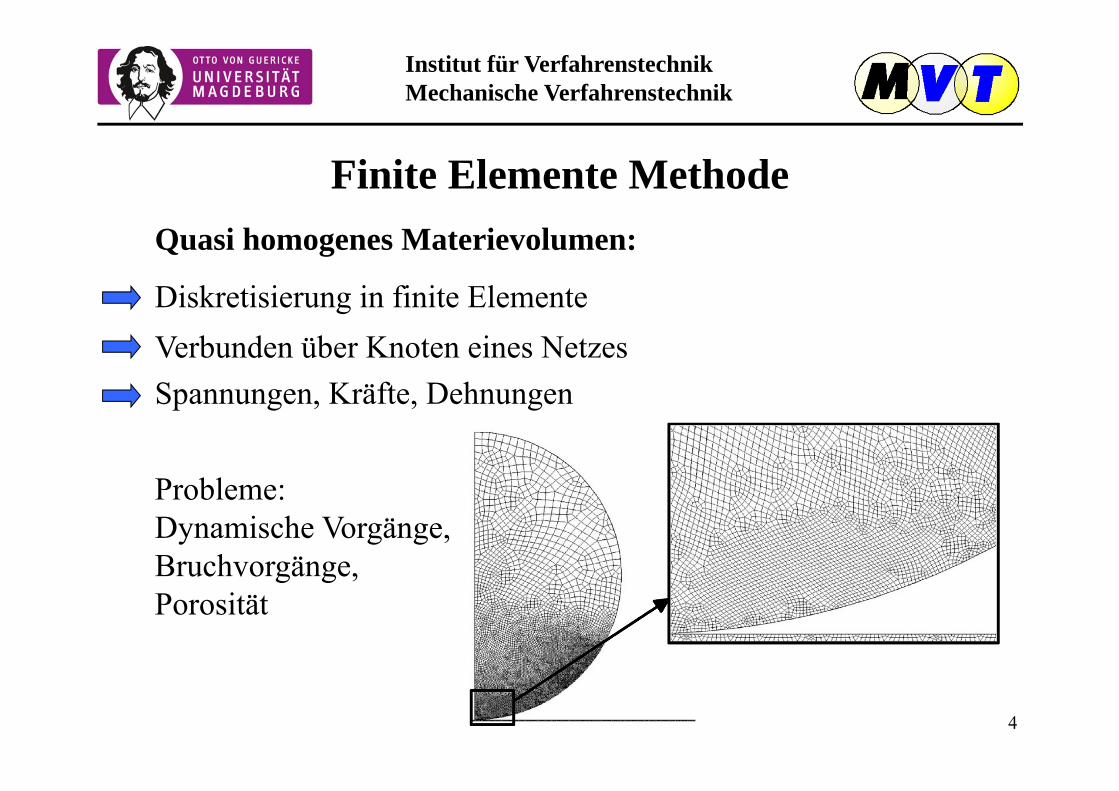
Finite Elemente Methode
4
Quasi homogenes Materievolumen:
Diskretisierung in finite ElementeVerbunden über Knoten eines NetzesSpannungen, Kräfte, Dehnungen
Probleme:Dynamische Vorgänge, Bruchvorgänge, Porosität
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
5
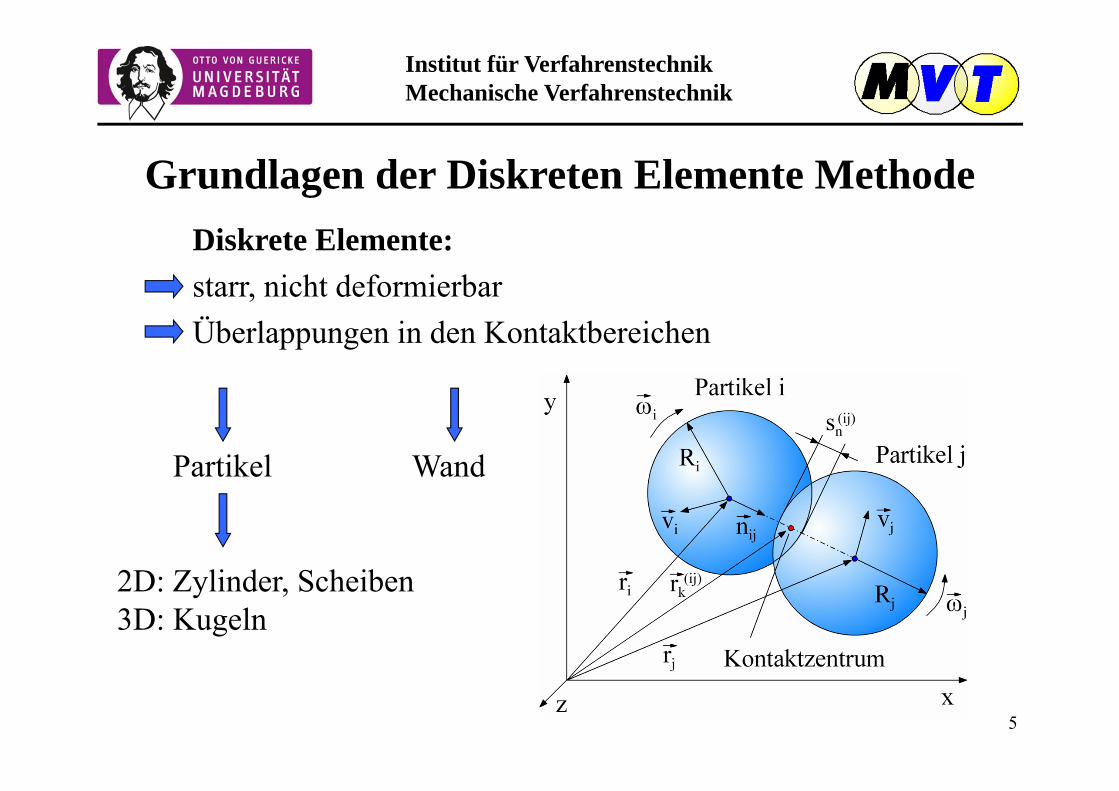
Grundlagen der Diskreten Elemente MethodeDiskrete Elemente:starr, nicht deformierbarÜberlappungen in den Kontaktbereichen
Partikel Wand
2D: Zylinder, Scheiben 3D: Kugeln
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
6
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
7
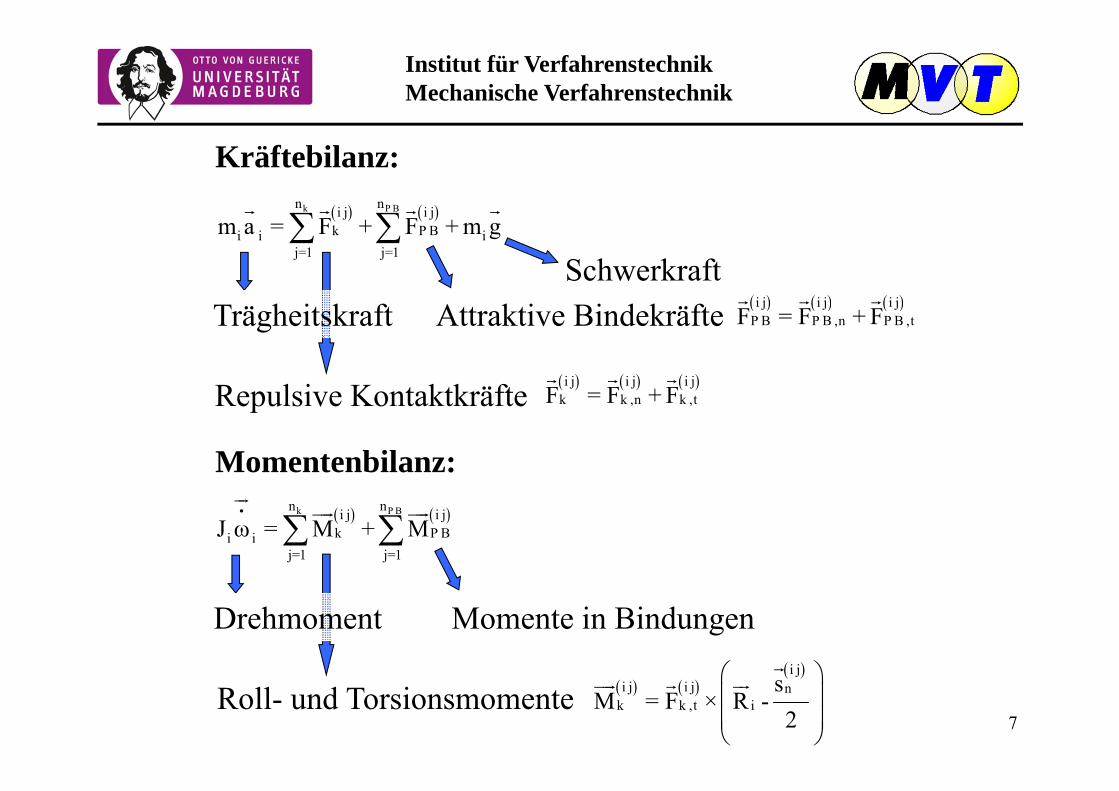
Kräftebilanz:
Momentenbilanz:
k P Bn ni j i jk P Bi i i
j=1 j=1m a = F + F + m g.
k P Bn ni j i jk P Bi i
j=1 j=1J ω = M + M.
Trägheitskraft
Repulsive Kontaktkräfte
Attraktive BindekräfteSchwerkraft
Drehmoment
Roll- und Torsionsmomente
Momente in Bindungen
i j i j i jk k ,n k ,tF = F + F
i j i j i jP B P B ,n P B ,tF = F + F
i j
i j i j nk k ,t i
sM = F × R -
2
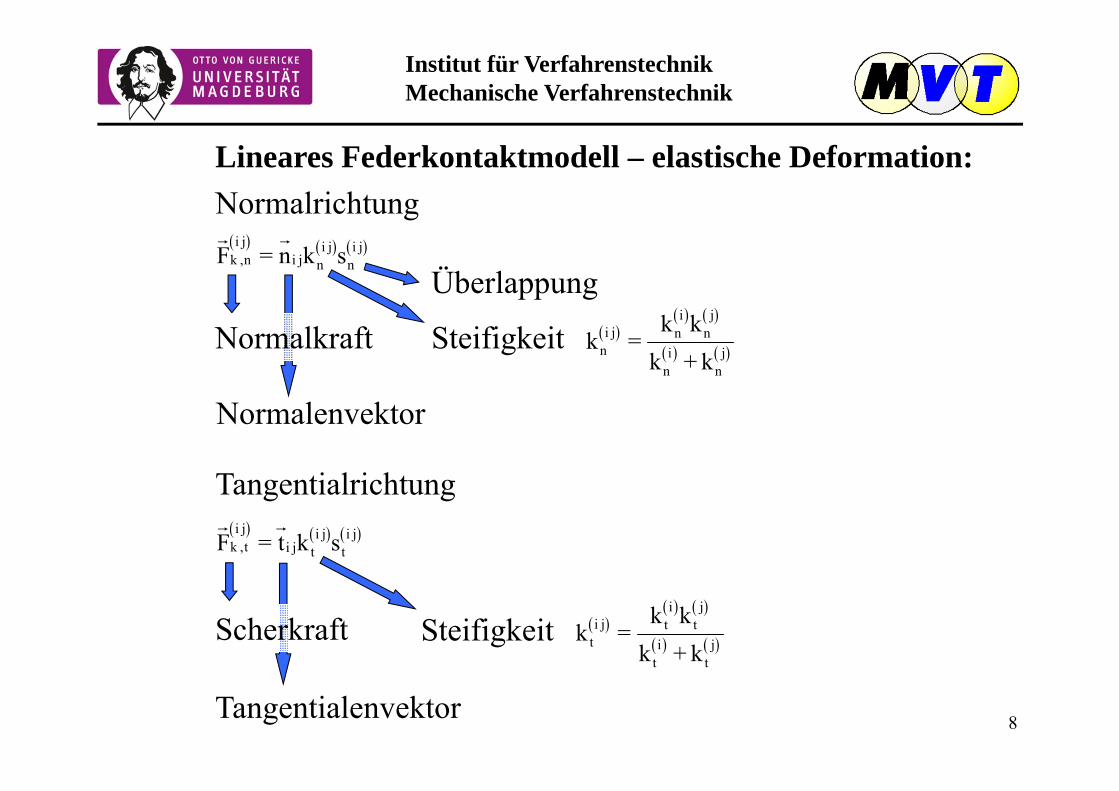
Lineares Federkontaktmodell – elastische Deformation:Normalrichtung
Tangentialrichtung
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
8
Normalkraft
Normalenvektor
Steifigkeit
Überlappung i j i j i jk ,n i j n nF = n k s
i j i j i jk ,t i j t tF = t k s
i ji j n n
n i jn n
k kk =
k + k
i ji j t t
t i jt t
k kk =
k + kScherkraft Steifigkeit
Tangentialenvektor
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
9
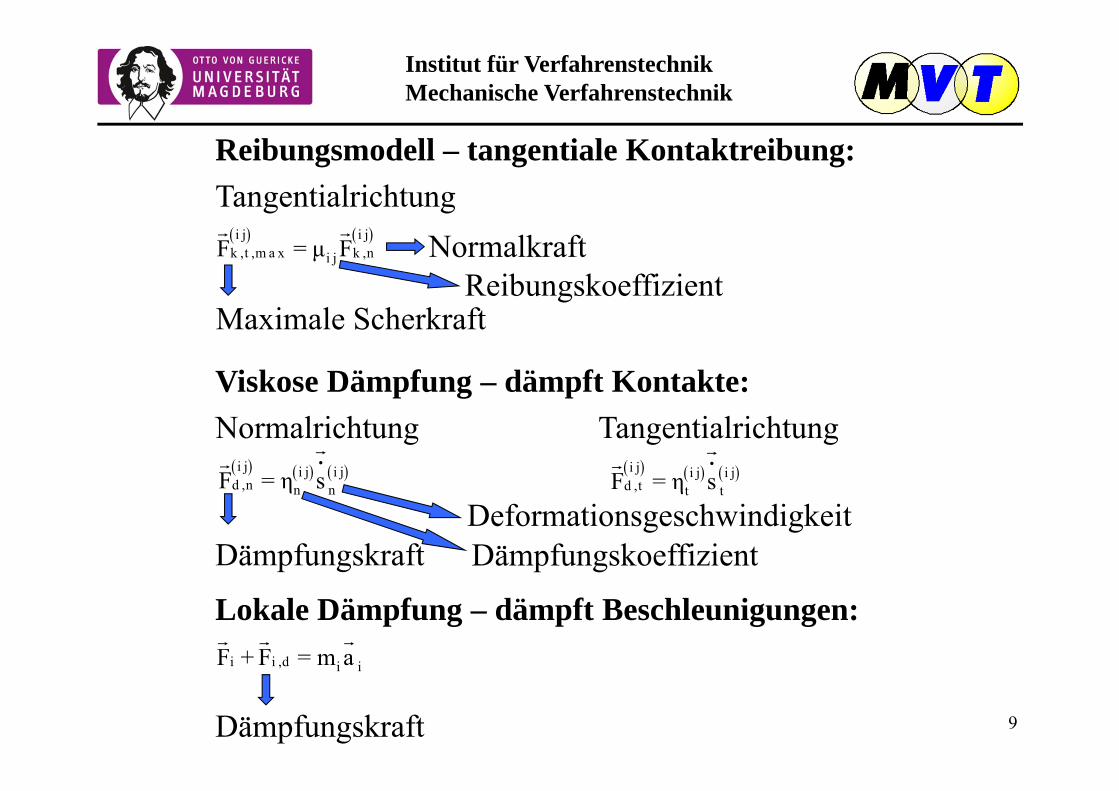
Reibungsmodell – tangentiale Kontaktreibung:Tangentialrichtung
Viskose Dämpfung – dämpft Kontakte:Normalrichtung Tangentialrichtung
Lokale Dämpfung – dämpft Beschleunigungen:
Maximale ScherkraftReibungskoeffizient
Normalkraft
Dämpfungskraft DämpfungskoeffizientDeformationsgeschwindigkeit
i j i jk ,t ,m a x k ,ni jF = μ F
i j i j i jd ,n n nF = η s .
i j i j i j
d ,t t tF = η s .
.i i ,d i iF + F = m a
Dämpfungskraft
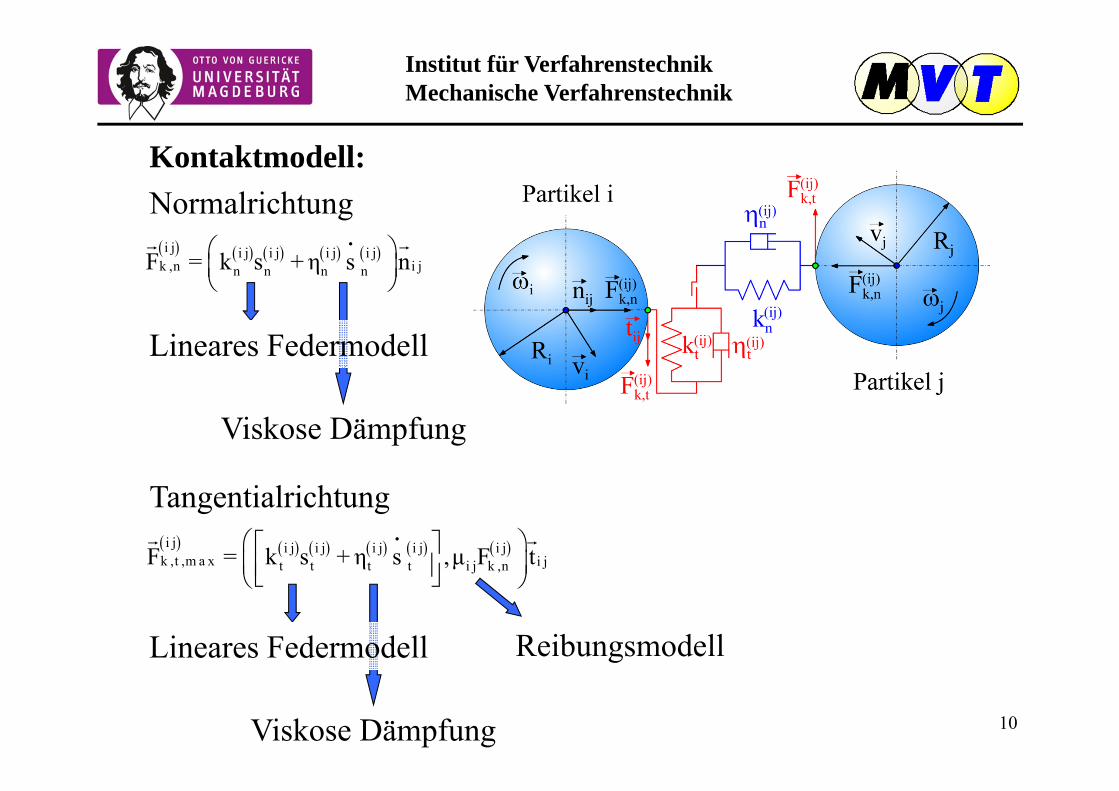
i j i j i j i j i j i jk ,t ,m a x i jt t t t i j k ,nF = k s + η s ,μ F t.
Kontaktmodell:Normalrichtung
Tangentialrichtung
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
10
Lineares Federmodell
Viskose Dämpfung
i j i j i j i j i jk ,n i jn n n nF = k s + η s n.
Lineares Federmodell
Viskose Dämpfung
Reibungsmodell
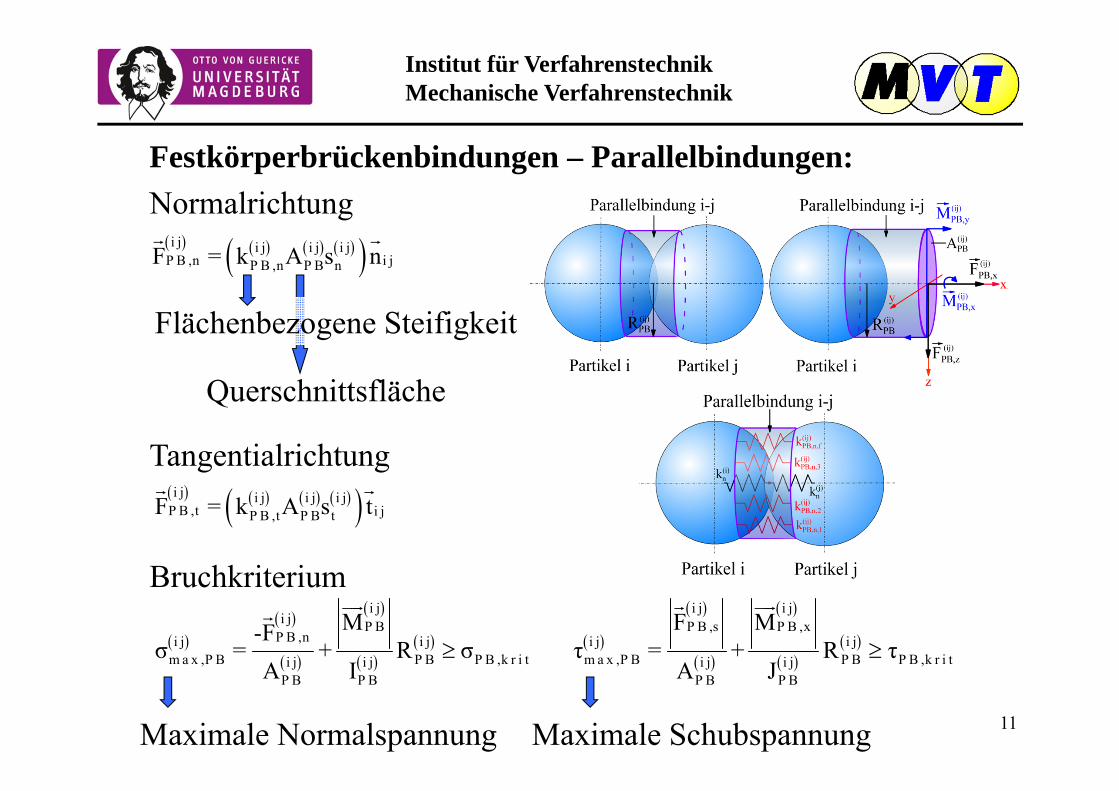
Festkörperbrückenbindungen – Parallelbindungen:Normalrichtung
Tangentialrichtung
Bruchkriterium
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
11
i j i j i j i jP B ,n i jP B ,n P B nF = k A s n
i j i j i j i jP B ,t i jP B ,t P B tF = k A s t
i ji j P B
P B ,ni j i jm a x ,P B P B P B ,k r i ti j i j
P B P B
M-Fσ = + R σ
A I
i j i jP B ,s P B ,x
i j i jm a x ,P B P B P B ,k r i ti j i j
P B P B
F Mτ = + R τ
A J
Querschnittsfläche
Flächenbezogene Steifigkeit
Maximale SchubspannungMaximale Normalspannung
Institute Process EngineeringMechanical Process Engineering
12
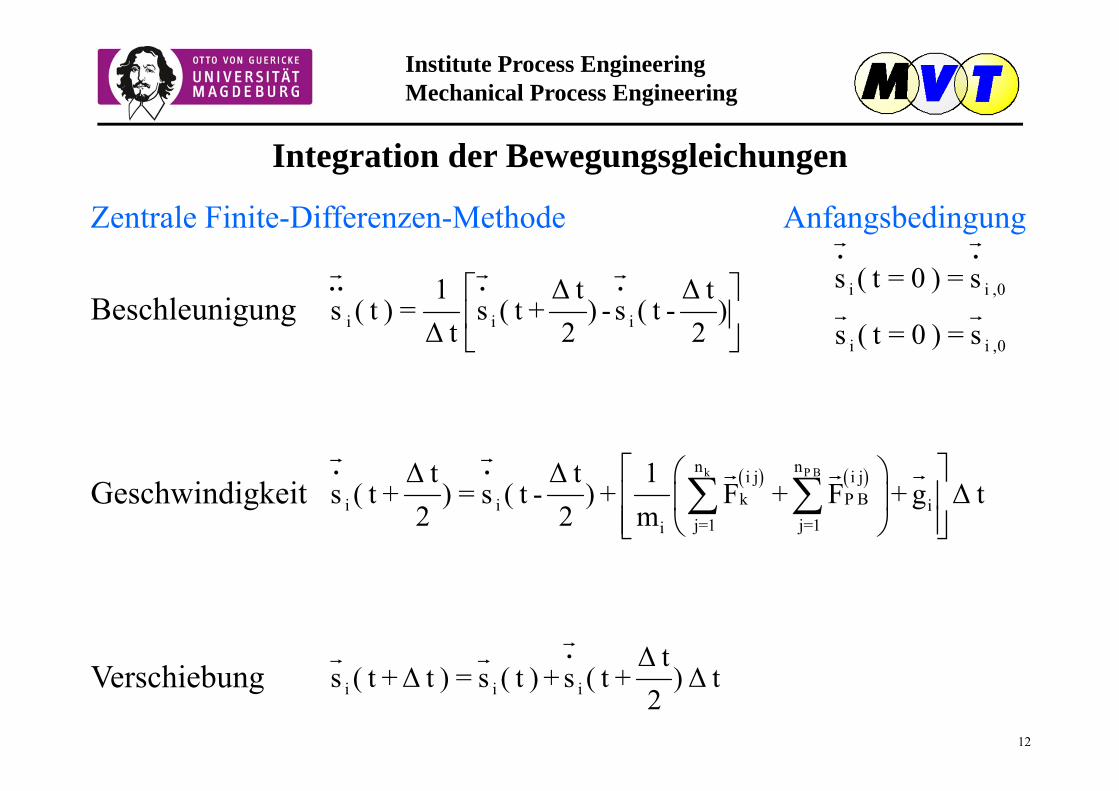
Integration der Bewegungsgleichungen
Zentrale Finite-Differenzen-Methode Anfangsbedingung
Beschleunigung
Geschwindigkeit
Verschiebung
. . .i i i
1 Δ t Δ ts ( t ) = s ( t + ) - s ( t - )
Δ t 2 2
. .
k P Bn ni j i jk P Bi i i
j=1 j=1i
Δ t Δ t 1s ( t + ) = s ( t - ) + F + F + g Δ t
2 2 m
. . .i i i
Δ ts ( t +Δ t ) = s ( t ) + s ( t + )Δ t
2
. .i i ,0s ( t = 0 ) = s
. .i i ,0s ( t = 0 ) = s
Institute Process EngineeringMechanical Process Engineering
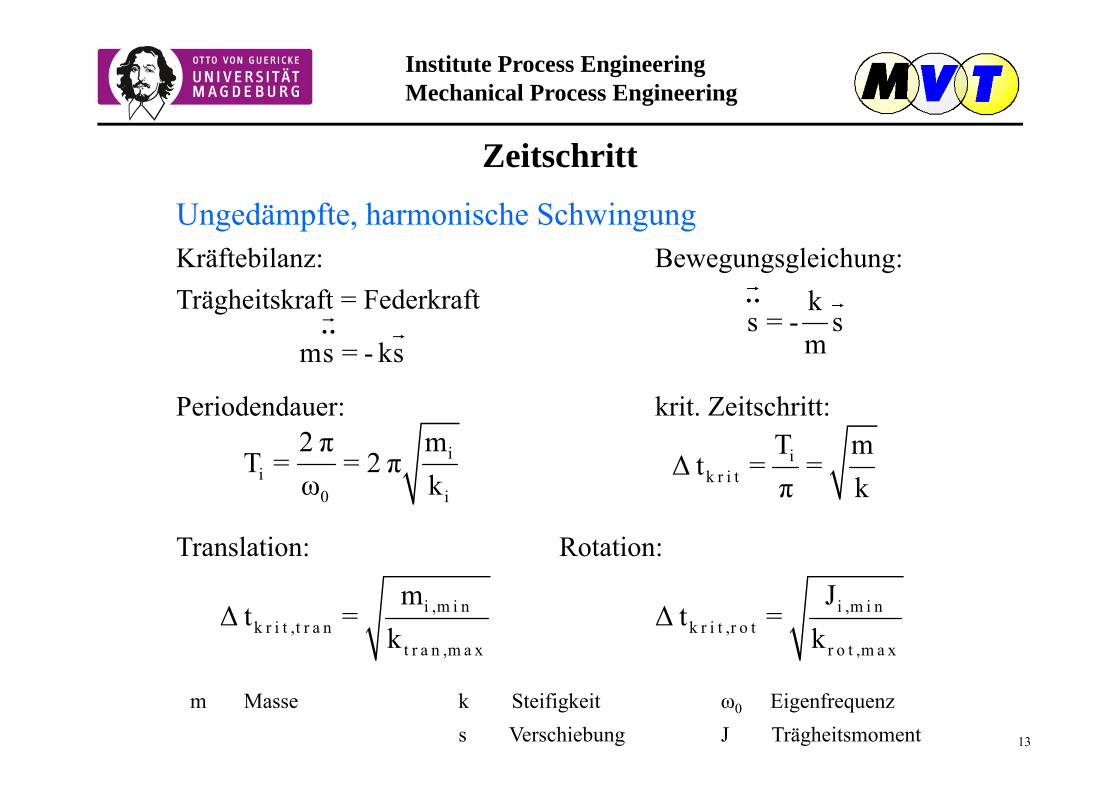
Ungedämpfte, harmonische SchwingungKräftebilanz: Bewegungsgleichung:Trägheitskraft = Federkraft
Periodendauer: krit. Zeitschritt:
Translation: Rotation:
13
Zeitschritt
ik r i t
T mΔ t = =
π ki
i0 i
2 π mT = = 2 π
ω k
ms = - ks
i ,m i nk r i t ,t r a n
t r a n ,m a x
mΔ t =
ki ,m i n
k r i t ,r o tr o t ,m a x
JΔ t =
k
ks = - s
m
m Masse k Steifigkeits Verschiebung
ω0 EigenfrequenzJ Trägheitsmoment
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
14

Institut für VerfahrenstechnikMechanische Verfahrenstechnik
Anwendungsgebiete
15
Bestimmung des Böschungswinkels
Lagerung von Schüttgütern
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
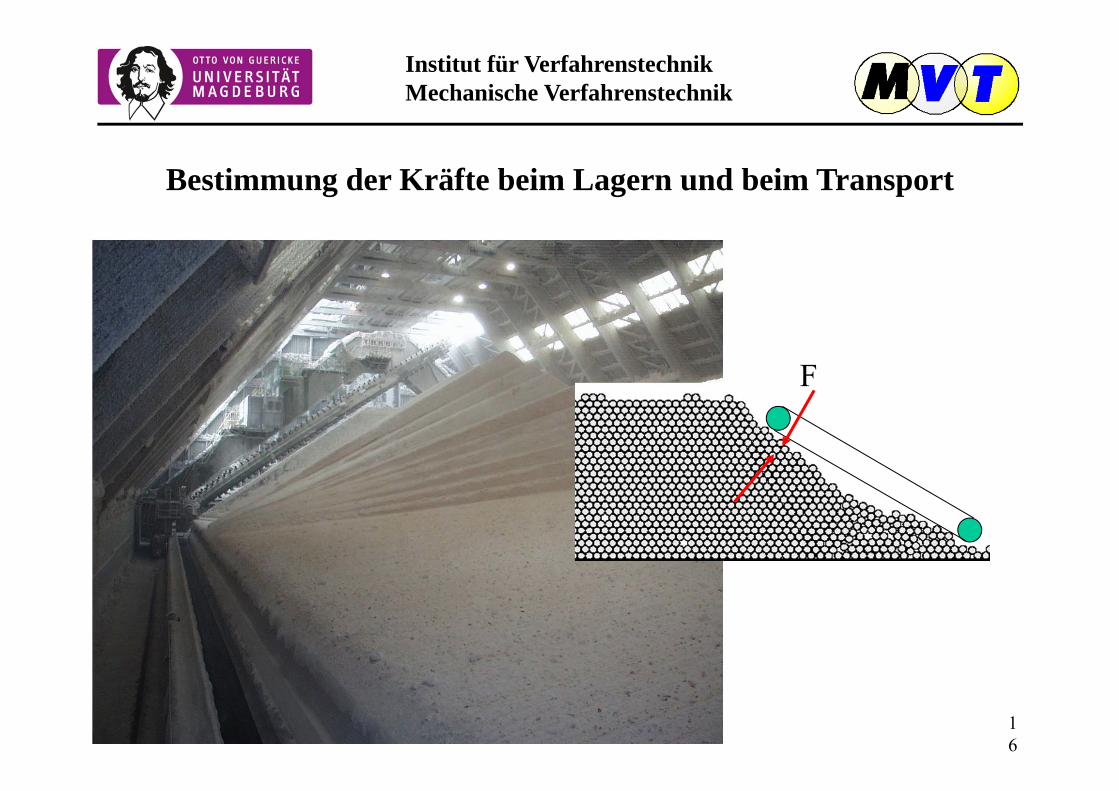
16
F
Bestimmung der Kräfte beim Lagern und beim Transport

Institut für VerfahrenstechnikMechanische Verfahrenstechnik
17
Fließverhalten im Silo und Trichter
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
18
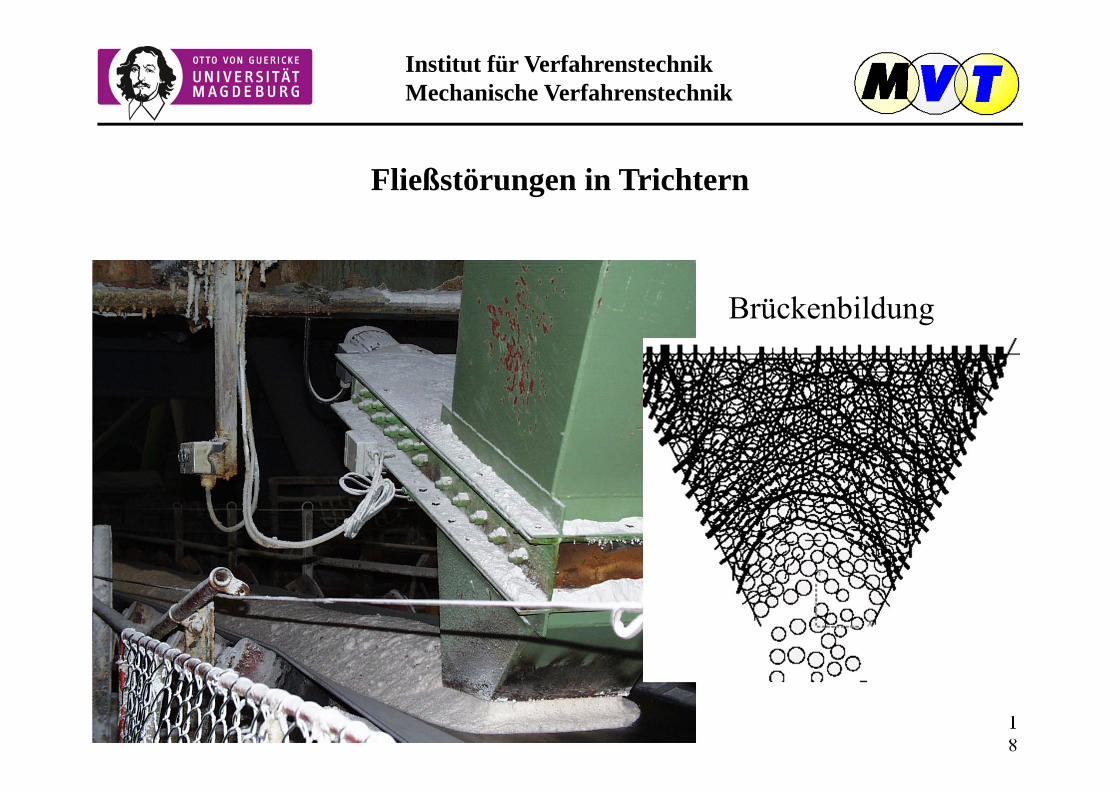
Fließstörungen in Trichtern
Brückenbildung
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
19
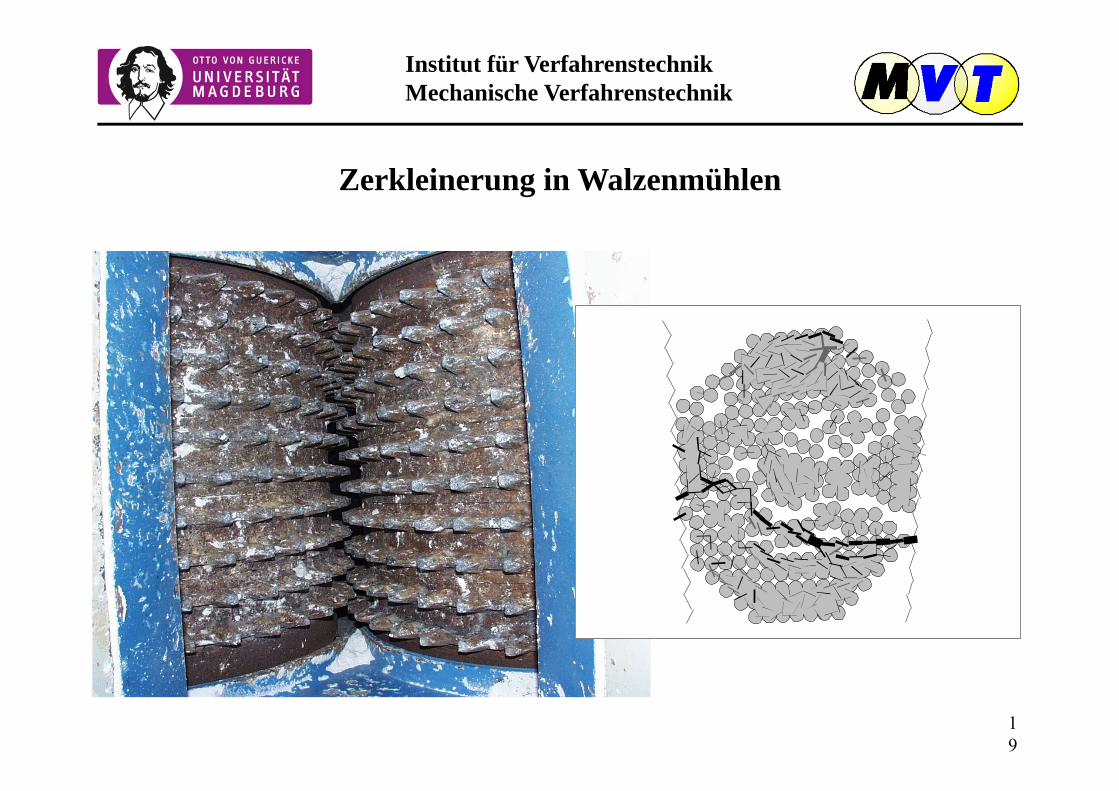
Zerkleinerung in Walzenmühlen

Institut für VerfahrenstechnikMechanische Verfahrenstechnik
20
Bruchverhalten von Betonkugeln

Institut für VerfahrenstechnikMechanische Verfahrenstechnik
21
Setzmaschine, Schwingsieb, Prallbrecher
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
22
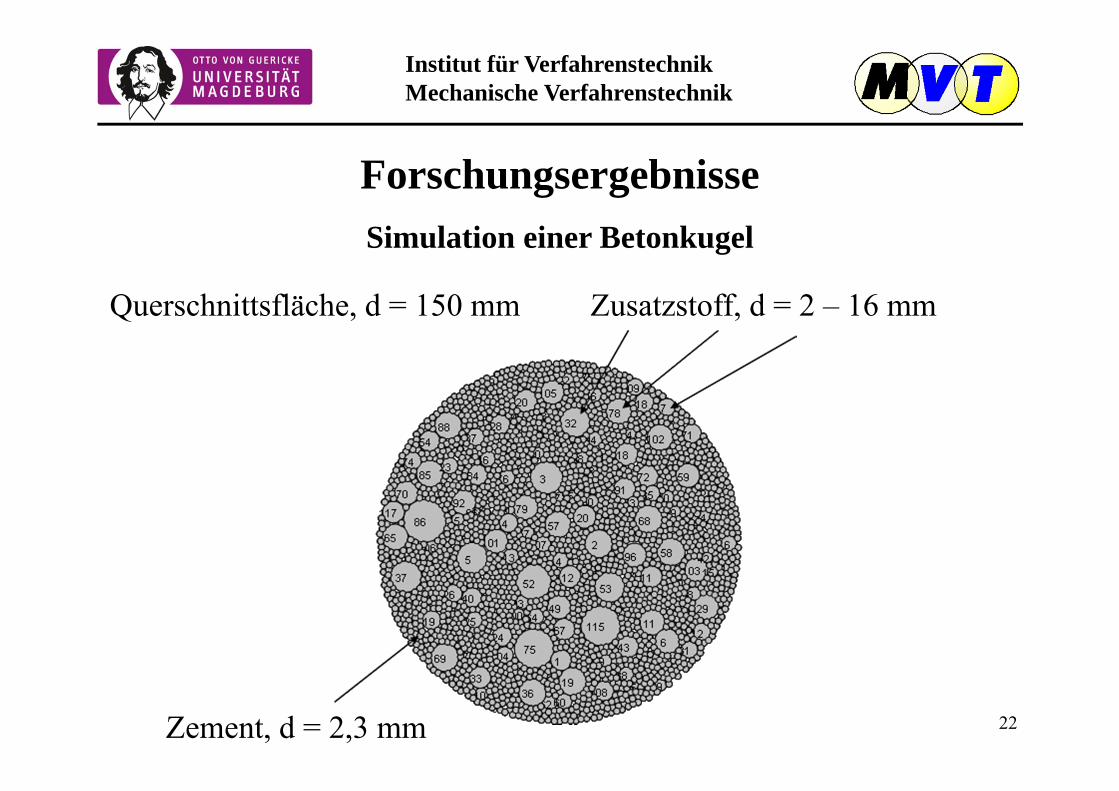
Forschungsergebnisse
Zement, d = 2,3 mm
Zusatzstoff, d = 2 – 16 mm
Simulation einer Betonkugel
Querschnittsfläche, d = 150 mm
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
23
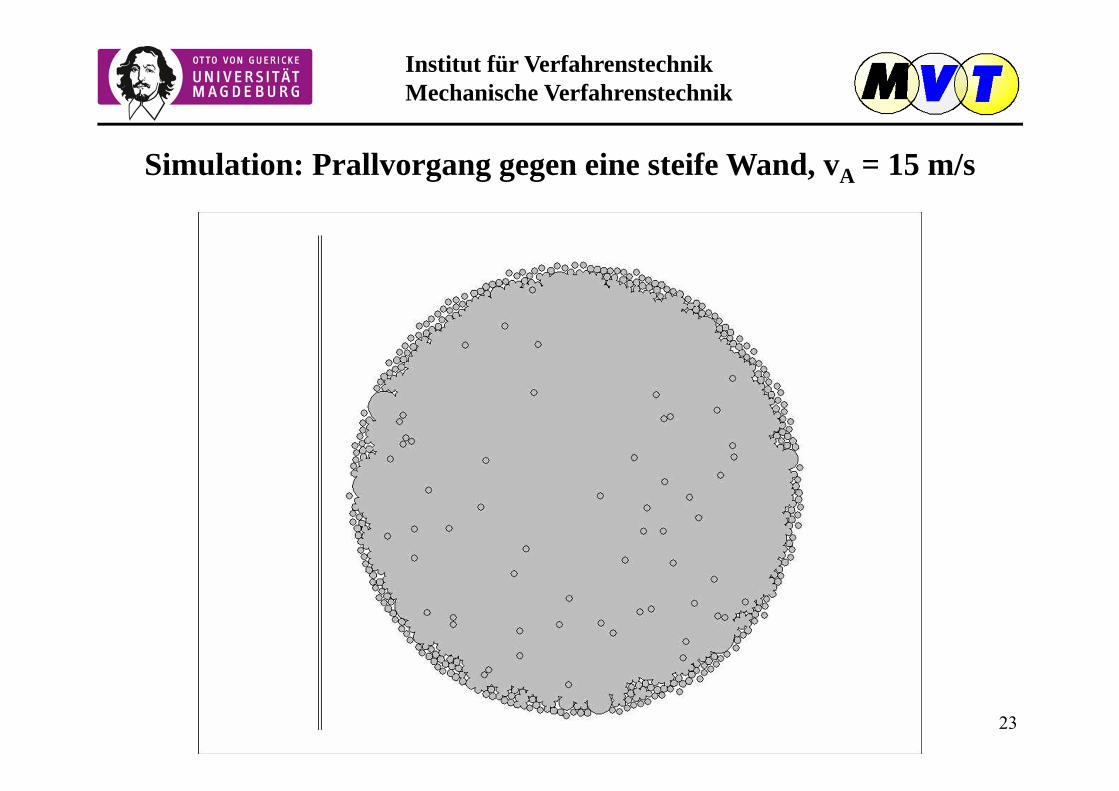
Simulation: Prallvorgang gegen eine steife Wand, vA = 15 m/s
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
24
Experiment: Prallvorgang gegen eine steife Wand, vA = 15 m/s
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
25
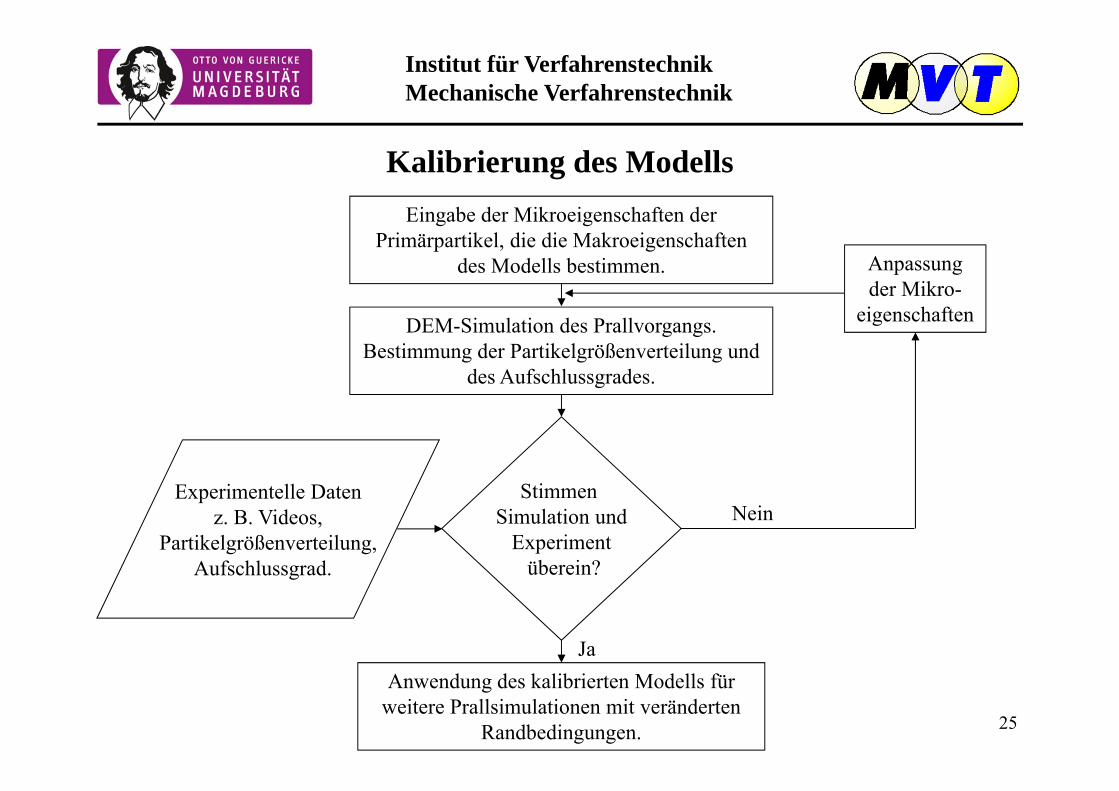
Kalibrierung des ModellsEingabe der Mikroeigenschaften der
Primärpartikel, die die Makroeigenschaften des Modells bestimmen.
DEM-Simulation des Prallvorgangs. Bestimmung der Partikelgrößenverteilung und
des Aufschlussgrades.
Stimmen Simulation und
Experimentüberein?
Anwendung des kalibrierten Modells für weitere Prallsimulationen mit veränderten
Randbedingungen.
Experimentelle Datenz. B. Videos,
Partikelgrößenverteilung,Aufschlussgrad.
Anpassung der Mikro-
eigenschaften
Nein
Ja
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
26
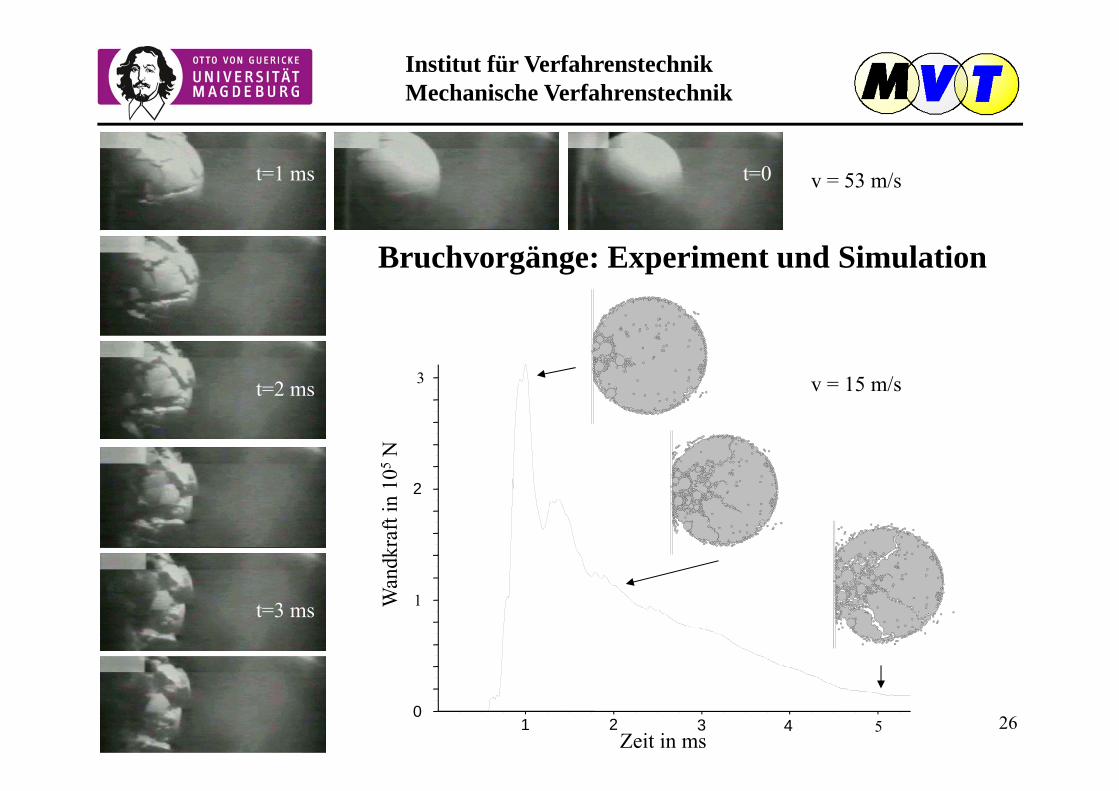
Bruchvorgänge: Experiment und Simulation
t=2 ms
t=1 ms t=0
t=3 ms
v = 53 m/s
1 2 3 40
1
2
Zeit in ms
Wan
dkra
ft in
105
N3
5
v = 15 m/s
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
27
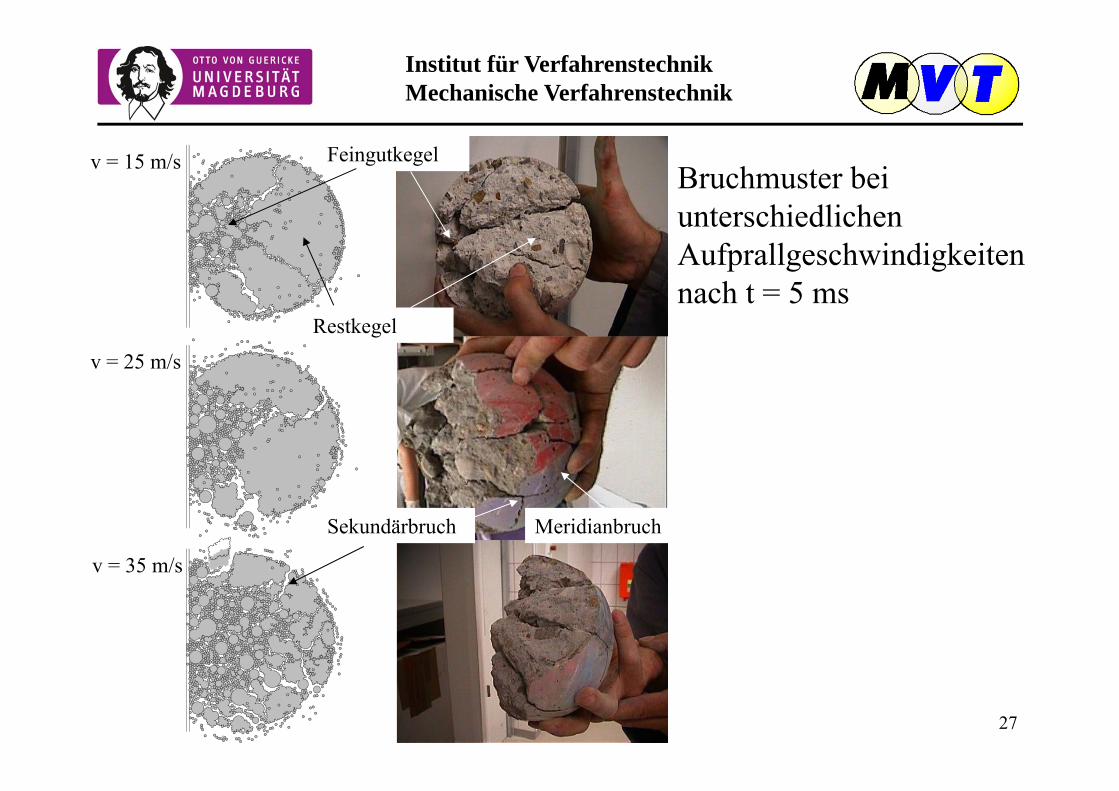
Bruchmuster bei unterschiedlichen Aufprallgeschwindigkeiten nach t = 5 ms
Feingutkegel
Sekundärbruch
Restkegel
Meridianbruch
v = 15 m/s
v = 25 m/s
v = 35 m/s
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
28
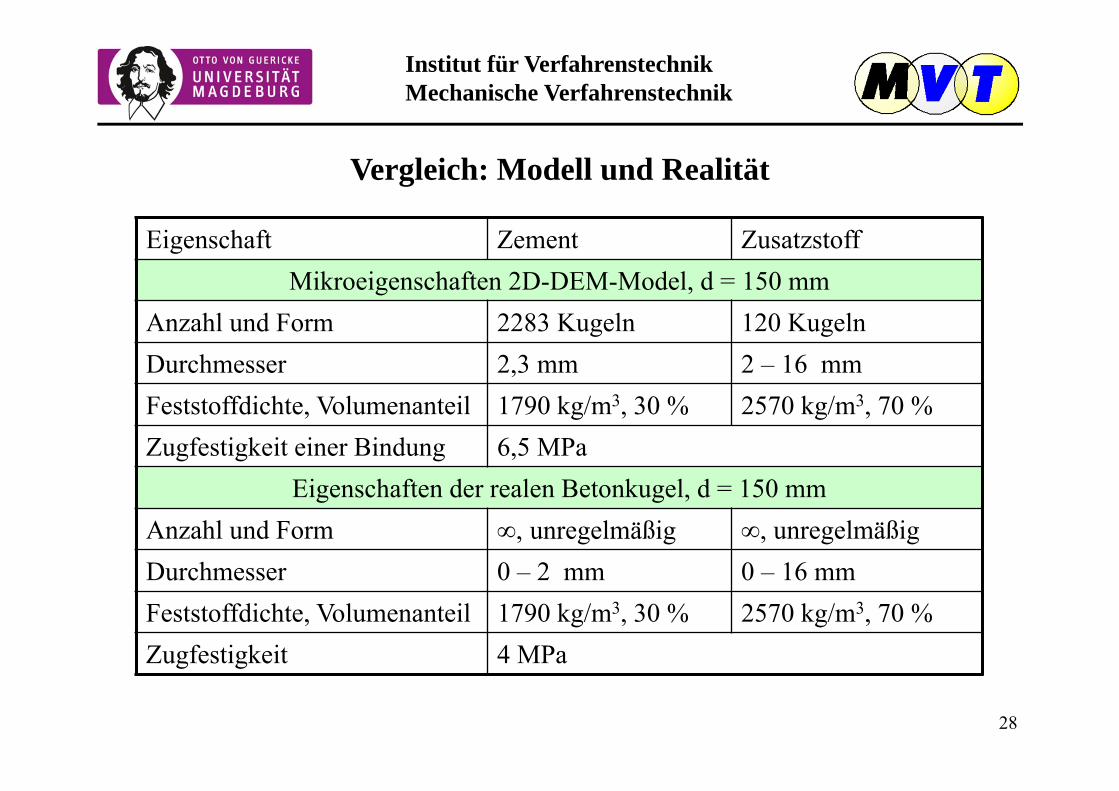
Vergleich: Modell und Realität
Eigenschaft Zement ZusatzstoffMikroeigenschaften 2D-DEM-Model, d = 150 mm
Anzahl und Form 2283 Kugeln 120 KugelnDurchmesser 2,3 mm 2 – 16 mmFeststoffdichte, Volumenanteil 1790 kg/m3, 30 % 2570 kg/m3, 70 %Zugfestigkeit einer Bindung 6,5 MPa
Eigenschaften der realen Betonkugel, d = 150 mm Anzahl und Form ∞, unregelmäßig ∞, unregelmäßigDurchmesser 0 – 2 mm 0 – 16 mmFeststoffdichte, Volumenanteil 1790 kg/m3, 30 % 2570 kg/m3, 70 %Zugfestigkeit 4 MPa
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
29
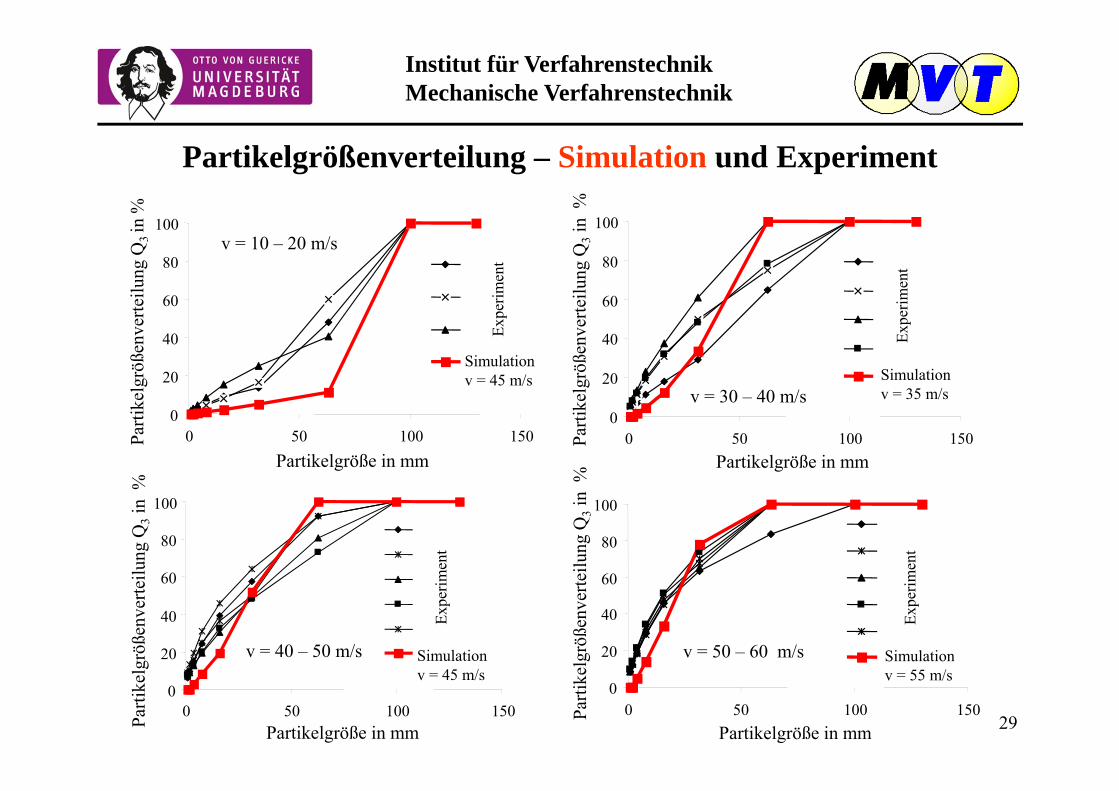
Partikelgrößenverteilung – Simulation und Experiment
0
20
40
60
80
100
0 50 100 150Partikelgröße in mm
Simulationv = 35 m/sv = 30 – 40 m/s
Expe
rimen
t
Parti
kelg
röße
nver
teilu
ng Q
3in
%
0
20
40
60
80
100
0 50 100 150Partikelgröße in mm
v = 50 – 60 m/s
Expe
rimen
t
Parti
kelg
röße
nver
teilu
ng Q
3in
%
Simulationv = 55 m/s
0
20
40
60
80
100
0 50 100 150Partikelgröße in mm
Parti
kelg
röße
nver
teilu
ng Q
3 in
%
v = 10 – 20 m/s
Expe
rimen
t
Simulationv = 45 m/s
0
20
40
60
80
100
0 50 100 150Partikelgröße in mmPa
rtike
lgrö
ßenv
erte
ilung
Q3
in %
v = 40 – 50 m/s
Expe
rimen
t
Simulationv = 45 m/s
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
30
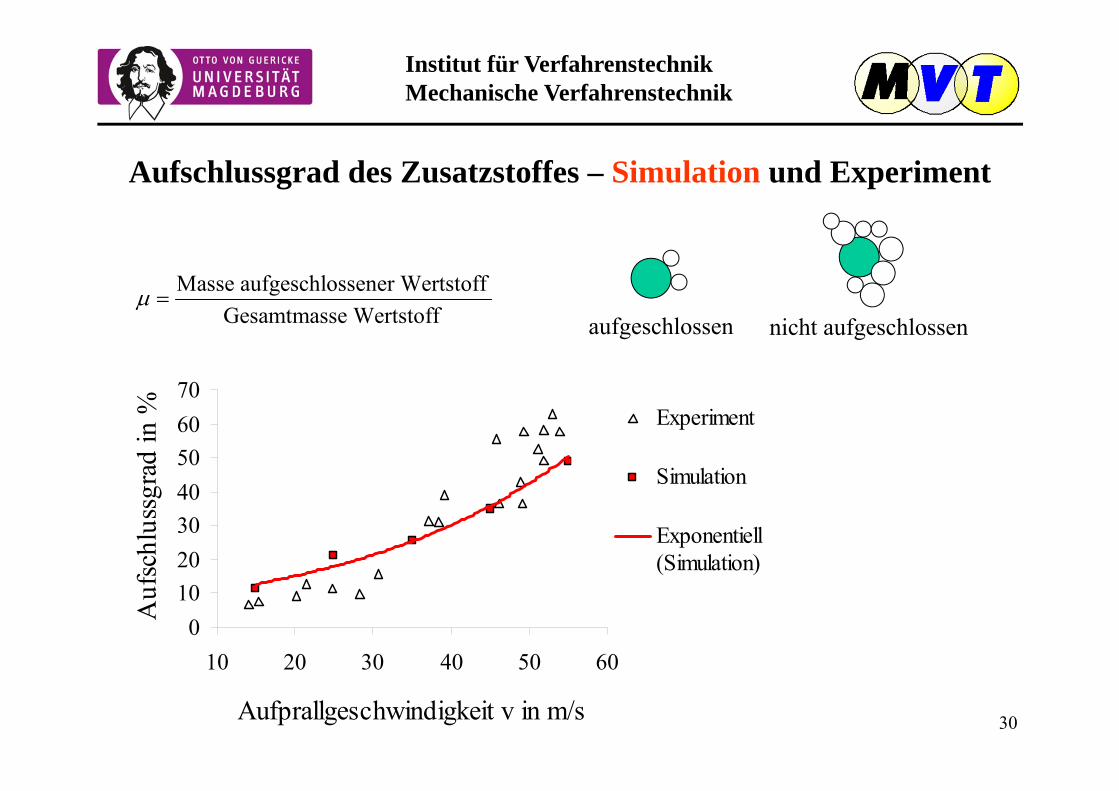
Aufschlussgrad des Zusatzstoffes – Simulation und Experiment
Masse aufgeschlossener WertstoffGesamtmasse Wertstoff
aufgeschlossen nicht aufgeschlossen
010203040506070
10 20 30 40 50 60
Aufprallgeschwindigkeit v in m/s
Auf
schl
ussg
rad
in % Experiment
Simulation
Exponentiell(Simulation)
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
31
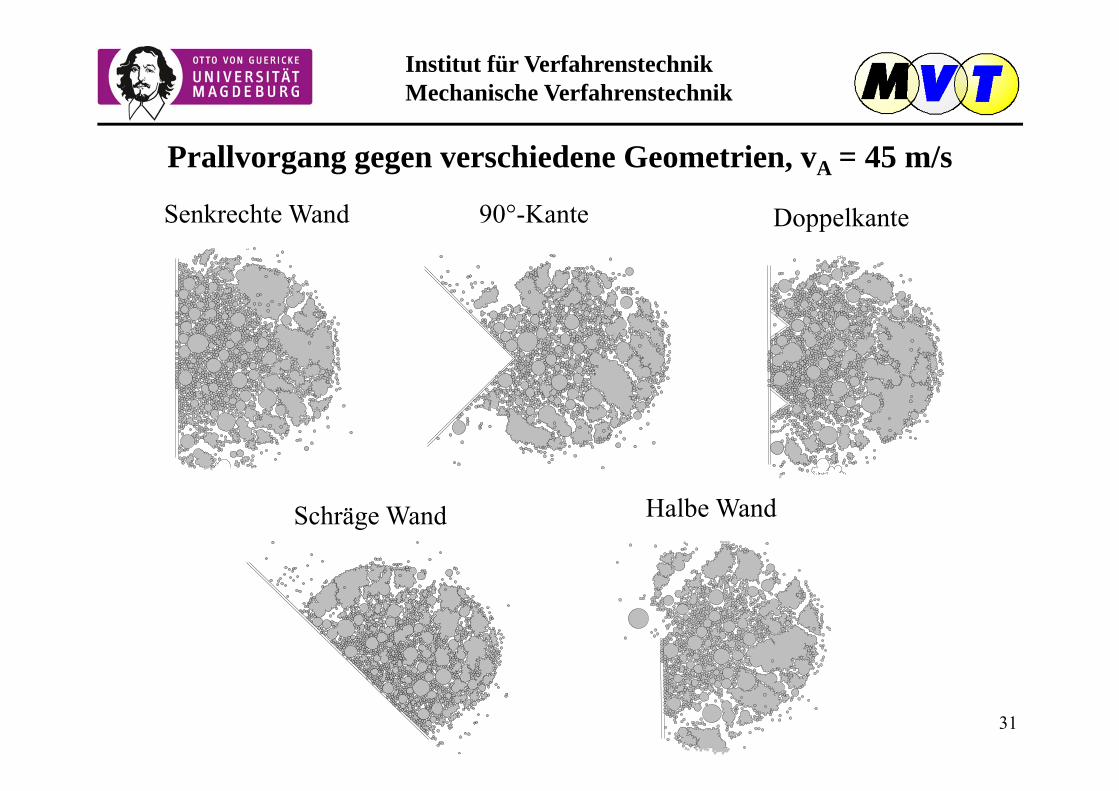
Senkrechte Wand
Halbe WandSchräge Wand
90°-Kante Doppelkante
Prallvorgang gegen verschiedene Geometrien, vA = 45 m/s
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
32
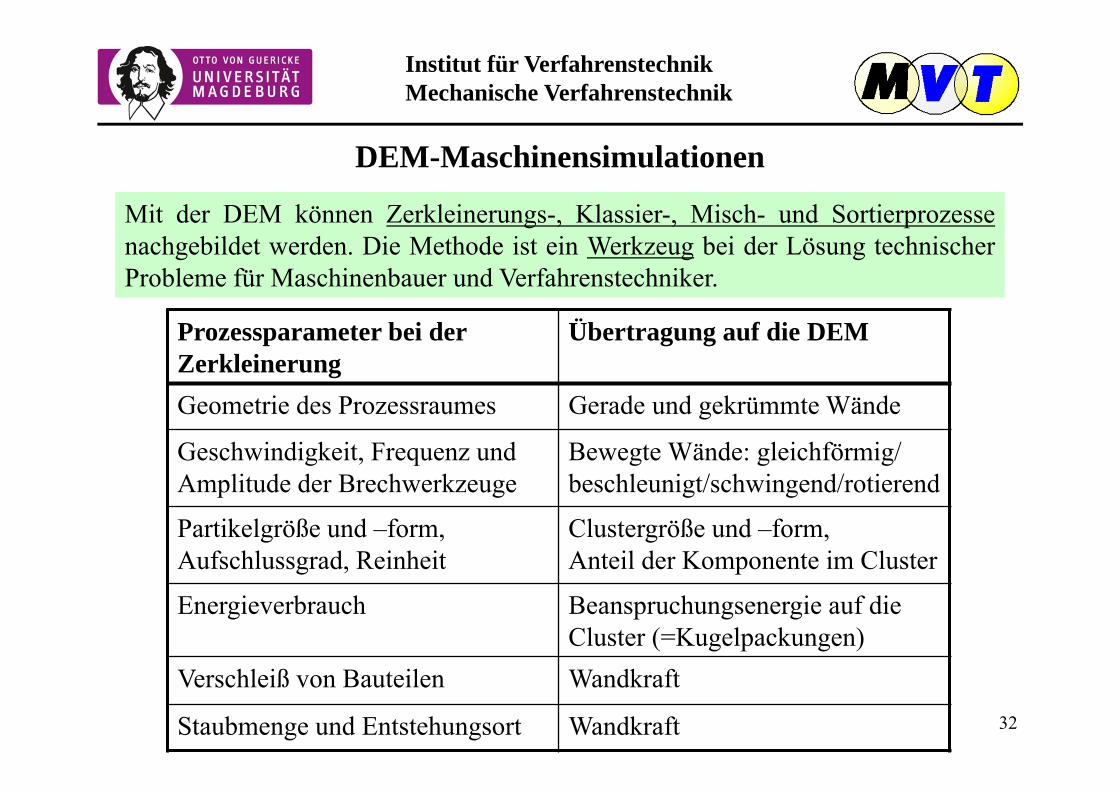
Mit der DEM können Zerkleinerungs-, Klassier-, Misch- und Sortierprozessenachgebildet werden. Die Methode ist ein Werkzeug bei der Lösung technischerProbleme für Maschinenbauer und Verfahrenstechniker.
Prozessparameter bei der Zerkleinerung
Übertragung auf die DEM
Geometrie des Prozessraumes Gerade und gekrümmte Wände
Geschwindigkeit, Frequenz und Amplitude der Brechwerkzeuge
Bewegte Wände: gleichförmig/ beschleunigt/schwingend/rotierend
Partikelgröße und –form,Aufschlussgrad, Reinheit
Clustergröße und –form,Anteil der Komponente im Cluster
Energieverbrauch Beanspruchungsenergie auf die Cluster (=Kugelpackungen)
Verschleiß von Bauteilen Wandkraft
Staubmenge und Entstehungsort Wandkraft
DEM-Maschinensimulationen
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
33
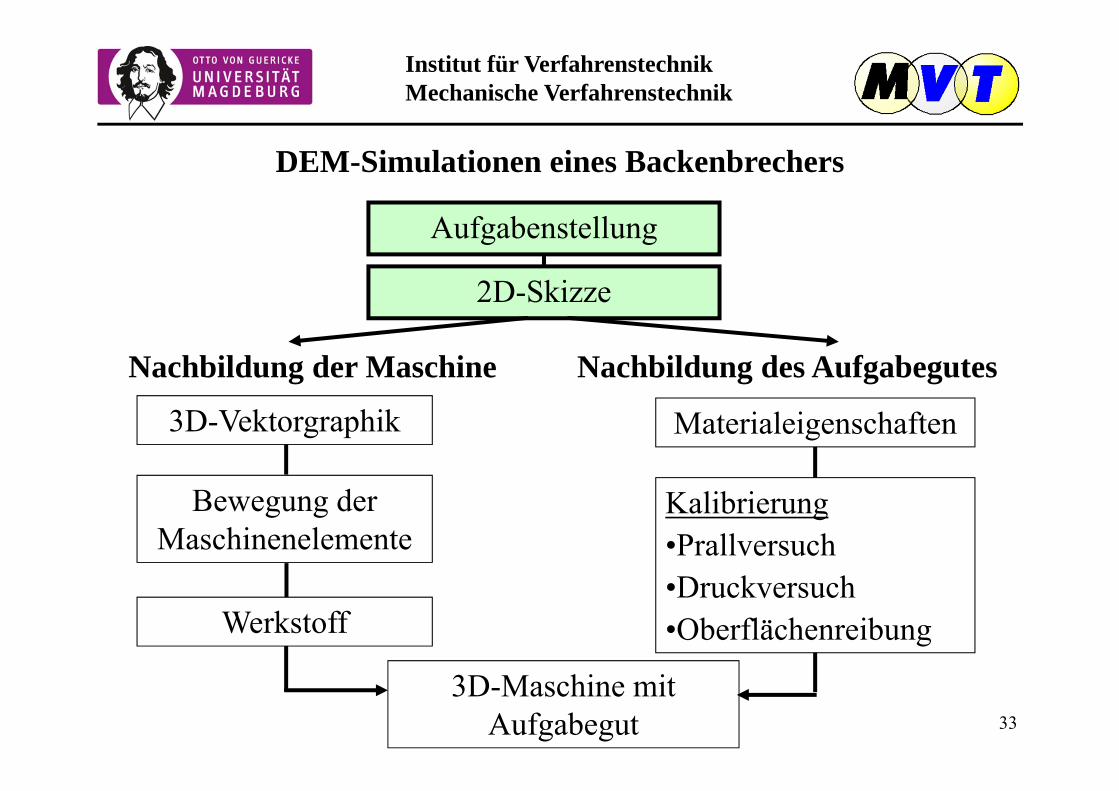
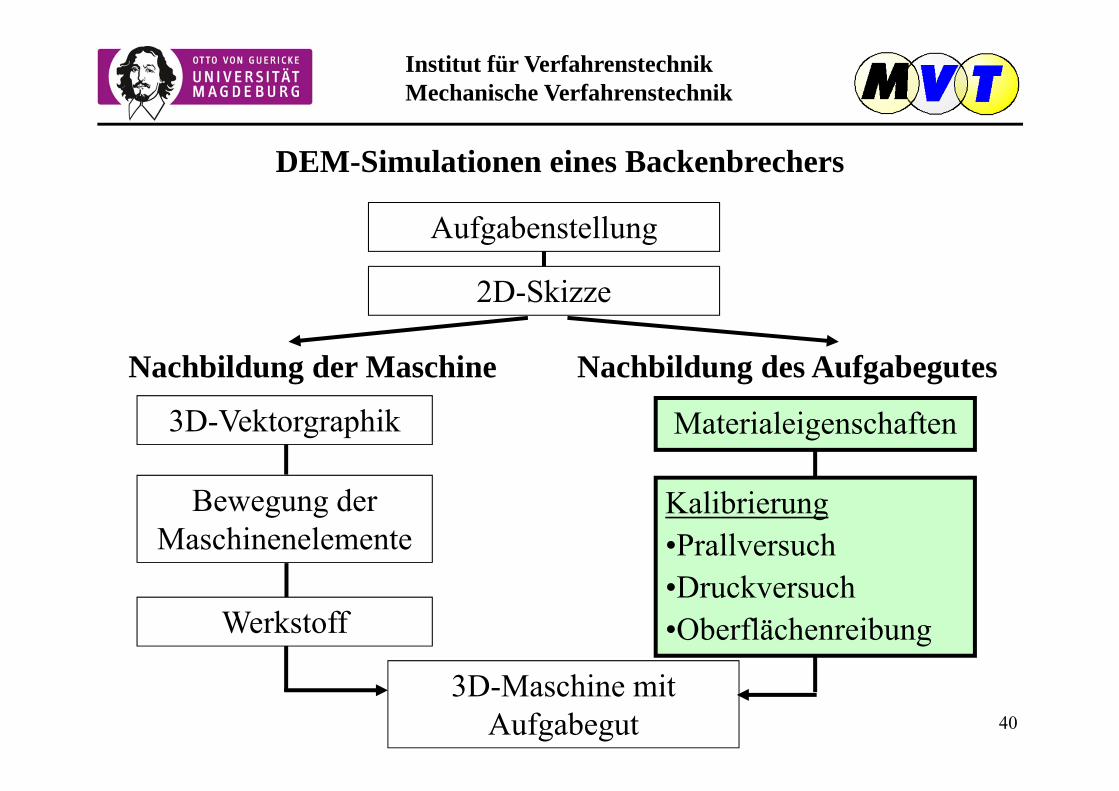
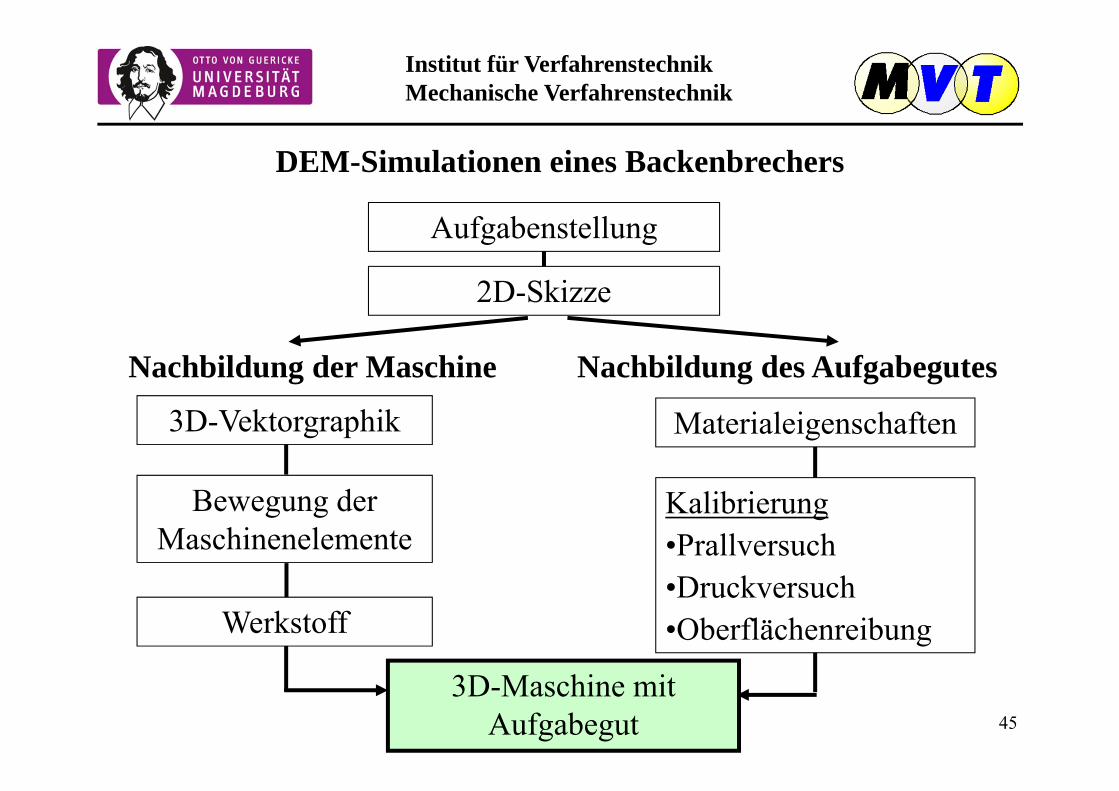
DEM-Simulationen eines Backenbrechers
Nachbildung der Maschine Nachbildung des Aufgabegutes
2D-Skizze
3D-Vektorgraphik
Bewegung der Maschinenelemente
3D-Maschine mit Aufgabegut
Aufgabenstellung
Materialeigenschaften
Kalibrierung•Prallversuch•Druckversuch•OberflächenreibungWerkstoff

Institut für VerfahrenstechnikMechanische Verfahrenstechnik
34
Aufgabe: Simulation der Zerkleinerung von beton B35 in einem Backenbrecher
Veränderung folgender Parameter: Einzugswinkel s Spaltweite Durchsatzn Drehzahl w, b Maulweite, -breite Aufgabekorngrößeh Hub H Brechraumhöhe
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
35
2D-Modell des Backenbrechers
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
36
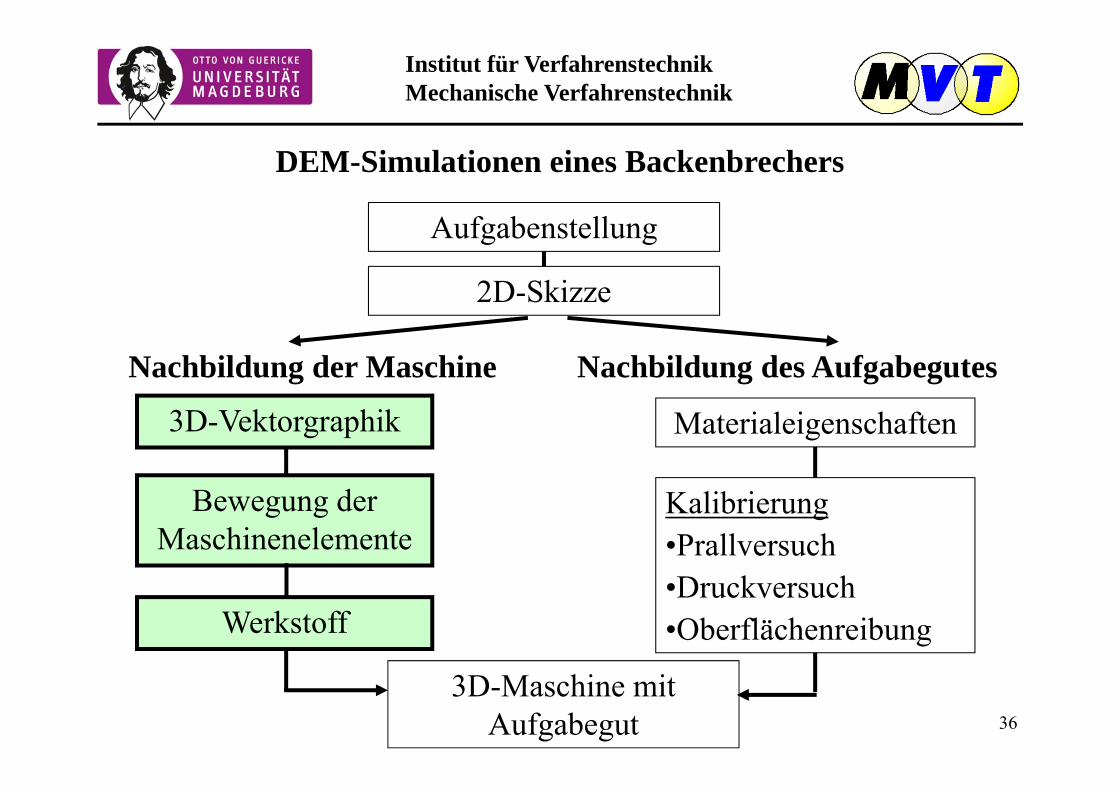
Nachbildung der Maschine Nachbildung des Aufgabegutes
2D-Skizze
Bewegung der Maschinenelemente
3D-Maschine mit Aufgabegut
Aufgabenstellung
Materialeigenschaften
Kalibrierung•Prallversuch•Druckversuch•OberflächenreibungWerkstoff
DEM-Simulationen eines Backenbrechers
3D-Vektorgraphik
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
37
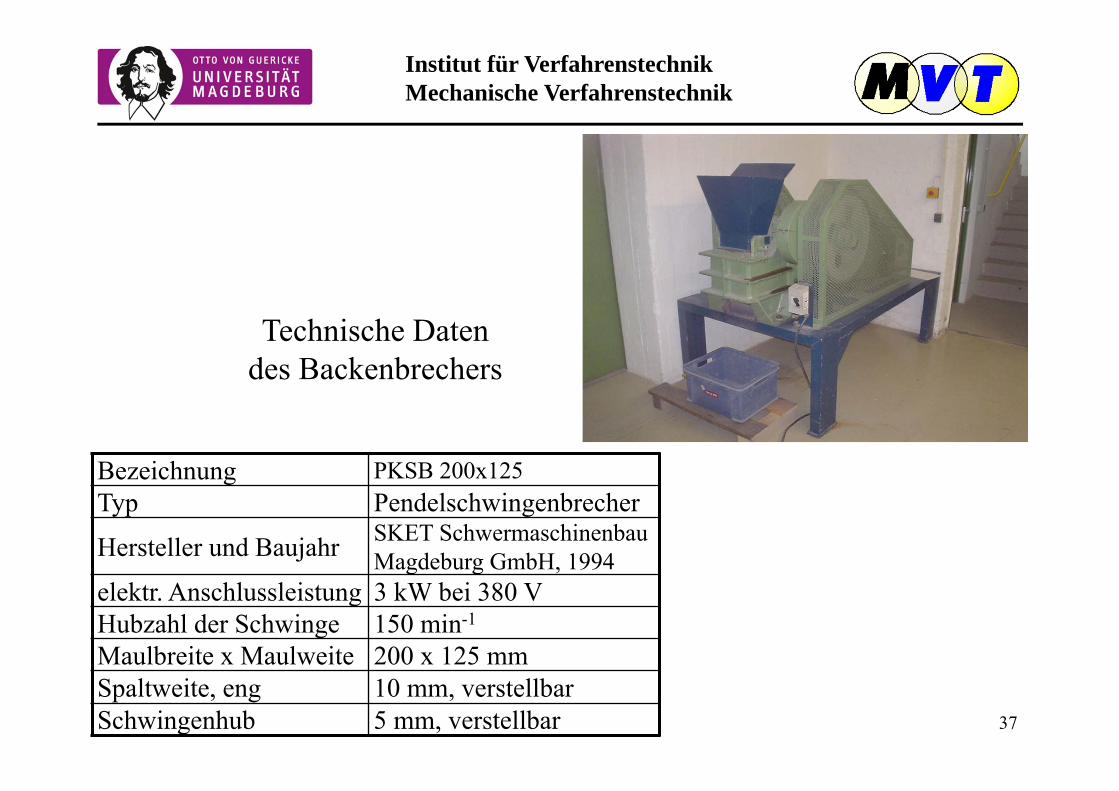
Technische Daten des Backenbrechers
Bezeichnung PKSB 200x125Typ Pendelschwingenbrecher
Hersteller und Baujahr SKET Schwermaschinenbau Magdeburg GmbH, 1994
elektr. Anschlussleistung 3 kW bei 380 VHubzahl der Schwinge 150 min-1
Maulbreite x Maulweite 200 x 125 mmSpaltweite, eng 10 mm, verstellbarSchwingenhub 5 mm, verstellbar
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
38
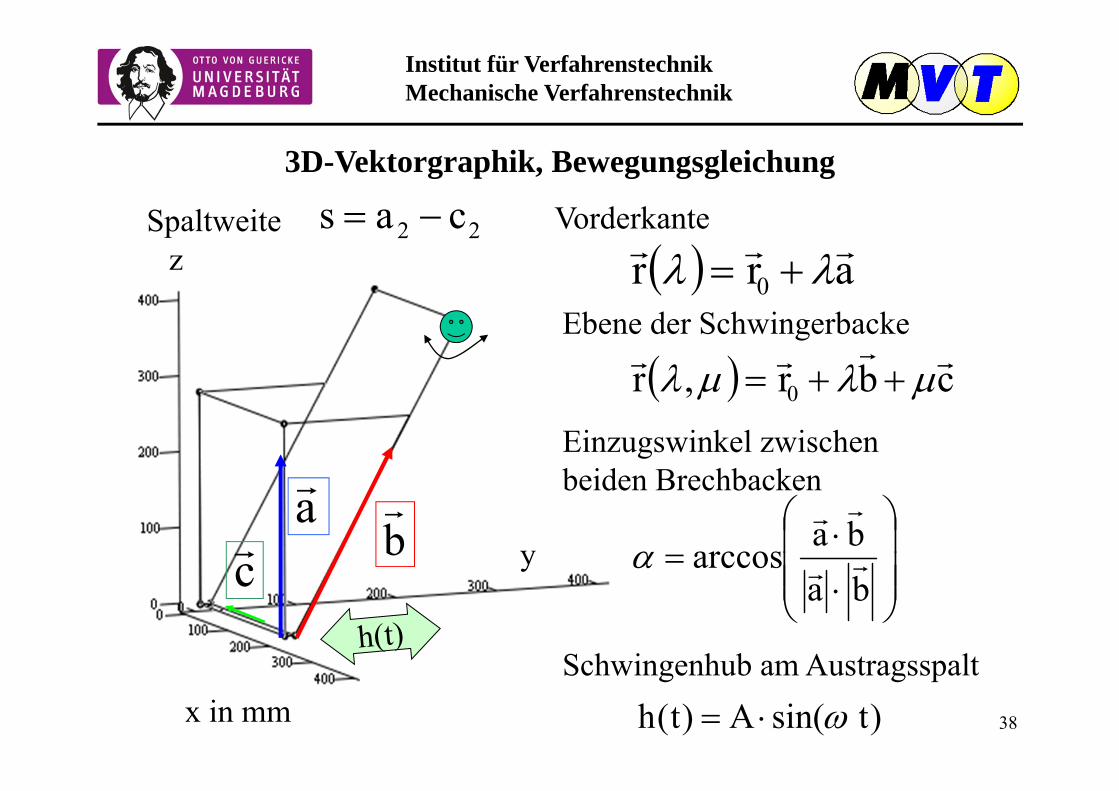
a
b
cbr,r 0
22 cas arr 0
Spaltweite Vorderkante
Ebene der Schwingerbacke
Einzugswinkel zwischen beiden Brechbacken
x in mm
y
z
)tsin(A)t(h Schwingenhub am Austragsspalt
babaarccos
c
3D-Vektorgraphik, Bewegungsgleichung
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
39
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
40
Nachbildung der Maschine Nachbildung des Aufgabegutes
2D-Skizze
3D-Vektorgraphik
Bewegung der Maschinenelemente
3D-Maschine mit Aufgabegut
Aufgabenstellung
Materialeigenschaften
Kalibrierung•Prallversuch•Druckversuch•OberflächenreibungWerkstoff
DEM-Simulationen eines Backenbrechers
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
41
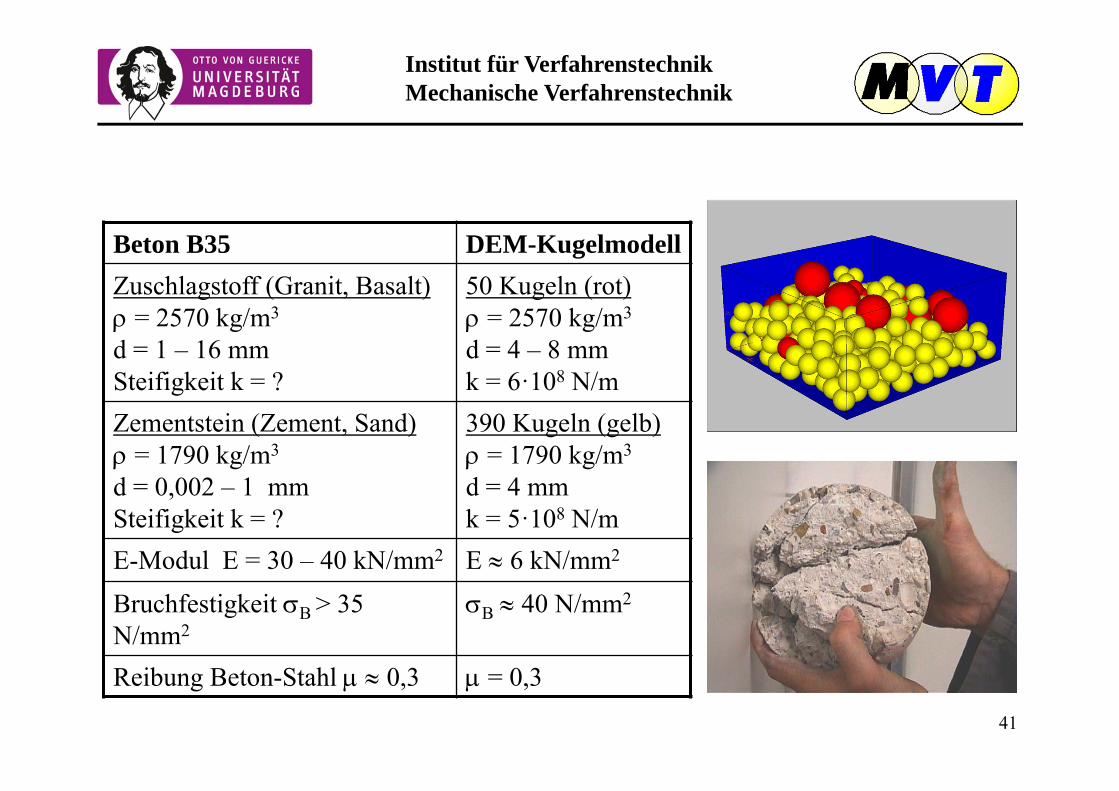
Beton B35 DEM-KugelmodellZuschlagstoff (Granit, Basalt) = 2570 kg/m3
d = 1 – 16 mmSteifigkeit k = ?
50 Kugeln (rot) = 2570 kg/m3
d = 4 – 8 mmk = 6·108 N/m
Zementstein (Zement, Sand) = 1790 kg/m3
d = 0,002 – 1 mmSteifigkeit k = ?
390 Kugeln (gelb) = 1790 kg/m3
d = 4 mmk = 5·108 N/m
E-Modul E = 30 – 40 kN/mm2 E 6 kN/mm2
Bruchfestigkeit B > 35 N/mm2
B 40 N/mm2
Reibung Beton-Stahl 0,3 = 0,3

Institut für VerfahrenstechnikMechanische Verfahrenstechnik
42
Spannungs-Dehnungs-Diagramm
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
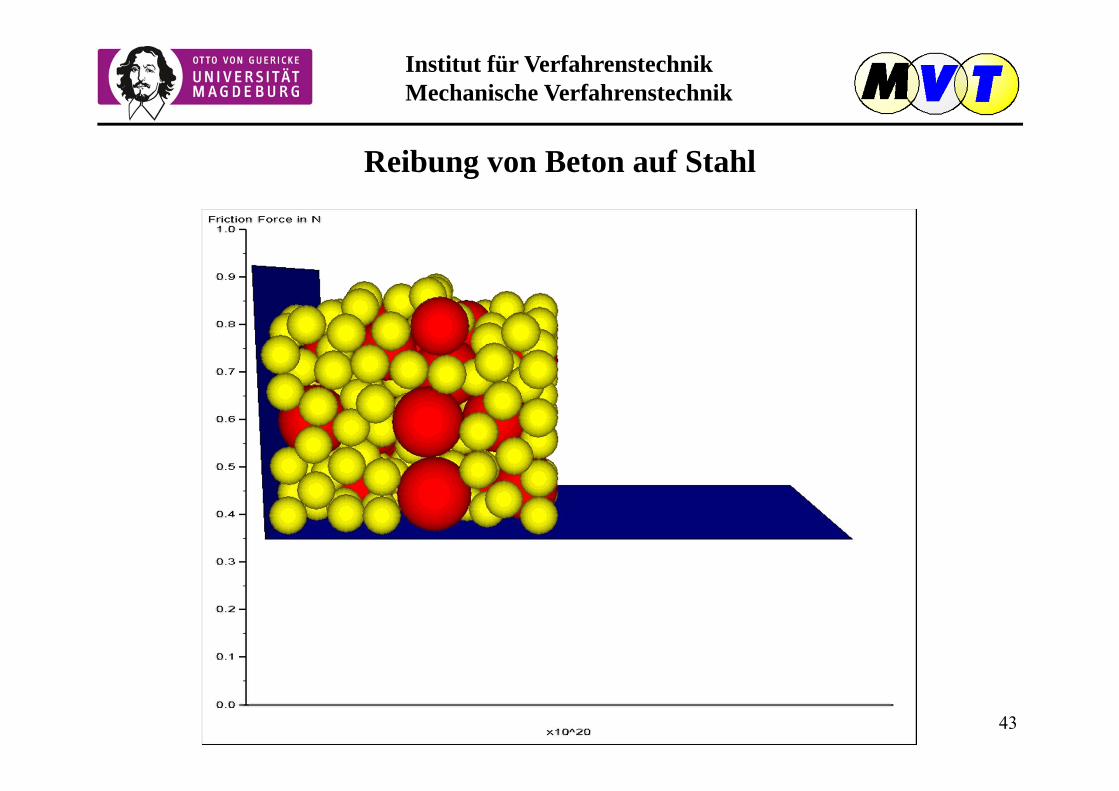
43
Reibung von Beton auf Stahl

44
Drucktest einer Betonkugel
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
45
Nachbildung der Maschine Nachbildung des Aufgabegutes
2D-Skizze
3D-Vektorgraphik
Bewegung der Maschinenelemente
3D-Maschine mit Aufgabegut
Aufgabenstellung
Materialeigenschaften
Kalibrierung•Prallversuch•Druckversuch•OberflächenreibungWerkstoff
DEM-Simulationen eines Backenbrechers
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
46
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
47
Institut für VerfahrenstechnikMechanische Verfahrenstechnik

48
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
49
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
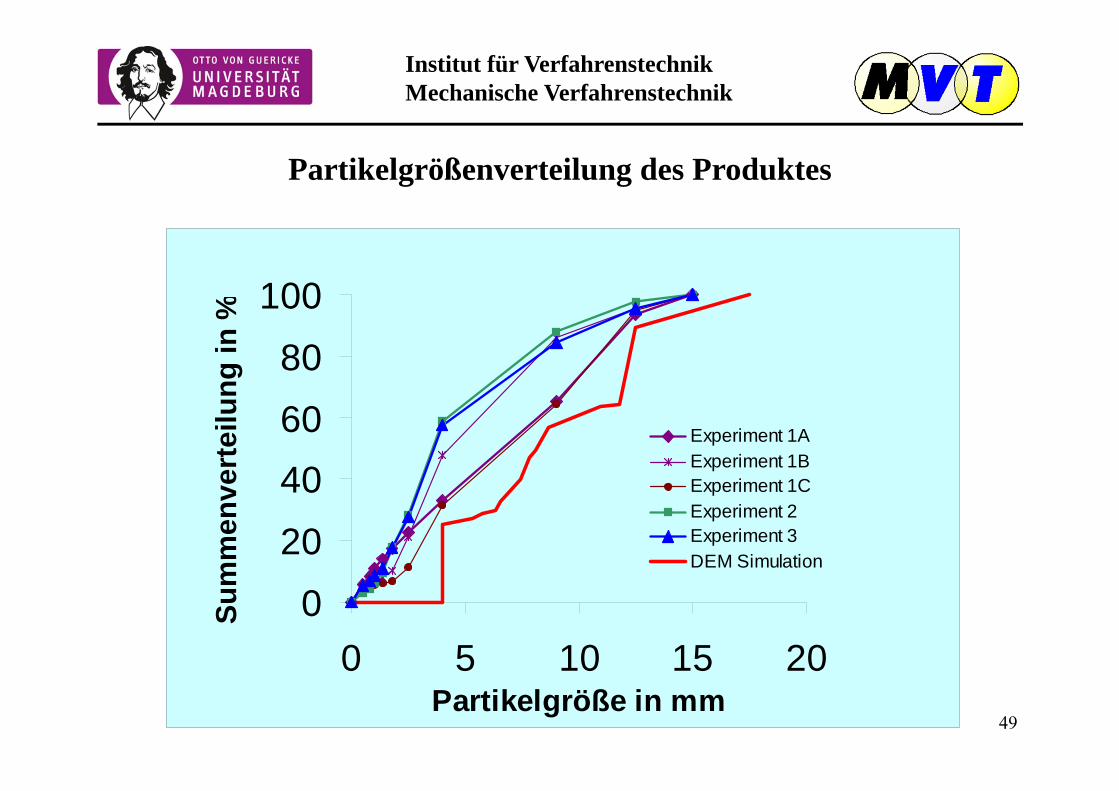
Partikelgrößenverteilung des Produktes
020406080
100
0 5 10 15 20Partikelgröße in mm
Sum
men
vert
eilu
ng in
%
Experiment 1AExperiment 1BExperiment 1CExperiment 2Experiment 3DEM Simulation
50
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
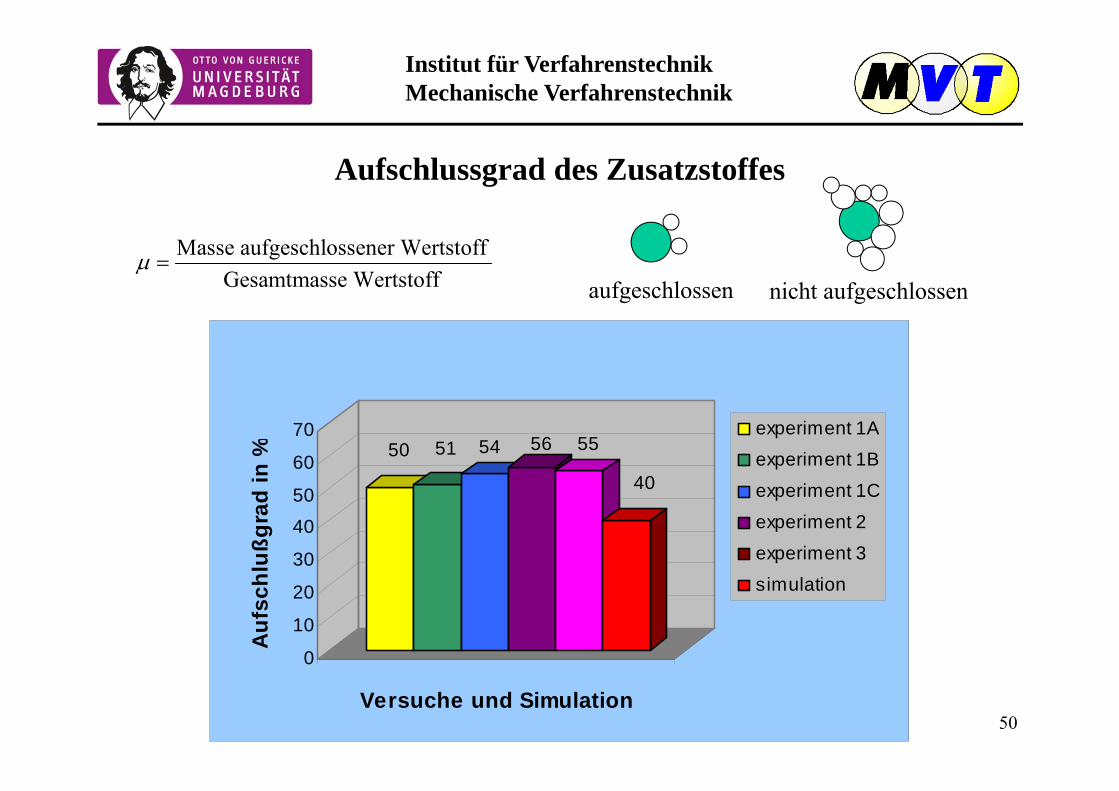
Aufschlussgrad des Zusatzstoffes
Masse aufgeschlossener WertstoffGesamtmasse Wertstoff
aufgeschlossen nicht aufgeschlossen
50 51 54 56 55
40
0
10
20
30
40
50
60
70
Auf
schl
ußgr
ad in
%
1
Versuche und Simulation
experiment 1Aexperiment 1B
experiment 1C
experiment 2
experiment 3
simulation
51
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
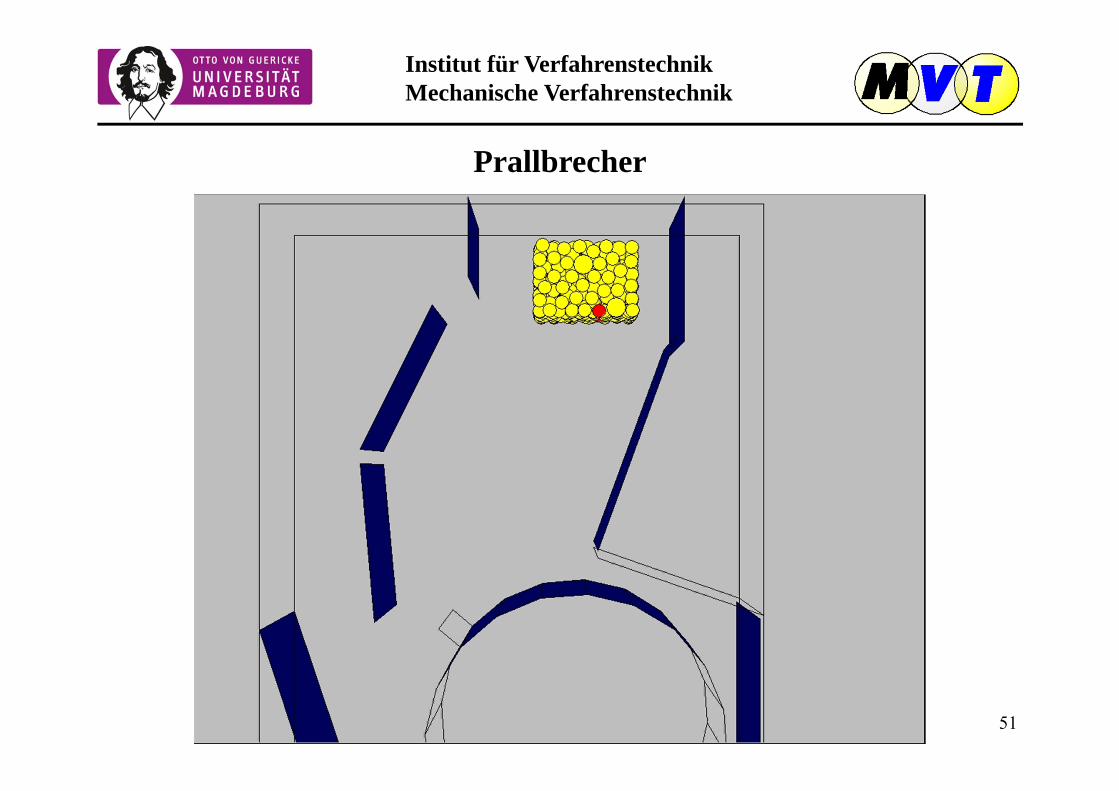
Prallbrecher

52
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
5. ZusammenfassungAnwendung der DEM:
• Modellierung von Materialien
• Simulation von Mikro- und Makroprozessen
• Simulation aufwendiger Experimente
• Optimierung von Prozessparametern und Apparaten
Zielstellung:
• Energieeinsparung
• Verschleißminderung
• Partikelgrößen- und Partikelformanpassung
• Verbesserte Selektivität
53
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
Zerkleinerung von Erz in einem Pochwerk des Mittelalters
Georgius Agricola „De re metallica libri XII“ (1556)
54
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
Vielen Dank für Ihre Aufmerksamkeit
55
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
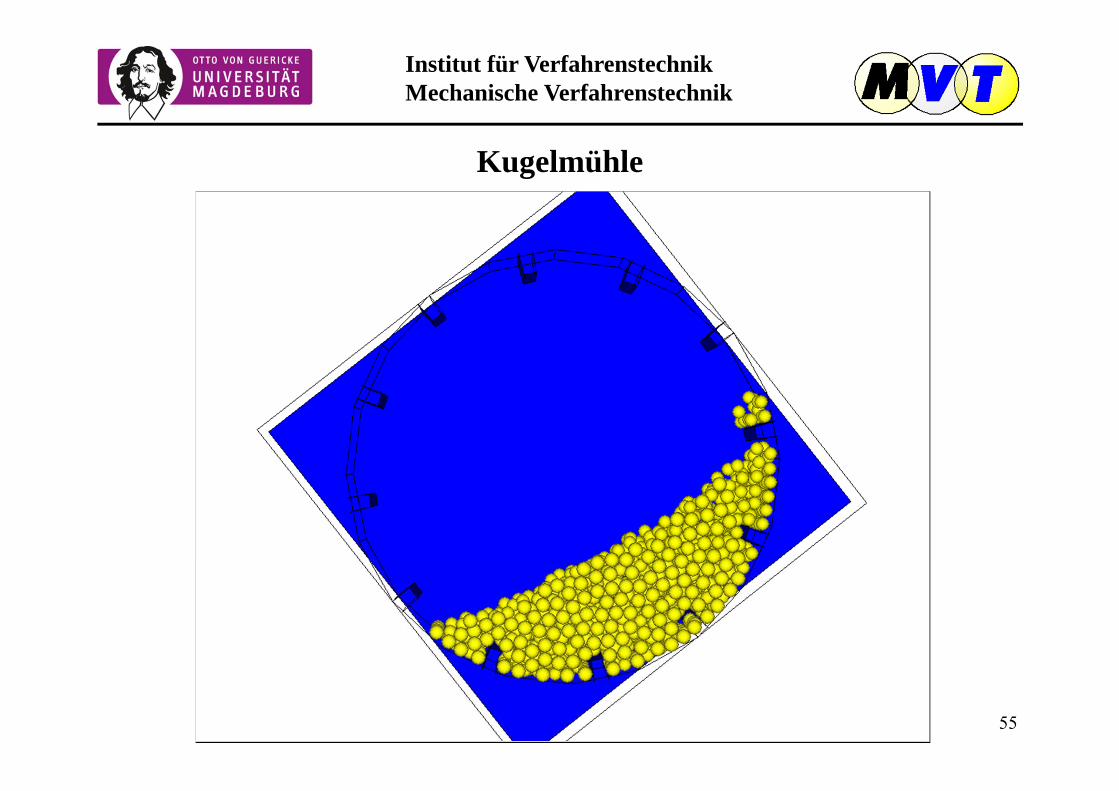
Kugelmühle
56
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
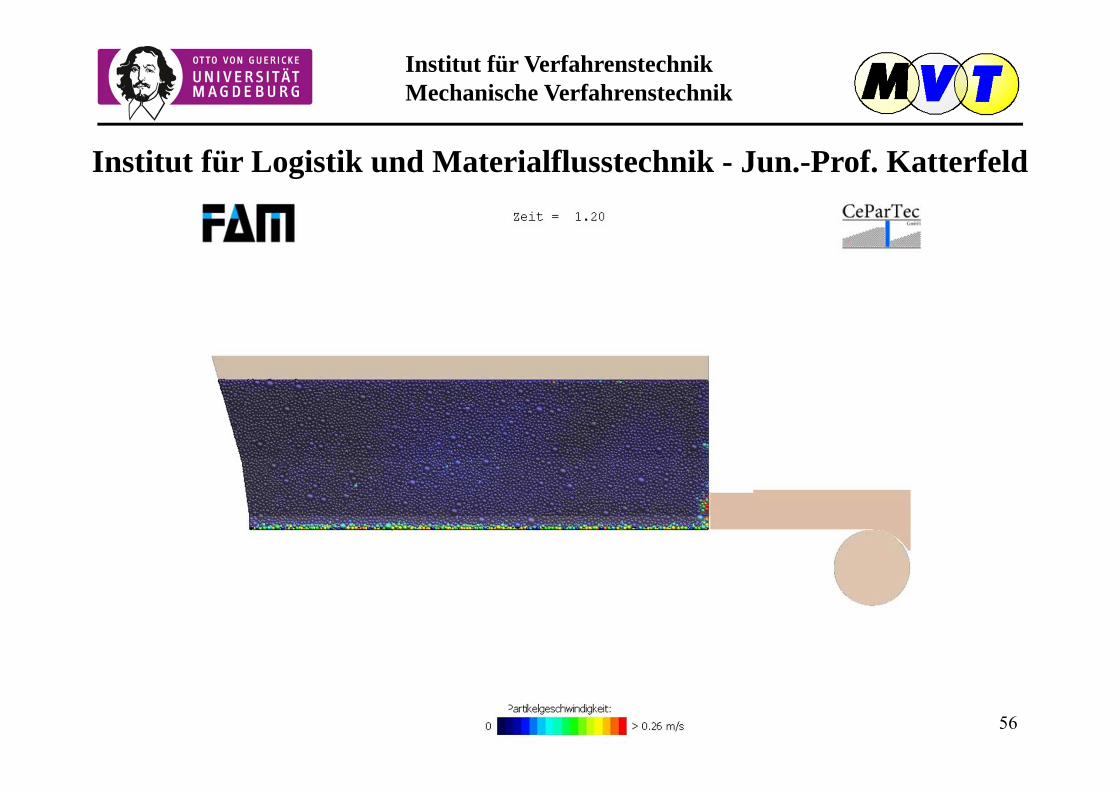
Institut für Logistik und Materialflusstechnik - Jun.-Prof. Katterfeld
57
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
58
Institut für VerfahrenstechnikMechanische Verfahrenstechnik
Related Documents