DECISION-MAKING PROCESS ON FIELD TECHNOLOGY FOR PROCESS MANAGEMENT PENTTI KOSKINEN Department of Electrical Engineering, University of Oulu OULU 2000

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
DECISION-MAKING PROCESS ON FIELD TECHNOLOGY FOR PROCESS MANAGEMENT
PENTTIKOSKINEN
Department of Electrical Engineering,University of Oulu
OULU 2000

PENTTI KOSKINEN
DECISION-MAKING PROCESS ON FIELD TECHNOLOGY FOR PROCESS MANAGEMENT
Academic Dissertation to be presented with the assent ofthe Faculty of Technology, University of Oulu, for publicdiscussion in Kuusamonsali (Auditorium YB 210),Linnanmaa, on December 2nd, 2000, at 12 noon.
OULUN YLIOPISTO, OULU 2000
Copuright © 2000University of Oulu, 2000
Manuscript received: 11 October 2000Manuscript accepted: 16 October 2000
Communicated byProf.Dr. Hartwig U. SteusloffDoctor Sakari Kauppinen
ISBN 951-42-5785-5 (URL: http://herkules.oulu.fi/isbn9514257855/)
ALSO AVAILABLE IN PRINTED FORMATISBN 951-42-5784-7
ISSN 0355-3213 (URL: http://herkules.oulu.fi/issn03553213/)
OULU UNIVERSITY PRESSOULU 2000

Koskinen, Pentti, Decision-making process on field technology for processmanagementDepartment of Electrical Engineering, University of Oulu, FIN-90014 University ofOulu, Finland2000Oulu, Finland(Manuscript received 11 October 2000)
Abstract
Intelligent field technology is being developed for the management of industrial processes, but itsdevelopment and diffusion have met with problems. This research looks at the problem area fromthe perspective of industrial decision-makers and end users. The lowest level of processmanagement consists of various electrical, pneumatic and hydraulic devices, using analog anddigital signals. In this research the term �field technology� refers to instrumentation and electricaldevices, the communication between them, alarm and registration devices, programs, functions andprocess management methods. Important concepts in this connection are distribution, availabilityperformance, usability, feasibility and degree of automation.
Decision-making and hermeneutical methodologies have been used as research strategies. Theleading idea is to provide support to industrial decision-makers and end users involved in the designand planning of processes, field technology and management systems. The research strategy isapplied in all parts of the research: methods, historical review, decision-making support model andcriteria, and when studying the diffusion of innovations.
The objective is to experimentally verify the decision-making models. This was accomplishedby means of multiple-choice questionnaires, example and case process surveys, and by collectinginformation on intelligent field technology. The target group of the research consisted of 50decision-makers and end users from 20 factories, and the response percentage varied from 28% to47%. The study of the example and case processes contains contributions from 13 key persons fromthe factories. Field technology knowledge has been obtained from a number of experts and sources.
The results have been employed to verify the current multivariable decision-making model andits technological and economic subcriteria and decision-making criteria (1), as well as theexpanded multivariable decision-making model based on the features of intelligent field technology(2). The most significant parameters of the example processes are described (3). The typicalcharacteristics, operations, input and output materials of the case processes and their parametersare examined and assessed (4). A proposal for intelligent field technology solutions will also bemade (5).
The decision-making support model is an excellent tool in situations involving technologicalchanges. The current set of decision-making criteria will have to change and expand due to theconcepts, operations and changes introduced by new, intelligent field technology. Changes willoccur in the communication protocol interfaces, in the data processing of field devices, in diagnosticoperations and operation management. Suitable decision-making tools include development anddecision databases, lifelong learning, human and electronic information networks, the decision-making support model, and benchmarking. In the future, investments will focus on the acquisitionand maintenance of field technology. Intelligent field technology is more expensive, and thusautomation design requires more economic and human resources during the diffusion phase; itseconomic benefits will become more apparent when it gains more ground and the users� skills andexpertise increase. Industrial enterprises must actively seek to promote the diffusion of innovations.The current research has also brought up numerous topics that would merit further research.
Keywords: decision-making support model, decision-making criteria, diffusion, multi-variable decision-making

Acknowledgements
The first impulse for this research came in 1988 � 1990 when I was employed as processresearch manager at Automation and Instrumentation Management Oy. My thanks go tothe many key persons of Finnish industrial enterprises with whom I had the opportunityto work during this period. The discussions I had with them were extremely educationaland memorable.
I want to thank the staff of the Technical Department of the Institute for Managementand Technological Training for their cooperation during the Finnish Fieldbus Project. Ialso wish to express my gratitude to the management of the Raahe Institute of ComputerEngineering of the Oulu Polytechnic, and to the staff of the Department of InformationTechnology at the Fraunhofer Institute in Germany. I am particularly grateful to Mr.Reinhard Bähre, whose positive attitude gave me great encouragement during my stay inKarlsruhe, Germany in 1994 � 1995.
I would like to thank the decision-makers and end users of twenty Finnish industrialenterprises who participated in the research. I am particularly indebted to the AutomationGroup of Kemira Chemicals Oy, Kokkola, and its leader Vesa Pihlajamaa, as well as tomy contacts at the Rautaruukki Steel Raahe, Hannu Hietala and Esko Torppa. I also wantto thank the engineering students who participated in the special courses on intelligentfield technology.
I am extremely grateful to the supervisor of this work, Professor Risto Myllylä of OuluUniversity, for his encouragement during this research process. Especially memorablewere our unhurried conversations that focused profoundly on the core topics of theresearch. My special thanks also go to Professor Esa Jutila who gave me much supportduring the final, finishing stages of the work.
I am much indebted to the reviewers of the manuscript Dr. Sakari Kauppinen, VicePresident of technology at PK Cables Oyj, and Professor Dr. Hartwig Steusloff, directorof Fraunhofer Institute-IITB, for their critical and constructive comments during thereview stage. For the linguistic review of the English manuscript I wish to thank TimoMäntyvaara and especially Marjo Nygård for her significant input during the finishingstages of the work.
Financial support for the research has been provided by the Imatran VoimaFoundation, the COMETT expert exchange programme of the EU, Oulu Polytechnic, andRaahe Institute of Computer Engineering. Their support is gratefully acknowledged.
Finally I want to thank my family, my wife Pirkko and my sons Kari and Pasi, for theirimmense encouragement during the work-filled research years. Their support has givenme the emotional power to accomplish this research work.
Kokkola, October 2000 Pentti Koskinen
Abbreviations
AHP Analytic Hierarchy ProcessAI Analog InputAMS Asset Management SolutionAO Analog OutputASI Actuator-Sensor-InterfaceCAD Computer Aided DesignCAE Computer Aided EngineeringCAN Controller Area NetworkCASE Computer Aided Software EngineeringCCD Charge Coupled DeviceCIM Computer Integrated ManufacturingCMD Configuration Monitoring DiagnosticCMM Control, Maintenance and ManagementCNMA Corporate Network ManagementDCS Digital Control SystemDDL Device Description LanguageDDS Distributed Digital SystemDEFITRA Development of Fieldbus TrainingDI Digital InputDO Digital OutputEDF Electricite De FranceEIAMUG European Intelligent Actuation and Measurement User GroupFF Field FoundationFhG-IITB Fraunhofer Institut für Informations- und DatenverarbeitungFICIM Fieldbus Integration into Computer Integrated ManufacturingFIP Factory Instrumentation ProtocolHART Highway Addressable Remote TransducerHCL Hydrochloric acidH2SO4 Sulphuric acidIG Implementation GuideIEC The International Electrotechnical Commission
IFAC Intelligent Components and Instruments for Control ApplicationsI/O Input-OutputISA International Society for Measurement and ControlISO International Standardization Organization ISP InterOperable Systems ProjectK2SO4 Potassium sulphateKCl Potassium chlorideLON Local Operating NetworkMAP Manufacturing Application ProtocolMCDM Multiple Criteria Decision-MakingMCDSS Multi-Criteria Decision Support SystemOLE Object Linking and EmbeddingOPC Object Linking and Embedding for Process ControlOSI Open System InterconnectionPID Proportional, integral action and derivate action controllerPLC Programmable Logic ControllerPohTo Institute for Management and Technological TrainingPRIAM Prenormative Requirements for Intelligent Actuation and MeasurementProfibus Process Field BusProfibus DP Profibus, Decentralized PeripheryProfibus PA Profibus, Process AutomationPSA Probabilitic Safety AssessmentPV Process VariableSAT Finnish Automation Support LtdSAS Finnish Society of AutomationSCADA Supervisory Control And Data AcquisitionSET Federation of Finnish Electrical and Electronic IndustrySFS Finnish Standards AssociationSICICA Symposium on Intelligent Components and Instruments for Control
ApplicationsSMSY Finnish Measurement and Control Technology SocietySP Standards and PracticesSSS Finnish Control Club TC Temperature pyrometer for rollerTCP/IP Transmission Control Protocol/Internet ProtocolTEX Temperature pyrometer after trimming TF Temperature pyrometer after millsTIN Temperature pyrometer before trimming WorldFIP World Factory Instrumentation Protocol
Contents
AbstractAcknowledgementsAbbreviations1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112. Situation at the outset . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
2.1. Research problems and objectives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 162.2. Research hypotheses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 192.3. Approaches to the problem area . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 212.4. General perspective of process management . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
3. The research process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 263.1. Research strategy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 263.2. Research methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 273.3. Research material and cooperation network . . . . . . . . . . . . . . . . . . . . . . . . . . . 283.4. Main stages of the research . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
4. Related researches . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 304.1. Earlier field technology research projects . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
4.1.1. Fieldbus Integration into CIM Project . . . . . . . . . . . . . . . . . . . . . . . . . . 304.1.2. Two German research projects . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 334.1.3. The Japanese research project . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 354.1.4. Other related field technology projects . . . . . . . . . . . . . . . . . . . . . . . . . 354.1.5. Main points of earlier papers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
4.2. Decision-making models . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 384.3. Diffusion of innovations and lifelong learning . . . . . . . . . . . . . . . . . . . . . . . . . 41
5. Process technology and management . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 435.1. Technological changes and concepts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 435.2. Availability performance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 455.3. Usability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 465.4. Development of process management . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
5.4.1. Historical development of process management . . . . . . . . . . . . . . . . . . 485.4.2. Development trends in the 1990s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 515.4.3. Participatory automation design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
5.5. Current practice of plant design and implementation . . . . . . . . . . . . . . . . . . . . 55
6. Intelligent field technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 576.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 576.2. Changes due to field technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 586.3. Features of field devices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
6.3.1. Intelligent measurement device . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 606.3.2. Intelligent actuator and controller . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 616.3.3. Advantages of field devices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
6.4. Features of communications buses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 626.4.1. Classification of communication buses . . . . . . . . . . . . . . . . . . . . . . . . . 626.4.2. Data communication model . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 636.4.3. Benefits of the communication bus . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
6.5. Management tools and conformance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 657. Decision-making model and development of criteria . . . . . . . . . . . . . . . . . . . . . . . . 68
7.1. Multiple-criteria decision-making model in this study . . . . . . . . . . . . . . . . . . . 697.2. Development of criteria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
7.2.1. General aspects . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 707.2.2. Horizontal and vertical matrix method . . . . . . . . . . . . . . . . . . . . . . . . . 707.2.3. Contents of multiple-choice questionnaires . . . . . . . . . . . . . . . . . . . . . . 717.2.4. Parameters of the example and case processes . . . . . . . . . . . . . . . . . . . 73
8. Results of empirical research . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 768.1. Research structure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 768.2. Results of multiple-choice questionnaires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
8.2.1. Process operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 788.2.2. Design and operation of field technology . . . . . . . . . . . . . . . . . . . . . . . 798.2.3. Economic perspective . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 808.2.4. Decision-making criteria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 818.2.5. Summary of the results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
8.3. Parameters of the example processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 838.3.1. Technological parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 838.3.2. Economic parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
8.4. Results from the case processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 858.4.1. Potassium sulphate process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 868.4.2. Hot strip cooling process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
8.5. Summary of the empirical research results . . . . . . . . . . . . . . . . . . . . . . . . . . . . 929. Verification of the decision-making models and interpretation of results . . . . . . . . 93
9.1. Development of the decision-making support model . . . . . . . . . . . . . . . . . . . . . 939.2. Multivariable decision-making model . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 959.3. Field technology proposals and expanded decision-making model . . . . . . . . . . 97
9.3.1. Intelligent field technology proposal for cases . . . . . . . . . . . . . . . . . . . 979.3.2. Expanded multiple-criteria decision-making model . . . . . . . . . . . . . . . 99
9.4. Responses to the hypotheses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1019.5. Use of the results and action proposals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103
10. Summary and conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108Appendices 1-10
1 Introduction
New, intelligent field technology for process management is continuously beingdeveloped in the process industry. This research has been motivated by the problemsencountered in the development and diffusion of intelligent field technology, and by themethods used when different technologies are being selected and applied in factories. Theperspectives of both the decision-makers and end users are taken into account, and biastowards vendors and manufacturers is avoided by concentrating on quantitative andqualitative approaches.
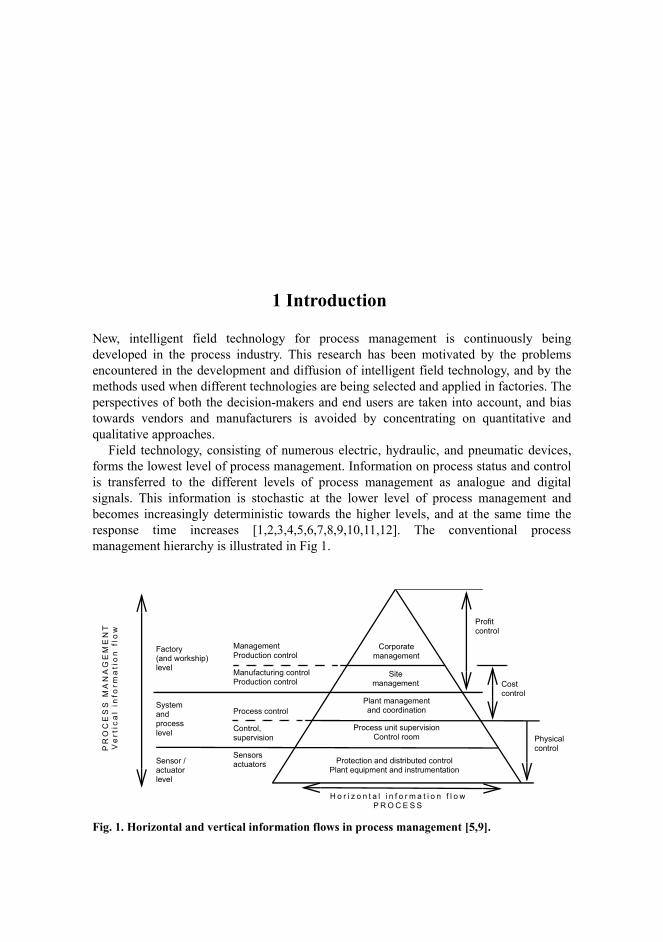
Field technology, consisting of numerous electric, hydraulic, and pneumatic devices,forms the lowest level of process management. Information on process status and controlis transferred to the different levels of process management as analogue and digitalsignals. This information is stochastic at the lower level of process management andbecomes increasingly deterministic towards the higher levels, and at the same time theresponse time increases [1,2,3,4,5,6,7,8,9,10,11,12]. The conventional processmanagement hierarchy is illustrated in Fig 1.
Fig. 1. Horizontal and vertical information flows in process management [5,9].
PR
OC
ES
S M
AN
AG
EM
EN
TV
ert
ica
l in
form
ati
on
flo
w
Factory(and workship)level
Systemandprocesslevel
Sensor /actuatorlevel
ManagementProduction control
Manufacturing controlProduction control
Process control
Control,supervision
Sensorsactuators
H o r i z o n t a l i n f o r m a t i o n f l o wP R O C E S S
Profitcontrol
Costcontrol
Physicalcontrol
Corporate management
Sitemanagement
Plant managementand coordination
Process unit supervisionControl room
Protection and distributed controlPlant equipment and instrumentation
12
The number of components, response time, the amount of information transferred, orthe longevity of the information, are features that can be used to describe thisconventional, hierarchical information structure. At the level of sensors and actuators, thenumber of components can be high, e.g. over 1000, and it decreases towards the higherlevels. When moving from the lower to higher levels of management, response times varyfrom milliseconds or seconds closer to the process, up to minutes or even hours at thehigher levels; the data quantities transferred increase, and also the lifetime of the dataincreases from microseconds to years [13].
In the current study, �field technology� refers to instrumentation and electrical devices,their communication connections, alarm and registration devices, software applications,operations and process management methods. Distribution, availability performance,usability, and degree of automation are issues closely related to their development.Process management stations, automation systems, production design and managementsystems, and their technological and economic criteria, fall outside the scope of fieldtechnology, and thus of this research; nor will the design and implementation of mill-scaleinvestment projects be dealt with.
Leading idea of the research. The problem field is approached empirically, byapplying hermeneutic and decision-making perspectives. In field technology research, wemake observations and research plans, study their implementation, define the workinghypotheses and estimate their validity. The hermeneutic approach provides us with adescription of the problem, poses questions, and looks for explanations. In this way anoperational model and guidelines for decision-making are developed.
The study discusses the problem and the situation at the outset, together with the trendsin the development of process management over the decades. Development has takenplace especially in process management technology, influenced by such factors as user-oriented production demands, technological advances, and changes in the scope andcontent of the users� work (cf. Chapters 2.4, 5.1).
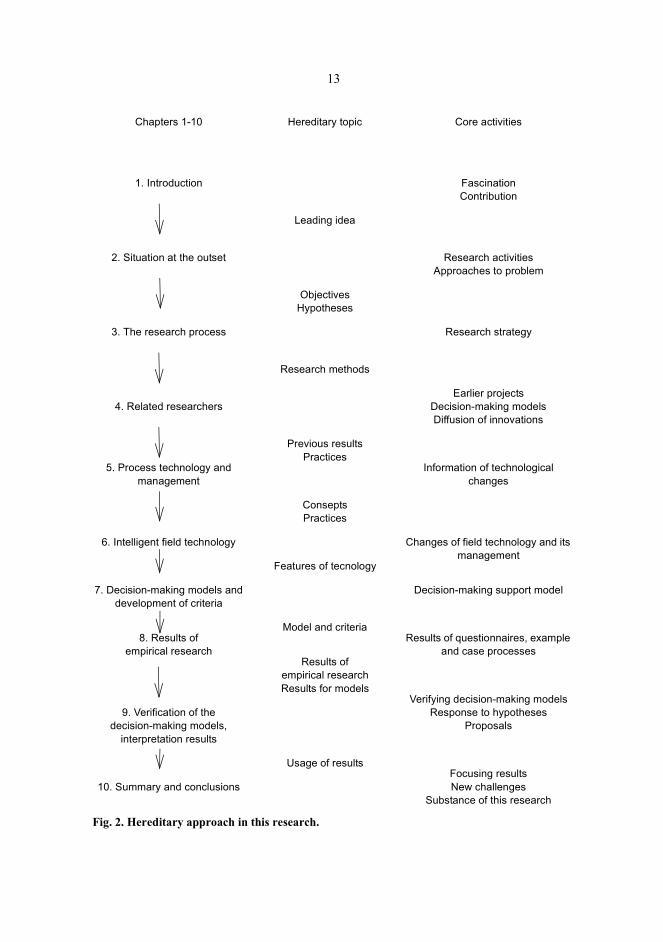
The leading idea of the current research is to support the work of industries� keypersons, decision-makers and end users when designing and making decisions on fieldtechnology and management system projects. Their tasks include acquiring andprocessing information, inviting and evaluating quotations, the actual purchase, handlingthe delivery, and finally, installation and start-up of field technology. The hereditarymethod is applied to study the research methodology, to describe the history of processmanagement, and to develop criteria for field technology and the support model ofdecision-making. Moreover, the hereditary method has been used in the verified decision-making models and the discussion of innovation diffusion. The research approach ispresented in Fig 2.
13
Fig. 2. Hereditary approach in this research.
Chapters 1-10 Hereditary topic Core activities
1. Introduction Fascination Contribution
Leading idea
2. Situation at the outset Research activitiesApproaches to problem
ObjectivesHypotheses
3. The research process Research strategy
Research methods
4. Related researchersEarlier projects
Decision-making modelsDiffusion of innovations
Previous resultsPractices
5. Process technology and management
Information of technological changes
Consepts Practices
6. Intelligent field technology Changes of field technology and its management
Features of tecnology
7. Decision-making models and development of criteria
Decision-making support model
Model and criteria8. Results of
empirical researchResults of questionnaires, example
and case processesResults of
empirical researchResults for models
9. Verification of the decision-making models,
interpretation results
Verifying decision-making modelsResponse to hypotheses
Proposals
Usage of results
10. Summary and conclusionsFocusing resultsNew challenges
Substance of this research
14
The research methods are employed to look at the situation from differentperspectives, using the results of the questionnaire and the knowledge acquired fromexample and case processes to give new ideas to the decision-makers and end users. Thework yields a decision-making model utilizing multiple variables, expanded byincorporating features of intelligent field technology. The current technological andeconomic criteria of field technology are examined and expanded on the basis of newtechnological features and practical experience of intelligent technology. Example andcase processes provide information of process requirements, existing field technologyimplementations, and the distribution of investments between different processmanagement elements and operations (cf. Chapters 7.2,8.4).
The diffusion of new technology on the mill floor will be discussed. Technologies,methods and ways of thinking will change, and thus merely trying to solve technicalproblems will not be enough to ensure the diffusion of new technologies into new processmanagement solutions. The research also describes the new development opportunities inprocess management from the viewpoint of intelligent field technology � opportunitiesthat the key persons of industry will need to react to (cf. Chapter 9).
The questionnaire study focused on decision-makers and end users of automationwithin industrial enterprises. The respondents were asked to list the most importanttechnological and economic criteria with regard to process operation and use, and thedesign and operation of field technology. Additional material was obtained from case andexample processes. Example processes, their elements and operation were studied bothquantitatively and qualitatively, while the case processes were examined with regard tooperation, the existing field technology, and the distribution of technology purchases.Example processes included: the entire strip process of Rautaruukki Steel (cf. Appendix10); coke oven battery heating and dry quenching processes of the same factory; blackliquor evaporation process at Kymen Paperi Ltd.; and the investment project of RaumanSellu Ltd. The case processes were the potassium sulphate process of Kemira Agro Oy,and the strip cooling process of Rautaruukki Steel (cf. Chapter 8).
Fascination of the problem area. The necessity and fascination of this research stemfrom the problems, questions and solution alternatives related to the selection,implementation, maintenance, and further development of field technology. The fourmost interesting issues are:
� Intelligent field technology solutions incorporate innovations from a number of ven-dors, and yet one of them must bear the main responsibility for the whole delivery.
� What is the content of invitations for bids on intelligent field technology?� How are the received quotations compared to each other in order to reach a decision?� How do learning and attitudes influence decision-making � the ability of decision-
makers and end users to change their attitudes and enhance learning affect the choiceof solutions (cf. Chapter 2).
The main challenge of this research is the study of the decision-making process andcriteria for field technology. Another interesting aspect is the question, how the diffusionof field technology could be promoted through a cooperation network of industrialdecision-makers, end users, and vendors; such a network could even include educationand consulting experts.

15
The main challenges have been the analysis of the problem and the application of themethodological and model-based approach. The accumulated material yields new,structured knowledge and both quantitative and qualitative, measurable criteria that canbe applied both in this research and in industrial enterprises. The multivariable modelintroduces a new approach suitable for organizing ideas and assumptions, generating newideas, illustrating the complexity of a problem, and to explain and demonstrate analogies.
Contribution of the work. The cooperation network has involved educators andinstructors, experts from research institutes, students, industrial decision-makers and endusers, and technology manufacturers and vendors. The usefulness of the current work isdemonstrated by the information flow between research and industry: technology transferis facilitated, and an information and cooperation network is created between experts inFinland and abroad. The features of new, tangible products and service innovations guidethe interests and activities of the different parties involved.
The novelty of this research is the application of the multivariable decision-makingsupport model to field technology (cf. Chapters 2.1,4.2,7.1). When making decisions onfield technology, technological and economic criteria are needed, and the ability tocritically assess, prioritize, and implement the different alternatives is crucial. Thisresearch examines how new innovations are diffused and adopted.
Kolehmainen has discussed the diffusion process of innovations in the polytechnicenvironment [14,15,16]. Steps in this process are: awareness, awakening of interest, eval-uation, trial, and adoption. The adoption of innovations is also influenced by their rela-tive excellence, compliance with earlier experience and values, comprehensibility, suit-ability for experimentation, and transferability to others. Knowledge of the factorsinvolved in the diffusion of intelligent field technology provides information that theindustrial decision-makers and end users need for decision-making [17].
Supporting contributions include a study of the existing and discovery of newdecision-making criteria related to field technology. Moreover, the changes that followfrom the introduction of intelligent field technology, and the opportunities to apply theobtained results, will be discussed.
2 Situation at the outset
This chapter defines the problem, scope, and objectives of the research. The decision-making support model will be briefly described and the research area defined in detail.The hypotheses of the research deal with field technology, economy, decision-making,and diffusion, and the problem field will be discussed using six distinct approaches. Theapproach of process management discusses the role of field technology with regard tocorporate strategies and industrial economy, and the changes in process industry areexamined in the light of technological complexity, flexibility of production, and changesin the tasks of end users.
2.1 Research problems and objectives
Within our problem field, the industrial decision-makers and end users find it difficult todecide between existing and new field technology. Reaching a decision is complicated bymany factors, such as:
� The end users and decision-makers have insufficient knowledge of new technologies,and their attitudes towards new technology have remained negative because of deve-lopment delays and problems with the techologies and their application.
� The manufacturers and vendors are mainly interested in their own products, and thusit has been difficult to find the party who will bear responsibility for the entire deli-very. Moreover, there are no earlier references of extensive management solutionsthat use the new technology in continuous production.
� The amount of information to be handled in the management of continuous produc-tion processes has increased dramatically over the decades. The number of measure-ment and control variables keeps growing, and signal processing and analysis requi-res reliable field technology operating in real time.
� Industrial enterprises still rely on the traditional project method in decision-making.The investment proposal dictates the definition of what will be purchased, and invita-tions for bids are based on tried and trusted procedures. The most limited alternativeis to give just the number of inputs and outputs to the vendor and then decide uponthe actual process management solutions collectively (cf. Chapter 5.5).
17
� Intelligent field technology solutions bring about changes that require the decision-makers and end users to improve their knowledge of the process operation. Such lear-ning builds upon comprehensive understanding of the whole, and progresses towardssmaller details. Thus the content and tasks involved in the different jobs are likely tochange, too (cf. Chapter 6).
� The features of field technology are ever more numerous, and the functions, interfa-ces and system connections will be increasingly distributed to field instruments. Thepresent-day automation systems will have fewer tasks to accomplish and at the sametime decisions on field technology is more and more complicated. Thus the decision-makers and end users will have an increasing role to play in ensuring that the rightfield technology solutions are chosen (cf. Chapter 6).
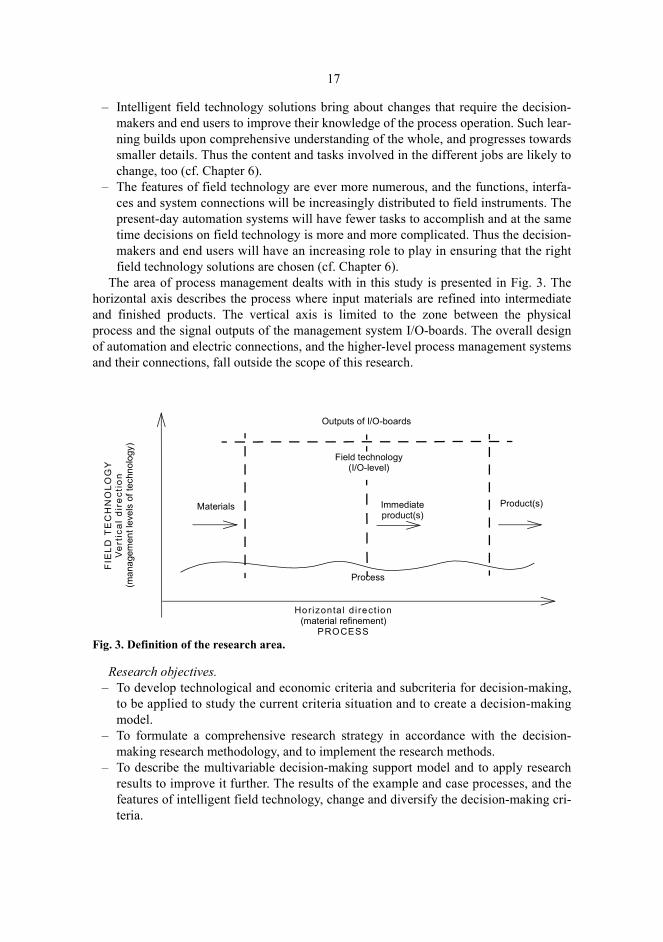
The area of process management dealts with in this study is presented in Fig. 3. Thehorizontal axis describes the process where input materials are refined into intermediateand finished products. The vertical axis is limited to the zone between the physicalprocess and the signal outputs of the management system I/O-boards. The overall designof automation and electric connections, and the higher-level process management systemsand their connections, fall outside the scope of this research.
Fig. 3. Definition of the research area.
Research objectives.� To develop technological and economic criteria and subcriteria for decision-making,
to be applied to study the current criteria situation and to create a decision-makingmodel.
� To formulate a comprehensive research strategy in accordance with the decision-making research methodology, and to implement the research methods.
� To describe the multivariable decision-making support model and to apply researchresults to improve it further. The results of the example and case processes, and thefeatures of intelligent field technology, change and diversify the decision-making cri-teria.
FIE
LD T
EC
HN
OLO
GY
Ver
tica
l di
rect
ion
(man
agem
ent l
evel
s of
tech
nolo
gy)
Materials Immediate product(s)
Product(s)
Process
Horizontal d i rect ion(material refinement)
PROCESS
Field technology(I/O-level)
Outputs of I/O-boards
18
� To propose ways to increase the industrial decision-makers� and end users� under-standing of new field technology solutions, and to accelerate their diffusion andacceptance on a case-by-case basis.
� To propose changes in the emphasis of automation and process technology education,based on the development of intelligent field technologies and the level of knowledgethey require.
� To discuss how innovations are diffused and adopted in situations involving changesand renovations in field technology.
This work departs from earlier field technology research (cf. Chapter 4.1) with regardto the definition of the task, its objectives and scope, the comprehensiveness of thesurvey, and the inclusion of the learning perspective. In earlier studies the focus has beenmainly technical, sometimes very strictly so. By contrast, this study aims to give an ideaof the whole, of the diversity of available information, and of the opinions andexperiences of end users.
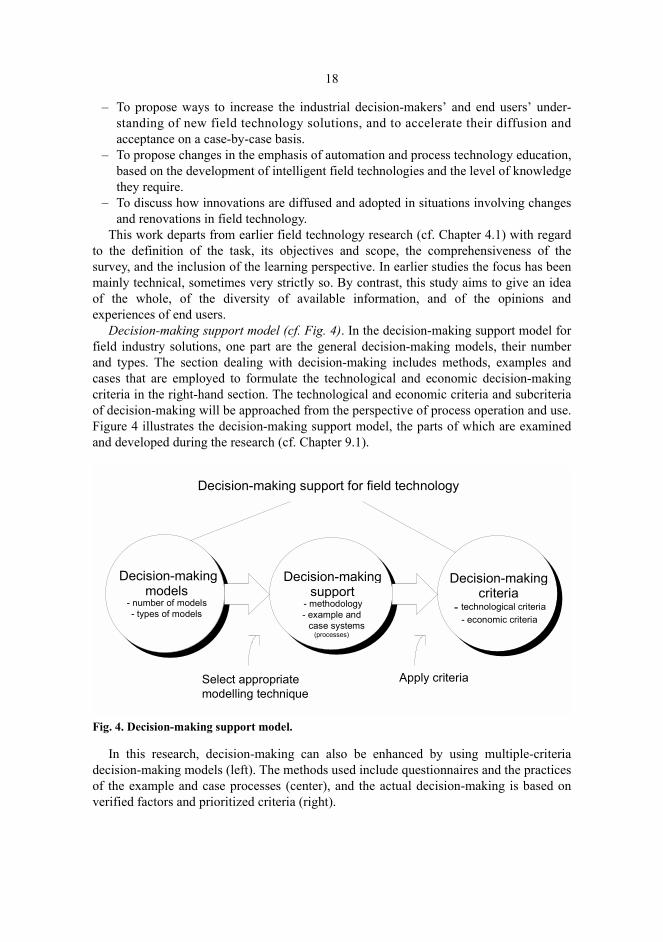
Decision-making support model (cf. Fig. 4). In the decision-making support model forfield industry solutions, one part are the general decision-making models, their numberand types. The section dealing with decision-making includes methods, examples andcases that are employed to formulate the technological and economic decision-makingcriteria in the right-hand section. The technological and economic criteria and subcriteriaof decision-making will be approached from the perspective of process operation and use.Figure 4 illustrates the decision-making support model, the parts of which are examinedand developed during the research (cf. Chapter 9.1).
Fig. 4. Decision-making support model.
In this research, decision-making can also be enhanced by using multiple-criteriadecision-making models (left). The methods used include questionnaires and the practicesof the example and case processes (center), and the actual decision-making is based onverified factors and prioritized criteria (right).
Decision-makingmodels
- number of models- types of models
Decision-makingsupport
- methodology- example and case systems
(processes)
Decision-makingcriteria
- technological criteria- economic criteria
Select appropriatemodelling technique
Apply criteria
Decision-making support for field technology
19
Closer definition of the research. The research area has been narrowed down withregard to research methods, the area of process management, multivariable decision-making, and technological and economic criteria. Quantitative research methods appliedin this work are: acquisition of information, field questionnaires, interviews, multiple-choice questionnaires, discussions with experts (about details) and case studies. Thequalitative methods include theme interviews, group discussions, and projective learningmethods. The results are presented using graphical and statistical methods and verbaldescriptions of the cases (cf. Chapter 8). The study concentrates on the area between theprocess and I/O-boards (cf. Fig. 3).
Human factors have not been specifically classified in the decision-making model.Other areas that fall outside the scope of this research are automation planning, higherlevel management systems, the detailed features of intelligent field instruments, buses andtools, and the detailed descriptions and specifications of field technology solutions.Moreover, no probability calculations for performance, benefits and risks associated withthe decision-making model have been made. Some ideas for further research in and thestudied and related areas will be suggested (cf. Chapter 10).
2.2 Research hypotheses
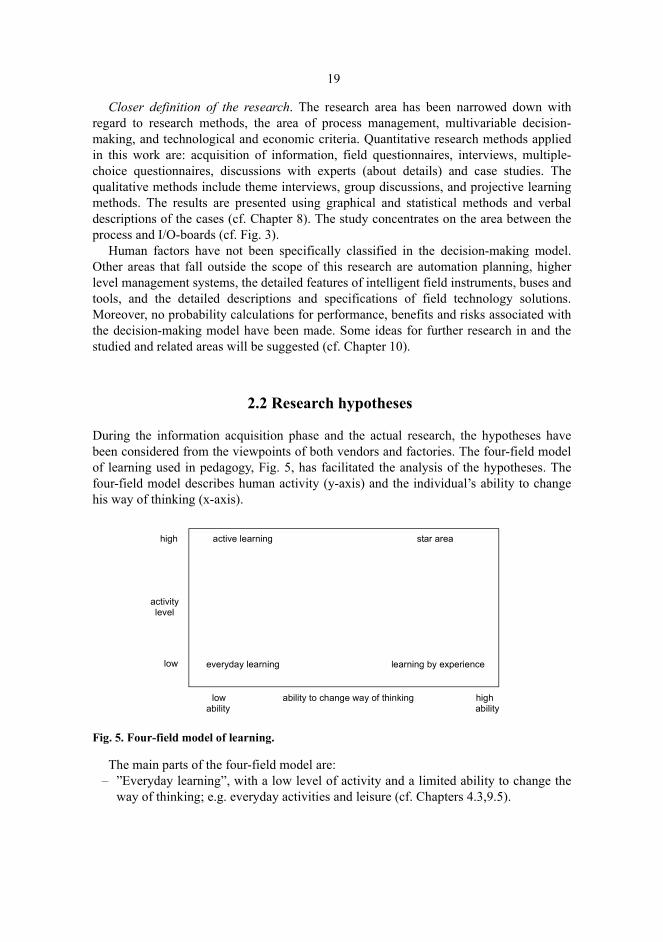
During the information acquisition phase and the actual research, the hypotheses havebeen considered from the viewpoints of both vendors and factories. The four-field modelof learning used in pedagogy, Fig. 5, has facilitated the analysis of the hypotheses. Thefour-field model describes human activity (y-axis) and the individual�s ability to changehis way of thinking (x-axis).
Fig. 5. Four-field model of learning.
The main parts of the four-field model are:� �Everyday learning�, with a low level of activity and a limited ability to change the
way of thinking; e.g. everyday activities and leisure (cf. Chapters 4.3,9.5).
high
activity level
low everyday learning learning by experience
active learning star area
low ability to change way of thinking highability ability
20
� Active learning, with a high activity level but a limited ability to change the way ofthinking is limited; e.g. reading operating instructions, studying languages (cf. Chap-ters 4.3,9.5).
� Learning by experience, characterized by a low activity level and a strong ability tochange the way of thinking; e.g. situations where we learn from others� mistakes andmake use of positive surprises (cf. Chapters 4.3,9.5).
� �Star area�, with a high activity level and good ability to change the way of thinking;e.g. situations where we are actively searching for new ideas and visions by means ofinnovative thinking or developing our own learning methods (cf. Chapters 4.3,9.5).
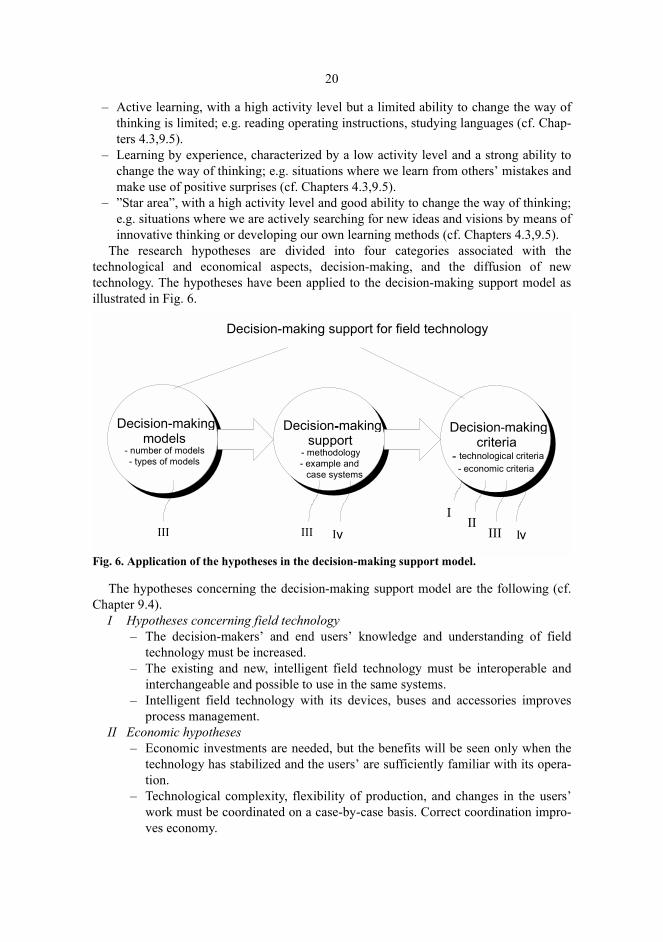
The research hypotheses are divided into four categories associated with thetechnological and economical aspects, decision-making, and the diffusion of newtechnology. The hypotheses have been applied to the decision-making support model asillustrated in Fig. 6.
Fig. 6. Application of the hypotheses in the decision-making support model.
The hypotheses concerning the decision-making support model are the following (cf.Chapter 9.4).
I Hypotheses concerning field technology� The decision-makers� and end users� knowledge and understanding of field
technology must be increased.� The existing and new, intelligent field technology must be interoperable and
interchangeable and possible to use in the same systems.� Intelligent field technology with its devices, buses and accessories improves
process management.II Economic hypotheses
� Economic investments are needed, but the benefits will be seen only when thetechnology has stabilized and the users� are sufficiently familiar with its opera-tion.
� Technological complexity, flexibility of production, and changes in the users�work must be coordinated on a case-by-case basis. Correct coordination impro-ves economy.
Decision-makingmodels
- number of models- types of models
Decision-makingsupport
- methodology- example and case systems
Decision-makingcriteria
- technological criteria- economic criteria
Decision-making support for field technology
���������� ��� �v ������v�����
�
21
� As the field technology involved is complex, the use of development and plan-ning procedures increases productivity.
III Hypotheses concerning decision-making in field technology� The decision-making support model enhances the design, development, and
implementation of field technology projects.� Databases must be created to provide information on field technology applica-
tion solutions.� Participatory planning and information technology tools should be used in deci-
sion-making.� Better criteria for decision-making related to field technology improve process
management.� The use of parallel solutions in field technology gives more knowledge and
experience.� Leadership practices must support the participatory working method.� The curricula of automation and process engineering studies in universities and
polytechnics should be expanded to include alternatives focusing on the mana-gement of technologies (automation, electronics, electrical engineering, com-munication technology).
IV Hypotheses concerning the diffusion of field technology� Multi-skilled people promote the diffusion of intelligent field technology.� Decision-makers and end users who have a need for innovations, facilitate the
introduction of intelligent field technology.� Decision-making and the diffusion of field technology can be improved e.g. by
applying the principle of lifelong learning, examples, and case studies.� The main vendors and decision-makers must share the responsibility for success
and satisfactory operation of the entire system.
2.3 Approaches to the problem area
Six different approaches have been used to find the technological and economic criteriaand subcriteria for the model (cf. Chapter 7.2), using the information and experiencesprovided by related research as material (cf. Chapter 4.1).
The first approach focuses on process operation, and the necessity of field technologyand management systems. Measurements provide information of the process status, thecontrols attempt to modifies it, and control system stabilizes the process functions.Management systems collect information and trend data, they enable process optimizationand take into account the dynamic characteristics, performance, and reliability of the fieldtechnology [2,7,18].
The second approach concerns technology, its reliability and experiences of it. Theseexperiences include:
� The existing technology is familiar and in operation. Process management is impro-ved, demanding reliability, flexibility and quick implementation.
� New field technology enters the market, and its suppliers guide new purchases byapplying the technology-push strategy.
22
� The factories have managed to get very scant structured information of the newtechnology, references are mainly from the management of piece goods production.
� There is very little experience of the new technology in continuous production pro-cesses.
� The manufacturers and vendors are experts of their own products, but refining theinformation and ensuring the compatibility of products is mostly left to the end users.
� The users are opposed to change, uncertain of how reliable the new technology is,and afraid that they will be required to learn new things (cf. Chapters 4.1.1,4.1.2)[18,19,20,21].
The third approach looks at how the opinions of users influence product developmentwork. The German chemical industry association NAMUR has studied the risks anddisadvantages of communication buses in field technology, and the questions posed bythe end users are summarized by Rathje [22,23] as follows:
� Will there be enough information available of the new fieldbus and other manage-ment technologies?
� Can the communication bus be adapted to the existing process topology?� Does the communication bus meet the requirements of usability and utility?� Is the new technology able to handle the existing process mechanics?� Can industry standards be observed when the new field technology is in use?� Is it possible to connect different manufacturers� devices to the fieldbus?� What is the natural program link to existing and new management systems?� How good support is guaranteed for the new software and hardware over the next 10-
20 years?The NAMUR also defined conditions for the quantitative structure and the
requirements of technological development [24,25]. The quantitative structure specifiesthe protection state of the process, the input and output signals, and the number ofmeasurements and controls. Technical requirements gave the developers information ofthe users� needs and of the benefits and costs of the technology. The manufacturers wereasked whether the new technology is necessary to satisfy real-life needs and will thesubsequent benefits be significant for the industrial enterprises (cf. Chapter 4.1.1).
The fourth approach concentrates more on the technology and its past development.Here the increase of intelligence in field technology brings into focus the followingarguments:
� The basic questions are: where is the automation located; where is the intelligencelocated in a distributed automation system; what type of signals are used; and in whatform is the information presented.
� More detailed issues include the development of on-line measurements, intelligencein transmitters, the effect of more effective communication at the different levels ofprocess management, and the efficiency of instrument self-diagnostics in problemsituations.
� The increasing process and field technology expertise of the operators enhances user-close monitoring and evolving automation design.
The diffusion of intelligent field technology is influenced by references, thecommitment of manufacturers and vendors, and by the increasing expertise of thedecision-makers and operators. Intelligent field technology is already being used in piecegood manufacturing, but its diffusion to the management of continuous production
23
processes is still a thing of the near future. Making decisions on field technology isinfluenced by who bears the overall responsibility of the package, and factories needdecision-making procedures that facilitate the selection of process management systems.Questions concerning field technology include (cf. Chapter 4.1.2) [18,19,23]:
� What is the impact of intelligent technology on the industry and its productivity?� Is the new technology more complicated, yet more efficient?� Do the limitations of time and productivity allow sufficient familiarization with the
details of the complex devices?� What are the real needs, and how does the new technology answer them? Is the new
technology really what the customers believe they need?� Can the new technology be tailored to the factories� ideas and implementation solu-
tions?The fifth approach is economic analysis. The Namur Association demanded that the
fieldbus systems be submitted to an economic analysis, including a cost analysis of thedifferent communication systems. The costs of the different solutions have not beenspecified in detail, and thus questions related to cost have not received enough attention(cf. Chapter 4.1.2) [22,23].
The sixth approach concerns decision-making. The decisions are only partly based onfirst-hand experiences gathered within the own organization, and therefore some criteriaare taken into consideration while others are totally neglected. As a consequence, themethods and criteria of decision-making remain insufficient, which makes it relativelyeasy for the vendors and manufacturers to exert great control over purchases, gaincustomer loyalty, and form very fixed relationships with trusted customers. The marketmay be controlled by a few vendors and manufacturers, which also leads to theconcentration of future purchases [26,27].
2.4 General perspective of process management
Process management and field technology influence the strategic and operational goals ofenterprises, their economic results, the development and quality of products, continuity ofproduction, and competitiveness in the marketplace. They play a significant role inimproving and maintaining efficient process operation. The field technology expertise ofend users also has an effect on productivity.
Perspective of business strategy and industrial economics. From the perspective ofbusiness strategy, the most important requirements are that an enterprise must fulfil thebusiness strategy within the economic framework and realize the visions of its interestgroups. Cornerstones of business strategy include the goal, mission, operational processesand operations network, product and market strategies, added value to customers, andhuman resources strategy. Strategic operations are guided by existing and new expertiseareas, management strategy, and economic factors. The productivity of industrialprocesses is affected by product development and implementation, new innovations, andtheir timing. The usability and functionality of products, and their ability to meetcustomer needs, have an impact on process efficiency. Economic profitability of aproduction process is a key element in the success of the strategy [28,29,30,31,32,33].
24
Industrial economics studies the technical, economic and behavioristic processes ofmanufacturing enterprises. It integrates the perspectives of quality development,production management, marketing, strategic planning and other functions. Integratingsuch different sectors requires diversified knowledge and understanding, mastery ofbusiness economy and psycho-social skills. In industrial economics the goal is to improveefficiency by means of technology and human activities, and with due consideration ofthe environment. This emphasizes the ability to maintain and enhance human skills andthe management of material and mental resources [29,30,33].
Perspective of technology. Due to the evolution of technology, markets, and society,production systems can hardly be designed to be ready �once and for all�. Systemplanning and development during operation is complicated by the lack of suitablemethods and tools. The economic, productional, and organizational changes involvedmean that user participation is an essential part in the development of productionoperations [26,27].
The increasing complexity and scope of processes, and the increasing demands forflexible production, influence the design and use of field technology. Field technologyitself has an effect on the degree of automation (cf. Chapters 5.1,6). The development ofinformation technology and user interfaces present new challenges to designers and maketheir work more interesting and varied. As a consequence, changes in the process industrycan be described by means of technological complexity, flexibility of production, andchanges in the content of work. Another factor worth noting is that environmentalconsiderations generally demand the closing of process loops. Such recirculation ofmaterials within the factory also means that disturbances tend to cumulate, and this inturn influences the selection, design, and use of field technology [27,34].
a) Technological complexityA complex process contains many important elements: different tasks and objectives, andprocess variables and signals. Their sheer number and interdependences are a challengeto the human understanding and data processing ability, albeit that experience andlearning have a significant effect on how people use their memory. Understanding thebehavior of variables in a complex system is further complicated by their dynamic,spontaneous nature, and predicting the behavior of the process is extremely difficult.
Product variety increases process size and scope, and the number of variablesinvolved. More effective use of raw materials and environmental norms have increasedthe recycling of materials, which in turn creates and strengthens interconnections betweenthe variables. Flexibility of production affects status transfers and the dynamics ofvariables, and increases the complexity of control. According to Kallela [27],development trends influencing technology have been:
� New products � in process industry, product development leads to new products thatare more difficult to manufacture.
� Tighter quality requirements � international competition means tighter requirementsfor product quality and manufacturing. Production factors and their interdependen-ces must be under control.
� Productivity requirements � the operating efficiency of processes must be kept highin order to cover the investment expenses [27].

25
b) Flexibility of productionFlexibility means the ability to react to changes in the environment and production, all thewhile maintaining efficiency. It has a twofold effect: flexibility tends to lower efficiency,because changing the product type takes time, and secondly, production planning andcontrol of continuous processes are more difficult to manage. To name an example, theproduction capacity of paper machines has not increased in the same ratio as machinespeed and width would lead us to assume: both the gross and net efficiency havedeteriorated and the technological advantages have largely been lost due to breaks andincreased broke production. Lower operating efficiency results from flexibility and frompushing the limits of technology, and also increased dynamic of the processes hasincreased their sensitivity to breaks [26,27,34].
c) Changing work of the userWhen the content of work changes, new methods of planning and development areneeded. Operating on the basis of past experience and heuristic information gives way toconceptual understanding. In the age of industrialization, the first challenge was how tomake the workers follow instructions. Automation is the next step from mechanization.The crucial thing is the shift from sensation-based experiencing of things to detailed,rational knowing and understanding. The transfer of knowledge between people is guidedby power and authority. In the process industry, skills and knowledge have not beentransferred nearly as extensively as in the production of piece goods, one reason being thecomplexity of the processes. Additionally, in some cases human labor is still used inproduction as extensively as in batch production. One reason for this is the sheercomplexity of the processes, and moreover, human labor has not been completelyeliminated from the production level of the process industry [27].
Technological advances have reduced the need for labor. Moreover, automation andstrict discipline mean impoverished work: each worker only takes care of a tiny part in theproduction chain, and the final product is not really anyone�s own [35]. Increasingproduction efficiency brings with itself new, interesting tasks and improves the attitudetowards technical development: in addition to manual skills, the operators also need tomaster the theory. Alasoini et.al. [36] and Kallela [27] have illustrated the correlationbetween the degree of automation and the demands of work: when the degree ofautomation increases, work that requires solid professional skill becomes an increasinglycomplex task that involves abstract thinking. Intelligent field technology increases thedegree of automation and thus affects job qualifications [37].

3 The research process
This chapter focuses on the scientific approach, research strategy, and research methodsused in the present study. The study belongs to the domain of applied research, and itsresearch objectives are reached by using established research methods. In contrast withearlier researches, this study uses many different research methods and thus contributesnew knowledge to the field. The research strategy incorporates both hermeneutical anddecision-making approaches. The research methods include questionnaires, generalexamination of the example processes, and closer study of the selected case processes;and the obtained material has been processed by applying collection, description,analysis, and argumentation as research techniques. The case methods yield quantitativeand qualitative data on real processes and their management. The empirical materialfacilitates the identification and understanding of the problem. The research process hasadvanced in six steps (cf. Chapter 3.4), and it has been greatly promoted by extensivecooperation with Finnish chemical, pulp, paper, and steel industry corporations and withfield technology specialists from both Finland and abroad.
3.1 Research strategy
Research strategy means the systematic working practices suited for the research at hand.The aim of the current applied research is to describe field technology and the problemsassociated with it, the results obtained with the current decision-making criteria, thefeatures of intelligent field technology, and the new decision-making support model, andfinally, to verify the decision-making models and the criteria they employ. Moreover, thework offers recommendations to facilitate the task of industrial decision-makers and usersof field technology [38,39,40,41,42].
As defined by Olkkonen, this research applies both the decision-making andhermeneutical research strategies to develop problem-solving procedures for decisions onfield technology solutions [41]. A model employing multiple criteria is used to supportthe decision-making process. The hermeneutical approach describes the practicalproblem, data collection and analysis, its interpretation and application. The obtained
27
results are then used in the decision-making support model. The empirical part of thework focuses on example and case processes.
The present research deals with causes, consequences, and events that are verydifficult to measure. These include the technological and economic criteria related toprocess management, and the interdependences and interactions of field technologyvariables, functions, operating situations, and work practices of operators, to name someexamples [40,41,42,43].
3.2 Research methods
Questionnaires were one of the research methods employed; these were directed attechnical directors, automation managers, and operators in industrial enterprises.Information of the five example processes was gathered using questionnaires andinterviews with technical directors and automation managers. The case processes werestudied by means of questionnaires, interviews, group discussions in the factories, andelectronic information exchange. The contents of the questionnaires used in the researchwill be presented later (cf. Chapter 7.2).
In accordance with the hermeneutical research strategy, the methods employed in thestudy include techniques for material acquisition, description, and analysis, andtechniques to facilitate the drawing of conclusions. These are:
Pre-planning of the material (acquisition, utilization)� accumulating information on the problem area;� organizing and processing the obtained information; � planning the questionnaires and forms to be used;� evaluating and cataloguing the questionnaires;� arranging the information obtained from the enterprises and from external sour-
ces: technological and economic data, data banks, information networks anddatabases, professional and business organizations, handbooks, indexes andtrade journals, literature, reports, and the author�s own source material (cf.Chapters 4,5,6).
Practical research work (collecting and processing information)a) Quantitative methods (questionnaires, surveys)
� questionnaires and interviews concentrating on the subcriteria and deci-sion-making criteria related to process and field technology and economic fac-tors;
� observation surveys, e.g. discussions with industry experts, trade fairs, semi-nars, theme events, discussions with vendors and manufacturers;
� experimental studies, such as the study of the general economic parameters anda closer study of the operations and parameters of case processes (cf. Chapters7.2, 8, 9).
b) Qualitative methods (case research)� theme interviews concentrating on the present-day operation and parameters of
the case processes, the operation and economic parameters of field technology,and the acquisition of information concerning new field technology alternatives;
28
� group discussions, such as interviews with the staff of the case factories, anddiscussions and reviews related to teamwork exercises in training courses (cf.Chapters 7.2,8,9) [44,45,46].
Description methods and analysis techniques� describing the results of the questionnaires (graphically, statistically, and ver-
bally);� verifying the multivariable decision-making models;� describing the general parameters of the example processes (with tables and
verbally);� describing the operations and parameters of the case processes (figures, tables,
verbally);� drawing conclusions of the results (verbally);� giving proposals for the use of the decision-making support model (with figures
and verbally) (cf. Chapters 8,9).When implemented correctly, case research yields both qualitative and quantitative
results of the processes and the field technology they use, and gives a practical insightinto change situations. The case studies facilitate the understanding and use of thedecision-making support model and help in the acquisition and processing of informationon field technology [47,48,49,50].
According to Suomi, arguments in favour of the case method include its pedagogicalbenefits for the identification and analysis of problems, acquisition of information, andthe choice and use of technologies [49]. The case method generates new researchproblems, concepts, and working methods; it promotes new ideas and expert contacts.Qualitative case research may focus for example on a process, its environment andoperation. The case method was used to study the existing and future field technologysolutions in the processes of Kemira Agro and Rautaruukki Steel (cf. Chapter 8.4)[38,47,51].
3.3 Research material and cooperation network
Pre-knowledge has been obtained by means of process studies (cf. Chapter 3.4). Thepractical research focused on the operation and management of production processes inFinnish chemical, fibre glass, pulp, paper, and steel enterprises. The computer systemoperated as a data logger and preventive maintenance tool, collecting data from the I/O-level for statistical and graphical analysis. Survey results were applied fordimensioning the field instruments, locating disturbances, changing process operationparameters, and learning about the process management. The benefits gained include highend product quality and improved yield, and more thorough understanding of theproduction process and its operation. At this stage, the lack of disturbance diagnostics inthe field technology was considered a disadvantage, as it could have automaticallyanalyzed the process data and made the necessary corrections [52,53].
Material was collected both of existing and new field technology solutions andparameters, and it was applied to verify the different decision-making models and theircriteria. The acquisition and analysis of material was influenced by technological
29
progress, the development work and expertise of manufacturers, and the users� ownmethods. Contacts with specialists involved in European projects and research centres, aswell as cooperation with educators, vendors, and manufacturers have also contributed tothe research material. The industrial target groups were the experts in Finnish chemical,pulp, paper, and steel enterprises. Outside the defined research area, material has beencollected e.g. concerning automation design and high-level systems. Throughout theresearch work, information has flowed between the cooperation partners in Finland andabroad, such as the Fraunhofer Institute (FhG-IITB) in Karlsruhe, Germany. This institutehas traditions in the research of distributed systems, and its scientists concentrate onsolving problems related to automation and control technology. Experts from the datadepartment of Fraunhofer Institute have participated in the evaluation of the technologicaland economic subcriteria and decision-making criteria (cf. Chapter 7.2).
3.4 Main stages of the research
The evolving progress of the present research has been presented earlier (cf. Chapter 1).The research work progressed through six main phases towards completion: acquisitionof pre-knowledge, planning of the work, implementation periods in Finland and abroad,gathering information on intelligent field technology, and the conclusion of the research.
Stage (period)
Research implementation(main tasks, research activities)
1.(1988-1990)
Acquisition of pre-knowledge by means of process research. Studying process prob-lems through data logging, analysis, and integrating the obtained results into processoperation.
2.(1991-1994)
Planning the research and utilizing the obtained pre-knowledge in the projects. Mon-itoring the development of field technology, participation in projects (e.g. the FinnishFieldbus Project).
3.(1994-1995)
EU-project, Comett expert exchange, Fraunhofer Institute, Germany. Planning of theresearch project, information acquisition, implementation of surveys, collecting dataon the example processes and decision-making models.
4.(1995-1996)
Collecting data on the case processes. Studying the present-day situation, collectinginformation on intelligent field technology. Beginning of documentation.
5.(1996-1998)
Collecting information on intelligent field technology. Papers and articles on variousaspects of the topic, a study of new problem-solving solutions in the case processes.Closer definition of the research.
6(1997-2000)
Collecting and applying information on new field technology solutions to the man-agement of the case processes. Collecting and describing the results, verifying mod-els, analysis and publication.
4 Related researches
This chapter outlines the earlier research, other related projects, and main points from theauthor�s earlier papers. The classification and analysis of decision-making, and the tree-structured and multivariable decision-making model will then be discussed. The diffusionof intelligent field technology is next analysed, together with a discussion of lifelonglearning and its effect on the diffusion process.
4.1 Earlier field technology research projects
This section introduces the FICIM project, two German comparative researches, aresearch project from Japan, and some Finnish field technology projects as examples ofearlier research into the field. In addition, the main points from three papers by the authorwill be presented.
4.1.1 Fieldbus Integration into CIM Project
The Fraunhofer Institute IITB from Karlsruhe, Germany, acted as the coordinator of theFieldbus Integration into Computer Integrated Manufacturing (FICIM) Project. Threeindustrial enterprises from Norway, France and Portugal participated in the project, twoof them active in petrochemical production and the third in energy production. The pilotprocess consisted of a small chemical process and a discreet production process[54,55,56].
The FICIM Project reports describe the five main objectives as follows:1. The identification of user requirements through an international study, setting the
targets for the project�s development effort and pilot site demonstrations.2. The development of an Implementation Guide (IG) based on the user requirements
and existing standardisation work. The IG covers all aspects of the fieldbuscommunication stack, consisting of a Physical Layer, Data Link Layer, ApplicationLayer, Function Blocks, and Network Management.
31
3. The specification of a concept for the integration of fieldbus into the global CIMarchitecture. This integration has implications for the applications as well as for thenetwork management system. It enables the vertical flow of data between the fielddevices and higher level automation systems.
4. The trial and demonstration of the results in pilot sites using the IG as a reference forall the implementation work, including standardised applications (function blocks).
5. To recognise and contribute to the international standardisation work. For this reasonthe consortium members are maintaining close relationships with other Europeaninitiatives and standardisation working groups.
The study focused on the user�s perspective, and it concentrated on the features offieldbuses: their reliability, security, availability for different applications, real savings inpurchases and installations, and the increased number of field technology operations [24].With regard to technology, the main points of interest were the intrinsic safety of thedevices, the management of control loops, quality planning, features of the tools, paralleluse of fieldbus pilots, and the description of the pilot process.
In the FICIM project the fieldbus was required to operate in a real-time environment,in a 2 km long factory network, using three types of physical connection: twisted pair,fibre optic cable and wireless connection. The devices had to be interchangeable, providebetter system control and better application quality as compared to current fieldtechnology.
The FICIM-NAMUR Pilot Site. The FICIM-NAMUR Pilot, located at the FraunhoferInstitute (IITB) in Karlsruhe, has been constructed to realize the following aims [57]:
� demonstration of the advantages of the fieldbus solutions, including improvedfunctionality, testing, diagnosis, configuration, and reduced cabling;
� fieldbus use in different application domains;� interoperability of different devices in a multi-vendor environment;� integration of fieldbus into Corporate Network Management (CNMA) / Manu-
facturing Application Protocol (MAP) networks (ESPRIT Project EP5104CNMA);
� acceptance testing according to the requirements of NAMUR;� feedback on user experience to the normative process.
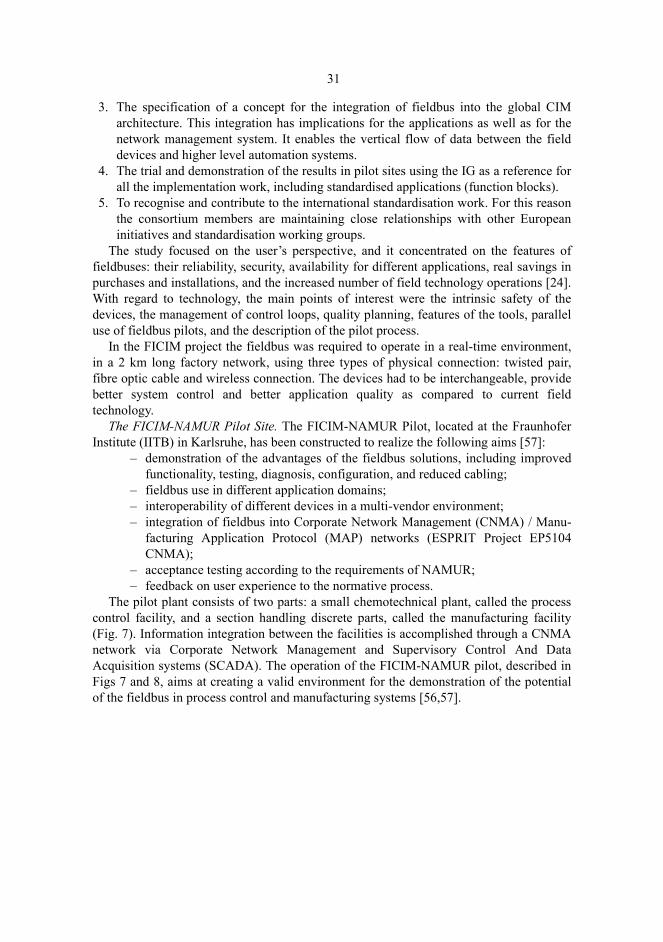
The pilot plant consists of two parts: a small chemotechnical plant, called the processcontrol facility, and a section handling discrete parts, called the manufacturing facility(Fig. 7). Information integration between the facilities is accomplished through a CNMAnetwork via Corporate Network Management and Supervisory Control And DataAcquisition systems (SCADA). The operation of the FICIM-NAMUR pilot, described inFigs 7 and 8, aims at creating a valid environment for the demonstration of the potentialof the fieldbus in process control and manufacturing systems [56,57].
32
Fig. 7. Pilot process environment of FICIM [57].
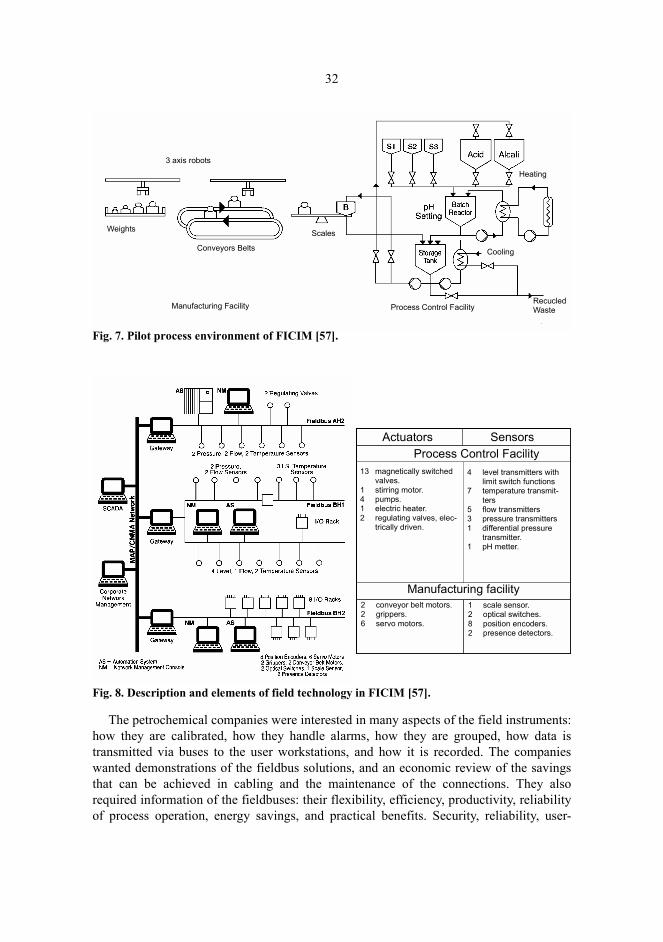
Fig. 8. Description and elements of field technology in FICIM [57].
The petrochemical companies were interested in many aspects of the field instruments:how they are calibrated, how they handle alarms, how they are grouped, how data istransmitted via buses to the user workstations, and how it is recorded. The companieswanted demonstrations of the fieldbus solutions, and an economic review of the savingsthat can be achieved in cabling and the maintenance of the connections. They alsorequired information of the fieldbuses: their flexibility, efficiency, productivity, reliabilityof process operation, energy savings, and practical benefits. Security, reliability, user-
Manufacturing Facility Process Control Facility
Scales
3 axis robots
Weights
Conveyors Belts
Recucled Waste
Cooling
Heating
Actuators SensorsProcess Control Facility
13 magnetically switched valves.
1 stirring motor.4 pumps.1 electric heater.2 regulating valves, elec-
trically driven.
4 level transmitters with limit switch functions
7 temperature transmit-ters
5 flow transmitters3 pressure transmitters1 differential pressure
transmitter.1 pH metter.
Manufacturing facility2 conveyor belt motors.2 grippers.6 servo motors.
1 scale sensor.2 optical switches.8 position encoders.2 presence detectors.
33
friendliness, alarms, use and configuration of the solutions were highly important factors,together with information of the process elements, sensors and actuators, networktopology, operation procedures, field technology diagrams and training needs.
The energy production plant was mainly interested in having a demonstration ofintegrated production systems in a real-world environment, and the functional andtechnical features of fieldbus standards. In addition, they were interested in theopportunity to connect the current and voltage signals from conventional devices tofieldbuses either directly or through I/O-boards, in the management of the network andconfiguration devices, and in certain details of the higher-level functions � the choice ofequipment, alarm monitoring, indication displays, and the monitoring of values[24,57,58].
During the project, pilot process management systems were designed, constructed, andtested. Fieldbus solutions were used in the FICIM pilot process, but they were notimplemented in the industrial enterprises. However, the industrial example processeswere carefully documented in the same way as the pilot process. The pilot process yieldedvaluable information of how the new intelligent field technology could be applied in themanagement of chemical processes.
4.1.2 Two German research projects
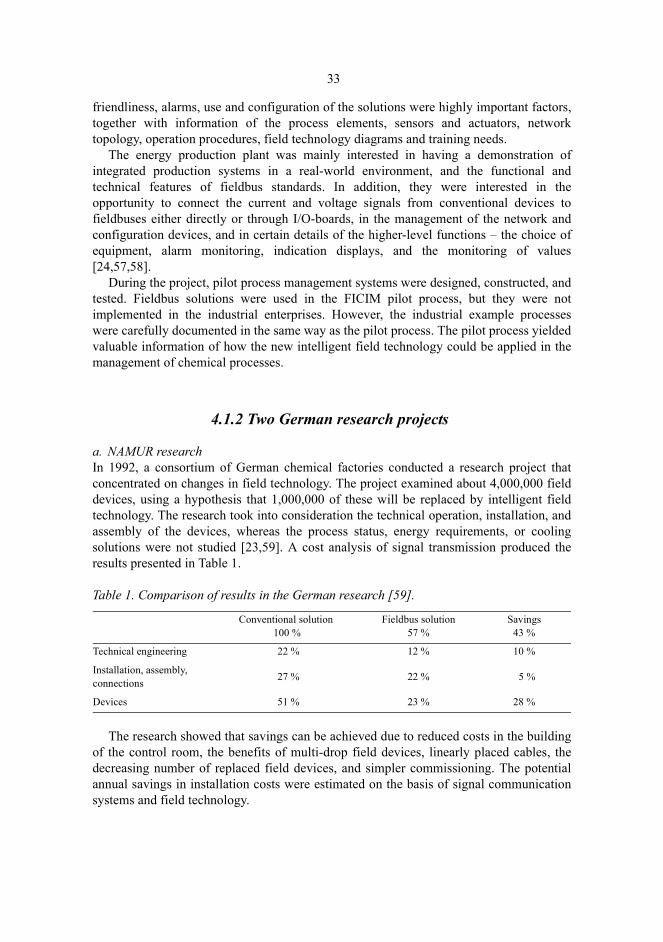
a. NAMUR researchIn 1992, a consortium of German chemical factories conducted a research project thatconcentrated on changes in field technology. The project examined about 4,000,000 fielddevices, using a hypothesis that 1,000,000 of these will be replaced by intelligent fieldtechnology. The research took into consideration the technical operation, installation, andassembly of the devices, whereas the process status, energy requirements, or coolingsolutions were not studied [23,59]. A cost analysis of signal transmission produced theresults presented in Table 1.
Table 1. Comparison of results in the German research [59].
The research showed that savings can be achieved due to reduced costs in the buildingof the control room, the benefits of multi-drop field devices, linearly placed cables, thedecreasing number of replaced field devices, and simpler commissioning. The potentialannual savings in installation costs were estimated on the basis of signal communicationsystems and field technology.
Conventional solution 100 %
Fieldbus solution57 %
Savings43 %
Technical engineering 22 % 12 % 10 %
Installation, assembly,connections 27 % 22 % 5 %
Devices 51 % 23 % 28 %
34
The yearly savings in maintenance costs were estimated as benefits brought by the newintallations. In maintenance, devices and signal routes, maintenance support and thereduced number of components were examined separately. According to this analysis, theinstruments savings were estimated to be 20%, savings in the signal routes 40%. The totalsavings for 1,000,000 field technology elements were 24%. Comparison results wereobtained from different types of field communication systems. The average savingsachieved with new field technology were over 20% [60].
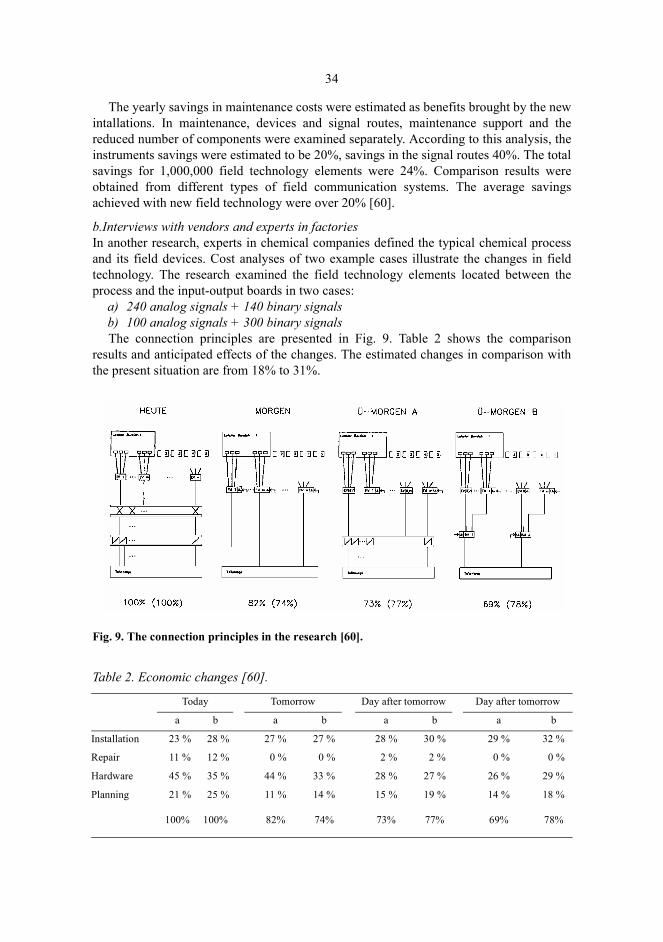
b.Interviews with vendors and experts in factoriesIn another research, experts in chemical companies defined the typical chemical processand its field devices. Cost analyses of two example cases illustrate the changes in fieldtechnology. The research examined the field technology elements located between theprocess and the input-output boards in two cases:
a) 240 analog signals + 140 binary signalsb) 100 analog signals + 300 binary signalsThe connection principles are presented in Fig. 9. Table 2 shows the comparison
results and anticipated effects of the changes. The estimated changes in comparison withthe present situation are from 18% to 31%.
Fig. 9. The connection principles in the research [60].
Table 2. Economic changes [60].
Today Tomorrow Day after tomorrow Day after tomorrow
a b a b a b a b
Installation 23 % 28 % 27 % 27 % 28 % 30 % 29 % 32 %
Repair 11 % 12 % 0 % 0 % 2 % 2 % 0 % 0 %
Hardware 45 % 35 % 44 % 33 % 28 % 27 % 26 % 29 %
Planning 21 % 25 % 11 % 14 % 15 % 19 % 14 % 18 %
100% 100% 82% 74% 73% 77% 69% 78%
35
4.1.3 The Japanese research project
The field trial report of the Japanese site describes work done for the InternationalFieldbus Consortium, leading to the development of a field trial of field technology.Expectations for the development of fieldbus technology have been high in all areas ofplant automation due to the potential of fieldbuses as key infrastructure components. TheInternational Electrotechnical Commission (IEC), the International Society forMeasurement and Control (ISA) and other national committees have been hard at work tospecify standard protocols, and users and vendors involved in automation systems havealso improved the implementation and operation of fieldbus-based control systems anddevices [61].
The concrete objectives of the Japanese field trials were:� to prove the viability of Fieldbus technologies for actual processes,� to install and operate Fieldbus systems in existing plants,� to evaluate Fieldbus specifications,� to make a report of the trial results,� to give proper recognition to trial participants,� to obtain knowledge for vendor design of fieldbus equipment,� to allow users to obtain Fieldbus installation experience.
In these trials, the users expected for example to learn the possibilities and limitationsof fieldbus technologies, to understand the possibilities of fieldbuses, and to extractproblems to be solved for future use of Fieldbus systems, including future advanced andintellectual control function applications. The users wanted to obtain experience of theuse of fieldbus systems at existing plants, including the installation of cables and wiring,and to gain an idea of new control systems in a distributed field intelligence architecture.The five participating users were willing to make continuous efforts and contributionstoward the development of future cost-effective Fieldbus systems.The results obtained inthe field trials concerned the physical layer, the data link layer, the user layer and functionblock technology of the user layer. The application layer and the system and networkmanagement technology were not evaluated [61].
4.1.4 Other related field technology projects
The Finnish Fieldbus Project was implemented between 1992 and 1995. The goal was tocollect experiences of the introduction of new field technology: the problems wereencountered, the operation of temperature and pressure measurements, and programmablemanagement of control valves. The field devices and higher-level management programwere tested in a small process at the Institute of Management and Technological Trainingin Oulu, Finland. The field technology used in the project consisted of a temperaturetransducer, a pressure transducer, an InterOperable Systems (ISP) fieldbus and itsmanagement software. The experiment also used the Profibus fieldbus and a compatibleprogrammable logic controller. Smart control valves were used as actuators [6,62,63].
The problems of the Pilot equipment included insufficient compatibility ofconfiguration tools, diagnostics data processing, and the devices, difficulties in
36
communication between the segments, poor availability of real fieldbus devices, and theslow, unsatisfactory performance of the control. During and after the project, fourdiploma theses related to the technical details of field technology and educationalsolutions have been written at the Research and Testing Plant of the Institute forManagement and Technological Training.
Finnish educational institutes, businesses and vendors have participated in two follow-up projects of the EU: the European Intelligent Actuation and Measurement User Group(EIAMUG) project, and the Development of Fieldbus Training (DEFITRA) project[64,65,66,67].
Prenormative Requirements for Intelligent Actuation and Measurement (PRIAM) andEIAMUG aim at developing unambiguous fieldbus-based specifications of user needs forthe evaluation of plant automation, from the current emphasis on control towards anintegrated control, maintenance and technical management (CMM) structure. PRIAM/EIAMUG view a plant as process + automation + human organization, where automationshould give all the informational and functional support needed by the organizations. Inthis case automation consists of control, maintenance and technical management, whichare fully supported by well-defined intelligent actuation and measurement functions. Theinteractions between the three aspects are addressed in a global, yet integrated way, toachieve good cooperation and coordination for higher system efficiency. Three validationmodels have been developed, for the technological, operational and functionalinformation coming from the process and linked by the same physical phenomenon[68,69].
DEvelopment of FIeldbus TRAining (DEFITRA) project and the Finnish Fieldbus Pilotcooperated during 1996-1999. This is a European project where a group of fieldbusexperts from England, Finland, France and Germany developed materials and methodsfor fieldbus education and training. The main purpose of this project was to build aninteroperability testing and training environment in Pohto. Earlier fieldbus solutions arepresented in Appendix 1 [63,68].
The industry is using both analog and digital communication systems. Digital systemscan offer more functionality compared to the analog ones. Fieldbus technology willchange every function and task in industrial automation and introduce many new tasks.The present work roles and the division of duties and tasks between production,maintenance and design will change, and more knowledge and skills will be needed. TheDefitra project addressed this challenge by developing new training materials, finding theappropriate model for training environments and a programme for continuing vocationaltraining in fieldbus technology. The project encouraged end users to acquire newtechnology and improve competitiveness, giving them opportunities to use their new fieldtechnology products for process management. Individuals improve, develop andmodernise their professional skills. The parties have contacts with industry sectorsinterested in fieldbus and related technologies: paper industry in Finland, batchproduction in Germany, electric power, water and chemical industries in France, and oil,gas, water and chemical industries in England.
The outcomes of the DEFITRA Project were presented in 1999, and its new objectivesare:
� theoretical and practical training materials and methods,� model for training environments,

37
� experiences from the building of fieldbus environments,� individual modular courses,� whole programmes for intelligent field technology [63,68].
4.1.5 Main points of earlier papers
The author has presented a paper in the 3rd Intelligent Components and Instruments forControl Applications (IFAC) Symposium on 9-11 June 1997 in Annecy, France, andanother paper in the Finnish Automation �97 Seminar on 23-25 September 1997 inHelsinki, Finland. The latter article was published in the Finnish professional magazinefor pulp and paper manufacturers, Paperi ja Puu, in September 1997. The main points ofthese papers are presented below [17,18,70].
IFAC, SICICA 1997 paper [70]. Changes in the field technology of management willhave many positive effects both inside and outside factories. Many researchers andcompanies have been interested in developing smart devices and communication buses.Many distributors and manufacturers, and also some decision-makers and end users inindustrial enterprises, are involved in the projects developing new elements for processmanagement. What do the end users think about the reliability and performance of theexisting field technology and what kind of demands do they have for new solutions? Thispaper describes their opinions on the technological and economic aspects. Decision-making criteria have been discovered for the selection of field elements, e.g. properties ofmeasurements, actuators, controllers and communication systems. The results werecollected from factories and their experts in Finnish chemical, pulp and paper and steelindustries.
Paper and Timber article [18]. The key persons of factories must choose the mostfunctional and effective process management system. The amount of informationincreases, and thus reliable field technology becomes increasingly important to maintaingood quality of production. Operations are becoming more diversified, production controlmust meet ever harder requirements, and process management develops; as a result, therole of successful decision-making is more and more crucial. Many factors, e.g. stringentquality criteria, flexibility of production, and tight schedules, complicate the selection offield technology. In the eyes of mill decision-makers and end users, the credibility ofintelligent field technology is undermined by delays in the development of fieldbussolutions, constantly changing bus standards, and the lack of real factory references.
And yet production cannot stop even if field technology is unreliable. Learning newthings while a process is being constructed and commenced is a demanding task. Endusers can acquire knowledge and promote correct decision-making in questions ofautomation for example by cooperation with universities and technical institutes. Fieldequipment for the management of batch production processes and three fieldcommunication buses are being tested and examined at the automation laboratory of theRaahe Institute of Computer Science [71,72,73,74].
Seminar on Automation Trends and Visions, Automation �97 [17]. The most importantmessage is that manufacturers and distributors must offer information to factories, and theautomation staff of factories must educate themselves. One recommendation to the
38
decision-makers is that the diffusion of technological knowledge can be accelerated byusing parallel solutions and by investing in further education in technology. In this waythey can better prepare themselves for the use of new technology.
4.2 Decision-making models
Strategic, tactical, and operative decisions are made on the various aspects of businessoperations. The vision of an industrial enterprise must take into consideration the changesin its operational environment and the leadership practices. Decision-making is supportedby analyses, models, and computer-aided tools [30,31,32]. Technological advances havean impact on the business of industrial enterprises and their use of new innovations.Industrial innovations contribute to increased productivity and the diversification ofproduction and products, they help to create better, more challenging jobs and tominimize risks. This study aims to improve decision-making in questions of fieldtechnology towards better productivity and efficiency [75,76,77,78]. Making gooddecisions can be enhanced by goal-oriented, analytical activity of the users of fieldtechnology aimed at maximising the use of technology. On the other hand, decision-making is complicated by various factors, including external aspects: the decision-makeris faced with a number of possible choices, and must fit together the activities of theenterprise and environmental considerations [17,79,80].
In this section, we take a closer look at the decision-making process. Its classificationswill first be discussed, followed by an analysis of how decisions are made, and finally wewill take a look at various models for decision-making. Siddall has classified the processfrom a problem-oriented perspective, using the following categories: the choice of designoption, design optimization, specification, productivity factors, and risks. All of theseproblems are also encountered when making decisions concerning field technology [81].
Long-term decisions have an impact on process changes, functional procedures andmaintenance, and also on safety, performance, costs, human factors and organisations.Short-term decisions deal with daily actions and their risks. Decision-making is facilitatedby an analysis that incorporates a classification of one�s own views, calculatingnumerocal values, translating the analysis results into concrete properties, and anumerical evaluation of the properties. One method applied for this purpose is theAnalytic Hierarchy Process (AHP) model. This model, which has many features incommon with the multivariable decision-making model (MCDM) applied in this research,is also suited for field technology decision-making that aims at making the correctchoices both in the short and in the long term (cf. Chapter 7.1) [82].
Holmberg et al. [77,78,83] describe decision-making and decision analysis in the sameway as Fig. 10. In order to combine analysis and technical knowledge, an analysis ofconsequences and usage is used together with a probability estimation of safety factors.Decision analysis has the benefit that it gives information of facts and alternatives, inaddition to calculated estimates. Quantitative and qualitative factors, the extent ofknowledge, and the analyzed information are evaluated by means of variousapproximation methods, and the safety of the options is estimated using probability
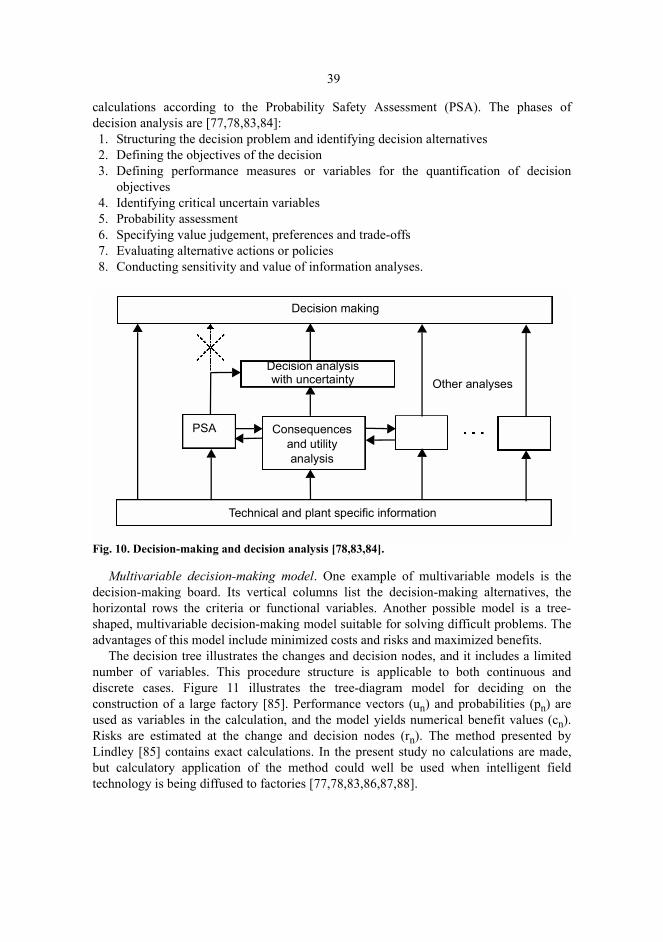
39
calculations according to the Probability Safety Assessment (PSA). The phases ofdecision analysis are [77,78,83,84]:1. Structuring the decision problem and identifying decision alternatives2. Defining the objectives of the decision3. Defining performance measures or variables for the quantification of decision
objectives4. Identifying critical uncertain variables5. Probability assessment6. Specifying value judgement, preferences and trade-offs7. Evaluating alternative actions or policies8. Conducting sensitivity and value of information analyses.
Fig. 10. Decision-making and decision analysis [78,83,84].
Multivariable decision-making model. One example of multivariable models is thedecision-making board. Its vertical columns list the decision-making alternatives, thehorizontal rows the criteria or functional variables. Another possible model is a tree-shaped, multivariable decision-making model suitable for solving difficult problems. Theadvantages of this model include minimized costs and risks and maximized benefits.
The decision tree illustrates the changes and decision nodes, and it includes a limitednumber of variables. This procedure structure is applicable to both continuous anddiscrete cases. Figure 11 illustrates the tree-diagram model for deciding on theconstruction of a large factory [85]. Performance vectors (un) and probabilities (pn) areused as variables in the calculation, and the model yields numerical benefit values (cn).Risks are estimated at the change and decision nodes (rn). The method presented byLindley [85] contains exact calculations. In the present study no calculations are made,but calculatory application of the method could well be used when intelligent fieldtechnology is being diffused to factories [77,78,83,86,87,88].
Decision making
Decision analysiswith uncertainty
Consequencesand utilityanalysis
PSA
Technical and plant specific information
Other analyses
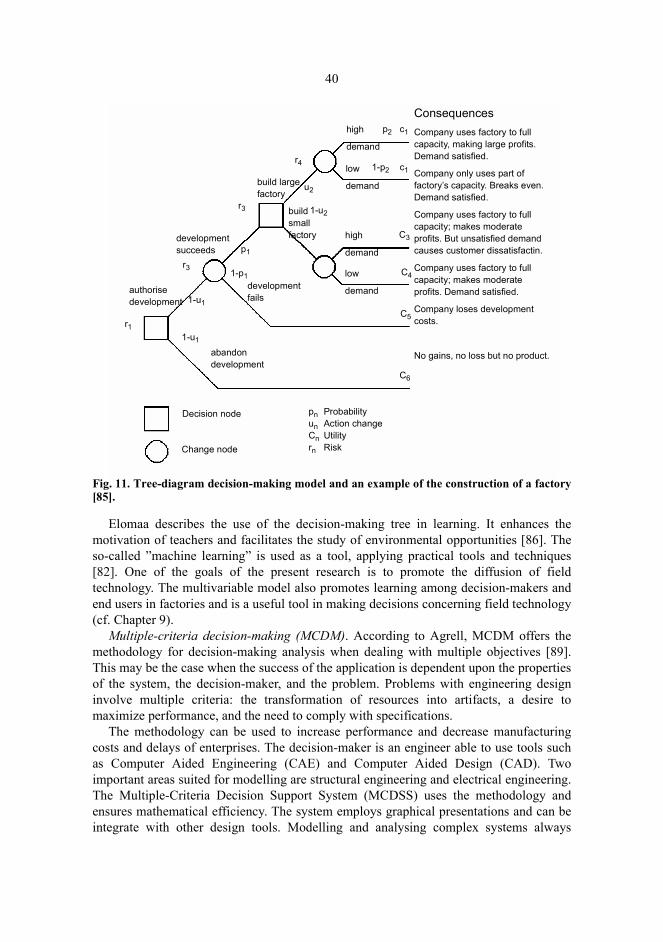
40
Fig. 11. Tree-diagram decision-making model and an example of the construction of a factory[85].
Elomaa describes the use of the decision-making tree in learning. It enhances themotivation of teachers and facilitates the study of environmental opportunities [86]. Theso-called �machine learning� is used as a tool, applying practical tools and techniques[82]. One of the goals of the present research is to promote the diffusion of fieldtechnology. The multivariable model also promotes learning among decision-makers andend users in factories and is a useful tool in making decisions concerning field technology(cf. Chapter 9).
Multiple-criteria decision-making (MCDM). According to Agrell, MCDM offers themethodology for decision-making analysis when dealing with multiple objectives [89].This may be the case when the success of the application is dependent upon the propertiesof the system, the decision-maker, and the problem. Problems with engineering designinvolve multiple criteria: the transformation of resources into artifacts, a desire tomaximize performance, and the need to comply with specifications.
The methodology can be used to increase performance and decrease manufacturingcosts and delays of enterprises. The decision-maker is an engineer able to use tools suchas Computer Aided Engineering (CAE) and Computer Aided Design (CAD). Twoimportant areas suited for modelling are structural engineering and electrical engineering.The Multiple-Criteria Decision Support System (MCDSS) uses the methodology andensures mathematical efficiency. The system employs graphical presentations and can beintegrate with other design tools. Modelling and analysing complex systems always
ConsequencesCompany uses factory to full capacity, making large profits.Demand satisfied.
Company only uses part of factory�s capacity. Breaks even. Demand satisfied.
Company uses factory to full capacity; makes moderate profits. But unsatisfied demand causes customer dissatisfactin.
Company uses factory to full capacity; makes moderate profits. Demand satisfied.
Company loses development costs.
No gains, no loss but no product.
high
demand
p2 c1
r1
Decision node
authorise development
high
demand
abandon development
low
demand
1-u1
low
demand
1-p2 c1
C3
C4
C5
C6
r3
r3
r4
development succeeds
build large factory
Change node
pn Probabilityun Action changeCn Utilityrn Risk
development fails
build small factory
1-u1
1-p1
p1
1-u2
u2
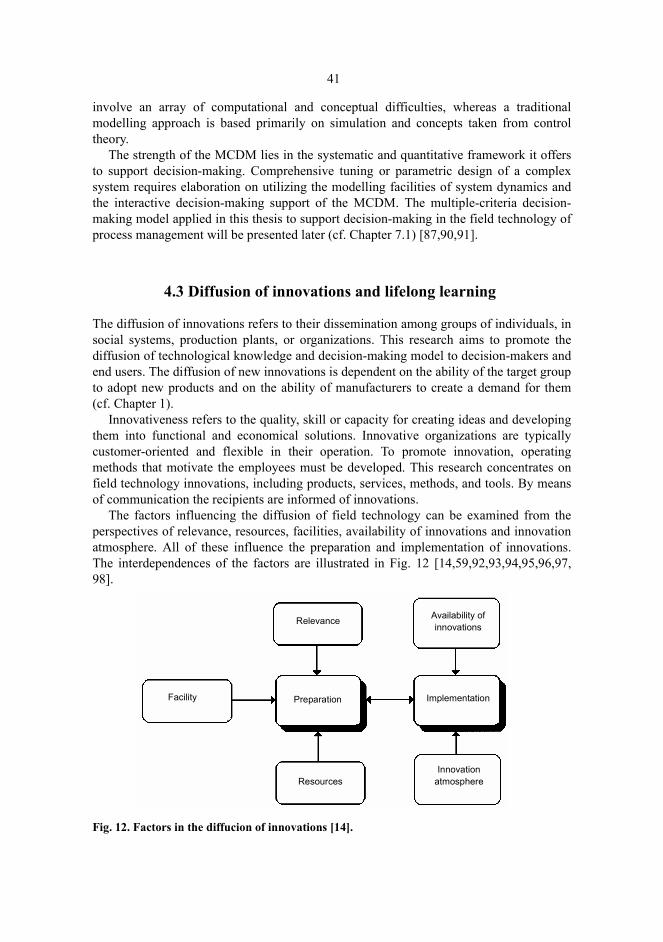
41
involve an array of computational and conceptual difficulties, whereas a traditionalmodelling approach is based primarily on simulation and concepts taken from controltheory.
The strength of the MCDM lies in the systematic and quantitative framework it offersto support decision-making. Comprehensive tuning or parametric design of a complexsystem requires elaboration on utilizing the modelling facilities of system dynamics andthe interactive decision-making support of the MCDM. The multiple-criteria decision-making model applied in this thesis to support decision-making in the field technology ofprocess management will be presented later (cf. Chapter 7.1) [87,90,91].
4.3 Diffusion of innovations and lifelong learning
The diffusion of innovations refers to their dissemination among groups of individuals, insocial systems, production plants, or organizations. This research aims to promote thediffusion of technological knowledge and decision-making model to decision-makers andend users. The diffusion of new innovations is dependent on the ability of the target groupto adopt new products and on the ability of manufacturers to create a demand for them(cf. Chapter 1).
Innovativeness refers to the quality, skill or capacity for creating ideas and developingthem into functional and economical solutions. Innovative organizations are typicallycustomer-oriented and flexible in their operation. To promote innovation, operatingmethods that motivate the employees must be developed. This research concentrates onfield technology innovations, including products, services, methods, and tools. By meansof communication the recipients are informed of innovations.
The factors influencing the diffusion of field technology can be examined from theperspectives of relevance, resources, facilities, availability of innovations and innovationatmosphere. All of these influence the preparation and implementation of innovations.The interdependences of the factors are illustrated in Fig. 12 [14,59,92,93,94,95,96,97,98].
Fig. 12. Factors in the diffucion of innovations [14].
Relevance
Resources
Preparation
Innovation atmosphere
Implementation
Availability of innovations
Facility

42
Lifelong learning and cooperation. The dimensions of a work community are systemsthinking, learning of individuals, mental models, shared vision, and team learning. Thestaff must participate in decision-making and in the planning of their own work. Controland supervision is the task of both teams and individuals, and there are no strict bound-aries between departments. Appropriate rewarding, minimum hierarchies, teamwork, apositive atmosphere, and support to the training and personal development of individualsmust be taken into account in the work community. Lifelong learning contributes to theability to solve the problems and needs associated with field technology. This enhancesthe adoption of efficient decision-making models and criteria [94,95,99,100,101,102,103,104,105,106,107,108,109,110,111,112,113,114,115,116,117,118,119].
The need of technological knowledge, and its sheer amount, also increase the use ofelectronics information channels alongside with the human channels. The use of theInternet and Intranets enable extremely versatile retrieval and exchange of information.Hypermedia solutions, incorporating text, audio, video, animation, graphics, and exactheuristic information, greatly promote learning. Management systems may includeinformation of numerous aspects of field technology, e.g. its topology, equipment,software, bus solutions, operational interfaces, user interfaces, applications, userexperiences, references, and parallel solutions [120,121,122]. Nevertheless, responsibilityfor the decisions must always remain with people, however efficient the electronicchannels may be.
5 Process technology and management
When decisions concerning field technology are being made, the development andchanges of process technology and its management must be carefully considered. Thischapter focuses on technological changes and the knowledge, skills and work theyinvolve. The distribution of process management, degree of automation, availability,performance, and usability of field technology are important factors in this connection.An overview of the history of process management and field technology gives a clearpicture how the technology had advanced, how the users� tasks have been targeted andchanged, and what opportunities participatory planning methods offer. The currentplanning and implementation practices will also be presented. Intelligent field technologywill influence all of the above factors and practices.
5.1 Technological changes and concepts
Intelligent field technology means changes in operations and in the tasks of workers.When technological changes are being planned and implemented, the role and effects oftechnology at different points of time must be considered. The most important factors inthe development are knowledge, skills, and work, and these also play a role in thedevelopment of intelligent field technology.
Figure 13 illustrates the aspects of technology on the operational level. The contents ofwork are influenced by the variation of the tasks involved, and by the level of expertiseand skills required to accomplish them. Aspects of operative tasks include their routinenature, variation of the work, its scope and analyzability, and the worker himself. Thetools used, their technical quality and the attitude towards them have an impact on theactivities of a worker. Other human factors of the worker include his own thoughtprocesses, his special knowledge and skills, and the ability to use the available tools[123].
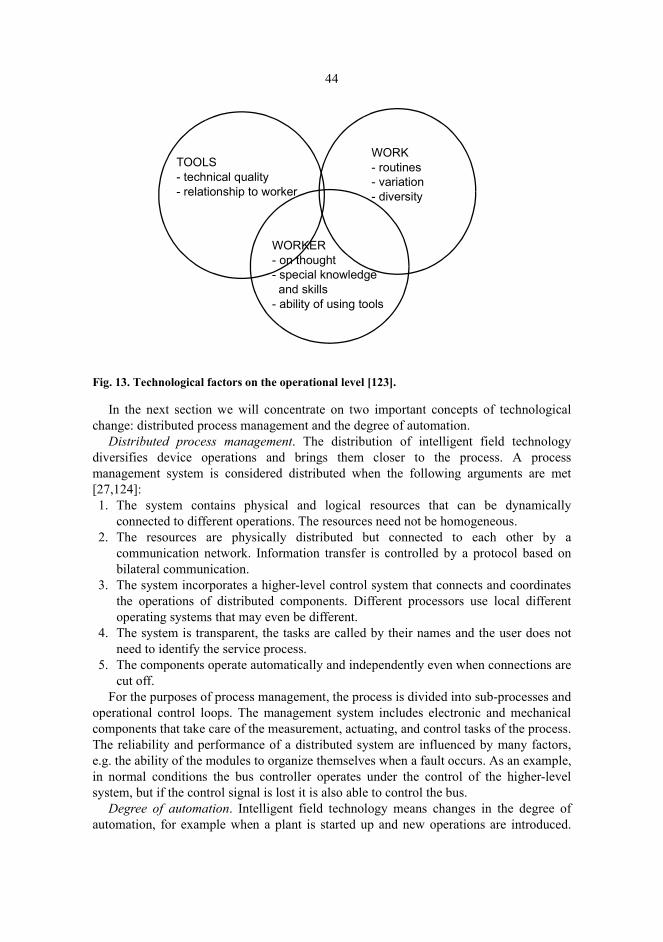
44
Fig. 13. Technological factors on the operational level [123].
In the next section we will concentrate on two important concepts of technologicalchange: distributed process management and the degree of automation.
Distributed process management. The distribution of intelligent field technologydiversifies device operations and brings them closer to the process. A processmanagement system is considered distributed when the following arguments are met[27,124]:1. The system contains physical and logical resources that can be dynamically
connected to different operations. The resources need not be homogeneous.2. The resources are physically distributed but connected to each other by a
communication network. Information transfer is controlled by a protocol based onbilateral communication.
3. The system incorporates a higher-level control system that connects and coordinatesthe operations of distributed components. Different processors use local differentoperating systems that may even be different.
4. The system is transparent, the tasks are called by their names and the user does notneed to identify the service process.
5. The components operate automatically and independently even when connections arecut off.
For the purposes of process management, the process is divided into sub-processes andoperational control loops. The management system includes electronic and mechanicalcomponents that take care of the measurement, actuating, and control tasks of the process.The reliability and performance of a distributed system are influenced by many factors,e.g. the ability of the modules to organize themselves when a fault occurs. As an example,in normal conditions the bus controller operates under the control of the higher-levelsystem, but if the control signal is lost it is also able to control the bus.
Degree of automation. Intelligent field technology means changes in the degree ofautomation, for example when a plant is started up and new operations are introduced.
TOOLS- technical quality- relationship to worker
WORKER- on thought- special knowledgeand skills
- ability of using tools
WORK- routines- variation- diversity
45
The roles of automation and the human operator in handling the individual managementtasks are divided, and the division and definition of these tasks are specified during theanalysis of process management. The degree of automation increases when a greaternumber of process management components are automated, or when the higherhierarchical levels are complemented. For the personnel, this means that their work willbe expanded and enriched by the addition of new tasks, such as operation monitoring,planning, or optimization duties [27,125].
In the present study, the relative weight of tasks is evaluated on a descending scale of 5� 1, the degree of automation on a percentage scale 0 � 100%. SAT evaluates the degreeof automation using the following classification [125]:1. Predicting process operation, e.g. preparing the production plan and preventive
maintenance.2. Acquiring the necessary data that describes the status of the process to be managed.3. Implementing the process management algorithms, e.g. start-up, control of process
variables.4. Executing the necessary operations in the process, e.g. the control of motors and
valves.5. Monitoring process operation and the condition of process instruments, detecting
abnormal situations.6. Reporting the completed production.7. Managing disturbances: troubleshooting, planning and implementation of repairs,
reporting (cf. Chapters 6,8,9).
5.2 Availability performance
Systematic methods for the evaluation of availability performance are used whenpurchasing, designing, using, or maintaining technical systems. An examination of thesetools benefits conventional design and decision-making, and enable us to find reliable,economical and safe solutions [27,126]. The maintenance of technical systems, devicesand components is studied using analytical methods that produce quantitative parameters.Moreover, the analysis provides useful knowledge to support decisions on the design andmaintenance of systems and devices: it provides information of the costs of defects andmaintenance of the different alternatives being considered [127,128].
In business management, decisions must pay attention to planning the availabilityperformance of technological systems. This results in a more rational and systematic useof resources. The safety and risks of systems and devices are examined by variousmethods and tools, aiming at maximum technical and economic availability performance.The lifelong costs of systems and devices are also influenced by production interruptions,repair and service costs, expenses caused by hazardous situations, and by the costs oftheir maintenance, operation, and malfunctions [126,127]. The factors contributing to theperformance of devices or systems are shown in Fig. 14.
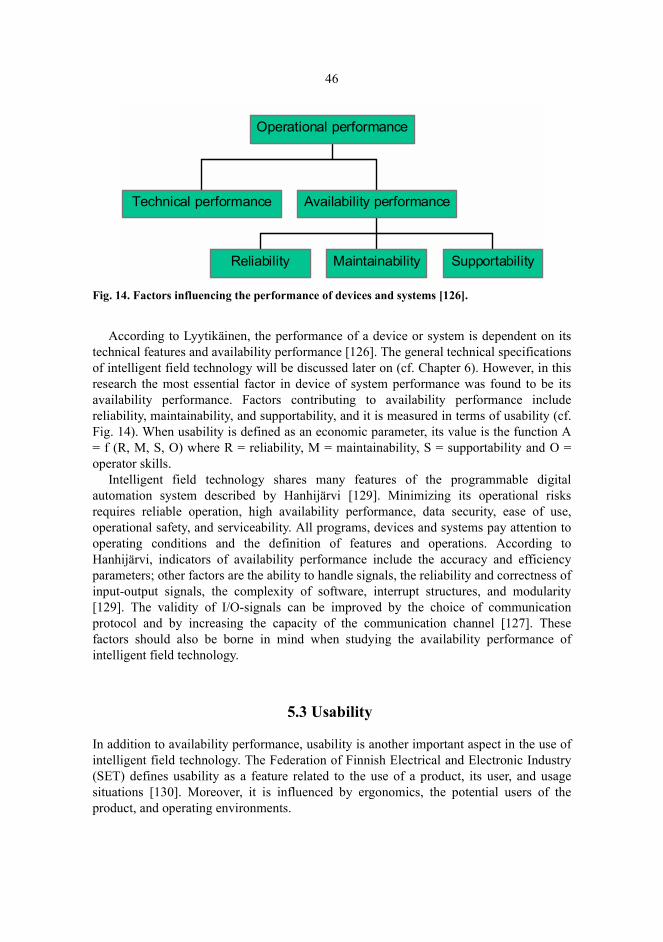
46
Fig. 14. Factors influencing the performance of devices and systems [126].
According to Lyytikäinen, the performance of a device or system is dependent on itstechnical features and availability performance [126]. The general technical specificationsof intelligent field technology will be discussed later on (cf. Chapter 6). However, in thisresearch the most essential factor in device of system performance was found to be itsavailability performance. Factors contributing to availability performance includereliability, maintainability, and supportability, and it is measured in terms of usability (cf.Fig. 14). When usability is defined as an economic parameter, its value is the function A= f (R, M, S, O) where R = reliability, M = maintainability, S = supportability and O =operator skills.
Intelligent field technology shares many features of the programmable digitalautomation system described by Hanhijärvi [129]. Minimizing its operational risksrequires reliable operation, high availability performance, data security, ease of use,operational safety, and serviceability. All programs, devices and systems pay attention tooperating conditions and the definition of features and operations. According toHanhijärvi, indicators of availability performance include the accuracy and efficiencyparameters; other factors are the ability to handle signals, the reliability and correctness ofinput-output signals, the complexity of software, interrupt structures, and modularity[129]. The validity of I/O-signals can be improved by the choice of communicationprotocol and by increasing the capacity of the communication channel [127]. Thesefactors should also be borne in mind when studying the availability performance ofintelligent field technology.
5.3 Usability
In addition to availability performance, usability is another important aspect in the use ofintelligent field technology. The Federation of Finnish Electrical and Electronic Industry(SET) defines usability as a feature related to the use of a product, its user, and usagesituations [130]. Moreover, it is influenced by ergonomics, the potential users of theproduct, and operating environments.
Technical performance
Reliability Maintainability Supportability
Availability performance
Operational performance
47
An important factor in intelligent field technology, from the user�s point of view, isease of use. Standards, rules, regulations and user demands must also be taken intoconsideration when choosing products. Moreover, the choice is also influenced by howquickly the user learns to use a device, how effortless it is to use, how error situations aremanaged, and the load on the user. Usability is a particularly important factors for hightechnology, electronics, and information technology products; other product aspectsinclude price and features [130].
Nielsen [131] and the Federation of Finnish Electrical and Electronic Industry [130]have discussed how usability is incorporated in design and how it is assessed.
In design, usability must be regarded from the following perspectives:� product acceptability to users and legislation;� practical acceptability � price, compatibility, reliability;� operational factors � product features, working procedures.
Usability can be assessed by applying these perspectives:� Learnability: the system should be easy to learn so that the user can rapidly start get-
ting some work done with the system.� Efficiency: the system should be efficient to use, so that once the user has learned the
system, a high level of productivity is possible.� Memorability: the system should be easy to remember, so that the casual user is able
to return to the system after some period of not having used it, without having tolearn everything all over again.
� Errors: the system should have a low error rate, so that users make few errors duringthe use of the system and so that if they do make errors they can easily recover fromthem. Further, catastrophic errors must not occur.
� Satisfaction: the system should be pleasant to use, so that users are subjectively satis-fied when using it; they like it.
Usability is closely associated with the user interface. The Federation of FinnishElectrical and Electronic Industry (SET) proposes the following aspects of ergonomics:ease of handling, demonstrability, identifiability, and placement [130]. With regard todisplay devices, the recommendations include application for visual tasks, use of controlsand placing the controls and displays close to another. SET recommends e.g. definingease of use and user needs, comparing different user interfaces, monitoring thedevelopment in user interfaces, training, and the use of feedback, modelling, andsimulation. Intelligent field technology means that the significance of the user interfaceincreases, as the users must be able to give parameters to devices and tune them close tothe process. Thus the ease of use should always be assessed when studying and selectingnew technology.
According to Kallela [27] and SAT [125], usability also plays a crucial role in safety.Safety requirements include various critical parameters, such as protections andinterlockings, and their characteristics are influenced by design principles, protectionsystems, choice of backup systems and devices, risk factors, and the applicable legislationand regulations. Usability requires that false control information or instrumentmalfunctions must not affect process operation.
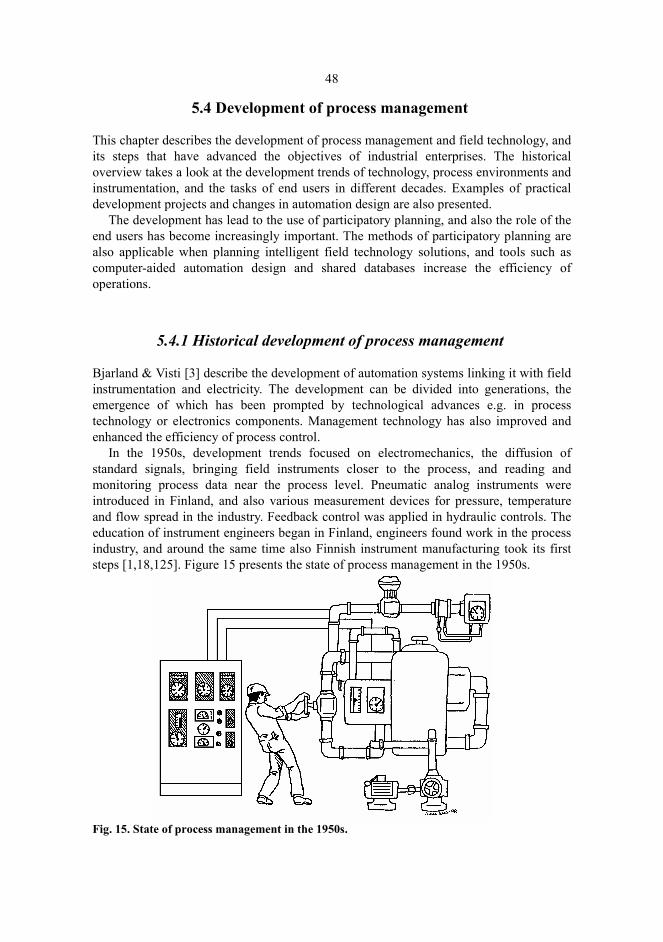
48
5.4 Development of process management
This chapter describes the development of process management and field technology, andits steps that have advanced the objectives of industrial enterprises. The historicaloverview takes a look at the development trends of technology, process environments andinstrumentation, and the tasks of end users in different decades. Examples of practicaldevelopment projects and changes in automation design are also presented.
The development has lead to the use of participatory planning, and also the role of theend users has become increasingly important. The methods of participatory planning arealso applicable when planning intelligent field technology solutions, and tools such ascomputer-aided automation design and shared databases increase the efficiency ofoperations.
5.4.1 Historical development of process management
Bjarland & Visti [3] describe the development of automation systems linking it with fieldinstrumentation and electricity. The development can be divided into generations, theemergence of which has been prompted by technological advances e.g. in processtechnology or electronics components. Management technology has also improved andenhanced the efficiency of process control.
In the 1950s, development trends focused on electromechanics, the diffusion ofstandard signals, bringing field instruments closer to the process, and reading andmonitoring process data near the process level. Pneumatic analog instruments wereintroduced in Finland, and also various measurement devices for pressure, temperatureand flow spread in the industry. Feedback control was applied in hydraulic controls. Theeducation of instrument engineers began in Finland, engineers found work in the processindustry, and around the same time also Finnish instrument manufacturing took its firststeps [1,18,125]. Figure 15 presents the state of process management in the 1950s.
Fig. 15. State of process management in the 1950s.
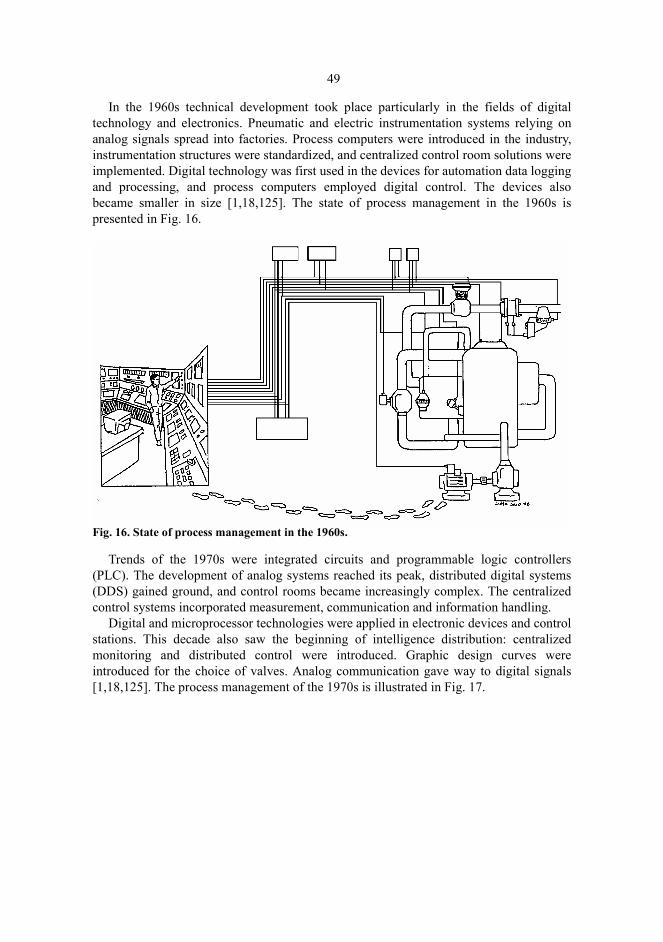
49
In the 1960s technical development took place particularly in the fields of digitaltechnology and electronics. Pneumatic and electric instrumentation systems relying onanalog signals spread into factories. Process computers were introduced in the industry,instrumentation structures were standardized, and centralized control room solutions wereimplemented. Digital technology was first used in the devices for automation data loggingand processing, and process computers employed digital control. The devices alsobecame smaller in size [1,18,125]. The state of process management in the 1960s ispresented in Fig. 16.
Fig. 16. State of process management in the 1960s.
Trends of the 1970s were integrated circuits and programmable logic controllers(PLC). The development of analog systems reached its peak, distributed digital systems(DDS) gained ground, and control rooms became increasingly complex. The centralizedcontrol systems incorporated measurement, communication and information handling.
Digital and microprocessor technologies were applied in electronic devices and controlstations. This decade also saw the beginning of intelligence distribution: centralizedmonitoring and distributed control were introduced. Graphic design curves wereintroduced for the choice of valves. Analog communication gave way to digital signals[1,18,125]. The process management of the 1970s is illustrated in Fig. 17.
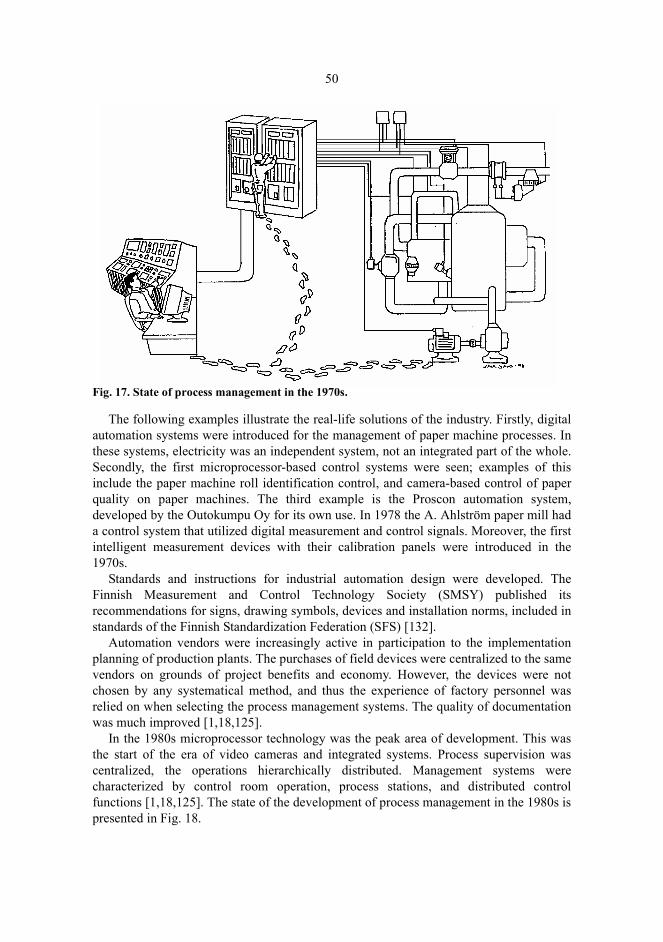
50
Fig. 17. State of process management in the 1970s.
The following examples illustrate the real-life solutions of the industry. Firstly, digitalautomation systems were introduced for the management of paper machine processes. Inthese systems, electricity was an independent system, not an integrated part of the whole.Secondly, the first microprocessor-based control systems were seen; examples of thisinclude the paper machine roll identification control, and camera-based control of paperquality on paper machines. The third example is the Proscon automation system,developed by the Outokumpu Oy for its own use. In 1978 the A. Ahlström paper mill hada control system that utilized digital measurement and control signals. Moreover, the firstintelligent measurement devices with their calibration panels were introduced in the1970s.
Standards and instructions for industrial automation design were developed. TheFinnish Measurement and Control Technology Society (SMSY) published itsrecommendations for signs, drawing symbols, devices and installation norms, included instandards of the Finnish Standardization Federation (SFS) [132].
Automation vendors were increasingly active in participation to the implementationplanning of production plants. The purchases of field devices were centralized to the samevendors on grounds of project benefits and economy. However, the devices were notchosen by any systematical method, and thus the experience of factory personnel wasrelied on when selecting the process management systems. The quality of documentationwas much improved [1,18,125].
In the 1980s microprocessor technology was the peak area of development. This wasthe start of the era of video cameras and integrated systems. Process supervision wascentralized, the operations hierarchically distributed. Management systems werecharacterized by control room operation, process stations, and distributed controlfunctions [1,18,125]. The state of the development of process management in the 1980s ispresented in Fig. 18.
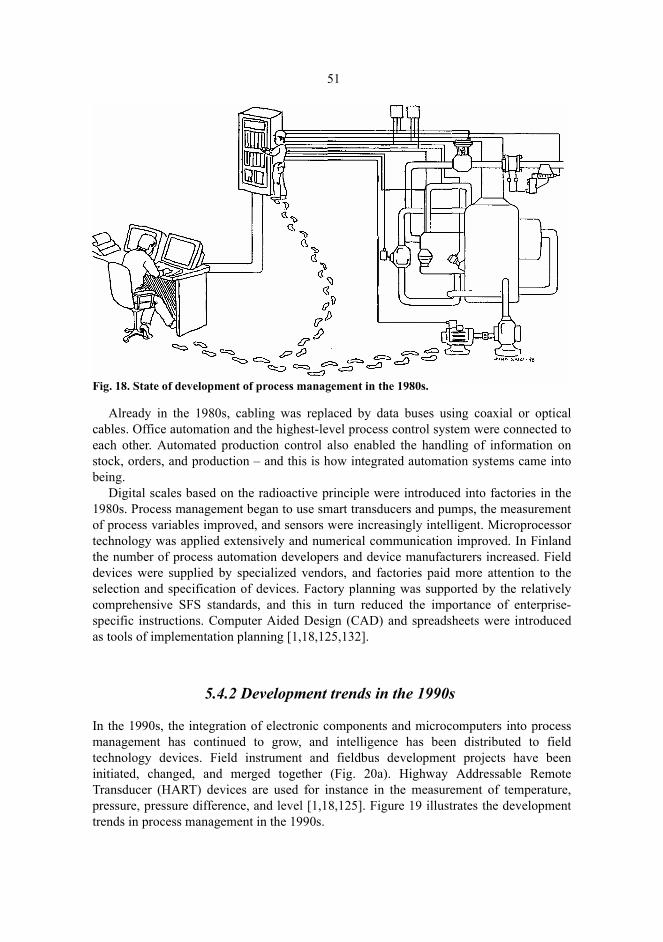
51
Fig. 18. State of development of process management in the 1980s.
Already in the 1980s, cabling was replaced by data buses using coaxial or opticalcables. Office automation and the highest-level process control system were connected toeach other. Automated production control also enabled the handling of information onstock, orders, and production � and this is how integrated automation systems came intobeing.
Digital scales based on the radioactive principle were introduced into factories in the1980s. Process management began to use smart transducers and pumps, the measurementof process variables improved, and sensors were increasingly intelligent. Microprocessortechnology was applied extensively and numerical communication improved. In Finlandthe number of process automation developers and device manufacturers increased. Fielddevices were supplied by specialized vendors, and factories paid more attention to theselection and specification of devices. Factory planning was supported by the relativelycomprehensive SFS standards, and this in turn reduced the importance of enterprise-specific instructions. Computer Aided Design (CAD) and spreadsheets were introducedas tools of implementation planning [1,18,125,132].
5.4.2 Development trends in the 1990s
In the 1990s, the integration of electronic components and microcomputers into processmanagement has continued to grow, and intelligence has been distributed to fieldtechnology devices. Field instrument and fieldbus development projects have beeninitiated, changed, and merged together (Fig. 20a). Highway Addressable RemoteTransducer (HART) devices are used for instance in the measurement of temperature,pressure, pressure difference, and level [1,18,125]. Figure 19 illustrates the developmenttrends in process management in the 1990s.
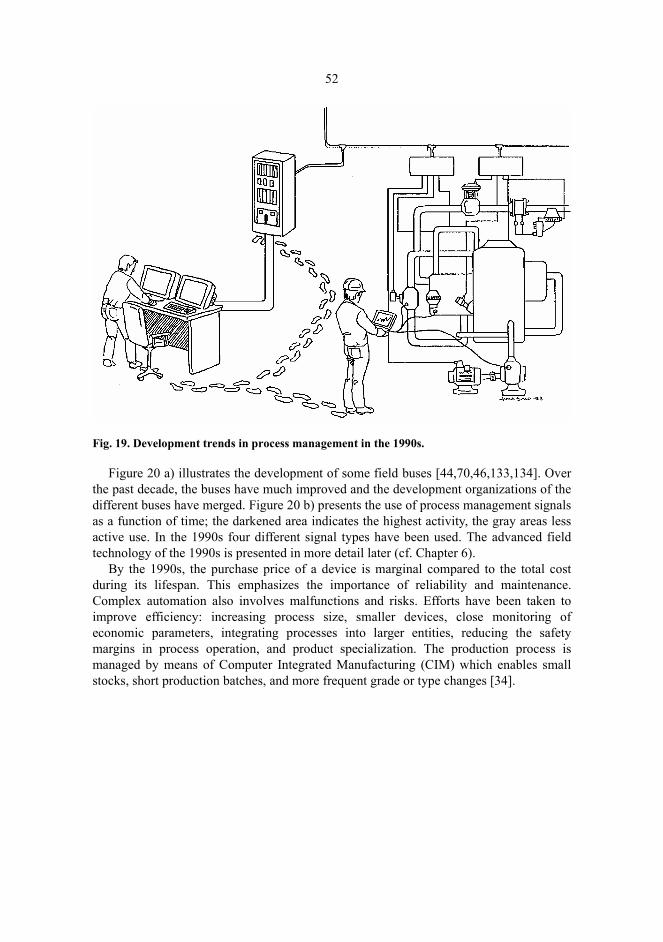
52
Fig. 19. Development trends in process management in the 1990s.
Figure 20 a) illustrates the development of some field buses [44,70,46,133,134]. Overthe past decade, the buses have much improved and the development organizations of thedifferent buses have merged. Figure 20 b) presents the use of process management signalsas a function of time; the darkened area indicates the highest activity, the gray areas lessactive use. In the 1990s four different signal types have been used. The advanced fieldtechnology of the 1990s is presented in more detail later (cf. Chapter 6).
By the 1990s, the purchase price of a device is marginal compared to the total costduring its lifespan. This emphasizes the importance of reliability and maintenance.Complex automation also involves malfunctions and risks. Efforts have been taken toimprove efficiency: increasing process size, smaller devices, close monitoring ofeconomic parameters, integrating processes into larger entities, reducing the safetymargins in process operation, and product specialization. The production process ismanaged by means of Computer Integrated Manufacturing (CIM) which enables smallstocks, short production batches, and more frequent grade or type changes [34].
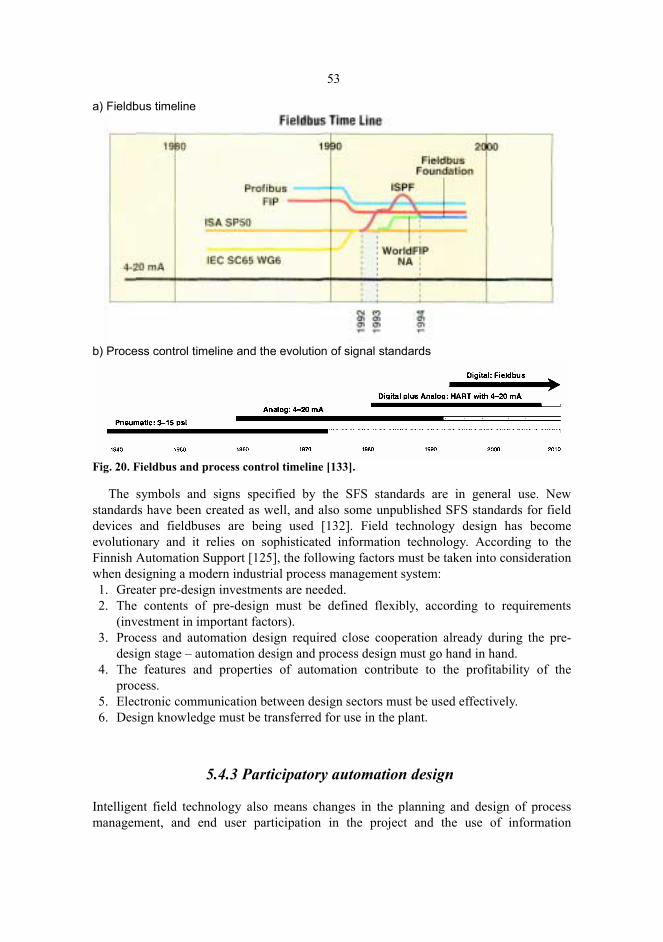
53
a) Fieldbus timeline
b) Process control timeline and the evolution of signal standards
Fig. 20. Fieldbus and process control timeline [133].
The symbols and signs specified by the SFS standards are in general use. Newstandards have been created as well, and also some unpublished SFS standards for fielddevices and fieldbuses are being used [132]. Field technology design has becomeevolutionary and it relies on sophisticated information technology. According to theFinnish Automation Support [125], the following factors must be taken into considerationwhen designing a modern industrial process management system:1. Greater pre-design investments are needed.2. The contents of pre-design must be defined flexibly, according to requirements
(investment in important factors).3. Process and automation design required close cooperation already during the pre-
design stage � automation design and process design must go hand in hand.4. The features and properties of automation contribute to the profitability of the
process.5. Electronic communication between design sectors must be used effectively.6. Design knowledge must be transferred for use in the plant.
5.4.3 Participatory automation design
Intelligent field technology also means changes in the planning and design of processmanagement, and end user participation in the project and the use of information

54
technology in maintenance contribute to its higher efficiency. According to Leppänen etal. [135] and Kallela [27], participatory design gives the users a chance to influence thedevelopment of automation. Several factors are in favour of increasing user participation,such as the growing complecity of processes and the demands for production flexibility.Participatory design gives better results, it increases user commitment and worksatisfaction, promotes their training and improves production efficiency. In addition, thelearning process and commissioning of the new system are accelerated. Participatorydesign utilizes common models of thinking, modelling of the design targets, and bothcommunication and information technology tools. Kallela lists several tools ofparticipatory design; these are presented in Table 3 [27].
Table 3. Tools of participatory design [27].
Large-scale processes must be modelled using four levels. The first level is a product-oriented model which requires that the stages of production must be defined; this stagegives an overall view of the production plant. The second level is a machine-orientedmodel that describes the material flows and gives an idea of the operation of theproduction plant. The third level models the stages of the production process and thenecessary human activities and supervision. The fourth level yields a model of humanoperations; the division of labour between people, and the control of their psychologicaland physical state [136].
Participation changes the end users� role in the working community and whendecisions are being made. According to Kallela [27], the main problems are that the usersdoubt their opportunities to influence decisions, conflicting interests and choices, stress(real or feared), lack of communication and negotiation skills, the difficulty of acceptingchanges in the personal role, and problems with dealing with technological change. Thusmanagement and leadership practices must change, too, towards increased consultationand coaching (cf. Chapter 9).
Computer-aided automation design. Computer aided design systems are used toincrease efficiency in design work. These systems record all process managementinformation in databases, and the same system is also used for maintenance and furtherdesign work [73,137,138]. When the databases are created, the shared basic data is storedin them, defining the project, plant, loops, devices, and components. The systemgenerates reports necessary for budgeting, cost estimation, offer inquiries, as well as thedesign, commissioning and maintenance of automation.
Common thinking models Modelling of the design target
Communication tools Information tools
Production processWork organizationWork functionOverloadingLearningDeveloping
Verbal explanationsChart figuresDrawingsWorkplace modelsExperiments, testsSimulationModelsComputer-aided design
Communication techniquesTeam work techniquesCreative techniquesClipboard techniques
Manuals, instructionsWork analysis methodsNotebooksCase examplesComputer programs
55
The systems give graphic reports of operating diagrams, installation and connectiondrawings, and illustrated purchase lists. Detailed reports of the circuits and positions,system and device specifications, device inquiries, and type diagrams are available. Inaddition, detailed data on electricity and air feeds, cables, connections, boxes, boards, andaccessories can be reported. The design program can also be integrated in a digitalautomation system (DCS).
Computer aided automation design is one way to improve the efficiency of fieldtechnology design. However, the existing design systems still need some softwarechanges in order to be better suited for the task of intelligent field technology design:creating databases, handling offers and quotations, planning the actual connections,documents, reports, and maintenance work [73,139,140,141].
5.5 Current practice of plant design and implementation
An industrial plant consists of the process, its management system, personnel, andoperating environment, and its design involves strategic goals, requirements, operations,and structure. Automation design must taken into consideration many factors of the plant:the type of production, product quality aspects, intermediate products, the number ofproduct variations, material management, and the operating method of the plant. Theprocess and its management must be functionally integrated with the business of theplant, also bearing in mind economic factors.
A process management system must handle process automation, instrumentation, andelectricity. The criteria for its implementation include the initial information, argumentsfor the decisions, the variables to be measured, analyzed and calculated from the process,and the defining algorithms. The personnel must be able to operate the plant with theinstructions and communication and data systems it includes. All of these factors must betaken into consideration when designing and implementing intelligent field technology.[125]
Current design procedure. The design and implementation of a production plant is acomplicated task that requires the participation of numerous parties. Process operationand management, and the design of the process, automation and organization, are amongthe most crucial aspects in this respect. In addition, the implementation project includes ahost of design tasks supervised by the concerned authorities: the design of the process,piping, devices, layout, heating, water circulation, ventilation, automation, instrumenta-tion, electricity, construction, operating, and maintenance. When the number of partici-pants in the project increases, the need for communication and document distributiongrows as well, and this in turn requires project coordination skills. Field technologydesign is an integral part of the entire project. A process plant implementation project canbe split into six main phases [26,27,125].1. Predesign: the best technical solution is chosen, and the investment costs and
profitability of the investments are determined.2. Investment decision and financing plan.
56
3. Basic design: the fundamental technical solutions, system functions and purchasedefinitions are prepared. Detailed definitions of the dimensioning principles, processinstrumentation diagrams and device itemizations are made. Interlocking, sequenceand control diagrams, configuration schemes, the contents of displays, flowcharts ofcontrol programs and other software definitions are also prepared at this stage, andsubcontracting decisions are made now.
4. Implementation design: This stage provides documents for manufacturing,installation, commissioning, and operation. Offers are invited, the devices chosen,and decisions on the application and field technology design � including installationand maintenance � are made. The planned purchases are also made.
5. Construction and installation: The operations determined by the location of the plantand the production process are realized.
6. Commissioning and use.Process, control, and instrumentation designers take part in automation design. They
prepare a description of the process operation, its measurements, controls, and supervi-sion. Organization planning takes a look at the necessary operating and maintenance tasksand the personnel needed to carry out these. It yields job descriptions, assesses howdemanding each tasks is, and what kind of training or recruitment will be needed. Someoperations cannot be solved with automation, and operators are needed to perform thiswork; e.g. supervision and tasks that automation cannot handle. However, the user maybecome alienated from the process so that his professional skills and understanding of theprocess suffer. Insufficient cooperation between designer and operator may be caused bymany factors, such as too strict division of labour or excessive work load.
Throughout the project, care must be taken of training and the development andapplication of technology. The people who make the decisions must promote theorganization�s ability to learn and communicate, for example by changing themanagement practices. In the first stage, the management team makes decisions on thedevices and investment. The second stage � predesign, investment design, project design,the first implementation design, and cost estimate � are responsibilities of the projectmanager. The technical manager and automation manager then step in for the third stageto make the basic design decisions. The fourth stage then comprises the actualimplementation design, construction, installation, commissioning, and use of the process,and these are the responsibility of the automation manager and his team. Documentationis prepared either manually or aided by computers [26,27,125].
6 Intelligent field technology
This chapter deals with the definition of intelligent field technology and the changes itsintroduction involves. The properties and advantages of intelligent measurements, actua-tors, control devices and communication buses are then described. The chapter concludesby presenting field technology management systems, function blocks and their compati-bility.
6.1 Introduction
The standardized analog signal (4�20 mA) was first used in instrumentation in the 1960s.With the development of digital technology, digital signals began to replace some of theanalog signals used close to the process level (cf. Chapter 5.4). Intelligent sensors anddigital controllers found their way to field technology and communications. Themicroprocessor technology further expanded the application field, and the number ofcomputers in process management increased.
Digital networks that optimize the performance of process management systems werethe next phase. The Fieldbus Committee of the International Electrotechnical Commis-sion (IEC TC65 SCC) / International Society for Measurement and Control (ISA), SystemProject (SP)-50, has worked to develop a digital network standard. The communicationprotocols must meet extremely hard requirements, as the systems integrate a large numberof process control and operation devices. The development work has concentrated on thestandardization of four-level fieldbus solutions. The model in use is the InternationalStandardization Organization�s (ISO) Open System Interconnection (OSI) model [69,142,143,144,145]. The final international field bus, type 61158, has been available sinceMarch 2000.
The goal of enterprises participating in the development work of field technology stan-dards is to test the applicability and performance of field technology in real-life environ-ments. The physical layer of the Field Foundation (FF) bus was first tested in 1993 at theBritish Petroleum, England, by connecting a large number of different field instruments tothe same fieldbus. The second large-scale test, involving the implementation and trial ofdigital management systems, was carried out at an Esso plant in Norway [68,146].
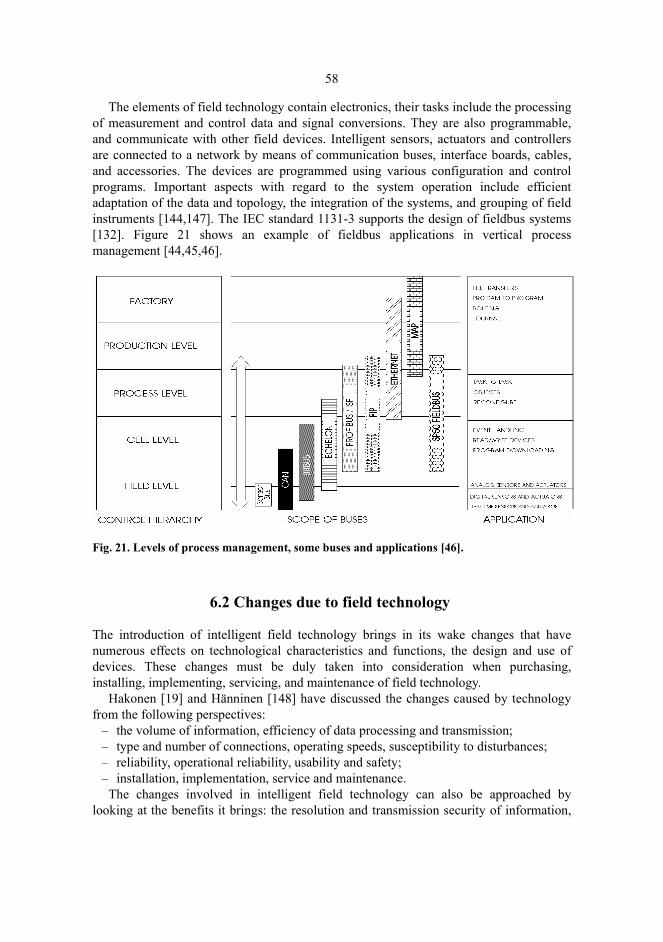
58
The elements of field technology contain electronics, their tasks include the processingof measurement and control data and signal conversions. They are also programmable,and communicate with other field devices. Intelligent sensors, actuators and controllersare connected to a network by means of communication buses, interface boards, cables,and accessories. The devices are programmed using various configuration and controlprograms. Important aspects with regard to the system operation include efficientadaptation of the data and topology, the integration of the systems, and grouping of fieldinstruments [144,147]. The IEC standard 1131-3 supports the design of fieldbus systems[132]. Figure 21 shows an example of fieldbus applications in vertical processmanagement [44,45,46].
Fig. 21. Levels of process management, some buses and applications [46].
6.2 Changes due to field technology
The introduction of intelligent field technology brings in its wake changes that havenumerous effects on technological characteristics and functions, the design and use ofdevices. These changes must be duly taken into consideration when purchasing,installing, implementing, servicing, and maintenance of field technology.
Hakonen [19] and Hänninen [148] have discussed the changes caused by technologyfrom the following perspectives:
� the volume of information, efficiency of data processing and transmission;� type and number of connections, operating speeds, susceptibility to disturbances;� reliability, operational reliability, usability and safety;� installation, implementation, service and maintenance.
The changes involved in intelligent field technology can also be approached bylooking at the benefits it brings: the resolution and transmission security of information,
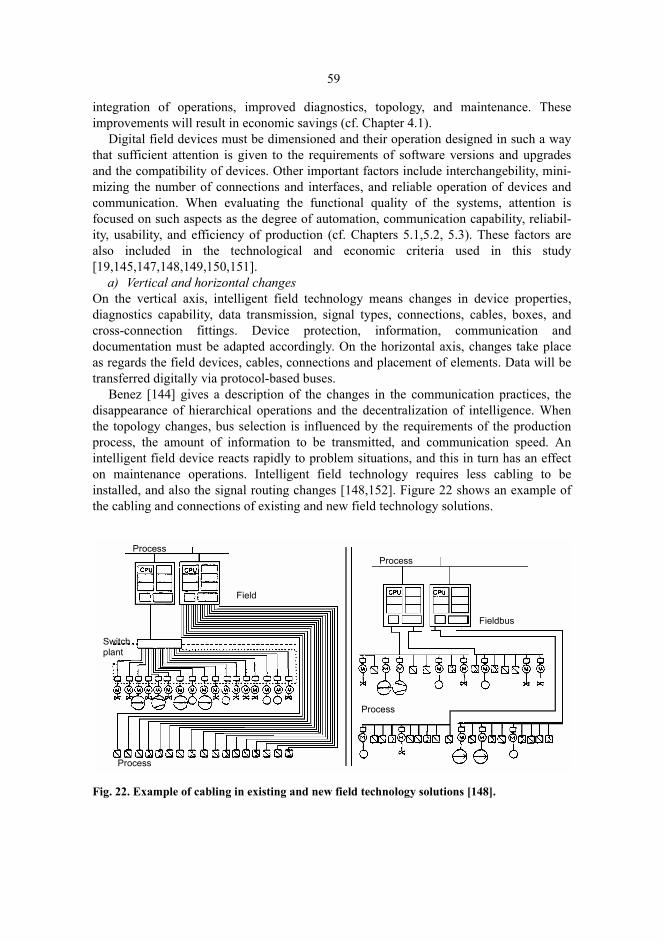
59
integration of operations, improved diagnostics, topology, and maintenance. Theseimprovements will result in economic savings (cf. Chapter 4.1).
Digital field devices must be dimensioned and their operation designed in such a waythat sufficient attention is given to the requirements of software versions and upgradesand the compatibility of devices. Other important factors include interchangebility, mini-mizing the number of connections and interfaces, and reliable operation of devices andcommunication. When evaluating the functional quality of the systems, attention isfocused on such aspects as the degree of automation, communication capability, reliabil-ity, usability, and efficiency of production (cf. Chapters 5.1,5.2, 5.3). These factors arealso included in the technological and economic criteria used in this study[19,145,147,148,149,150,151].
a) Vertical and horizontal changesOn the vertical axis, intelligent field technology means changes in device properties,diagnostics capability, data transmission, signal types, connections, cables, boxes, andcross-connection fittings. Device protection, information, communication anddocumentation must be adapted accordingly. On the horizontal axis, changes take placeas regards the field devices, cables, connections and placement of elements. Data will betransferred digitally via protocol-based buses.
Benez [144] gives a description of the changes in the communication practices, thedisappearance of hierarchical operations and the decentralization of intelligence. Whenthe topology changes, bus selection is influenced by the requirements of the productionprocess, the amount of information to be transmitted, and communication speed. Anintelligent field device reacts rapidly to problem situations, and this in turn has an effecton maintenance operations. Intelligent field technology requires less cabling to beinstalled, and also the signal routing changes [148,152]. Figure 22 shows an example ofthe cabling and connections of existing and new field technology solutions.
Fig. 22. Example of cabling in existing and new field technology solutions [148].
Process
Switchplant
Process
Process
Field
Process
Fieldbus

60
b) Changes in current practices (cf. Chapter 5.5)Andersin [153], Hakonen [59,151] and Rahkonen [154] discuss changes that will takeplace in automation design. Intelligent field technology affects the design of automation,protections, cabling, and maintenance, to name only some examples. Automation designdefines how the measuring devices and actuators are grouped into fieldbus segments.Circuit design takes into account data transmission speeds and the decentralization ofoperations. The segmentation is also influenced by the number of functions, datatransmission capacity, mutual proximity to the devices, and safety elements. The systemtopology changes into a bus-based cable network.
The compatibility and interchangeability of devices facilitate maintenance design. Inthe future protections and interlocks will be implemented in the field devices. Cablingdesign utilizes routing algorithms to reduce the number of cables and cable racks to beinstalled. Field devices will be configured by means of software-based function blocks,and the cross-connection will be software-based. Installation design will be influenced bythe smaller number of devices and their distribution close to the process. Devicedefinitions and control design will be made using dedicated application programs; as anexample, Computer Aided Software Engineering (CASE) can be used for the design ofprocess management systems. In addition, field technology documentation can beproduced using the engineering software.
c) Quality of field technology designWhen designing field technology, attention must be paid to the energy and raw materialconsumption of the process, the requirements for the end products, and environmentalconditions. Intelligent field technology optimizes process operation and helps to eliminatemalfunctions and disturbances, by applying error diagnostics to collect history data, toensure stability of calibration, and to fix problems in the devices.
Field technology design also promotes occupational safety: as an example, devicecheckups can be made without physically disconnecting the devices from process. Byusing a computer aided design system, the maintenance needs of the devices, theirdocumentation, and the quantity and quality of technical data can be effectively taken intoconsideration (cf. Chapter 5.4.3) [4,59,152,155,156,157].
6.3 Features of field devices
6.3.1 Intelligent measurement device
According to Rathje [22,23,25] and Schneider [158,159,160,161,162], intelligentmeasuring devices process signals by means of linearization, setting the measuring rangeand the unit of measurement, and diagnostics. These signals are then adapted for datacommunication. Some features of intelligent digital devices are (features of analogdevices in brackets):
� accuracy 0.1 %...1.0% (0.3...2%)� stability 0.1%/year (0.1...0.75%/year)� measuring range 1:30 ... 1:50 (1:8 ... 1:10)� multifunctional capabilities multi-drop (one-drop)

61
� duplex data transmission, e.g. configuration, reports, instructions� self-diagnostic operations of the device� signal handling of the device� changing the control and interrupt parameters� centralized monitoring of malfunctions and status
Intelligent measuring devices process information using a transducer and a controller.Parameters and tuning for the device are set by the higher-level system. Informationmanagement is handled by the software, using digital bus communications. The bus readsthe data and links the devices together. The degree of integration in intelligent measuringdevices enables them to process several variables simultaneously: data is processed fasterand more accurately, and the self-diagnostics detects problem situations. The measuringrange is flexible, and the variable value is reported directly in the units used inmeasurement. Operating voltage is supplied with a paired cable. The device takes lessspace and is easier to connect to the process. Function blocks, identified by names, andthe information for them is programmed to the field devices. Moreover, protection classesare determined for intelligent field devices. Fieldbus transmits information between theoperating programs of the devices; this means that the bus must be compatible withvarious devices (cf. Chapters 6.4,6.5) [13,158,159,160,161,162,163,164,165,166].
6.3.2 Intelligent actuator and controller
Conventional control devices, valves, pneumatic and hydraulic cylinders and motors, andfrequency converters have a wide operating range and also their functionality is relativelygood. Intelligent controllers and actuators have various features that improve theiroperation; these have been described by Iserman et al. [8], Rytky [167] and Zeng [67,69].Intelligent control devices transmit data digitally, and after conversion it transmits thedata to the process. The requirements for data transmission are dependent on the numberof devices to be connected together, the response time needed for the process beingcontrolled, and the amount and lifespan of the information transferred on the bus. Thequestion of response time is particularly important when handling such data as rapid limitswitch signals.
Intelligent controllers can be located either in the field device or in the higher levelmanagement system. When located in the field device, the controller receivesconfiguration data from the bus and executes the necessary changes in operating status.The control system self-diagnoses its operation and sends information of the controlstatus to the control room. An example of this is an an intelligent valve: it is modular inconstruction and remotely controlled. Its electronic unit includes I/O and logic boards, apower supply, and control units for both local and remote control. The valve also containsvarious switches, buttons, and indicator lights [17,18,44,45,46,70,151,168].
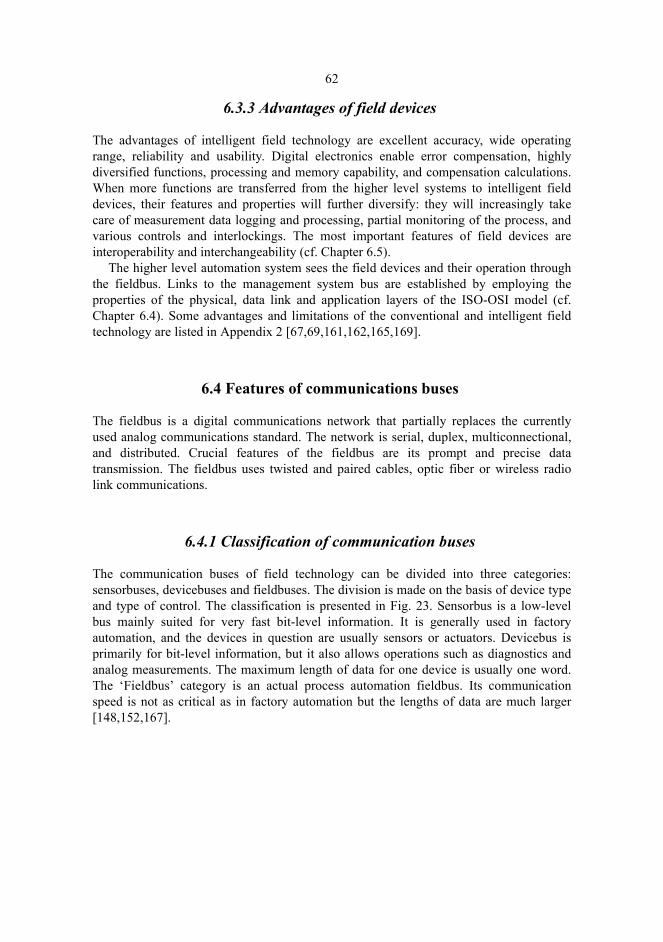
62
6.3.3 Advantages of field devices
The advantages of intelligent field technology are excellent accuracy, wide operatingrange, reliability and usability. Digital electronics enable error compensation, highlydiversified functions, processing and memory capability, and compensation calculations.When more functions are transferred from the higher level systems to intelligent fielddevices, their features and properties will further diversify: they will increasingly takecare of measurement data logging and processing, partial monitoring of the process, andvarious controls and interlockings. The most important features of field devices areinteroperability and interchangeability (cf. Chapter 6.5).
The higher level automation system sees the field devices and their operation throughthe fieldbus. Links to the management system bus are established by employing theproperties of the physical, data link and application layers of the ISO-OSI model (cf.Chapter 6.4). Some advantages and limitations of the conventional and intelligent fieldtechnology are listed in Appendix 2 [67,69,161,162,165,169].
6.4 Features of communications buses
The fieldbus is a digital communications network that partially replaces the currentlyused analog communications standard. The network is serial, duplex, multiconnectional,and distributed. Crucial features of the fieldbus are its prompt and precise datatransmission. The fieldbus uses twisted and paired cables, optic fiber or wireless radiolink communications.
6.4.1 Classification of communication buses
The communication buses of field technology can be divided into three categories:sensorbuses, devicebuses and fieldbuses. The division is made on the basis of device typeand type of control. The classification is presented in Fig. 23. Sensorbus is a low-levelbus mainly suited for very fast bit-level information. It is generally used in factoryautomation, and the devices in question are usually sensors or actuators. Devicebus isprimarily for bit-level information, but it also allows operations such as diagnostics andanalog measurements. The maximum length of data for one device is usually one word.The �Fieldbus� category is an actual process automation fieldbus. Its communicationspeed is not as critical as in factory automation but the lengths of data are much larger[148,152,167].
63
Fig. 23. Three layers of fieldbus solutions, their classification, and some examples [167].
The buses transfer a variety of data from and to process measurements, actuators andcontrollers: switch data, analog signals, units of measurement, setpoints and alarm limits,control algorithms, position symbols, device locations, maintenance history. Detailedfield device information includes for instance product label information, instructions,database structures, configuration options, and the current status of operation. In addition,the communication bus also supplies operating power to field devices.
The properties of the transmission path include cable length, transfer speed, andresponse time. Bus standards define device configuration, data signalling andconnections. Bus operations are expected to be real-time, compatible, and reliable. Somefeatures of the buses are described in Appendix 3 [10,37,62,67,69,142,147,148,157,159,160,170,171,172,173,174,175,176,177,178,179,181,182, 183,184].
6.4.2 Data communication model
Communication buses have various features that enhance installation, implementationand maintenance, such as:
� Initial definition of the logical structure: recognizing devices, assigning addresses.� Functional definitions of the field devices: forming logical nodes, function block
chains, constant values, selecting the units of measurement for the variables, opera-tion timing, transfer lists, inquiries for variables.
� Synchronized periodic data transmission, intermittent data transmission.� Testing of data transmission and bus devices.� Reporting data on the devices in the bus.
Data transmission is implemented with the reduced ISO OSI-model, using thephysical, data link, application, and user layers. The physical layer defines the fielddevice and its connection to the process and communication bus, and handles thesynchronization and data coding between the devices and the data link layer. The datalink layer in turn controls the communication buses and the logical connections betweendevices, and its tasks include token passing, establishment and setdown of the digitalmainframe, error control, and transmission and reception of bit data. The application layer
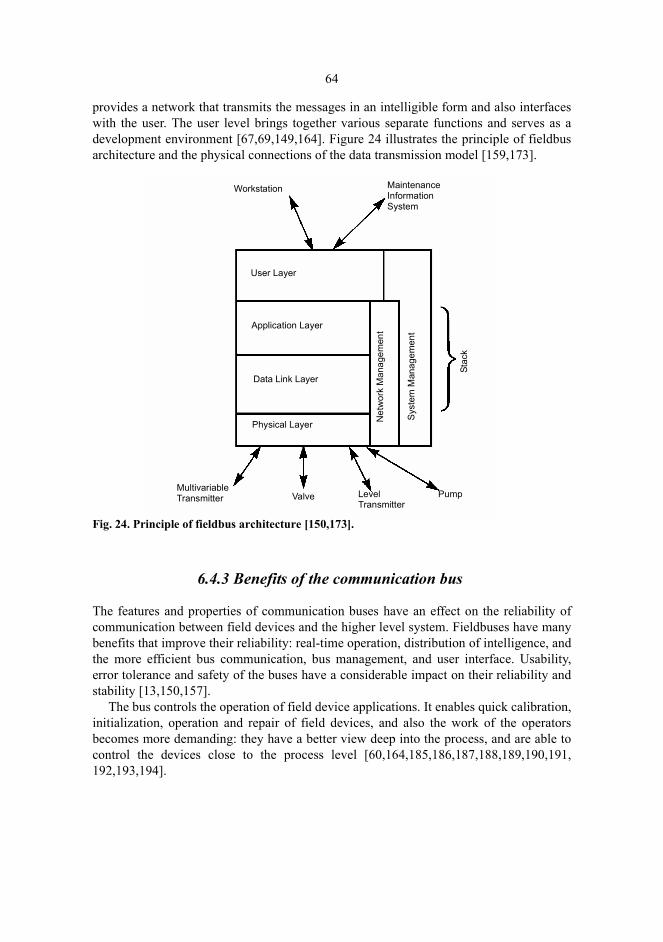
64
provides a network that transmits the messages in an intelligible form and also interfaceswith the user. The user level brings together various separate functions and serves as adevelopment environment [67,69,149,164]. Figure 24 illustrates the principle of fieldbusarchitecture and the physical connections of the data transmission model [159,173].
Fig. 24. Principle of fieldbus architecture [150,173].
6.4.3 Benefits of the communication bus
The features and properties of communication buses have an effect on the reliability ofcommunication between field devices and the higher level system. Fieldbuses have manybenefits that improve their reliability: real-time operation, distribution of intelligence, andthe more efficient bus communication, bus management, and user interface. Usability,error tolerance and safety of the buses have a considerable impact on their reliability andstability [13,150,157].
The bus controls the operation of field device applications. It enables quick calibration,initialization, operation and repair of field devices, and also the work of the operatorsbecomes more demanding: they have a better view deep into the process, and are able tocontrol the devices close to the process level [60,164,185,186,187,188,189,190,191,192,193,194].
Workstation MaintenanceInformationSystem
User Layer
Application Layer
Data Link Layer
Physical Layer
MultivariableTransmitter Valve Level
TransmitterPump
Net
wor
k M
anag
emen
t
Syst
em M
anag
emen
t
Stac
k
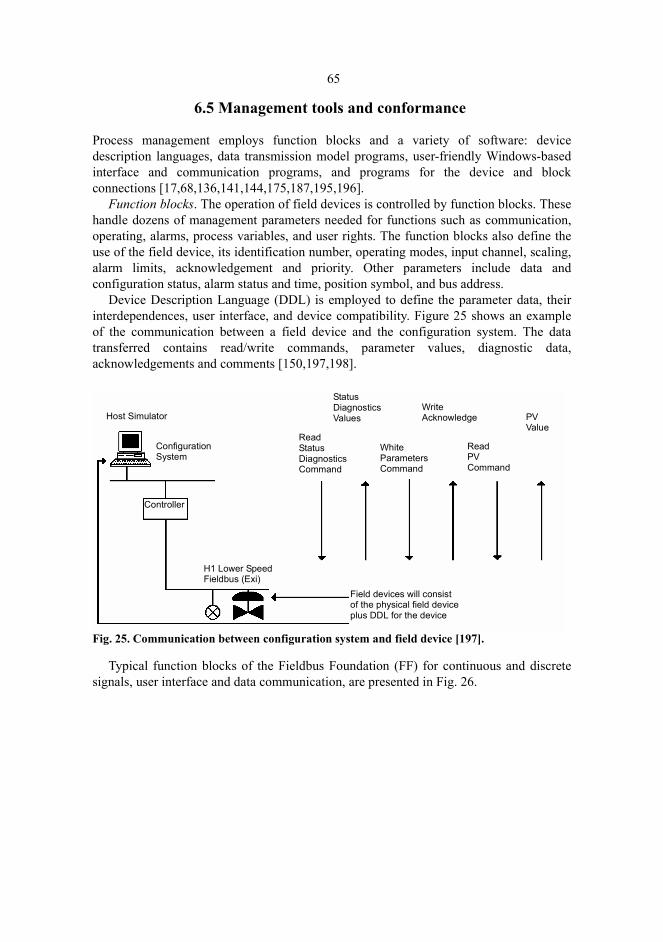
65
6.5 Management tools and conformance
Process management employs function blocks and a variety of software: devicedescription languages, data transmission model programs, user-friendly Windows-basedinterface and communication programs, and programs for the device and blockconnections [17,68,136,141,144,175,187,195,196].
Function blocks. The operation of field devices is controlled by function blocks. Thesehandle dozens of management parameters needed for functions such as communication,operating, alarms, process variables, and user rights. The function blocks also define theuse of the field device, its identification number, operating modes, input channel, scaling,alarm limits, acknowledgement and priority. Other parameters include data andconfiguration status, alarm status and time, position symbol, and bus address.
Device Description Language (DDL) is employed to define the parameter data, theirinterdependences, user interface, and device compatibility. Figure 25 shows an exampleof the communication between a field device and the configuration system. The datatransferred contains read/write commands, parameter values, diagnostic data,acknowledgements and comments [150,197,198].
Fig. 25. Communication between configuration system and field device [197].
Typical function blocks of the Fieldbus Foundation (FF) for continuous and discretesignals, user interface and data communication, are presented in Fig. 26.
Host Simulator
ConfigurationSystem
Status DiagnosticsValues
ReadStatusDiagnosticsCommand
PVValue
WriteAcknowledge
Field devices will consistof the physical field deviceplus DDL for the device
H1 Lower SpeedFieldbus (Exi)
WhiteParametersCommand
ReadPVCommand
Controller
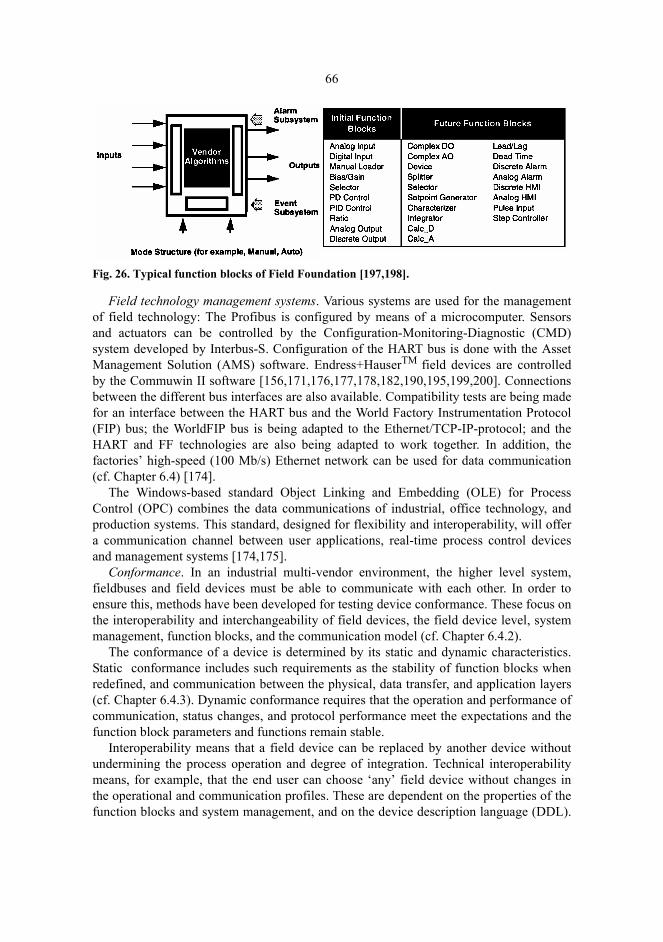
66
Fig. 26. Typical function blocks of Field Foundation [197,198].
Field technology management systems. Various systems are used for the managementof field technology: The Profibus is configured by means of a microcomputer. Sensorsand actuators can be controlled by the Configuration-Monitoring-Diagnostic (CMD)system developed by Interbus-S. Configuration of the HART bus is done with the AssetManagement Solution (AMS) software. Endress+HauserTM field devices are controlledby the Commuwin II software [156,171,176,177,178,182,190,195,199,200]. Connectionsbetween the different bus interfaces are also available. Compatibility tests are being madefor an interface between the HART bus and the World Factory Instrumentation Protocol(FIP) bus; the WorldFIP bus is being adapted to the Ethernet/TCP-IP-protocol; and theHART and FF technologies are also being adapted to work together. In addition, thefactories� high-speed (100 Mb/s) Ethernet network can be used for data communication(cf. Chapter 6.4) [174].
The Windows-based standard Object Linking and Embedding (OLE) for ProcessControl (OPC) combines the data communications of industrial, office technology, andproduction systems. This standard, designed for flexibility and interoperability, will offera communication channel between user applications, real-time process control devicesand management systems [174,175].
Conformance. In an industrial multi-vendor environment, the higher level system,fieldbuses and field devices must be able to communicate with each other. In order toensure this, methods have been developed for testing device conformance. These focus onthe interoperability and interchangeability of field devices, the field device level, systemmanagement, function blocks, and the communication model (cf. Chapter 6.4.2).
The conformance of a device is determined by its static and dynamic characteristics.Static conformance includes such requirements as the stability of function blocks whenredefined, and communication between the physical, data transfer, and application layers(cf. Chapter 6.4.3). Dynamic conformance requires that the operation and performance ofcommunication, status changes, and protocol performance meet the expectations and thefunction block parameters and functions remain stable.
Interoperability means that a field device can be replaced by another device withoutundermining the process operation and degree of integration. Technical interoperabilitymeans, for example, that the end user can choose �any� field device without changes inthe operational and communication profiles. These are dependent on the properties of thefunction blocks and system management, and on the device description language (DDL).

67
Device description language testing includes the parameters and the configuration of fielddevices and higher-level system.
Interchangeable devices mean mutually identical data, i.e. the same input signalsalways produce the same output signals, without reconfiguring the new device. When adevice passes the tests specified above, the international fieldbus testing organizationgrants a certification to it. To the vendors this gives a guarantee that the field technologyreally functions are required, and to the end users it proves that the devices are truly inconformance (cf. Chapters 9.3, 9.4) [12,201,202].
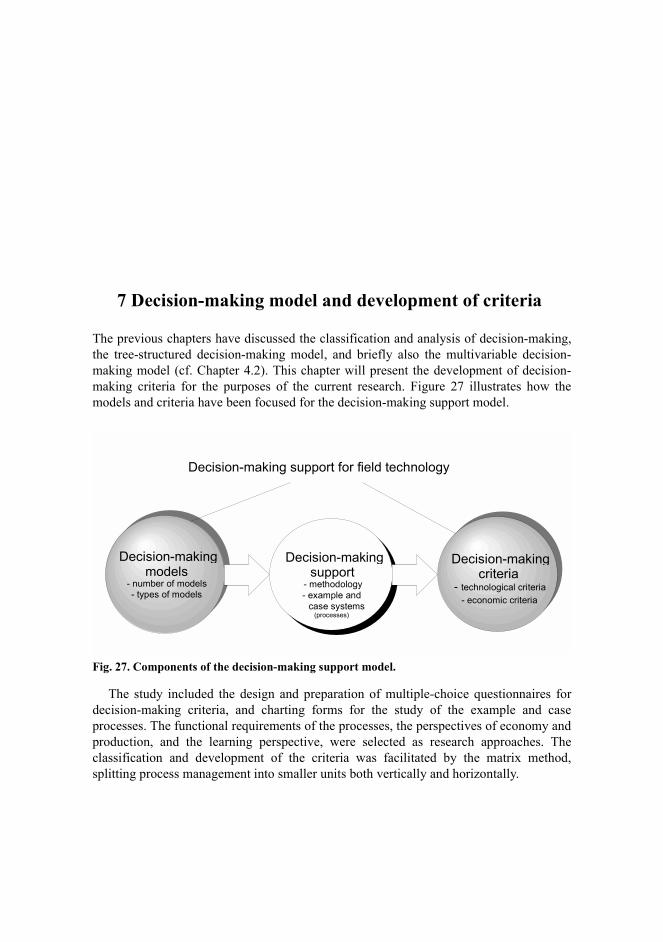
7 Decision-making model and development of criteria
The previous chapters have discussed the classification and analysis of decision-making,the tree-structured decision-making model, and briefly also the multivariable decision-making model (cf. Chapter 4.2). This chapter will present the development of decision-making criteria for the purposes of the current research. Figure 27 illustrates how themodels and criteria have been focused for the decision-making support model.
Fig. 27. Components of the decision-making support model.
The study included the design and preparation of multiple-choice questionnaires fordecision-making criteria, and charting forms for the study of the example and caseprocesses. The functional requirements of the processes, the perspectives of economy andproduction, and the learning perspective, were selected as research approaches. Theclassification and development of the criteria was facilitated by the matrix method,splitting process management into smaller units both vertically and horizontally.
Decision-makingmodels
- number of models- types of models
Decision-makingsupport
- methodology- example and case systems
(processes)
Decision-makingcriteria
- technological criteria- economic criteria
Decision-making support for field technology
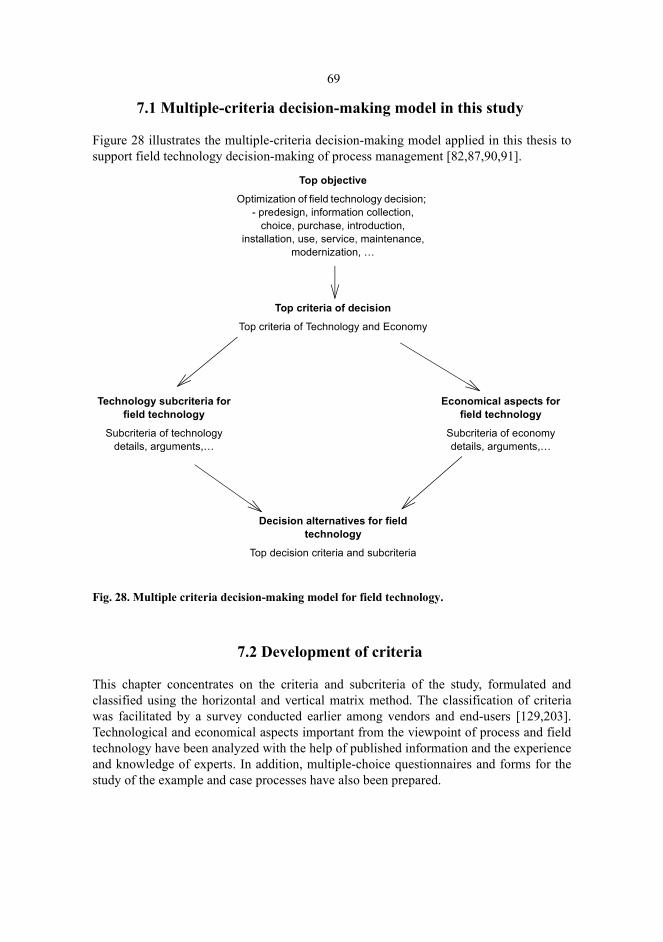
69
7.1 Multiple-criteria decision-making model in this study
Figure 28 illustrates the multiple-criteria decision-making model applied in this thesis tosupport field technology decision-making of process management [82,87,90,91].
Fig. 28. Multiple criteria decision-making model for field technology.
7.2 Development of criteria
This chapter concentrates on the criteria and subcriteria of the study, formulated andclassified using the horizontal and vertical matrix method. The classification of criteriawas facilitated by a survey conducted earlier among vendors and end-users [129,203].Technological and economical aspects important from the viewpoint of process and fieldtechnology have been analyzed with the help of published information and the experienceand knowledge of experts. In addition, multiple-choice questionnaires and forms for thestudy of the example and case processes have also been prepared.
Top objectiveOptimization of field technology decision;
- predesign, information collection, choice, purchase, introduction,
installation, use, service, maintenance, modernization, �
Top criteria of decisionTop criteria of Technology and Economy
Technology subcriteria for field technology
Economical aspects for field technology
Subcriteria of technology details, arguments,�
Subcriteria of economy details, arguments,�
Decision alternatives for field technology
Top decision criteria and subcriteria
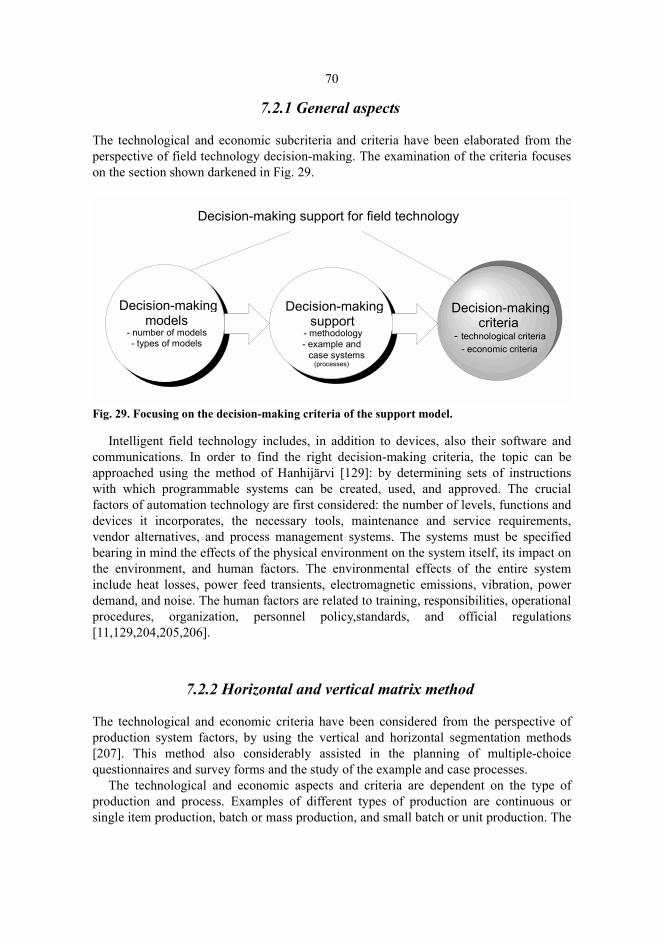
70
7.2.1 General aspects
The technological and economic subcriteria and criteria have been elaborated from theperspective of field technology decision-making. The examination of the criteria focuseson the section shown darkened in Fig. 29.
Fig. 29. Focusing on the decision-making criteria of the support model.
Intelligent field technology includes, in addition to devices, also their software andcommunications. In order to find the right decision-making criteria, the topic can beapproached using the method of Hanhijärvi [129]: by determining sets of instructionswith which programmable systems can be created, used, and approved. The crucialfactors of automation technology are first considered: the number of levels, functions anddevices it incorporates, the necessary tools, maintenance and service requirements,vendor alternatives, and process management systems. The systems must be specifiedbearing in mind the effects of the physical environment on the system itself, its impact onthe environment, and human factors. The environmental effects of the entire systeminclude heat losses, power feed transients, electromagnetic emissions, vibration, powerdemand, and noise. The human factors are related to training, responsibilities, operationalprocedures, organization, personnel policy,standards, and official regulations[11,129,204,205,206].
7.2.2 Horizontal and vertical matrix method
The technological and economic criteria have been considered from the perspective ofproduction system factors, by using the vertical and horizontal segmentation methods[207]. This method also considerably assisted in the planning of multiple-choicequestionnaires and survey forms and the study of the example and case processes.
The technological and economic aspects and criteria are dependent on the type ofproduction and process. Examples of different types of production are continuous orsingle item production, batch or mass production, and small batch or unit production. The
Decision-makingmodels
- number of models- types of models
Decision-makingsupport
- methodology- example and case systems
(processes)
Decision-makingcriteria
- technological criteria- economic criteria
Decision-making support for field technology

71
different process types include chemical, plastics, oil refining, steel working, textiles,mechanical wood, and pulp and paper production processes. As an example, an integratedsteel factory uses coke, iron ore and other raw materials to produce small, tailored steelpieces according to customer order. A paper mill converts pulp and additives into avariety of paper grades that can also be further processed, e.g. cut into sheets, as requiredby the customers [208].
Morroni presents the horizontal and vertical matrix method as a division, dividing theproduction elements into matrices and management elements into sections according tothe technical changes [207]. The processing of materials is split into phases in thehorizontal direction, and the effects of the material flow are indicated with arrows. Therequirements of the production process � such as raw materials, energy, products, losses,machines and employees � are studied in the vertical direction. These factors introducetechnical changes in the process management technology. In this research the technicaland economic criteria are examined with regard to the changes and effects of fieldtechnology.
7.2.3 Contents of multiple-choice questionnaires
The criteria were charted by looking at them with regard to the requirements of theprocess and process management, together with economic and production factors. Theseare factors that influence decisions on field technology. The assessment scale used in themultiple-choice questionnaires is: 5 = extremely significant, 4 = significant, 3 =somewhat significant, 2 = not very significant and 1 = not at all significant.
Classification of criteria and subcriteria. The EDF project asked the users and vendorsof communication networks used in automation systems to give their opinions of theoperational factors of the networks and the requirements these must meet [203]. Fieldtechnology forms a communication network at a level close to the process. It has the samefunctional and technological characteristics as the communication networks ofautomation systems. The criteria of the decision-making support model are based on thefollowing aspects of this report: general, topology, open connections, performance, real-time operation, and reliability.
The general criteria for communication networks include the functionality of designmethods, universality, functionality, economy, mobility, maintenance, and ergonomics.Other criteria are the networks� expandability, flexibility, compatibility, and suitability forrebuilds. In addition, this category includes factors such as complexity, product quality,product lifespan, modularity, durability, vendor reliability, security, reliability,environmental conditions, and installation costs of the systems.
Topological criteria are the network structure, expandability, and configurability. Openconnection criteria include the use of standards, interoperability (cf. Chapter 6.5),network management, and user interfaces. Criteria related to performance and real-timeoperation include the connections and their performance, prioritization, response andreaction time, and data retrieval time. Examples of the criteria of reliability and failuretolerances are availability, lifespan, and product defects (cf. Chapter 8) [203].
72
Subcriteria of the questionnaires. The subcriteria of the process and field technologyinclude operation of the process (a), design and operation of field technology (b) andeconomic factors (c).
a) Process operationThe process is linked with its environment through its location, raw material vendors,customers, external process components, byproducts, and controlling authorities. All ofthese have an effect on process properties and the limits of its function. The degree ofautomation (cf. Chapter 5.1) has an effect on the optimization of process functions.subcriteria related to the production process include product features, productionquantities, the useful lifetime, security and usability of the process, environmental norms,new products and process expansions. The availability of energy, economic situation, thenature of the production process, process management technology, and human factors inturn impose their limitations on the process [36,204,205,209,210,211,212,213,214]. Thequestionnaire form can be found in Appendix 4/1.
b) Design and operation of field technologyIn defining the criteria, a number of factors related to field technology must be consid-ered: the design of process automation and field technology, automation needs, the quali-ty of field instrumentation, purchase alternatives, and the performance of field technolo-gy. In addition, attention should be paid to installation, operational testing, training, main-tenance, efficiency of operation, serviceability, and the required service operations.
The selection of subcriteria was influenced by such questions as replacement andupgrading of field technology, availability, usability, functionality and problems, theeffects of technological changes, connection alternatives, and safety. The most importantarguments with regard to communications are performance, memory capacity, usability,and the reliability of communication devices and software. Field technology design isinfluenced by the number of loops, efficiency, instruments, configuration, communica-tion, and conformance [188,203,213,215,216].
The multiple-choice questionnaires focused on process operation, its type andstructure, the reliability of technology, risks, degree of automation, the reliability ofmeasurements, open and closed loop controls, communication, and connections. Therespondents were also asked to give their opinions on higher-level systems, and thedesign and documentation of processes, field instrumentation, and lay-outs. Questions onfield technology dealt with usability, availability, the level of development, disturbancetolerance, and the effects of operating conditions. The respondents were also asked to addtheir comments to the forms. The questionnaire form can be found in Appendix 4/2.
c) Viewpoint of economyInvestment calculations are influenced by a variety of costs and potential savings, such aslabor, raw materials and their purchasing, products, premises, accessories, main andauxiliary energy, auxiliary materials, and the operating environment of the process.According to Uusi-Rauva et al. [217,218,219,220], the economic aspects to considerinclude production loss, production goals and economic performance. Productioneconomy can be influenced by reducing risks, improving technologies, and increasing thedegree of automation. Other significant factors include the flexibility of production andthe ability to influence the environment, processes, and human resources. All of theseeconomic arguments have an effect on the dimensioning of the process plant, qualityassurance, and the schedules for planning and implementation.
73
According to SAT, rough expense estimates are made relying on experience fromearlier projects and estimates of the effects of changes in automation and capacity on theexpenses [221]. In this work, comparison is made for devices, automation systems, designand maintenance tools, protection, electric power supply, spare parts, and experiencesfrom expansion projects. Other design tasks and operations can also be included in thecomparison (cf. Chapter 5.5).
Multiple-choice questions related to economy include factors that affect processoperation and productivity: risks and quality of technology, the degree of automation, thereliability of measurements, open and close loop controls and communications, software,and connections. Questions dealing with installation, introduction, service, maintenance,education, and human activities were also included.
Moreover, the questionnaire touched upon higher level systems, planning anddocumentation. The respondents also had the opportunity to add their own comments.The questionnaire form can be found in Appendix 4/3.
Decision-making criteria in the questionnaires. The decision-making criteria are basedon both technological and economic factors. According to this research, the criteria canalso be approached from perspective of human factors, such as:
� System needs: efficiency, functional sensitivity, environment, location, maintenance,and support operations.
� Illustrated and verbal definition of the process and its management: functional perfor-mance criteria, conditions of the functions, auxiliary materials, position lists, etc.
� Maintenance: reliability of data, procedures, performance of personnel, scheduling ofpreventive maintenance, materials, and position lists.
� Features of the devices and tools: functions, testing, special tools, theoretical opera-tion, performance features, and reliability factors.
� Taking people into account in operations, and the job and task descriptions.� Diversity and confusion of technologies and operations.� Opportunities for training and education.
Hakonen states that technological changes have an effect on design and planning,purchase, use, upgrading, and functionality of process and field technology, on thetechnical and functional quality factors, process management systems, and documentation[19]. All of these factors influence the economic decision-making criteria. Thetechnology-related multiple-choice questions dealt with such topics as productivity,usability, the degree of automation, operation, communications, connections, planning,and tools. The economic decision-making criteria also included economic planning,energy costs, and human factors. In addition, the respondents were requested to add theirown comments. The questionnaire forms can be found in Appendix 5.
7.2.4 Parameters of the example and case processes
The division of technology and economic investments in the five example processes wasstudied by means of the process parameters. The case processes were also examined indetail by the same method, focusing on the operation of the dynamic process, devices andproduction factors, and the amount and functions of field technology. Economic aspects
74
were studied with regard to investments, changes, improvements, and economiclimitations. The following process and field technology measures have been applied inthis study [219]:
� Percentages (percentage of the whole, of the scale, or of the amount of money).� Units of quantity (e.g. number, piece, unit of money, measurable quantities).� Units of quality (e.g. averages, standard deviations, median, mode).� Significance scale: 5 = extremely significant, 4 = significant, 3 = somewhat signifi-
cant, 2 = not very significant and 1 = not at all significant.a) Parameters of process operation
In order to chart the process parameters, the respondents were asked questions on theprocess definition, its problems and changes, the primary and secondary input materials,principal products, by-products and intermediate products. Important process informationincludes the measurements, units and variables of the quality and quantity of inputmaterials and end products. The questions on the process elements concerned thenumbers of tanks, pipes, presses, motors and other elements, and the length of pipes.Moreover, the forms contained questions on process linearity, delays, and functionalconnections. The respondents were asked to list the strengths and weaknesses of theprocesses, and to describe what kind of requirements the processes impose on the designand use of field instrumentation. This questionnaire can be found in Appendix 6.
b) Parameters of field technology Field technology parameters were studied by using various sources [2,7,36,125,203,212,221] and earlier material by the author [167,44]. They included environmental andproduction limitations, process characteristics, and the limitations of energy, technology,economy and human factors. Process management uses variables such as analog anddigital inputs and outputs. The respondents were requested to estimate the degree ofautomation on a percentage scale and also using a significance scale (5,4,3,2,1) (cf.Chapter 5.1).
Field technology was studied by looking at the physical variables and their quantities,measurement methods, and quality variables. Aspects of interest with regard to actuatorsand electric instruments included the number of valves, motors, switches, pneumatic andhydraulic actuators, and electric devices. The questions on control were concerned withthe uncontrolled and controlled objects and the different controller types.
In the area between the cross-connection room and the actual process, the studiedfactors included the total number of connections and links, the number of interfaceboards, cable lengths and types, and the number, area, volume and accessories of thecable channels. Inside the cross-connection room, the questions were concerned with thetotal number and types of input-output boards, and the types and numbers of otherequipment. The number of pneumatic signals, the numbers, types and levels of analogsignals, and the number and levels of digital signals were also defined.
Questions were, moreover, asked concerning the data communications and volumes ofthe cross-connection room and connection boards, the reliability of communication,signal tolerances, and transmission speeds. The respondents were asked to list thestrengths and weaknesses of field instrumentation. The data obtained through thequestionnaires was then complemented by more detailed discussions with the factories�specialists. The questionnaire can be found in Appendix 7.
75
c) Economic parametersThe questionnaire forms used to study the five example and two case processes and theirmanagement included the following economic parameters:
� Initial investments, i.e. purchases � Upgrades, changes and improvements � Maintenance costs of processes and field instrumentation � Cost of existing field instrumentation and its accessories� Financial limitations of field instrumentation
The initial process investments were studied with the help of various sources [217,218,219,220,221] to find out the investment size and the share of process elements andfunctions in it. The process elements include the process devices, field instrumentation,electric devices, higher-level systems and their accessories. The share of functionimplementation in the total cost can be divided as follows:
� process design and installation, including documentation;� design and installation of field instrumentation, including documentation;� design and installation of electric devices, including documentation;� design and installation of field instrumentation accessories, including documentation;� design and installation of higher-level systems, including documentation;� share of external design and planning services;� share of training costs.
Questions on the changes, upgrades and improvements dealt with the topics that havealready been mentioned above. The third section concentrated on the economic divisionbetween preventive maintenance and failure repairs. The fourth section includedquestions on the costs of field instrumentation devices. The fifth part dealt with economiclimitations. In addition to the questionnaires, the research also included detaileddiscussions with the factories� specialists. The questionnaires can be found in Appendix8.
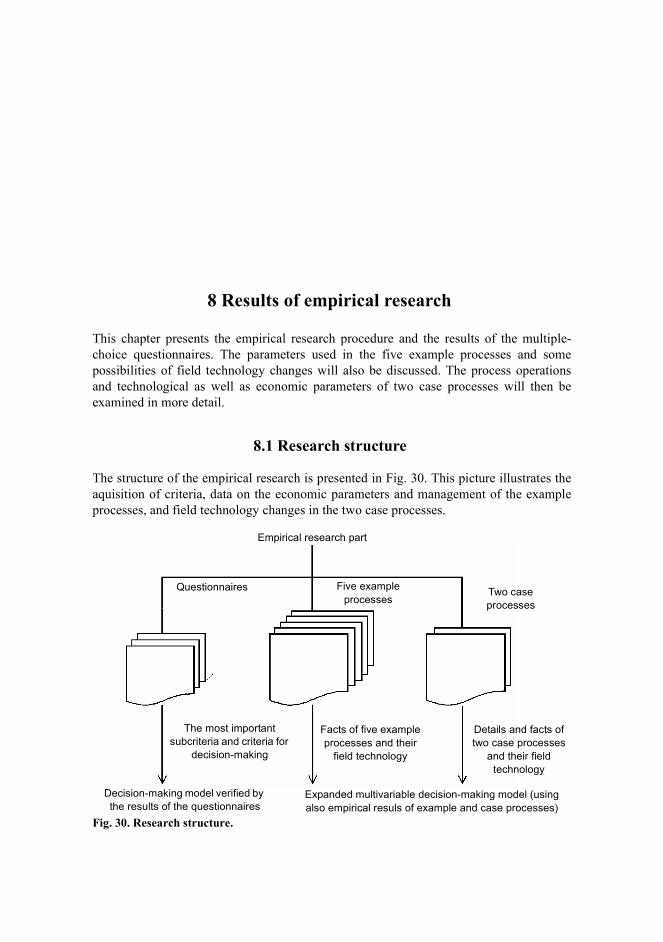
8 Results of empirical research
This chapter presents the empirical research procedure and the results of the multiple-choice questionnaires. The parameters used in the five example processes and somepossibilities of field technology changes will also be discussed. The process operationsand technological as well as economic parameters of two case processes will then beexamined in more detail.
8.1 Research structure
The structure of the empirical research is presented in Fig. 30. This picture illustrates theaquisition of criteria, data on the economic parameters and management of the exampleprocesses, and field technology changes in the two case processes.
Fig. 30. Research structure.
Empirical research part
Decision-making model verified by the results of the questionnaires
Expanded multivariable decision-making model (using also empirical resuls of example and case processes)
The most important subcriteria and criteria for
decision-making
Facts of five example processes and their
field technology
Details and facts of two case processes
and their field technology
Five example processes
Two case processes
Questionnaires

77
The contents of the multiple-choice questionnaires were described earlier (cf. Chapter7.2). The target group consisted of decision-makers and end users of process managementautomation in industrial enterprises. The contents of the survey are the following:1. Operation and use of the process2. Design and operation of field technology3. Economic perspective4. Decision-making criteria
The respondents were automation key persons from 20 industrial enterprises. Thetechnical directors or automation managers of the factories selected 50 persons from agroup of 150. The reply percentage was between 28 and 47, and the obtained results willbe presented both statistically and graphically. The main statistical variables werearithmetic average, standard deviation, median and mode; median describes howsymmetrical a distribution is, while mode indicates the most common recurring values(cf. Chapter 8.2). These results were applied to verify the multivariable decision-makingmodel included in the support model (cf. Chapter 9.2).
The five example processes were: the strip mill process, coke oven battery heatingprocess, and coke dry quenching plant of Rautaruukki Steel; the black liquor vaporizationprocess of UPM-Kymmene, Kymen Paperi Oy; and the pulp mill investment project ofRauman Sellu Oy (cf. Chapter 8.3). The general parameters of process operation, fieldtechnology and degree of automation in these processes were studied, and thedistributions of economic parameters of the investment and modernization projects willbe presented.
The obtained material has been applied in the discussion of intelligent technologysolutions. The research methods and questionnaires have already been presented earlier(cf. Chapters 3,7.2). The results will be used in the assessment of field technologychanges and in the expanded decision-making model (cf. Chapter 9.3).
The two case processes � the potassium sulphate process of Kemira Agro, and the stripcooling process of Rautaruukki Steel � were examined with regard to their currenttechnological and economic situation by using questionnaires, interviews and othermethods (cf. Chapters 3,7.2). The results obtained from the study of the case prosessesand their management will be applied to propose new field technology solutions and toverify the expanded decision-making model (cf. Chapter 9.3).
8.2 Results of multiple-choice questionnaires
The results of the multiple-choice questionnaires will be presented both statistically andgraphically. They describe the central factors in process operation, in the design andoperation of field technology, and economic aspects of operation and productivity. Theresults provide information on the criteria that are currently in use when decisions relatedto field technology are made in the factories.
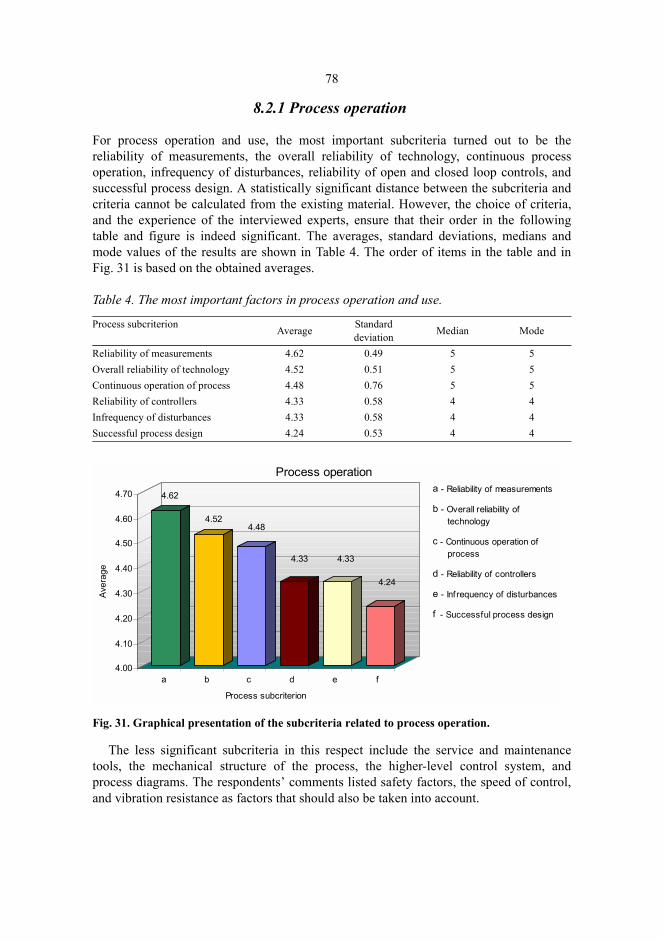
78
8.2.1 Process operation
For process operation and use, the most important subcriteria turned out to be thereliability of measurements, the overall reliability of technology, continuous processoperation, infrequency of disturbances, reliability of open and closed loop controls, andsuccessful process design. A statistically significant distance between the subcriteria andcriteria cannot be calculated from the existing material. However, the choice of criteria,and the experience of the interviewed experts, ensure that their order in the followingtable and figure is indeed significant. The averages, standard deviations, medians andmode values of the results are shown in Table 4. The order of items in the table and inFig. 31 is based on the obtained averages.
Table 4. The most important factors in process operation and use.
Fig. 31. Graphical presentation of the subcriteria related to process operation.
The less significant subcriteria in this respect include the service and maintenancetools, the mechanical structure of the process, the higher-level control system, andprocess diagrams. The respondents� comments listed safety factors, the speed of control,and vibration resistance as factors that should also be taken into account.
Process subcriterion Average Standarddeviation Median Mode
Reliability of measurements 4.62 0.49 5 5Overall reliability of technology 4.52 0.51 5 5Continuous operation of process 4.48 0.76 5 5Reliability of controllers 4.33 0.58 4 4Infrequency of disturbances 4.33 0.58 4 4Successful process design 4.24 0.53 4 4
4.62
4.524.48
4.33 4.33
4.24
4.00
4.10
4.20
4.30
4.40
4.50
4.60
4.70
Aver
age
a b c d e f
Process subcriterion
Process operationa - Reliability of measurements
b - Overall reliability of technology
c - Continuous operation of process
d - Reliability of controllers
e - Infrequency of disturbances
f - Successful process design
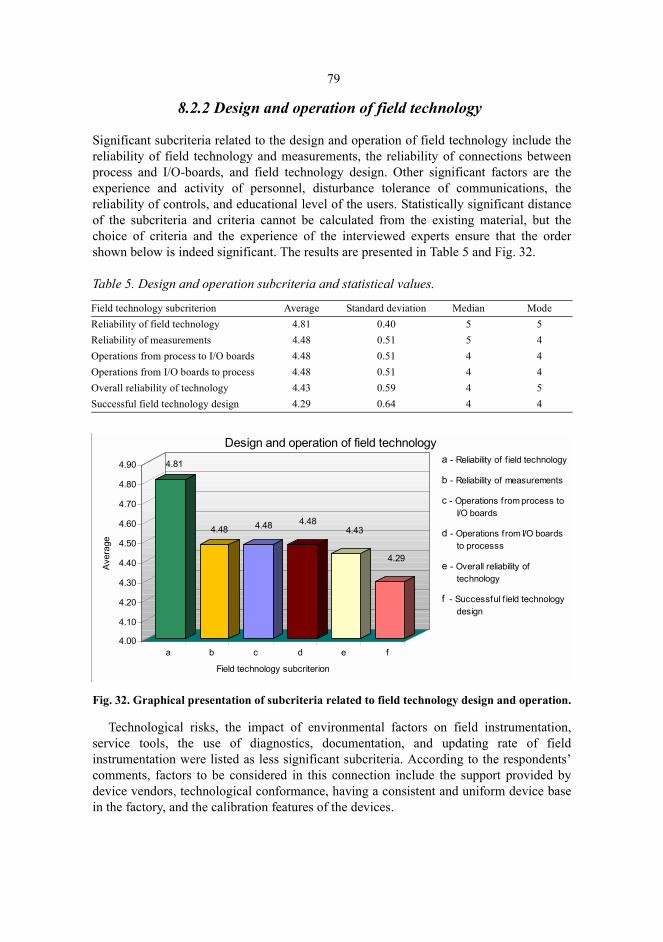
79
8.2.2 Design and operation of field technology
Significant subcriteria related to the design and operation of field technology include thereliability of field technology and measurements, the reliability of connections betweenprocess and I/O-boards, and field technology design. Other significant factors are theexperience and activity of personnel, disturbance tolerance of communications, thereliability of controls, and educational level of the users. Statistically significant distanceof the subcriteria and criteria cannot be calculated from the existing material, but thechoice of criteria and the experience of the interviewed experts ensure that the ordershown below is indeed significant. The results are presented in Table 5 and Fig. 32.
Table 5. Design and operation subcriteria and statistical values.
Fig. 32. Graphical presentation of subcriteria related to field technology design and operation.
Technological risks, the impact of environmental factors on field instrumentation,service tools, the use of diagnostics, documentation, and updating rate of fieldinstrumentation were listed as less significant subcriteria. According to the respondents�comments, factors to be considered in this connection include the support provided bydevice vendors, technological conformance, having a consistent and uniform device basein the factory, and the calibration features of the devices.
Field technology subcriterion Average Standard deviation Median ModeReliability of field technology 4.81 0.40 5 5Reliability of measurements 4.48 0.51 5 4Operations from process to I/O boards 4.48 0.51 4 4Operations from I/O boards to process 4.48 0.51 4 4Overall reliability of technology 4.43 0.59 4 5Successful field technology design 4.29 0.64 4 4
4.81
4.48 4.48 4.484.43
4.29
4.00
4.10
4.20
4.30
4.40
4.50
4.60
4.70
4.80
4.90
Aver
age
a b c d e f
Field technology subcriterion
Design and operation of field technologya - Reliability of field technology
b - Reliability of measurements
c - Operations from process to I/O boards
d - Operations from I/O boards to processs
e - Overall reliability of technology
f - Successful f ield technology design
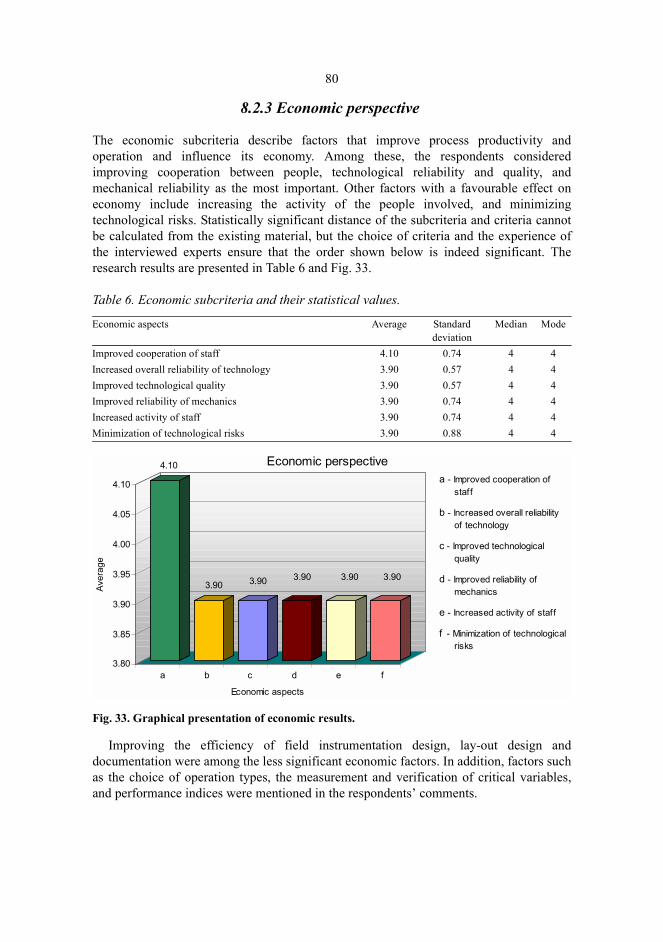
80
8.2.3 Economic perspective
The economic subcriteria describe factors that improve process productivity andoperation and influence its economy. Among these, the respondents consideredimproving cooperation between people, technological reliability and quality, andmechanical reliability as the most important. Other factors with a favourable effect oneconomy include increasing the activity of the people involved, and minimizingtechnological risks. Statistically significant distance of the subcriteria and criteria cannotbe calculated from the existing material, but the choice of criteria and the experience ofthe interviewed experts ensure that the order shown below is indeed significant. Theresearch results are presented in Table 6 and Fig. 33.
Table 6. Economic subcriteria and their statistical values.
Fig. 33. Graphical presentation of economic results.
Improving the efficiency of field instrumentation design, lay-out design anddocumentation were among the less significant economic factors. In addition, factors suchas the choice of operation types, the measurement and verification of critical variables,and performance indices were mentioned in the respondents� comments.
Economic aspects Average Standarddeviation
Median Mode
Improved cooperation of staff 4.10 0.74 4 4Increased overall reliability of technology 3.90 0.57 4 4Improved technological quality 3.90 0.57 4 4Improved reliability of mechanics 3.90 0.74 4 4Increased activity of staff 3.90 0.74 4 4Minimization of technological risks 3.90 0.88 4 4
4.10
3.90 3.90 3.90 3.90 3.90
3.80
3.85
3.90
3.95
4.00
4.05
4.10
Aver
age
a b c d e f
Economic aspects
Economic perspectivea - Improved cooperation of staff
b - Increased overall reliability of technology
c - Improved technological quality
d - Improved reliability of mechanics
e - Increased activity of staff
f - Minimization of technological risks
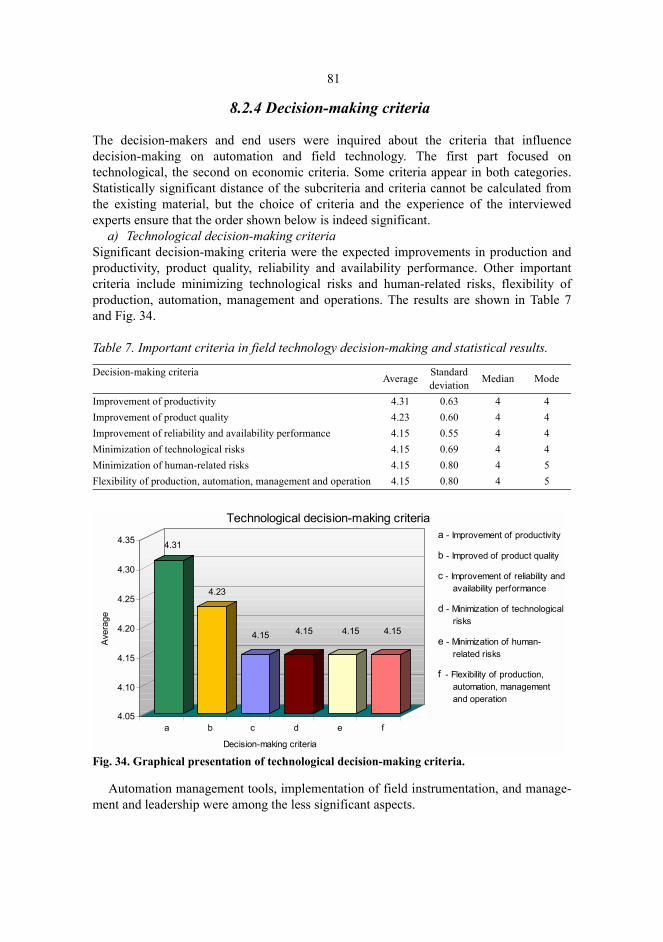
81
8.2.4 Decision-making criteria
The decision-makers and end users were inquired about the criteria that influencedecision-making on automation and field technology. The first part focused ontechnological, the second on economic criteria. Some criteria appear in both categories.Statistically significant distance of the subcriteria and criteria cannot be calculated fromthe existing material, but the choice of criteria and the experience of the interviewedexperts ensure that the order shown below is indeed significant.
a) Technological decision-making criteriaSignificant decision-making criteria were the expected improvements in production andproductivity, product quality, reliability and availability performance. Other importantcriteria include minimizing technological risks and human-related risks, flexibility ofproduction, automation, management and operations. The results are shown in Table 7and Fig. 34.
Table 7. Important criteria in field technology decision-making and statistical results.
Fig. 34. Graphical presentation of technological decision-making criteria.
Automation management tools, implementation of field instrumentation, and manage-ment and leadership were among the less significant aspects.
Decision-making criteria Average Standarddeviation Median Mode
Improvement of productivity 4.31 0.63 4 4Improvement of product quality 4.23 0.60 4 4Improvement of reliability and availability performance 4.15 0.55 4 4Minimization of technological risks 4.15 0.69 4 4Minimization of human-related risks 4.15 0.80 4 5Flexibility of production, automation, management and operation 4.15 0.80 4 5
4.31
4.23
4.15 4.15 4.15 4.15
4.05
4.10
4.15
4.20
4.25
4.30
4.35
Aver
age
a b c d e f
Decision-making criteria
Technological decision-making criteriaa - Improvement of productivity
b - Improved of product quality
c - Improvement of reliability and availability performance
d - Minimization of technological risks
e - Minimization of human- related risks
f - Flexibility of production, automation, management and operation
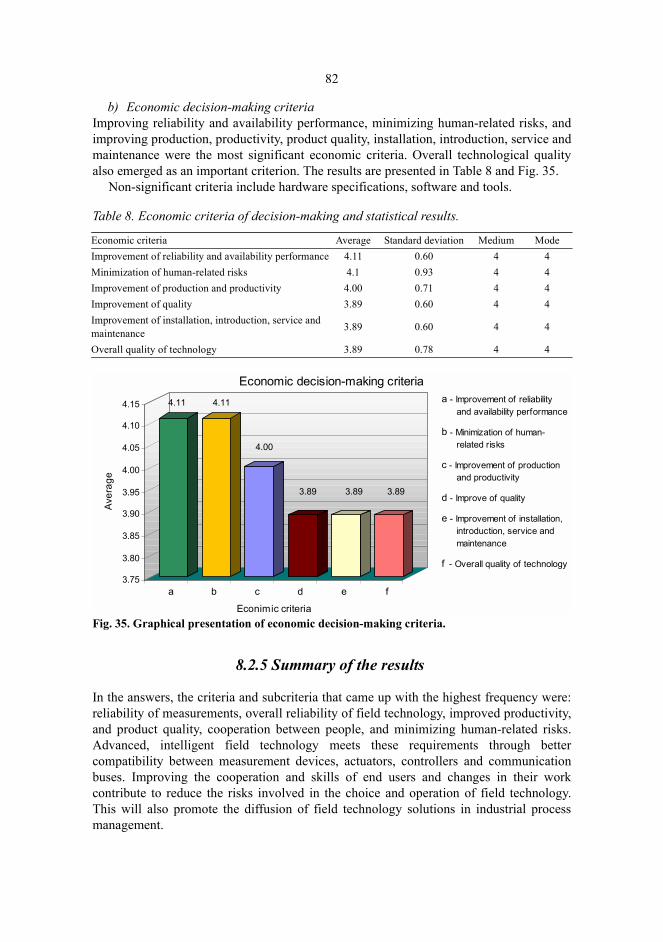
82
b) Economic decision-making criteriaImproving reliability and availability performance, minimizing human-related risks, andimproving production, productivity, product quality, installation, introduction, service andmaintenance were the most significant economic criteria. Overall technological qualityalso emerged as an important criterion. The results are presented in Table 8 and Fig. 35.
Non-significant criteria include hardware specifications, software and tools.
Table 8. Economic criteria of decision-making and statistical results.
Fig. 35. Graphical presentation of economic decision-making criteria.
8.2.5 Summary of the results
In the answers, the criteria and subcriteria that came up with the highest frequency were:reliability of measurements, overall reliability of field technology, improved productivity,and product quality, cooperation between people, and minimizing human-related risks.Advanced, intelligent field technology meets these requirements through bettercompatibility between measurement devices, actuators, controllers and communicationbuses. Improving the cooperation and skills of end users and changes in their workcontribute to reduce the risks involved in the choice and operation of field technology.This will also promote the diffusion of field technology solutions in industrial processmanagement.
Economic criteria Average Standard deviation Medium ModeImprovement of reliability and availability performance 4.11 0.60 4 4Minimization of human-related risks 4.1 0.93 4 4Improvement of production and productivity 4.00 0.71 4 4Improvement of quality 3.89 0.60 4 4Improvement of installation, introduction, service and maintenance 3.89 0.60 4 4
Overall quality of technology 3.89 0.78 4 4
4.11 4.11
4.00
3.89 3.89 3.89
3.75
3.80
3.85
3.90
3.95
4.00
4.05
4.10
4.15
Aver
age
a b c d e f
Econimic criteria
Economic decision-making criteriaa - Improvement of reliability and availability performance
b - Minimization of human- related risks
c - Improvement of production and productivity
d - Improve of quality
e - Improvement of installation, introduction, service and maintenance
f - Overall quality of technology
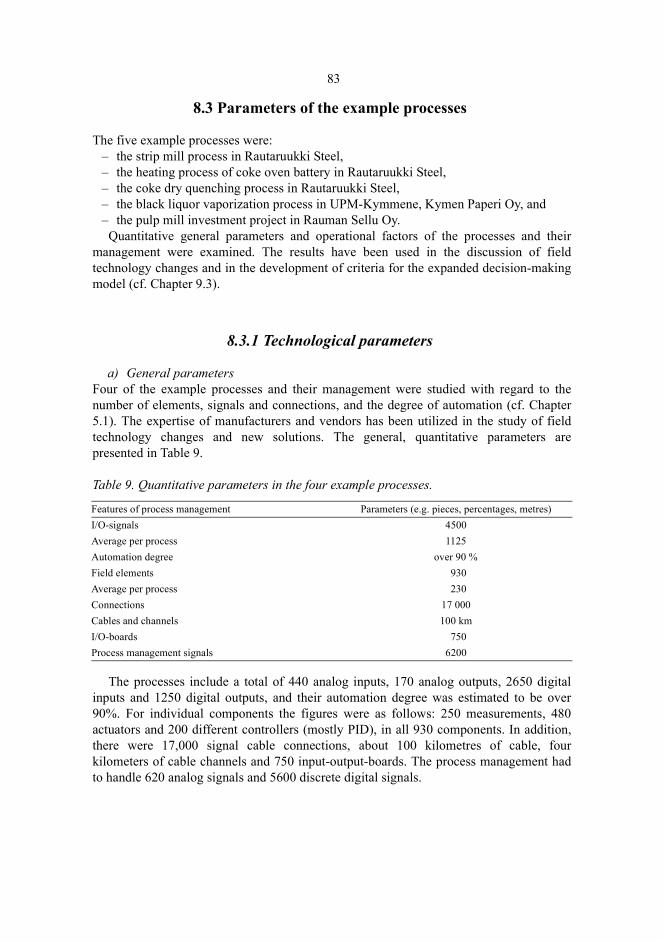
83
8.3 Parameters of the example processes
The five example processes were:� the strip mill process in Rautaruukki Steel,� the heating process of coke oven battery in Rautaruukki Steel,� the coke dry quenching process in Rautaruukki Steel,� the black liquor vaporization process in UPM-Kymmene, Kymen Paperi Oy, and� the pulp mill investment project in Rauman Sellu Oy.
Quantitative general parameters and operational factors of the processes and theirmanagement were examined. The results have been used in the discussion of fieldtechnology changes and in the development of criteria for the expanded decision-makingmodel (cf. Chapter 9.3).
8.3.1 Technological parameters
a) General parametersFour of the example processes and their management were studied with regard to thenumber of elements, signals and connections, and the degree of automation (cf. Chapter5.1). The expertise of manufacturers and vendors has been utilized in the study of fieldtechnology changes and new solutions. The general, quantitative parameters arepresented in Table 9.
Table 9. Quantitative parameters in the four example processes.
The processes include a total of 440 analog inputs, 170 analog outputs, 2650 digitalinputs and 1250 digital outputs, and their automation degree was estimated to be over90%. For individual components the figures were as follows: 250 measurements, 480actuators and 200 different controllers (mostly PID), in all 930 components. In addition,there were 17,000 signal cable connections, about 100 kilometres of cable, fourkilometers of cable channels and 750 input-output-boards. The process management hadto handle 620 analog signals and 5600 discrete digital signals.
Features of process management Parameters (e.g. pieces, percentages, metres)I/O-signals 4500Average per process 1125Automation degree over 90 %Field elements 930Average per process 230Connections 17 000Cables and channels 100 kmI/O-boards 750Process management signals 6200
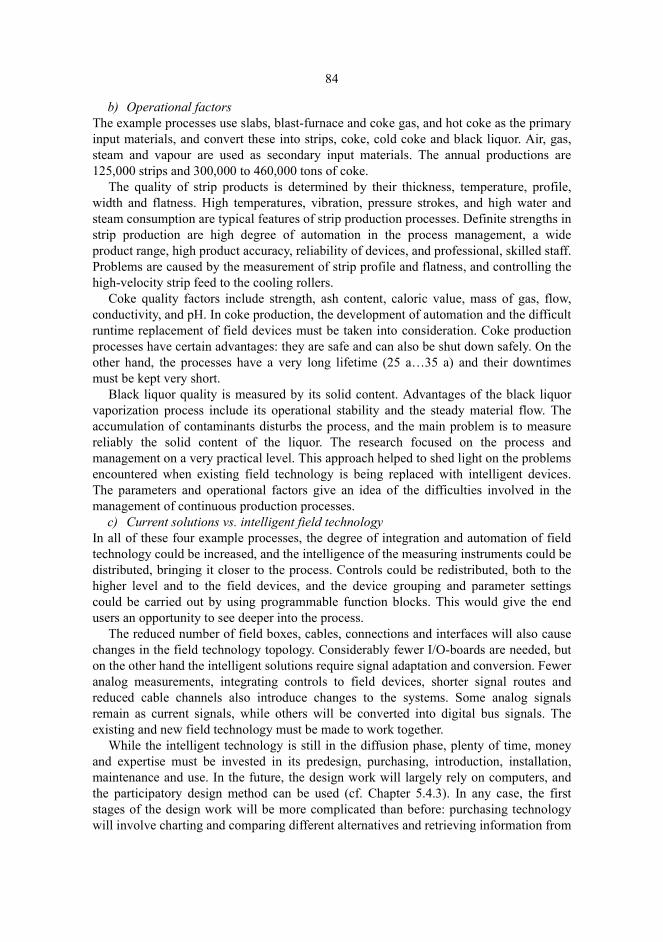
84
b) Operational factorsThe example processes use slabs, blast-furnace and coke gas, and hot coke as the primaryinput materials, and convert these into strips, coke, cold coke and black liquor. Air, gas,steam and vapour are used as secondary input materials. The annual productions are125,000 strips and 300,000 to 460,000 tons of coke.
The quality of strip products is determined by their thickness, temperature, profile,width and flatness. High temperatures, vibration, pressure strokes, and high water andsteam consumption are typical features of strip production processes. Definite strengths instrip production are high degree of automation in the process management, a wideproduct range, high product accuracy, reliability of devices, and professional, skilled staff.Problems are caused by the measurement of strip profile and flatness, and controlling thehigh-velocity strip feed to the cooling rollers.
Coke quality factors include strength, ash content, caloric value, mass of gas, flow,conductivity, and pH. In coke production, the development of automation and the difficultruntime replacement of field devices must be taken into consideration. Coke productionprocesses have certain advantages: they are safe and can also be shut down safely. On theother hand, the processes have a very long lifetime (25 a�35 a) and their downtimesmust be kept very short.
Black liquor quality is measured by its solid content. Advantages of the black liquorvaporization process include its operational stability and the steady material flow. Theaccumulation of contaminants disturbs the process, and the main problem is to measurereliably the solid content of the liquor. The research focused on the process andmanagement on a very practical level. This approach helped to shed light on the problemsencountered when existing field technology is being replaced with intelligent devices.The parameters and operational factors give an idea of the difficulties involved in themanagement of continuous production processes.
c) Current solutions vs. intelligent field technologyIn all of these four example processes, the degree of integration and automation of fieldtechnology could be increased, and the intelligence of the measuring instruments could bedistributed, bringing it closer to the process. Controls could be redistributed, both to thehigher level and to the field devices, and the device grouping and parameter settingscould be carried out by using programmable function blocks. This would give the endusers an opportunity to see deeper into the process.
The reduced number of field boxes, cables, connections and interfaces will also causechanges in the field technology topology. Considerably fewer I/O-boards are needed, buton the other hand the intelligent solutions require signal adaptation and conversion. Feweranalog measurements, integrating controls to field devices, shorter signal routes andreduced cable channels also introduce changes to the systems. Some analog signalsremain as current signals, while others will be converted into digital bus signals. Theexisting and new field technology must be made to work together.
While the intelligent technology is still in the diffusion phase, plenty of time, moneyand expertise must be invested in its predesign, purchasing, introduction, installation,maintenance and use. In the future, the design work will largely rely on computers, andthe participatory design method can be used (cf. Chapter 5.4.3). In any case, the firststages of the design work will be more complicated than before: purchasing technologywill involve charting and comparing different alternatives and retrieving information from
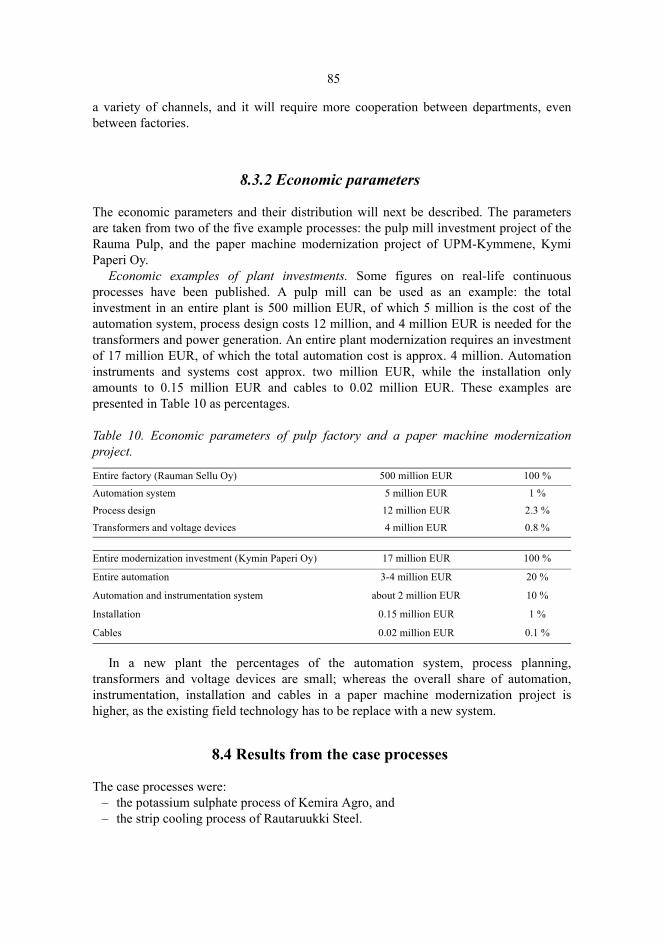
85
a variety of channels, and it will require more cooperation between departments, evenbetween factories.
8.3.2 Economic parameters
The economic parameters and their distribution will next be described. The parametersare taken from two of the five example processes: the pulp mill investment project of theRauma Pulp, and the paper machine modernization project of UPM-Kymmene, KymiPaperi Oy.
Economic examples of plant investments. Some figures on real-life continuousprocesses have been published. A pulp mill can be used as an example: the totalinvestment in an entire plant is 500 million EUR, of which 5 million is the cost of theautomation system, process design costs 12 million, and 4 million EUR is needed for thetransformers and power generation. An entire plant modernization requires an investmentof 17 million EUR, of which the total automation cost is approx. 4 million. Automationinstruments and systems cost approx. two million EUR, while the installation onlyamounts to 0.15 million EUR and cables to 0.02 million EUR. These examples arepresented in Table 10 as percentages.
Table 10. Economic parameters of pulp factory and a paper machine modernizationproject.
In a new plant the percentages of the automation system, process planning,transformers and voltage devices are small; whereas the overall share of automation,instrumentation, installation and cables in a paper machine modernization project ishigher, as the existing field technology has to be replace with a new system.
8.4 Results from the case processes
The case processes were:� the potassium sulphate process of Kemira Agro, and� the strip cooling process of Rautaruukki Steel.
Entire factory (Rauman Sellu Oy) 500 million EUR 100 %
Automation system 5 million EUR 1 %Process design 12 million EUR 2.3 %Transformers and voltage devices 4 million EUR 0.8 %
Entire modernization investment (Kymin Paperi Oy) 17 million EUR 100 %
Entire automation 3-4 million EUR 20 %
Automation and instrumentation system about 2 million EUR 10 %
Installation 0.15 million EUR 1 %
Cables 0.02 million EUR 0.1 %
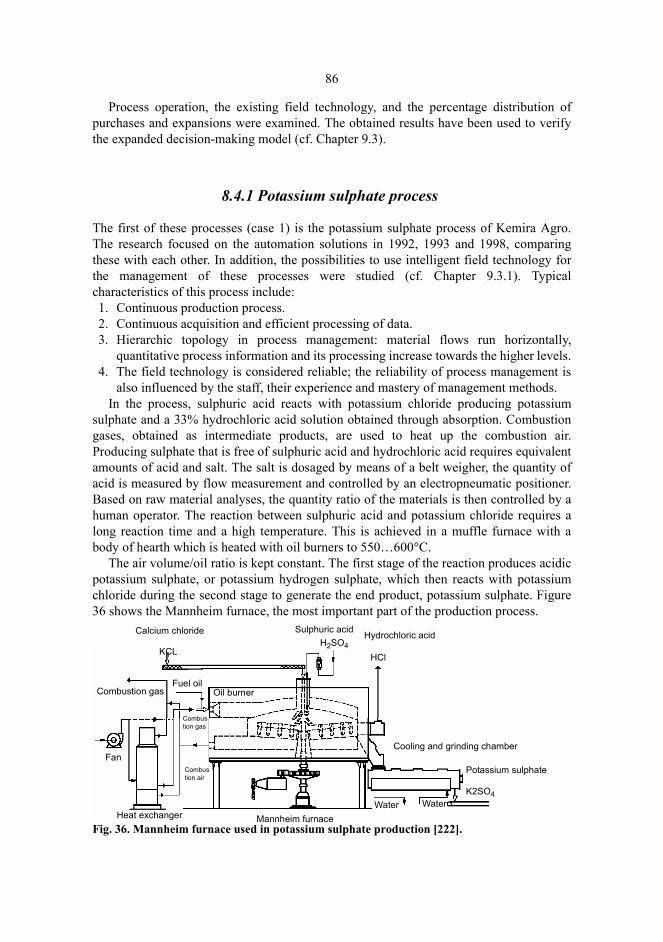
86
Process operation, the existing field technology, and the percentage distribution ofpurchases and expansions were examined. The obtained results have been used to verifythe expanded decision-making model (cf. Chapter 9.3).
8.4.1 Potassium sulphate process
The first of these processes (case 1) is the potassium sulphate process of Kemira Agro.The research focused on the automation solutions in 1992, 1993 and 1998, comparingthese with each other. In addition, the possibilities to use intelligent field technology forthe management of these processes were studied (cf. Chapter 9.3.1). Typicalcharacteristics of this process include:1. Continuous production process.2. Continuous acquisition and efficient processing of data.3. Hierarchic topology in process management: material flows run horizontally,
quantitative process information and its processing increase towards the higher levels.4. The field technology is considered reliable; the reliability of process management is
also influenced by the staff, their experience and mastery of management methods.In the process, sulphuric acid reacts with potassium chloride producing potassium
sulphate and a 33% hydrochloric acid solution obtained through absorption. Combustiongases, obtained as intermediate products, are used to heat up the combustion air.Producing sulphate that is free of sulphuric acid and hydrochloric acid requires equivalentamounts of acid and salt. The salt is dosaged by means of a belt weigher, the quantity ofacid is measured by flow measurement and controlled by an electropneumatic positioner.Based on raw material analyses, the quantity ratio of the materials is then controlled by ahuman operator. The reaction between sulphuric acid and potassium chloride requires along reaction time and a high temperature. This is achieved in a muffle furnace with abody of hearth which is heated with oil burners to 550�600�C.
The air volume/oil ratio is kept constant. The first stage of the reaction produces acidicpotassium sulphate, or potassium hydrogen sulphate, which then reacts with potassiumchloride during the second stage to generate the end product, potassium sulphate. Figure36 shows the Mannheim furnace, the most important part of the production process.
Fig. 36. Mannheim furnace used in potassium sulphate production [222].
Calcium chloride Sulphuric acid
Cooling and grinding chamber
Water
Potassium sulphate
K2SO4Water
Mannheim furnaceHeat exchanger
Fan
Combustion gasFuel oil
Oil burner
Combustion gas
Combustion air
H2SO4Hydrochloric acid
HClKCL
87
According to Kemira as well as Pihkala & Salminen [222], the sulphuric acid content(H2SO4) and potassium chloride content (KCl) are used as input variables. These areadded to the process at maximum feed rate, based on analysis results. Oil consumption isused as an indirect quality and quantity indicator. Mechanical rakes rotate in the mufflefurnace, pushing the sulphuric acid and potassium chloride to the centre of the furnaceand the produced sulphate to the outer edge. The hot, acidic, and partly caked potassiumsulphate is transferred from the drop chute to a cooling and pulverizing drum where it iscooled with a water jacket. A conveyor belt then takes the ground material to subsequenttreatment. Appendix 9 shows a diagram of potassium sulphate process, with the locationsof field devices indicated.
The final product is neutralized and of homogeneous quality. From the cooling drumthe sulphate is screened, crushed, and taken to storage by a screw conveyor. The gasreleased in the process is used to manufacture hydrochloric acid.
a) Technological parametersFurnaces 1-14: Each furnace has a total of 15 measurements for temperature, salt and
acid supply, oil and combustion air, and combustion gas pressure. There are seven openloop controllers, five valves, one motor controller and one temperature resistor, and sevenproportional-intecral-computer (PI) controllers. Each furnace has 46 connections andinterfaces, 100 meters of 24-pair cable, and approx. 100 meters of cable channels andracks. In addition, there are four I/O-boards for each furnace: two analog input boards andtwo analog output boards. The placement of the field technology devices is shown inAppendix 9.
The automation system has four operating terminals. Communication is implementedby means of one digital (0/1) and several analog signals (4�20 mA). The degree ofautomation is estimated as follows: process operation 95%, process algorithms 80%,operations on the process 80%, and production reporting 70%. Figures for processoperation prediction and disturbance management are very difficult to estimate (cf.Chapter 5.1).
The strengths of the process are its linearity and manageability due to the identicaldevice configurations of the furnaces. The reaction time is long, and thus the speed ofcommunication is not critical. On the other hand, the high process temperature set highrequirements for the technologies, and the effects of furnace aging must also be taken intoaccount.
The existing field technology offers accurate measurements, and is able to measure,control and manage the essential process variables. Its weaknesses include poor heatresistance of the instruments, and the lack of self-diagnostics and continuous process statemonitoring. Operational limitations are imposed by the environment (significanceestimate 5 = extremely significant), production (4 = significant), energy (5), technology(4), usability (4) and maintenance (4).
Furnaces 15-16: The following changes were made to the field technology purchasedin 1998:
� Two head temperature sensors were replaced by one.� Furnace roof temperature is measured with two sensors; these are also used indirectly
for thermal power control.� Motor controllers were wired directly to the power centre; this solution is better and
more effective with regard to cabling, service and maintenance.
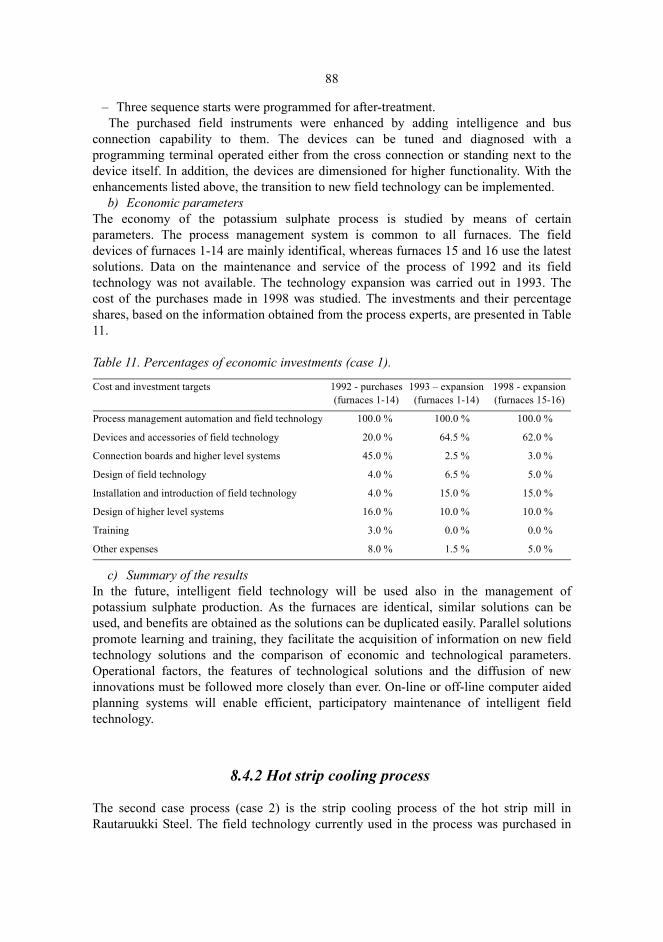
88
� Three sequence starts were programmed for after-treatment.The purchased field instruments were enhanced by adding intelligence and bus
connection capability to them. The devices can be tuned and diagnosed with aprogramming terminal operated either from the cross connection or standing next to thedevice itself. In addition, the devices are dimensioned for higher functionality. With theenhancements listed above, the transition to new field technology can be implemented.
b) Economic parametersThe economy of the potassium sulphate process is studied by means of certainparameters. The process management system is common to all furnaces. The fielddevices of furnaces 1-14 are mainly identifical, whereas furnaces 15 and 16 use the latestsolutions. Data on the maintenance and service of the process of 1992 and its fieldtechnology was not available. The technology expansion was carried out in 1993. Thecost of the purchases made in 1998 was studied. The investments and their percentageshares, based on the information obtained from the process experts, are presented in Table11.
Table 11. Percentages of economic investments (case 1).
c) Summary of the resultsIn the future, intelligent field technology will be used also in the management ofpotassium sulphate production. As the furnaces are identical, similar solutions can beused, and benefits are obtained as the solutions can be duplicated easily. Parallel solutionspromote learning and training, they facilitate the acquisition of information on new fieldtechnology solutions and the comparison of economic and technological parameters.Operational factors, the features of technological solutions and the diffusion of newinnovations must be followed more closely than ever. On-line or off-line computer aidedplanning systems will enable efficient, participatory maintenance of intelligent fieldtechnology.
8.4.2 Hot strip cooling process
The second case process (case 2) is the strip cooling process of the hot strip mill inRautaruukki Steel. The field technology currently used in the process was purchased in
Cost and investment targets 1992 - purchases(furnaces 1-14)
1993 � expansion(furnaces 1-14)
1998 - expansion(furnaces 15-16)
Process management automation and field technology 100.0 % 100.0 % 100.0 %
Devices and accessories of field technology 20.0 % 64.5 % 62.0 %
Connection boards and higher level systems 45.0 % 2.5 % 3.0 %
Design of field technology 4.0 % 6.5 % 5.0 %
Installation and introduction of field technology 4.0 % 15.0 % 15.0 %
Design of higher level systems 16.0 % 10.0 % 10.0 %
Training 3.0 % 0.0 % 0.0 %
Other expenses 8.0 % 1.5 % 5.0 %
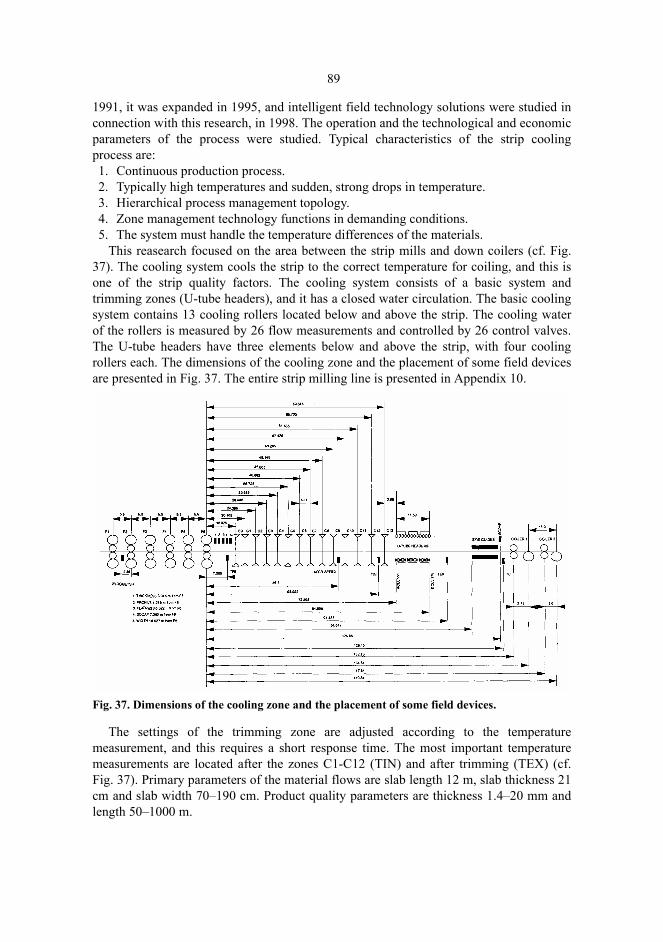
89
1991, it was expanded in 1995, and intelligent field technology solutions were studied inconnection with this research, in 1998. The operation and the technological and economicparameters of the process were studied. Typical characteristics of the strip coolingprocess are:1. Continuous production process.2. Typically high temperatures and sudden, strong drops in temperature.3. Hierarchical process management topology.4. Zone management technology functions in demanding conditions.5. The system must handle the temperature differences of the materials.
This reasearch focused on the area between the strip mills and down coilers (cf. Fig.37). The cooling system cools the strip to the correct temperature for coiling, and this isone of the strip quality factors. The cooling system consists of a basic system andtrimming zones (U-tube headers), and it has a closed water circulation. The basic coolingsystem contains 13 cooling rollers located below and above the strip. The cooling waterof the rollers is measured by 26 flow measurements and controlled by 26 control valves.The U-tube headers have three elements below and above the strip, with four coolingrollers each. The dimensions of the cooling zone and the placement of some field devicesare presented in Fig. 37. The entire strip milling line is presented in Appendix 10.
Fig. 37. Dimensions of the cooling zone and the placement of some field devices.
The settings of the trimming zone are adjusted according to the temperaturemeasurement, and this requires a short response time. The most important temperaturemeasurements are located after the zones C1-C12 (TIN) and after trimming (TEX) (cf.Fig. 37). Primary parameters of the material flows are slab length 12 m, slab thickness 21cm and slab width 70�190 cm. Product quality parameters are thickness 1.4�20 mm andlength 50�1000 m.
90
Quantitative production parameters are the production rate, 20 strips per hour, andmaximum line speed, 13 m/s. Water cooling and addition on the strip are controlled by theon-off valves above the pipes and the three-way valves below the pipes. The valves arecontrolled in real time by the automation system according to the final temperature target.Cooling water flow in the nozzle roller is 12,500 litres per minute. The total length of thewater piping is about 600 m, and the system includes seven pumps. Warm water isgenerated as a by-product.
The most demanding management operations in the cooling zones C1-C12 are:� Using the optimation models and the final temperature, the computer calculates set-
points for the water flow controllers in each cooling zone.� The operational curves of the valves are stored in the programmable logic controllers,
and applied to preset the valve setpoints close to the correct operating range.� The higher-level system calculates the valve setpoints from the water tank level,
water temperature, and the stored operational curves.� Water flow is fine-tuned by a PI logic controller.a) Technological parameters
The length, thickness, temperature and velocity of a strip coming from the mills aremeasured. Other variables include a calculated temperature drop, and strip flatnessobtained from the mill. The rolling temperature and its accuracy provide the basicmeasurement for the output variables, as they affect the strength, toughness andformability of the strip. The flow rate and temperature of water and the operation ofcooling control have an indirect effect on the end product.
The process has a total of 213 I/O-signals, consisting of 53 analog inputs, 32 analogoutputs, 64 digital inputs and 64 digital outputs. Measurements comprise a pyrometerbased on heat radiation, a magnetic tube, laser measurements, a radioactive measurement,and a CCD-camera (Charge Coupled Device). Actuators include flap and ball valves,motors, on/off-switches, pneumatic valves, relays and contactors. On/off-controllers,proportional-integrated-derivated (PID) controllers and a cascade computer controller areused for the controls. The system also includes more advanced controllers: delaycompensation, gain tabulation, and both self-tuning and model-predictive controls. Sixopen-loop controls and three feedback controls are also in use. In all the system contains220 connections and interfaces, 160 interface devices, 3,000 m of cable, 200 m of cablechannels, four racks for the programmable logic controllers (PLC) and two pneumaticdevices.
The system uses 56 (50+6) analog current and voltage signals and 128 digital signalsfor field communication. The cross-connection technology consists of 85 I/O-boards and13 signal and bus boards. The PLC response time for measurements and controls is 25milliseconds, communication speed with computers is 200 milliseconds. A computer atthe upper level of the strip mill cooling system is connected to the main production linemanagement system. The degree of automation in this area is estimated at 80�99 %, beingthe highest in the process management algorithms (95%), the execution of process-targeted actions (98%) and production reporting (99%).
The strengths of the hot-strip cooling process are its stabilized production conditions,reliable data acquisition, the verified temperature and flow measurements, and versatilecontrol functions. Problems are caused by temperature measurement for strips less than
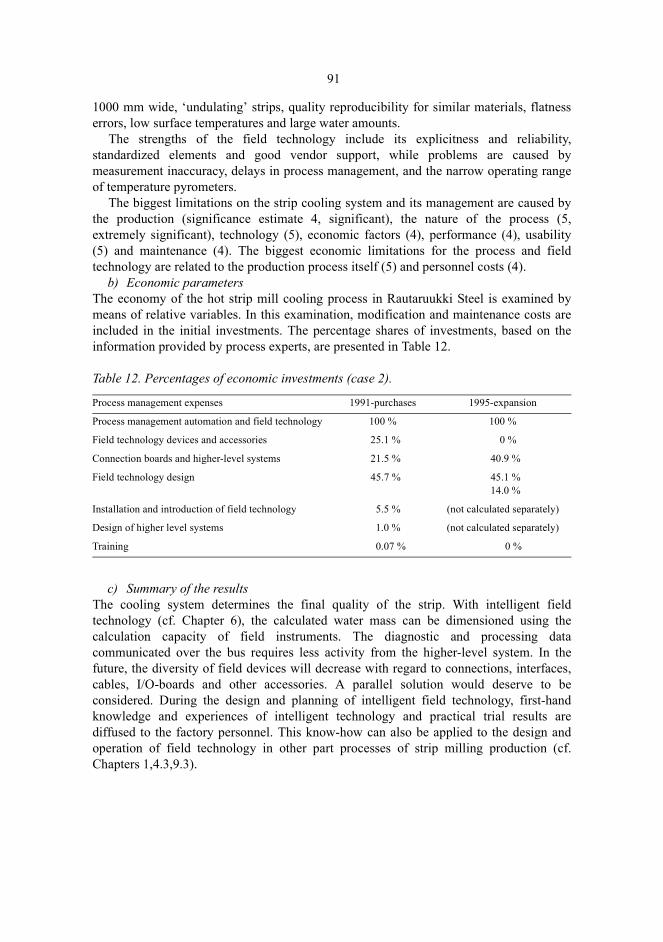
91
1000 mm wide, �undulating� strips, quality reproducibility for similar materials, flatnesserrors, low surface temperatures and large water amounts.
The strengths of the field technology include its explicitness and reliability,standardized elements and good vendor support, while problems are caused bymeasurement inaccuracy, delays in process management, and the narrow operating rangeof temperature pyrometers.
The biggest limitations on the strip cooling system and its management are caused bythe production (significance estimate 4, significant), the nature of the process (5,extremely significant), technology (5), economic factors (4), performance (4), usability(5) and maintenance (4). The biggest economic limitations for the process and fieldtechnology are related to the production process itself (5) and personnel costs (4).
b) Economic parametersThe economy of the hot strip mill cooling process in Rautaruukki Steel is examined bymeans of relative variables. In this examination, modification and maintenance costs areincluded in the initial investments. The percentage shares of investments, based on theinformation provided by process experts, are presented in Table 12.
Table 12. Percentages of economic investments (case 2).
c) Summary of the resultsThe cooling system determines the final quality of the strip. With intelligent fieldtechnology (cf. Chapter 6), the calculated water mass can be dimensioned using thecalculation capacity of field instruments. The diagnostic and processing datacommunicated over the bus requires less activity from the higher-level system. In thefuture, the diversity of field devices will decrease with regard to connections, interfaces,cables, I/O-boards and other accessories. A parallel solution would deserve to beconsidered. During the design and planning of intelligent field technology, first-handknowledge and experiences of intelligent technology and practical trial results arediffused to the factory personnel. This know-how can also be applied to the design andoperation of field technology in other part processes of strip milling production (cf.Chapters 1,4.3,9.3).
Process management expenses 1991-purchases 1995-expansion
Process management automation and field technology 100 % 100 %
Field technology devices and accessories 25.1 % 0 %
Connection boards and higher-level systems 21.5 % 40.9 %
Field technology design 45.7 % 45.1 %14.0 %
Installation and introduction of field technology 5.5 % (not calculated separately)
Design of higher level systems 1.0 % (not calculated separately)
Training 0.07 % 0 %

92
8.5 Summary of the empirical research results
This research uses theoretical comparisons of different technologies, process descriptions,and practical knowledge of the process industry, obtained through interviews and contactswith end users. The present study differs from earlier research with regard to its largerscope of research methods: questionnaires, example process surveys, and detailedexamination of case processes. The scope of the study is also wide, from the decision-making support model to technological and economic aspects and criteria and theverification of decision-making models.
It is worth observing that intelligent field technology solutions for continuousproduction processes were not available in 1997�1998. This meant restrictions andchanges in the goals, tasks and results of the empirical research. As an example, therewere no such field technology solutions available for furnaces 15-16 of Kemira Agro thatthe operation and usability of intelligent field devices and changes in automation degreecould have been tested. Another limitation on the empirical research was that the numberof respondents who replied to the questions dealing with economic parametrs was smallerthan the number of respondents concentrating on technological parameters.
Human factors have not been classified separately in the questionnaires, and also someother areas fall outside the scope of this research. These include automation design andplanning, higher-level management systems, detailed features of intelligent fieldtechnology devices, buses and tools, and detailed descriptions and specifications of thefield technology solutions. The results of the empirical research have not been applied tothe performance, benefit and risk probability calculations included in the decision-makingmodels.

9 Verification of the decision-making models and interpretation of results
This chapter deals with the development of the decision-making support model during theresearch work. The answers and results of the questionnaires have been applied to verifythe multivariable decision-making model. New field technology solutions will beproposed for the case processes, and the obtained knowledge of the example and caseprocesses and intelligent field technology is employed to verify the expanded decision-making model. The results provide answers to the research hypotheses. The utilization ofthe results will be discussed with regard to relevance, resources, facilities, availability ofinnovations and innovation atmosphere (cf. Chapter 4.3). Opportunities for lifelonglearning, diversification of cooperation methods and the proposed actions contribute topromote the diffusion of innovations.
9.1 Development of the decision-making support model
The conducted research and the applied decision-making criteria have contributed tofacilitate the implementation of models available for field technology decision-making.The following paragraphs contain a summary of how the parts of the decision-makingsupport model, shown in Fig. 38, were developed in the course of this study.
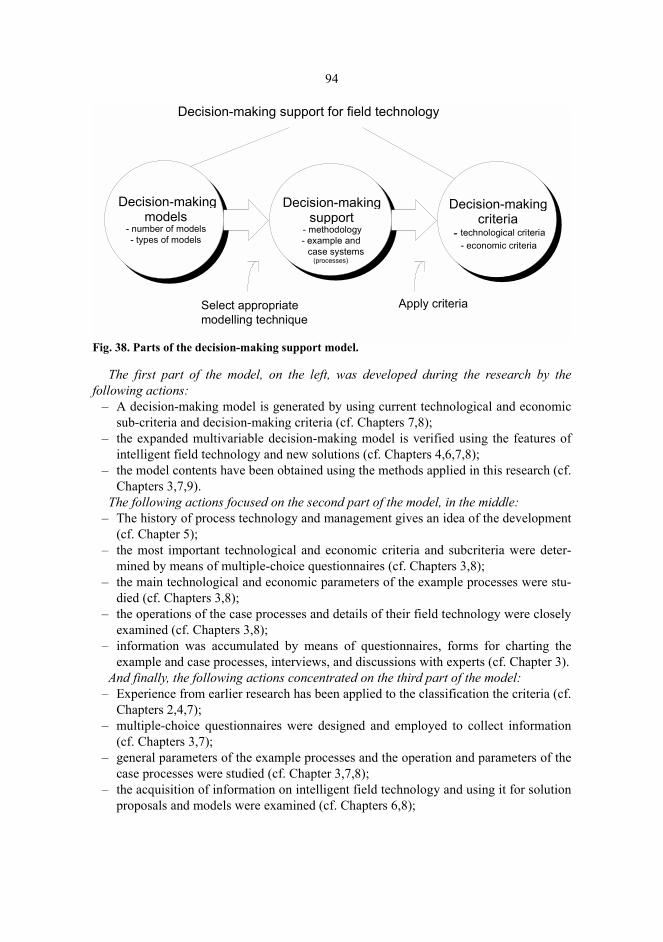
94
Fig. 38. Parts of the decision-making support model.
The first part of the model, on the left, was developed during the research by thefollowing actions:
� A decision-making model is generated by using current technological and economicsub-criteria and decision-making criteria (cf. Chapters 7,8);
� the expanded multivariable decision-making model is verified using the features ofintelligent field technology and new solutions (cf. Chapters 4,6,7,8);
� the model contents have been obtained using the methods applied in this research (cf.Chapters 3,7,9).
The following actions focused on the second part of the model, in the middle:� The history of process technology and management gives an idea of the development
(cf. Chapter 5);� the most important technological and economic criteria and subcriteria were deter-
mined by means of multiple-choice questionnaires (cf. Chapters 3,8);� the main technological and economic parameters of the example processes were stu-
died (cf. Chapters 3,8);� the operations of the case processes and details of their field technology were closely
examined (cf. Chapters 3,8);� information was accumulated by means of questionnaires, forms for charting the
example and case processes, interviews, and discussions with experts (cf. Chapter 3).And finally, the following actions concentrated on the third part of the model:
� Experience from earlier research has been applied to the classification the criteria (cf.Chapters 2,4,7);
� multiple-choice questionnaires were designed and employed to collect information(cf. Chapters 3,7);
� general parameters of the example processes and the operation and parameters of thecase processes were studied (cf. Chapter 3,7,8);
� the acquisition of information on intelligent field technology and using it for solutionproposals and models were examined (cf. Chapters 6,8);
Decision-makingmodels
- number of models- types of models
Decision-makingsupport
- methodology- example and case systems
(processes)
Decision-makingcriteria
- technological criteria- economic criteria
Select appropriatemodelling technique
Apply criteria
Decision-making support for field technology
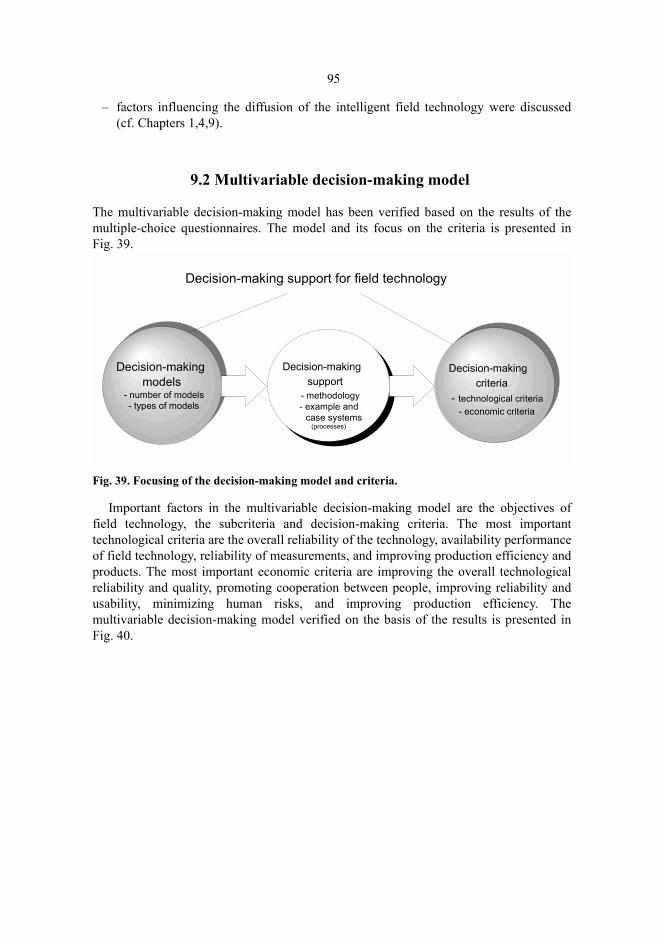
95
� factors influencing the diffusion of the intelligent field technology were discussed(cf. Chapters 1,4,9).
9.2 Multivariable decision-making model
The multivariable decision-making model has been verified based on the results of themultiple-choice questionnaires. The model and its focus on the criteria is presented inFig. 39.
Fig. 39. Focusing of the decision-making model and criteria.
Important factors in the multivariable decision-making model are the objectives offield technology, the subcriteria and decision-making criteria. The most importanttechnological criteria are the overall reliability of the technology, availability performanceof field technology, reliability of measurements, and improving production efficiency andproducts. The most important economic criteria are improving the overall technologicalreliability and quality, promoting cooperation between people, improving reliability andusability, minimizing human risks, and improving production efficiency. Themultivariable decision-making model verified on the basis of the results is presented inFig. 40.
Decision-makingmodels
- number of models- types of models
Decision-makingsupport
- methodology- example and case systems
(processes)
Decision-makingcriteria
- technological criteria- economic criteria
Decision-making support for field technology
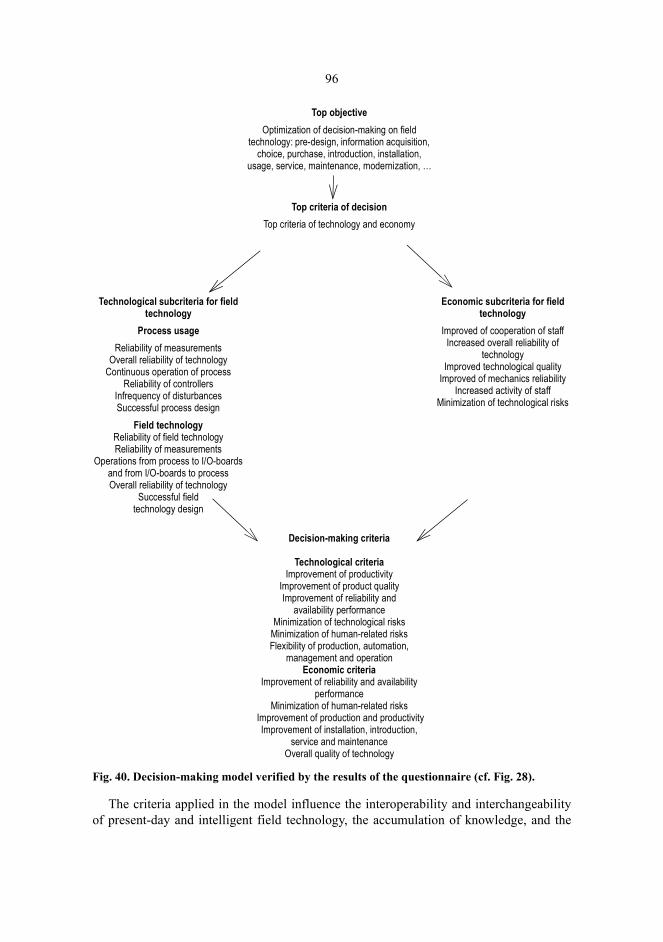
96
Fig. 40. Decision-making model verified by the results of the questionnaire (cf. Fig. 28).
The criteria applied in the model influence the interoperability and interchangeabilityof present-day and intelligent field technology, the accumulation of knowledge, and the
Top objectiveOptimization of decision-making on field
technology: pre-design, information acquisition, choice, purchase, introduction, installation,
usage, service, maintenance, modernization, �
Top criteria of decisionTop criteria of technology and economy
Technological subcriteria for field technology
Economic subcriteria for field technology
Process usage Improved of cooperation of staffIncreased overall reliability of
technologyImproved technological quality
Improved of mechanics reliabilityIncreased activity of staff
Minimization of technological risks
Reliability of measurementsOverall reliability of technology
Continuous operation of processReliability of controllers
Infrequency of disturbancesSuccessful process design
Field technologyReliability of field technologyReliability of measurements
Operations from process to I/O-boards and from I/O-boards to processOverall reliability of technology
Successful fieldtechnology design
Decision-making criteria
Technological criteriaImprovement of productivity
Improvement of product qualityImprovement of reliability and
availability performanceMinimization of technological risks
Minimization of human-related risksFlexibility of production, automation,
management and operationEconomic criteria
Improvement of reliability and availability performance
Minimization of human-related risks Improvement of production and productivity
Improvement of installation, introduction, service and maintenance
Overall quality of technology
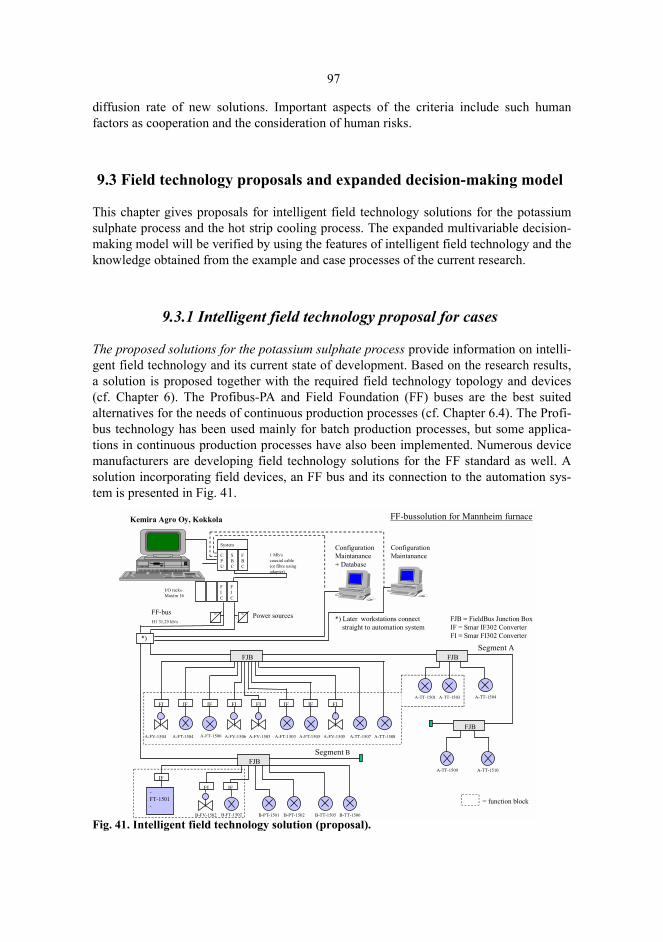
97
diffusion rate of new solutions. Important aspects of the criteria include such humanfactors as cooperation and the consideration of human risks.
9.3 Field technology proposals and expanded decision-making model
This chapter gives proposals for intelligent field technology solutions for the potassiumsulphate process and the hot strip cooling process. The expanded multivariable decision-making model will be verified by using the features of intelligent field technology and theknowledge obtained from the example and case processes of the current research.
9.3.1 Intelligent field technology proposal for cases
The proposed solutions for the potassium sulphate process provide information on intelli-gent field technology and its current state of development. Based on the research results,a solution is proposed together with the required field technology topology and devices(cf. Chapter 6). The Profibus-PA and Field Foundation (FF) buses are the best suitedalternatives for the needs of continuous production processes (cf. Chapter 6.4). The Profi-bus technology has been used mainly for batch production processes, but some applica-tions in continuous production processes have also been implemented. Numerous devicemanufacturers are developing field technology solutions for the FF standard as well. Asolution incorporating field devices, an FF bus and its connection to the automation sys-tem is presented in Fig. 41.
Fig. 41. Intelligent field technology solution (proposal).
A-TT-1501 A-TT-1503 A-TT-1504
B-TT-1505 B-TT-1506
A-TT-1507 A-TT-1508
A-TT-1509 A-TT-1510
B-PT-1501 B-PT-1502B-FV-1502
A-FV-1503A-FV-1504 A-FV-1505A-FV-1506
B-FT-1502
A-FT-1503A-FT-1504 A-FT-1505A-FT-1506
-FT-1501-
= Power sources
CPU
SBC
FBC
System
I/O racksMaxim 16
FIC
FIC
1 Mb/s coaxial cable(or fibre using adapter)
H1 31,25 kb/s
FF-bus
ConfigurationMaintanance+ Database
ConfigurationMaintanance
FF-bussolution for Mannheim furnace
*)
*) Later workstations connect straight to automation system
Segment A
Segment BFJB
FJB
FJBFJB
FJB = FieldBus Junction BoxIF = Smar IF302 ConverterFI = Smar FI302 Converter
IF IF IF IFFI FI FI FI
FI IF
Kemira Agro Oy, Kokkola
IF
= function block
=
98
The proposal recommends the use of two segments (A and B). Some measurementswould be connected directly to the bus, some through bus converters. The fieldbus speedis 31.25 kb/s (H1-level). The configuration, monitoring and control of the intelligent fieldtechnology requires maintenance programs. The field technology is connected to thehigher level system by adapter and connector boards. The bus speed on the higher level is1 Mb/s (H2-level). This solution would require fewer cables, and it would also change theimplementation structures.
The degree of automation would increase due to the following factors (cf. Chapter5.1):
� more efficient acquisition of data describing the process status (process manage-ment),
� more efficient start-up and control of process variables (algorithms),� more efficient control of motors and valves through intelligent operations (implemen-
tation of process operations),� more sophisticated diagnostics of field devices, increased process knowledge of end
users (management of disturbances).The control system identifies the field devices by means of a device description
language, and they are configured using function blocks that communicate with thecontrol system. �Ready to use� field devices compatible with buses are already availableon the market [68,199].
A second proposal is based on the Profibus DP/PA-solution, requiring e.g. a DP-PAadapter and a bus board. These are used to connect 64 field devices to a computer controlsystem. Elements compatible with this solution include level, temperature and flowsensors based on ultrasound, hydrostatic pressure, or capacitive measurement. Theapplication also requires analog input boards, connector boards for the bus andmicrocomputers, and software with which the devices can be configured on-line[45,46,195].
The proposed solutions for the hot strip cooling process provide information onintelligent field technology and its current state of development. The first proposal isbased on the Hart-bus and its field technology; the sensors and actuators will not bechanged. Parameters for the field technology could be set using the automation systemthat currently controls the whole strip production process. This solution has certainbenefits, for example the cooling process and status information can be controlled fromthe same system. The control can be implemented on the higher level, and the parametersare set to the field devices before the control is put to control the production.
In the second proposal, the flow sensors and valve actuators are connected to theProfibus PA-bus. This solution requires a converter module for connection to the ProfibusDP-bus. Some of the field devices would be connected to the Profibus DP using standardsignals (24 V, 4�20 mA). This solution ensures that errors will not be accumulated in thecommunication signals, it reduces communication cabling, and uses self-diagnosing smartsensors and actuators. Control routines would remain unchanged. The process controlcomputer of the production line supports PLCs and they can be connected to the Profibus.The solution can also be expanded by using the FF-bus technology and the ObjectLinking and Embedding (OLE) for Process Control (OPC) standard (cf. Chapter 6.5). Thefield technology could be managed using two segments. Both of the proposals requiretesting and trials. The most critical problem in the management of the case process is the
99
calculation accuracy of water quantities within the zones; this could be solved e.g. byusing the calculation function blocks of the FF-technology [5,45,46,194,199,200].
9.3.2 Expanded multiple-criteria decision-making model
The expanded multivariable decision-making model is based on the features of intelligentfield technology (cf. Chapter 6). The verification of the model has also been influencedby the information obtained from the example and case processes of this research (cf.Chapters 8.3,8.4). Field technology modernization and expansion projects in the exampleand case processes have yielded many results and observations, such as:
� multi-function measurement devices and actuators decrease the number of connec-tions, cables and support structures needed;
� the topology will change, both horizontally and vertically;� communication between field devices can be handled by the bus protocol;� the end users can see deeper �into� the process;� duplicability of field technology promotes learning and simplifies the work of end
users;� duplicability also brings technological and economic benefits;� some of the higher-level planning will be transferred to field technology instrumenta-
tion and software design;� some of the automation management system capacity will be freed for production
planning and management.The decision-making model expanded by features of intelligent field technology and
the listed development opportunities is presented in Fig. 42. The technological subcriteriaof this model include general aspects, the operation and availability of technology, humanfactors, and management tools. The economic subcriteria include the skills and expertiseof operators, the availability, reliability, maintenance and supportability of intelligenttechnology, and the supportability of new technology. These subcriteria are in many waysinterrelated.
The decision-making criteria are the process management principles, field technologydesign tools, evaluation criteria of technology, operator learning, and other human factors.The experience of vendors, manufacturers and the industry can also be used to promoteand facilitate decision-making. In addition, universities and polytechnics should includecourses in decision-making in their curricula.
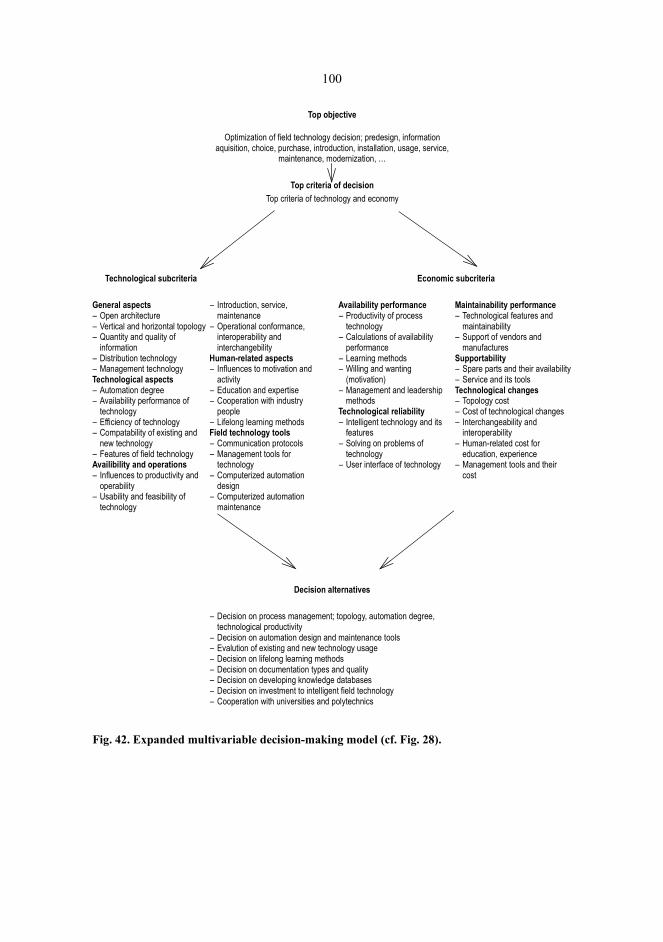
100
Fig. 42. Expanded multivariable decision-making model (cf. Fig. 28).
Top objective
Optimization of field technology decision; predesign, information aquisition, choice, purchase, introduction, installation, usage, service,
maintenance, modernization, �
Top criteria of decisionTop criteria of technology and economy
Technological subcriteria Economic subcriteria
General aspects� Open architecture� Vertical and horizontal topology� Quantity and quality of
information� Distribution technology� Management technologyTechnological aspects� Automation degree� Availability performance of
technology� Efficiency of technology� Compatability of existing and
new technology� Features of field technology Availibility and operations� Influences to productivity and
operability� Usability and feasibility of
technology
� Introduction, service, maintenance
� Operational conformance, interoperability and interchangebility
Human-related aspects� Influences to motivation and
activity� Education and expertise � Cooperation with industry
people� Lifelong learning methodsField technology tools� Communication protocols � Management tools for
technology� Computerized automation
design � Computerized automation
maintenance
Availability performance� Productivity of process
technology� Calculations of availability
performance� Learning methods � Willing and wanting
(motivation)� Management and leadership
methodsTechnological reliability � Intelligent technology and its
features� Solving on problems of
technology � User interface of technology
Maintainability performance� Technological features and
maintainability� Support of vendors and
manufactures Supportability� Spare parts and their availability� Service and its toolsTechnological changes � Topology cost� Cost of technological changes� Interchangeability and
interoperability� Human-related cost for
education, experience� Management tools and their
cost
Decision alternatives
� Decision on process management; topology, automation degree, technological productivity
� Decision on automation design and maintenance tools� Evalution of existing and new technology usage� Decision on lifelong learning methods � Decision on documentation types and quality � Decision on developing knowledge databases � Decision on investment to intelligent field technology� Cooperation with universities and polytechnics
101
9.4 Responses to the hypotheses
The hypotheses of this thesis concern the technological and economic subcriteria,decision-making criteria, and the diffusion of technology. The responses to the presentedhypotheses are presented in the following, together with methods to improve theefficiency of decision-making in questions of field technology.
I Responses to hypotheses concerning field technology (cf. Chapter 2.2)This research shows that the features of field devices and fieldbuses pose new cognitiverequirements to industrial decision-makers and end-users. Intelligent field technologyalso introduces changes in decision-making and its criteria. Understanding andknowledge of process and field technologies must be increased, for example by providinginformation on references and parallel solutions. It is essential that the automationpersonnel of factories is committed to learning new things. Named persons responsiblefor the different areas of field technology must support the learning efforts of individualsand encourage them to use the participatory planning method and computing tools.
The present-day and new, intelligent field technology must be interoperable andinterchangeable. This must be ascertained when field technology is being charted, andreliability must be ensured by actually showing the devices operating in real-lifeconditions before any choices are made. The results of this research show that the fieldtechnology of the example processes consists of numerous devices, connections andsignals. Replacing the existing field technology by new devices would involve enormouschanges. The changes proposed to the existing field technology of the case processes alsodemand comprehensive knowledge about intelligent field technology.
The introduction of intelligent field technology requires rapid diffusion of knowledgein the factories. This supports decision-making in questions of field technology. It isworthwhile to use a decision-making support model that employs the capabilities ofcomputers. Practical knowledge can also be obtained from reference applications. Closercooperation between manufacturers, vendors, factory departments and even betweenproduction plants ensures an exchange of experiences and increases the efficiency ofdecision-making (cf. Chapters 2,6,7,8,9).
II Responses to economic hypotheses (cf. Chapter 2.2)Economic resources must be invested to acquire information and experiences of fieldtechnology. Knowledge has a decisive effect on the efficiency of field technologyintroduction and its economic impact. In the examples used in this research, investmentswere mainly focused on automation design and systems, and the role of training has notbeen specified. In fact, the investment projects of the case processes included noinvestments in training. Presumably the decision-makers employed the experience andknowledge acquired with the existing field technology and combined this to theinformation provided by vendors. In the next phase, intelligent field technology solutionswill require systematic acquisition of information as well as investments in training.
Technological complexity, flexibility of production and the changing work of endusers must be fitted together in order to make the correct decisions on field technology.This requires that the parameters and correlations of the factors listed above must beexamined and taken into consideration in decision-making. Technological complexity canalso be managed by means of development and planning methods. These increase the
102
efficiency of decision-making and improve productivity. Today�s investments indevelopment and design will bear fruit in a few years (cf. Chapters 2,6,7,8,9).
III Responses to hypotheses concerning the decision-making criteria (cf. Chapter 2.2)The decision-making support model should be applied, little by little, in field technologydesign, development and implementation projects. Cooperation between projects can alsoimprove the efficiency of decision-making. Investment in information acquisition andprocessing is certainly profitable, and parallel solutions yield practical experiences. Bycombining these, databases containing information on the features of field technologyand decision-making criteria can be developed. Such databases can be used to ensure thatinvestment projects choose the best possible field technology solutions.
The criteria of the expanded decision-making support model presented in this researchclarify the management and design principles of field technology, technological andeconomic parameters, and human factors. The decision-making criteria should be furtherimproved by means of team and individual effort, learning by doing, guided training andself-training. Participation of the users is best supported by management that focuses onboth things and humans. According to the four-field model of learning, people must beencouraged to active study and creative application of new ideas, views and methods (cf.Fig. 5). This involves bringing together the goals of individuals and groups.
Universities and polytechnics must offer a dedicated orientation alternative fortechnology management. This field should include, not only automation and processtechnology, but also electronics, electrical engineering and communication technology, aswell as the technology management and diffusion and the management of people (cf.Chapter 2,6,7,8,9).
IV Responses to hypotheses concerning the diffusion of field technology (cf. Chapter 2.2)Decision-making on intelligent field technology is influenced by the skills and knowledgeof industrial decision-makers and end users. In addition to technological knowledge, theymust also be familiar with decision-making models and criteria. According to the resultsof this research, industrial enterprises could promote the diffusion of innovations byidentifying the following points:
� the benefits and needs of the introduction of intelligent field technology,� available resources: time-related, economic, knowledge, human resources,� learning and working methods introduced by intelligent field technology,� opportunities offered by the versatile communication methods, and� the effects of an innovative atmosphere on humans and their work (cf. Chapters 4.3,
9.5).Industrial enterprises must actively seek to promote the diffusion of new field
technology. Vendors and manufacturers must also pay more attention to the technologicalneeds and requirements of industry. The factory key person and the vendor responsiblefor the delivery must agree on how the responsibilities for the intelligent field technologywill be shared throughout its lifespan. However, the main responsibility for themanagement of intelligent field technology must remain with the decision-makers andend users (cf. Chapter 9).
103
9.5 Use of the results and action proposals
Changes will take place in the field technology decision-making process. The first task isto assess the current methods. More knowledge of an increasing range of topics isneeded, and therefore new methods will be needed in order to reach successful decisions.Systematic training and development of the information acquisition procedures ensurethat the information is up-to-date and the right decisions can be made. The conventionalmethods of process plant purchase projects should be complemented by dedicated toolsfor technology charting. These could focus on such aspects as the technological andeconomic definitions, updates, requirements and criteria for the requests for offers, andthe comparison of technological and economic parameters. The results of this researchare applicable to the design and implementation of field technology solutions in batchproduction and continuous production processes alike. The multivariable model and itscriteria are useful tools for industrial communities capable of learning. To summarize thefindings, the following action proposals can be presented:
a) Databases for the development and design of technology in industrial enterprises� improve learning and determination,� utilize features of intelligent field technology, � build upon earlier experiences, � make individual solutions possible,� promote cooperation within and between factories,� improve the diffusion of innovations (on the industry�s terms).
b) Development of decision-making on questions of technology� employ the principle of lifelong learning to improve problem-solving skills,� expand the human and electronic cooperation networks, thus enabling quicker
reactions in investment situations,� using the decision-making support model increases knowledge of the sub-parts
of the model.Figure 43 illustrates the continuous development of the decision-making support
model. New methods, such as the principles of benchmarking, can be used; in otherwords, a step-by-step comparison with a superior product, operation or service is made(cf. Fig. 43, steps 1, 2, 3). The model analysis method is applied to pinpoint the keymethods for the operations and to identify the objectives and directions of development[223,224,225,226].
The comparison method helps to further develop the decision-making model, helps tofind the correct criteria for each case and application, focuses the criteria during the step-by-step analysis, and enables the classification of human factors as distinct subcriteria andcriteria.
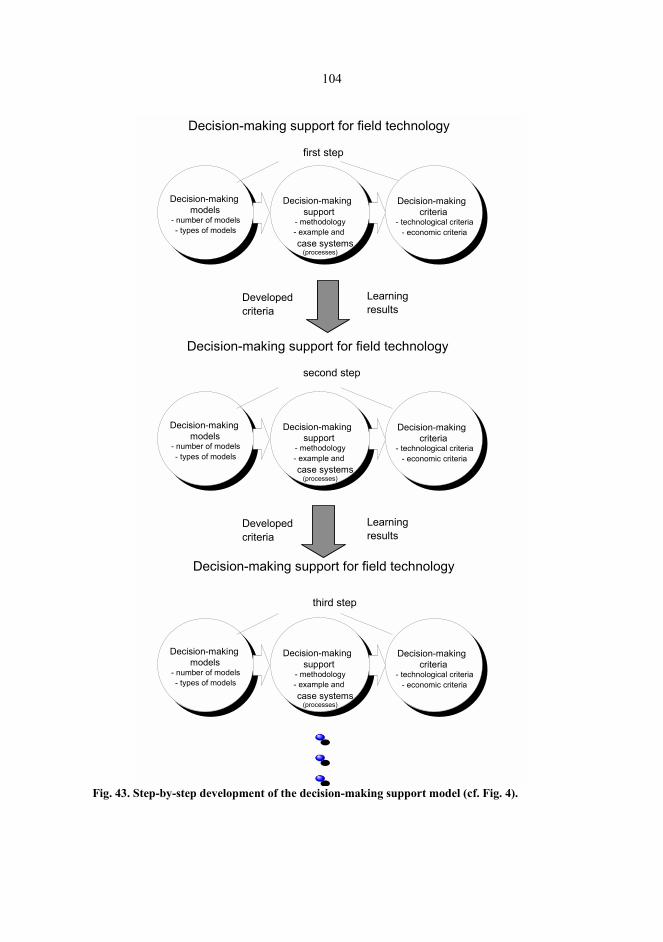
104
Fig. 43. Step-by-step development of the decision-making support model (cf. Fig. 4).
Decision-makingmodels
- number of models- types of models
Decision-makingsupport
- methodology- example and
case systems(processes)
Decision-makingcriteria
- technological criteria- economic criteria
Decision-makingmodels
- number of models- types of models
Decision-makingsupport
- methodology- example and
case systems(processes)
Decision-makingcriteria
- technological criteria- economic criteria
Decision-makingmodels
- number of models- types of models
Decision-makingsupport
- methodology- example and
case systems(processes)
Decision-makingcriteria
- technological criteria- economic criteria
Decision-making support for field technology
first step
Decision-making support for field technology
second step
Decision-making support for field technology
third step
Developedcriteria
Learningresults
Developedcriteria
Learningresults
10 Summary and conclusions
The diffusion of intelligent field technology in the process industry has encounteredobstacles. This research looks at the problems by applying the strategies of decision-making and hermeneutical methodologies. These methods were well suited for thispurpose: the decision-making methodology examines the problem from the perspective ofsolutions, while the hermeneutical methodology deals with practical problems, collectingand analyzing information, interpreting and applying the results, and the utilization ofevolution.
The contributions of the research are the description of the problems related to fieldtechnology decision-making, and the research methods used. Using the decision-makingsupport model, a description of the features of intelligent field technology, and theverified decision-making models together with their technological and economic criteria,are also included in the research. These have been applied to propose new ways toimprove the efficiency of decision-making, for the acquisition of field technologyinformation, and for the diffusion of field technology solutions.
The key research results provide answers to the hypotheses. Other importantcontribution of the work are its differences with regard to earlier research: the wide scopeof the study, comprising the development of the decision-making support model, thedescription and use of technological and economic criteria and subcriteria, verifieddecision-making models, and examination of the diffusion of field technologyinnovations. Moreover, this work gives practical proposals on how the use andunderstanding of field technology could be promoted, and provides subjects for furtherresearch to researchers and research institutes.
The research problem is also approached from the learning perspective. Processoperations and environments are described from a practical viewpoint, utilizing theexpertise of the end users. The work makes an attempt to encourage industrial enterprisesto test and use the decision-making support model.
Key research results. Accelerating the diffusion of field technology requires that theindustrial decision-makers and end users possess more knowledge to support theirdecision and use a decision-making support model. The results of the research yield averified multivariable decision-making model and an expanded decision-making modelincorporating intelligent technology. The knowledge acquired from the example and case
106
processes was used to construct the models. The multivariable models will provide a newperspective for discussions, they create and arrange ideas and give an idea of thecomplexity of the problem. Solving merely technical problems is by no means enough.
The �critical mass� in this respect will be the human resources, human capital. Itsacquisition is supported by learning methods and by comprehensive decision-makingcriteria. The research results are based on the answers of a large number of experts intwenty factories. The response percentage was 28�47%. Thirteen key persons participatedin the survey of the example and case processes. Information on intelligent fieldtechnology was provided by numerous field technology vendors and manufacturers,experts from research institutes, and automation technology experts.
The key research results are the following:1. Multiple-choice questionnaires have been used to define the current technological and
economic subcriteria and decision-making criteria related to process usage, operation,and field technology. These have also been presented, described and assessed.
2. The multivariable decision-making model, describing the current situation, has beenverified by means of the research results.
3. Technological and economic parameters of the example processes have been definedand assessed.
4. The operations, input and output materials, and technological and economicparameters of the case processes were defined and assessed.
5. An expanded, multivariable decision-making model has been verified by using thefeatures of intelligent field technology, subcriteria and decision-making criteria. Newfield technology solutions were described and assessed. Human factors also play asignificant role.
The current set of decision-making criteria will change and expand due to the newconcepts, operations and influences of intelligent field technology. Special considerationmust be given to communication interfaces, communication between field devices, andchanges in field technology management. These could be managed by means of decision-making databases, by encouraging more diversified learning, by effective use of humanand electronic information networks, and by applying the decision-making support modelthrough benchmarking.
Higher-level systems will require relatively less investment as the costs shiftincreasingly to the purchase and maintenance of field technology, and this change must bereflected in the targeting of investments. Intelligent field technology is more expensive,and during the diffusion of new field technology designing its use will requires more skilland economic resources. When the technology gains ground and the users are morefamiliar with it, the new features and the more efficient production and processmanagement will bring economic profit. The financial results can be influenced bycooperation and by choosing the right technologies.
New research challenges. The diffusion of intelligent technology will gathermomentum after the year 2000. It will spread to factories, among and alongside theexisting technology. At this stage efficient cooperation within and between productionplants is needed, realized through both human and electronic communication channels.
The objective is to make the right decisions on field technology. In the future, riskanalyses and personnel management can be employed to facilitate decision-making incompetitive situations. The criteria of the multivariable decision-making model can be
107
examined by statistical methods; the study of the efficiency of human and electriccommunication channels is one research area. Other topics of interest include thediffusion of process and product innovations and the factors influencing this process.Research in universities and polytechnics could focus on the diffusion of technology andthe use of learning methods to facilitate technological changes. Some further researchsubjects could be:
� Using and testing the multivariable decision-making model with field technologycases.
� Examining the availability performance of intelligent field technology using the cal-culatory method.
� Management of technology-related risks and the management of personnel in techno-logical changes.
� The diffusion of process and product innovations, and factors influencing it.� Research areas for universities and polytechnics: diffusion and learning methods in
technological changes.� Opportunities to use effective information technology tools in technological changes.
Substance of the research. The challenge of the work was to facilitate the decision-making on field technology, to find comprehensive decision-making criteria, and todiscuss the diffusion of field technology. The novelty of the work is in its application ofthe multivariable decision-making support model to solving problems related to fieldtechnology. Substance rises from the cooperation with educators, Finnish and foreignresearch institutes, industrial decision-makers and end users, and field technologyvendors and manufacturers. Knowledge has also flowed between the parties involved,thus promoting expertise and at the same time creating an information network betweenexperts.
The third substance is the diversified practical research work applying differentresearch methods, research targets, result presentations and interpretations. The researchis based on the strategic �star� area where the problems are analyzed and solved byapplying new influences and perspectives, thus enriching the final result. Fourthly, theresearch stimulates further scientific and practical research projects. The research area hasbeen proposed as a field of orientation for research institutes. It is well suited for theimprovement of technology transfer, requires resources and promotes cooperation. Theinformation technology sector is also an excellent cooperation area for departments ofelectrical, automation and process engineering in universities and polytechnics.
References
1. Aumala O (1991) Automaatio on suomalaisten ominta osaamista. Automaatioväylä 2:1-4 (inFinnish).
2. Aumala O (1993) Mittaustekniikan perusteet. Tampereen teknillinen korkeakoulu, Tampere,Finland (in Finnish).
3. Bjarland B & Visti P (1981) Automaattinen prosessiohjaus. Otakustantamo, Espoo, Finland (inFinnish).
4. Halko P, Härkönen S, Lähteenmäki I & Välimaa T (1990) Teollisuuden mittaustekniikka.Perusmittauksia. Valtion painatuskeskus, Helsinki, Finland (in Finnish).
5. Hils F & Lindner K-P (1992) Profibus � Der Feldbus für die Verfahrenstechnik wird erwach-sen. atp - Automatisierungstechnische Praxis 12: 661-667 (in German).
6. Hintikka J & Alanen R (1993) Suomen koekenttäväylä-projekti. Automaatioväylä 2: 30-31 (inFinnish).
7. Härkönen S, Lähteenmäki I & Välimaa T (1992) Teollisuuden mittaustekniikka. Analyysimit-taukset. Valtion painatuskeskus, Helsinki, Finland (in Finnish).
8. Isermann R & Keller H (1993) Intelligente Aktoren. Intelligent actuators. atp - Automatisie-rungstechnische Praxis 11:593-602 (in German).
9. Litz L & Tauchnitz T (1994) Künftige Entwicklung der Prozeßleittechnik. atp - Automatisie-rungstechnische Praxis 6: 16-27 (in German).
10. Myöhänen R (1995) Kansainvälinen kenttäväylä ja muita kenttätason väyläsovelluksia � Mod-bus toteutus. Diplomityö, Oulun yliopisto, teknillinen tiedekunta, Oulu, Finland (in Finnish).
11. Nagy I (1992) Introduction to Chemical Process Instrumentation. Elsevier, New York, USA.12. Steusloff, H (1987) Communication systems in automatic control. Proc. Electronic Measure-
ment and Control Congress, July, Karlruhe, Germany.13. Vehmanen K (1993) Interbus-S-anturi- ja toimilaiteväylä. Proc. Sähkö- ja automaatioalan ajan-
kohtaispäivät, November, Oulu, Finland (in Finnish).14. Kolehmainen S (1997) Innovaatioiden diffuusio Ammattikorkeakoulufoorumissa. Acta 543,
Väitöskirja, Tampereen yliopisto, Tampere, Finland (in Finnish).15. Rogers E (1962) Diffusion of Innovations. The Free Press, New York, USA.16. Rogers, E (1983) Diffusion of Innovations. The Free Press, New York, USA.17. Koskinen P (1997) Field technology criteria of customers� decision-making. Proc. Automa-
tion�97, September, Helsinki, Finland.18. Koskinen P (1997) Älykäs teknologia soluttautuu kentälle. Intelligent technology gaining a
foothold. Paperi ja Puu � Paper and Timber 6: 393-398 (in Finnish).19. Hakonen M (1993) Kenttäväylätoteutus � uusi askel prosessin hallintaan. Mikä muuttuu? Auto-
maatioväylä 4: 23-25 (in Finnish).20. Palojärvi J (ed) (1995) Kenttäinstrumentoinnille haetaan osuvaa päätöksentekomallia. Tek-
niikka&Talous 5:30 (in Finnish).
109
21. Reeve A (1995) Fieldbus forgets the user. Control & Instrumentation 10:59.22. Rathje J (1993) Der Feldbus in der Verfahrenstechnik Marktubersicht, basierend auf der Interk-
ama, Fieldbus Technology for Industrial Process Control Market Overview. atp - Automatisie-rungstechnische Praxis 2: 135-137 (in German).
23. Rathje J (1994) Braucht die Chemische Industrie den Feldbus. atp - Automatisierungstechni-sche Praxis 4: 22-30 (in German).
24. Rathje J (1992) Das FICIM-Project. atp - Automatisierungstechnische Praxis 34: 512-517 (inGerman).
25. Rathje J (1993) Der Feldbus in der Verfahrenstechnik Marktübersicht Rapport. Fieldbus tech-nology for industrial process control market overview-report. Proc. Interkama, September,Hannover, Germany (in German).
26. Kallela J (1991) Tehtäväsuuntautunut automaatiosuunnittelu. Valtion teknillinen tutkimuskes-kus, tiedote 1316, Espoo, Finland (in Finnish).
27. Kallela J (1993) Osallistuva automaation kehittäminen, tausta ja lähtökohdat. Valtion teknilli-nen tutkimuskeskus, tiedote 1510, Espoo, Finland (in Finnish).
28. Holopainen, T (1996) Laatu kannattaa - palvelevan yrityksen laatukäsikirja. Kera, Kuopio, Fin-land (in Finnish).
29. Jutila E (1994) Teollisuusyritysten tuotestrategiat. Oulun yliopisto, Oulu, Finland (Oppikurssi47086S in Finnish).
30. Koskinen P (1997) Tulosyksikön johtaminen. Oulun yliopisto, Oulu, Finland (Oppikurssi470083S in Finnish).
31. Kyläheiko K (1995) Coping with Technology: A Study on Economic Methodology and Strate-gic Management of Technology. Lappeenranta University of Technology, Lappeenranta, Fin-land.
32. Porter M (1984) Compatitive Strategy. Strategia kilpailutilanteessa. Rastor, Helsinki, Finland.33. Tersine R (1985) Production/Operations Management, Concepts, Structure and Analysis. North
Holland, New York, USA.34. Liukko T, Hakulinen S, Järnefelt G & Kauppinen V (1989) CIM käytännössä. Metalliteollisuu-
den keskusliitto, tiedote 21, Helsinki, Finland (in Finnish).35. Sulkanen P (1987) Johdatus sosiologiaan. WSOY, Porvoo, Finland (in Finnish).36. Alasoini T, Hyötyläinen R, Kasvio A, Kiviniitty J, Klemola S, Ruuhilehto K, Seppälä P, Toikka
K & Tuominen E (1994) Manufacturing change. Work Research Centre, Working Paper 48,University of Tampere, Tampere, Finland.
37. Noble D (1984) Forces of Production: A Social History of Industrial Automation. Knopf Inc.New York, USA.
38. Gronhaug K & Möller K (1995) Managing the doctoral thesis research-course. Proc. Seminaron research, September, Järvenpää, Finland.
39. Niiniluoto I (1980) Johdatus tieteenfilosofiaan. Käsitteen- ja teorianmuodostus. Otava, Hel-sinki, Finland (in Finnish).
40. Niiniluoto I (1992) The aim and structure of applied research. Article in University of Helsinki,Helsinki, Finland.
41. Olkkonen T (1993) Johdatus teollisuustalouden tutkimustyöhön. Helsingin teknillinen korkea-koulus, Report 152, Espoo, Finland (in Finnish).
42. Uusitalo H (1991) Tiede, tutkimus ja tutkielma, johdatus tutkielman maailmaan. WSOY, Hel-sinki, Finland (in Finnish).
43. Syrjälä L, Ahonen S, Syrjäläinen E & Saari S (1995) Laadullisen tutkimuksen työtapoja. Kirja-yhtymä, Rauma, Finland (in Finnish).
44. Koskinen P (ed) (1997) Älykkäät kenttälaitteet ja kenttäväylät. Raahen tietokonealan yksikkö,Raahe, Finland (in Finnish).
45. Koskinen P (ed) (1998) Älykkäät kenttälaitteet ja kenttäväylät. Raahen tietokonealan yksikkö,Raahe, Finland (in Finnish).
46. Koskinen P (ed) (1998) Älykkäät kenttälaitteet ja kenttäväylät. Raahen tietokonealan yksikkö,Raahe, Finland (in Finnish).
47. Gummesson E (1993) Case study research in management methods for generating qualitativedata. Stockholm University, December, Sweden.
110
48. Stake R (1994) Case studies. In: Handbook of qualitive research. Denzin & Norman, Sage Pub-lications: 236-247. London, United Kingdom.
49. Suomi R (1987) The case method as a research in method information systems research. Uni-versity of Oulu, Research Paper A8, Oulu, Finland.
50. Suomi R & Kasanen E (1987) The case method as a research method in information systemsresearch. University of Oulu, Research Paper A8, Oulu, Finland.
51. Alasuutari P (1993) Laadullinen tutkimus. Vastapaino, Tampere, Finland (in Finnish).52. Kume H (1989) Laadun parantamisen tilastolliset menetelmät. Metalliteollisuuden kustannus,
Mänttä, Finland (in Finnish).53. Tervola K & Koskinen P (1990) Prosessitutkimusraportit. Automation and Instrumentation
Management Oy, Pietarsaari, Finland.54. FICIM Esprit Project 5206 (1992) Case study: Field bus usage in the asphalt industry. Refe-
rence: 92.022/D01/RD, Portugal.55. FICIM Esprit Project 5206 (1992) EDF pilot specification: Final release. Reference: 92.021/
D02/RD, France. 56. FICIM Esprit Project 5206 (1992) SI pilot specifications: Final release. Reference: 92.025/
D02/RD, Norway. 57. FICIM Esprit Project 5206 FICIM (1992) User requirements study. Reference 92.015/DOS/
RD, Fraunhofer Institute (IITB), Karlsruhe, Germany.58. Fraunhofer Institute (IITB) (1994) Offene Anwendungsplattform für Feldbusse (FICIM-Pilo-
tanlage). Broschüre, Karlsruhe, Germany (in German).59. Hakonen M (1995) Kenttäväylää tarvitaan? Prosessin oppitoiminnista liiketoiminnan optimoin-
tiin. Automaatioväylä 3: 37-38 (in Finnish).60. Marx G, Heidel R & Frehse K-P (1992) Wirtschaftlichkeit des Feldbuseinsatzes Analyse des
Installationsaufwandes unterschiedlicher Feldkommunikationssysteme, Economic considerati-ons of fieldbus systems-A cost analysis for different field communication systems. atp - Auto-matisierungstechnische Praxis 9: 507-512 (in German).
61. Akiyama C (1994) Field trial report of Japanese site. IFC � JGA, Document ID No.: IFC941216 162, Japan.
62. Alanen R (1993) Suomen koekenttäväyläprojekti. Sähkö- ja automaatioalan ajankohtaispäivät,November, Oulu, Finland (in Finnish).
63. Hintikka J & Rytky M (1997) Pohton kenttäväyläpilotin tilanne. Automaatioväylä 7: 17-20 (inFinnish).
64. EIAMUG Esprit Project 8244 (1996) Deliverable 4 &5, deliverable 6 &7, February, Italy.65. PRIAM Esprit Project 6188 (1995) Deliverable D12.2 & 3 and Priam dictionary, May, Italy.66. Rytky M & Hiltunen J (1996) Suomalaiset kenttäväylähankkeet osana EU-projekteja. Auto-
maatioväylä 7: 21-22 (in Finnish).67. Zeng S (1997) Fieldbus - A key to IAM-based automation. Proc. 3rd IFAC Symposium on
Intelligent Components and Instruments for Control Applications - SICICA�97: 71-75, Annecy,France.
68. Pohto (1998) The Finnish fieldbus activities 1997-1999. Seminar report, Oulu, Finland (in Fin-nish & English).
69. Zeng S (1997) Fieldbus technology overview and its impact on industrial automation. WorkingPaper in Royal Institute of Technology: 1-17, Kista, Sweden.
70. Koskinen P (1997) Research knowledge about technology and economic aspects for decision-making, Proc. 3rd IFAC Symposium on Intelligent Components and Instruments for ControlApplications - SICICA�97: 445-451, Annecy, France.
71. Karppinen J (1998) Kappaletavaraprosessin kenttäväylien hallinta. Insinöörityö, Raahen tieto-konealan yksikkö, Raahe, Finland (in Finnish).
72. Lappalainen T (1997) Kappaletavara-automaation opetusprosessin suunnittelu, hankinta jakäyttöönotto. Insinöörityö, Raahen tietokonealan yksikkö, Raahe, Finland (in Finnish).
73. Pitkäranta J (1999) Kappaletavaraprosessin kunnossapitojärjestelmä. Insinöörityö, Raahen tie-tokonealan yksikkö, Raahe, Finland (in Finnish).
74. Tilja M (1997) Älykkäiden anturi- ja toimilaiteväylien mahdollisuudet kappaletavaratuotan-nossa. Insinöörityö, Raahen tietokonealan yksikkö, Raahe, Finland (in Finnish)
111
75. Fishburn P (1964) Decision and value theory. John Wiley, Catalog Card Number 64-23836,New York, USA.
76. Fleming S (1991) Using Technology for Competitive Advantage. Issue Research and Techno-logy Management, New York, USA.
77. Holmberg J, Pulkkinen U, Pörn K & Shen K (1993) Risk decision-making in operational safetymanagement. Experience from the Nordic Benchmark study. Studsvik Report ES-93/37, Nykö-ping, Sweden.
78. Holmberg J, Pulkkinen U, Pörn K & Shen K (1994) Risk decision-making in operational safetymanagement. Experience from the Nordic Benchmark study. Risk Analysis, Vol. 14/6: 983-991.
79. Korhonen P & Laakso J (1983) A visual interactive method for solving the multiple criteriaproblem. Helsinki School of Economics, Working Paper E-80, Helsinki, Finland.
80. Korhonen P & Wallenius J (1993) Multiple criteria decision support. Helsinki School of Econo-mics, Report E-80, Helsinki, Finland.
81. Siddall J (1982) Optimal Engineering Design, Principles and Applications. Marcel Dekker,New York, USA.
82. Saaty T (1990) The Analytic Hierarchy Process Planning, Priority Setting, Resource Alloca-tion. McGraw-Hill, New York , USA.
83. Holmberg J, Pulkkinen U, Reiman L & Virolainen R (1994) Regulatory decision-making bydecision analysis. Paper at PSAM, March, San Diego, USA.
84. Hwang C-L & Yoon K (1995) Multiple Attribute Decision-Making, an Introduction. Saga Uni-versity, California, USA.
85. Lindley D (1985) Making Decisions. John Wiley, London, United Kingdom.86. Elomaa T (1996) Tools and Techniques for Design Tree Learning. University of Helsinki, Hel-
sinki, Finland.87. French S (1986) Decision Theory: An Introduction to the Mathematics of Rationality. John
Wiley, New York, USA.88. Haimes Y, Li D & Tulsiani V (1990) Multiobjective decision tree analysis. Risk Analysis 10:
111-129.89. Agrell P (1995) Interactive multi-criteria decision-making in production economics. Produc-
tion-Economic Research in Linköping (profil, series no 15), Linköping, Sweden.90. Goicoechea A, Duckstein L & Zionts S (1990) Multiple Criteria Decision-Making. McLean,
New York, USA.91. Korhonen P & Halme M (1990) Supporting the decision-maker to find the most preferred solu-
tion for a molp-problem. Helsinki School of Economics and Business Administration, Helsinki,Finland.
92. Cursio A, Fortis M & Zoboli R (1994) Innovation. Resources and Economic Grown. Springer,Heidelberg, Germany.
93. Fullan M (1994) Muutosvoimat. Koulunuudistuksen perusteiden pohdintaa. Valtion painatus-keskus, Helsinki, Finland (in Finnish).
94. Kajanto A & Tuomisto J (ed) (1997) Elinikäinen oppiminen. Kirjastopalvelu, Gummerus, Kir-japaino, Helsinki, Finland (in Finnish).
95. Korpelainen K & Lampikoski K (1997) Innovatiivisuus, muutosvoima. Markkinointi-Insti-tuutti, Juva, Finland (in Finnish).
96. Koskinen P (1998) Opettajankoulutus - henkilökohtainen salkku. Tampereen ammattikorkea-koulu, Ammatillinen opettajakorkeakoulu, Tampere, Finland (in Finnish).
97. Ringom B (1994) Opi oppimaan. Tuloksellisen aivotyön ja opiskelun opas. Innotiimi, Kansan-valistusseuran etäopisto, Helsinki, Finland (in Finnish).
98. Utilise-projekti (1990) Innovaatioiden onnistuminen, teollisuuden innovaatiostrategia, tutki-mus- ja kehitystoiminnan tuloksellisuus. Sähkö- ja elektroniikkateollisuusliitto, Metalliteolli-suuden kustannus, Mänttä, Finland (in Finnish).
99. Engeström Y (1987) Perustietoa opetuksesta. Valtion painatuskeskus, Helsinki, Finland (in Fin-nish).
100. Engeström Y (1990) Learning, Working and Imagining. Orienta-Konsultit, Helsinki, Finland.
112
101. George S & Weimerskirch A (1994) Total Quality Management, Strategies and TechniquesProven at Today�s Most Successful Companies. John Wiley & Sons, New York, USA.
102. Gibbs G (1992) Preparing to Teach. An Introduction to Effective Teaching. Gromwell Press,Melksham, United Kingdom.
103. Hirsjärvi S (1985) Johdatus kasvatusfilosofiaan. Kirjayhtymä, Rauma, Finland (in Finnish).104. Hypen, Keksinen, Kinnunen, Niemi & Vauras (1985) Aikuisten oppimisen psykologiset perus-
teet. Yleisradio, opetusohjelma, Turku, Finland (in Finnish).105. Hyötyläinen R (1995) Verkostotehtaan malli ja toteutusmuodot. Automaatio 95 - Automaatio-
päivät ja robottipäivät, September, Helsinki, Finland (Suomen Automaatioseura ry ja SuomenRobotiikkayhdistys ry in Finnish).
106. Karintaus J, Lievonen P, Puhakka H, Päivinen T, Ruuska M & Saarinen A (1991) Laatutyökirja.Kera, Kuopio, Finland (in Finnish).
107. Koskinen P (1994) Professional Development � kehitysraportti. Helsingin teknillisen korkea-koulun täydennyskoulutuskeskus, Espoo, Finland (in Finnish).
108. Koskinen P (1998) Innovatiivisuusajattelun käyttö oppimisessa. Opettajakoulutuksen päättö-työ, Tampereen ammattikorkeakoulu, Ammatillinen opettajakorkeakoulu, Tampere, Finland (inFinnish).
109. Koskinen P, Ylikangas T & Peuranto T (1998) Yritysinno, pilot-hankkeen loppuraportti. Chy-denius Instituutti, Kokkola, Finland (in Finnish).
110. Lillrank P (1990) Laatumaa, johdatus Japanin talouselämään laatujohtamisen näkökulmasta.Gaudeamus, Helsinki, Finland (in Finnish).
111. Lillrank P & tutkijaryhmä (1997) Tie tekniikasta tulokseen. Otatieto, Espoo, Finland (in Fin-nish).
112. Mezirow J (1995) Uudistuva oppiminen, kriittinen reflektio aikuiskoulutuksessa. Helsingin yli-opisto, Lahden tutkimus- ja koulutuskeskus, Helsinki, Finland (in Finnish).
113. Salonen L (1990) Aikuisen oppiminen ja ihmisenä kehittyminen. Posiplan, Helsinki, Finland(in Finnish).
114. Salminen H (1994) Laadusta tulosta, asiantuntijayrityksen uudet toimintamallit ja organisaatio-rakenteet. Gummerrus, Jyväskylä, Finland (in Finnish).
115. Smeds R (1996) Management of Enterprise Evolution. Evolution Management Principles andMethods for Learning Organizations. Helsinki University of Technology, Helsinki, Finland.
116. Vaherva T & Ekola J (1986) Aikuisten opettamisen taito. Yleisradio, opetusohjelma, Jyväskylä,Finland (in Finnish).
117. Valtonen A (1997) Oppiva yritys nappaa lennosta uudet ideat ja soveltaa niitä omiin tarpei-siinsa. Tekniikan Akateemiset 2: 12-13 (in Finnish).
118. Wonigeit J (1994) Total Quality Management. Deutscher Univeritäts Verlag: 39-59, 88-137,148-251, Wiesbaden, Germany (in German).
119. Woodson, Welsey & Conover (1973) Human Engineering Guide for Equipment Designers.University of California Press, London, United Kingdom.
120. Härkönen K (1997) Company performance presentation. Bachelor of Engineering Thesis, Raa-hen tietokonealan yksikkö, Raahe, Finland.
121. Nurminen J (1999) Laboratorion hypermediaesitys. Insinöörityö, Raahen tietokonealanyksikkö, Raahe, Finland (in Finnish).
122. Rönkkö J (1993) Automaatiotekniikan laboratorion hypermediaesitys. Insinöörityö, Raahentietokonealan yksikkö, Raahe, Finland (in Finnish).
123. Tikka A (1986) Teknologiset muutokset yrityksessä. Tampereen yliopisto, Yrityksen taloustie-teen ja yksityisoikeuden laitoksen julkisuja A1: 30, Tampere, Finland (in Finnish).
124. Niemelä I & Hossi H (1984) Automaatiojärjestelmän käyttövarmuusanalyysi. Valtion teknilli-nen tutkimuslaitos, tutkimus 301, Espoo, Finland (in Finnish).
125. SAT, Suomen Automaation Tuki (1992) Prosessin hallinta - automaation tehtäväkuvaus. Hel-sinki, Finland (in Finnish).
126. Lyytikäinen A (1987) Käyttövarmuuskäsikirja. Valtion teknillinen tutkimuslaitos, tiedote 678,Espoo, Finland (in Finnish).
113
127. Laakso K, Hänninen S, Mälkki H & Simola K (1992) Assessment of reliability, maintenanceand life cycle of electromechanical equipment. Proc. Baltica II International Conference onPlant Life Management & Extension, Helsinki-Stochholm, October, Tallinn, Estonia.
128. Laakso K & Mälkki H (1993) Käyttövarmuustekniikan hyödyntäminen teollisuudessa. Valtionteknillinen tutkimuskeskus, Espoo, Finland (in Finnish).
129. Hanhijärvi J (1992) Perusteita vaaranalaisen kohteen automaatio-ohjeiston kehittämiselle. Val-tion teknillinen tutkimuslaitos, tiedote 1352, Espoo, Finland (in Finnish).
130. SET, Sähkö- ja elektroniikkateollisuusliitto (1993) Käytettävyys, sähkö- ja elektroniikkatuot-teiden sekä ohjelmistojen käyttäjäystävällisyyden suunnittelu ja testaus. Helsinki, Finland (inFinnish).
131. Nielsen J (1993) Usability Engineering. Academic Press, Boston, USA.132. SFS, Finnish Standards Association (1998) Catalogue. Helsinki, Finland (in Finnish).133. Johnson D (1995) The future of fieldbus. Control Engineering 1: 63-65.134. Kukkonen A (1997) Vapaaseen kilpailuun yhteisellä standardilla. Automaatioväylä 7: 7 (in Fin-
nish).135. Leppänen A, Launis M, Lehtelä J, Auvinen E, Kukkonen R & Seppälä P (1991) Osu � osallis-
tuvaan suunnitteluun. Helsingin Työterveyslaitos, tiedote 116, Helsinki, Finland (in Finnish).136. Kuusisto T, Ihamäki T & Kaunonen A (1995) Kenttäväylä paperitehtaan automaatiossa. Paperi
ja Puu - Paper and Timber 4: 182-185.137. Alma (1989) Automaation suunnittelun tietojärjestelmä. Automation and Instrumentation
Management Oy, Pietarsaari, Finland (in Finnish).138. Alma (1997) Automaation suunnittelun tietojärjestelmä FieldALMA. Automation and Instru-
mentation Management Oy, Kokkola, Finland (in Finnish).139. Hytönen K (1995) Kenttäinstrumentoinnin suunnittelujärjestelmät ja niiden integroiminen
automaatiojärjestelmiin. Diplomityö, Oulun yliopisto, teknillinen tiedekunta, Oulu, Finland (inFinnish).
140. Nuutinen J (1995) Automaatio- ja tietojärjestelmien tiedonkäsittelyn vaikutus informaationluotettavuuteen. Diplomityö, Oulun yliopisto, teknillinen tiedekunta, Oulu, Finland (in Fin-nish).
141. Vanne M (1998) Automaation uudet ulottuvuudet lisäävät tehtaan tuottavuuden hallintaa. Auto-maatioväylä 4: 28-31 (in Finnish).
142. Alanen R (1992) Kansainvälinen kenttäväylästandardi. Diplomityö, Oulun yliopisto, teknilli-nen tiedekunta, Oulu, Finland (in Finnish).
143. Benez H (1994) Erste Demonstration von ISP-Interoperabilität in Europa. atp - Automatisie-rungstechnische Praxis 4: 58 (in German).
144. Benez H (1995) Einsatz intelligenter Feldgeräte in der Verfahrenstechnik Anwendungen -Bedienung � Systemintegration. atp - Automatisierungstechnische Praxis 5: 61-62 (in German).
145. Furness H (1994) Fieldbus series, Vol. 1. Digital communications provides. Control Enginee-ring 1: 23-25.
146. Automaatioväylä (1995) Fieldbus Foundationilla 90 prosenttia markkinoista. Automaatioväylä2: 34-35 (in Finnish).
147. Furness H (1994) Fieldbus series, Vol. 2. Fieldbus: The differences start from the bottom up.Control Engineering 3: 49-51.
148. Hänninen V (1994) Kenttälaitteet omaan väylään. Prosessori 1: 39-41 (in Finnish).149. Bonfig K (1992) Feldbus-Systeme. Phoenix Contact, Böblingen, Germany (in German).150. Chatha A (1994) Fieldbus series, Vol. 3. The foundation for field control systems. Control
Engineering 5: 47-50.151. Hakonen M (1992) Hart-protokolla � 90-luvun kenttäväylä. Automaatioväylä 4: 18-21 (in Fin-
nish).152. Noel J (1993) Fieldbus, its evolution and impact on control systems of the future. Proc. ISA 93-
514, San Ramon, California, USA.153. Andersin A (1993) Kenttäväylän vaikutus suunnitteluun. Sähkö- ja automaatioalan ajankohtais-
päivät, November, Oulu, Finland (in Finnish).154. Rahkonen R (1995) Teollisuusautomaation kenttäväylästä. Väylän vaikutus automaatiosuunnit-
teluun. Automaatioväylä 1: 22-23 (in Finnish).
114
155. Färber G & Früh K (1994) Feldbus-Technik heute und morgen dem scheidenden Chefredak-teur, gewidmet. atp - Automatisierungstechnische Praxis 11: 16-36 (in German).
156. Hakonen M (1998) Onko kenttäväylissä eroja? Automaatioväylä 5: 8 (in Finnish).157. Watson K (1994) Suitability of fieldbus systems for industrial applications. Proc. Kongreß &
Messe iNet 94, June, Hamburg, Germany.158. Schneider H-J (1991) Sensorsysteme für die Betriebsmesstechnik und Kommunikation im
Feld. Sensor systems for measuring and communication technology in production plants. atp -Automatisierungstechnische Praxis 10: 511-528 (in German).
159. Schneider H-J (1993) Sensorsysteme und die Kommunikation im Feld. Sensor systems andfield communication. atp - Automatisierungstechnische Praxis 2: 71-83 (in German).
160. Schneider H-J (1994) Sensorsysteme und die Kommunikation im Feld. atp - Automatisierungs-technische Praxis 9: 10-31 (in German).
161. Schneider H-J (1995) Digitale Feldgeräte: Vorteile, Probleme und Anforderungen aus Anwen-dersicht. atp - Automatisierungstechnische Praxis 4: 50-54 (in German).
162. Schneider H-J (1996) Prozessmesstechnik. atp - Automatisierungstechnische Praxis 2: 11-32(in German).
163. Bond A (1996) Pressure transmitters were �smart� that smart. Control & Instrumentation 5: 41-42.
164. Johnson D (1996) Intelligence is on the process instrumentation menu. Control Engineering 1:37-40.
165. Orrison G (1995) Taking full advantage of smart transmitter technology now. Control Enginee-ring 1: 59-61.
166. Pessa J (1996) Field instrumentation for pulp & paper process. Endress+Hauser-seminar,March, Jakarta, Indonesia.
167. Rytky M (1997) Building up fieldbus training environments. Master�s Thesis, University ofOulu, Oulu, Finland.
168. Koskinen P (ed) (1996) Älykkäät kenttälaitteet ja kenttäväylät. Raahen tietokonealan yksikkö,Raahe, Finland (in Finnish).
169. Pinkowski G (1992) Instrumentierungstechnik im Wandel, von der Smart-Technik zum herstel-lerundehängigen Bedienkonzept. Instrumentation throughout the times, from smart technologyto a manufacturer independent man-machine interface. atp - Automatisierungstechnische Praxis5: 247-254 (in German).
170. Alatalo J (1994) Kenttäväylistä prosessi- ja anturi-/toimilaiteväyliin. Automaatioväylä 2: 20-21(in Finnish).
171. Alatalo J (1995) Interbus-S-anturi- ja toimilaiteväylä. Proc. Automaatio 95 - Automaatiopäivät� robottipäivät, May, Helsinki, Finland (Suomen Automaatioseura ry ja Suomen Robotiikkayh-distys ry in Finnish).
172. Blome W & Klinker W (1994) The sensor/actuator bus, theory and practice of Interbus-S.Phoenix Contact, Landsberg, Germany.
173. Control Engineering � News (1994) ARC and control engineering magazine sponsor global.Proc. Fieldbus and Control Technology Forum, April, Boston, USA.
174. Control Engineering � News (1998) Rosemount makes patent available to Foundation Fieldbusand Hart: 29-30.
175. Control Engineering � News (1998) Fieldbus Foundation embraces Ethernet, wins IEC vote:33-38.
176. Diedrich C (1992) Profilbild beim Profibus. atp - Automatisierungstechnische Praxis 11: 623-628 (in German).
177. Dörstel B (1993) InterBus-S für eine modulare Speicherprogrammierbare Steuerung. InterBus-S for a modular programmable controller. atp - Automatisierungstechnische Praxis 6: 376-379(in German).
178. Georg E (1998) Profibus-PA. Revolutionises process automation. Control Engineering 5: H.179. Klemet U, Ettl M & Götz P (1993) Leistungsbewertung der Feldbus-Protokolle Profibus und
FIP. The fieldbus protocol standards Profibus and FIP: a performance comparison. atp - Auto-matisierungstechnische Praxis 6: 355-360 (in German).
115
180. Mutikainen T (1996) Avoimet väylät valmistajakohtaisten tilalle. Automaatioväylä 7: 32-34 (inFinnish).
181. Müller W (1992) Der Hart-Feld-Kommunikations-Protokoll. atp - AutomatisierungstechnischePraxis 9: 518-529 (in German).
182. Santori M (1997) Pienten säätöjärjestelmien toteuttaminen prosessikenttäväylällä. Automaatio-väylä 7: 33-35 (in Finnish).
183. Thusell F (1992) Profibus � Profile für den Sensor-Aktuator-Bereich. Profiles for sensor-actu-ator technology. atp - Automatisierungstechnische Praxis 4: 185-188 (in German).
184. Thusell F (1992) Technische Daten zum Profibus-Profil für Sensoren und Aktuatoren. Specifi-cations of the profile for sensor and actuators. atp - Automatisierungstechnische Praxis 7: 369-374 (in German).
185. Groupe Schneider (1997) Kenttäväyläseminaari, Espoo, Finland (in Finnish).186. Klemet U, Ettl M & Götz P (1993) Leistungsbewertung der Feldbus-Protokolle Profibus und
FIP. The fieldbus protocol standards Profibus and FIP: a performance comparison. atp - Auto-matisierungstechnische Praxis 7: 402-407 (in German).
187. Klemettilä J (1995) Miten avoimuutta hyödynnetään prosessiautomaatiossa? Paperi ja Puu -Paper and Timber 4: 185-187 (in Finnish).
188. Koskinen P (1994) Kenttäväylät - nyt ja tulevaisuudessa. SKS-mittaustekniikan päivät, Valkea-koski, Finland (in Finnish).
189. Lasher R (1994) Fieldbus series, Vol. 4. Fieldbus advancements and their implications. ControlEngineering 7: 33-35.
190. Lehtinen L (1997) Tehoväylä Interbusin avulla. Automaatiovylä 7: 36-37 (in Finnish).191. Pageler E (1993) Fieldbus: Overview, benefits, and impact. Proc. Instrument International Con-
ference, Texas, USA.192. Pfeifer T (1992) Profibus. Phoenix Contact, Düsseldorf, Germany (in German).193. Rathje J (1997) Der Feldbus zwischen Wunsch und Wirklichkeit. atp - Automatisierungstechni-
sche Praxis 2: 52-57 (in German).194. Roesler H-J (1996) Kenttäväylä kasvaa järjestelmäväyläksi. Automaatioväylä 7: 26-28 (in Fin-
nish)195. Bender K (1995) Profibus � Der offene Feldbus-standard. CIM Management 2: 11-15 (in Ger-
man).196. Ihamäki T (1993) Automaatiojärjestelmän kenttäväyläliityntä. Sähkö- ja automaatioalan ajan-
kohtaispäivät, November, Oulu, Finland (in Finnish).197. Loose G (1996) A user view on the the user layer. Control & Instrumentation 5: 60-61.198. Stadter W (1992) Device Description Language. Ein wictiger Beitrag zur herstellerunabhän-
gigen Austauschbarkeit von Feld- und Bediengeräten. An essential contribution to the inter-changeability of field devices and operator panels. atp - Automatisierungstechnische Praxis 1:21-27 (in German).
199. Frank G (1998) Case presentation, March, Oulu, Finland.200. Hodgkinson G (1994) (ed): Profinews from Profibus. Siemens, Karlsruhe, Germany.201. Steusloff, H (1990) Zielsetzungen and Lösungsansätze fur eine offene Kommunikation in der
Feldebene. vdi-verlag, Karlsruhe, Germany (in German).202. Thomesse, J (1997) Interoperability: an overview. Proc. 3rd IFAC Symposium on Intelligent
Components and Instruments for Control Applications - SICICA�97: 473-478, Annecy, France.203. EDF-IITB-Cooperative Project Decor (1991) Dependedable communication architecture at
control room level. Phase II-report and appendix E, Fraunhofer Institute (IITB), Karlsruhe,Germany.
204. Arjas A (ed) (1983) Paperin valmistus, Vol. 3/1. Suomen paperi-insinööriyhdistys, Turku, Fin-land (in Finnish).
205. Arjas A (ed) (1983) Paperin valmistus, Vol. 3/2. Suomen paperi-insinööriyhdistys, Turku, Fin-land (in Finnish).
206. Haapanen P & Maskuniitty M (1993) Ohjelmoitavan automaation kelpoistamiseen soveltuviastandardeja ja ohjeita. Valtion teknillinen tutkimuslaitos, tiedote 1446, Espoo, Finland (in Fin-nish).
116
207. Morroni M (1992) Production Process and Technical Change. Cambridge University Press,Cambridge, United Kingdom.
208. Kess P (1992) A systematic approach to the department of a control philosophy for the processindustries. Acta C 60, Doctoral Thesis, University of Oulu, Oulu, Finland.
209. European Annual Conference XIII on Human Decision-Making and Manual Control (1994)Symposium 146. Technical Research Centre, Espoo, Finland.
210. Koivisto R (1996) Safety-conscious process design. Technical Research Centre, Publications264, Espoo, Finland.
211. Norros L (ed) (1994) XIII European annual conference on human decision-making and manualcontrol. Proc. Symposium 146, Technical Research Centre, Espoo, Finland.
212. Puumalainen P (1993) Paperin laadun ja siihen valmistusprosessissa vaikuttavien tekijöidenon-line mittaukset. Lappeenrannan teknillinen korkeakoulu, Lappeenranta, Finland (in Fin-nish).
213. Ramirez W (1994) Process Control and Identification. Academic Press, San Diego, USA.214. Tappi Proceedings (1993) Process and product quality. Proc. Conference, Atlanta, USA.215. Casey J (1980) Pulp and Paper, Vol. 1, Chemistry and Chemical Technology. Wiley, New York,
USA.216. Casey J (1983) Pulp and Paper, Vol. 4, Chemistry and Chemical Technology. Wiley, New York,
USA.217. Uusi-Rauva E (1987) Laadunohjauksen tunnusluvut. Metalliteollisuuden Keskusliitto, Hel-
sinki, Finland (in Finnish).218. Uusi-Rauva E (1987) Palveluyrityksen tunnusluvut. Taloustieto, Helsinki, Finland (in Finnish).219. Uusi-Rauva E, Haverila M & Kouri I (1994) Teollisuustalous. Infacs johtamistekniikka, Ylö-
järvi, Finland (in Finnish).220. Uusi-Rauva E (1996) Tuottavuus � mittaa ja menesty. TT-kustannustieto, Tampere, Finland (in
Finnish).221. SAT, Suomen Automaation Tuki (1992) Kehittyneiden säätömenetelmien soveltaminen proses-
siteollisuudessa. Tampere, Finland (in Finnish).222. Pihkala J & Salminen R (1982) Prosessitekniikan kokonaisprosessit. Otava, Helsinki, Finland
(in Finnish).223. Kaivos P, Laamanen K, Salonen L & Valpola A (ed) (1995) Benchmarking � huipputasosta
oppiminen. Suomalaisia käytännön kokemuksia. Metalliteollisuuden keskusliitto, Helsinki,Finland (in Finnish).
224. Karlöf B & Östblom S (1993) Benchmarking. Tuottavuudella ja laadulla mestariksi. Wei-lin+Göös, Jyväskylä, Finland.
225. Koskinen P (1996) Laadun ohjaus. Oulun yliopisto, Oulu, Finland (Oppikurssi 470092S in Fin-nish).
226. Ranta J (1995) Tuotantoparadigmojen dynamiikka ja automaatio. Automaatio 95 - Automaatio-päivät ja robottipäivät: 8-14, Helsinki, Finland (Suomen Automaatioseura ry ja SuomenRobotiikkayhdistys ry in Finnish).
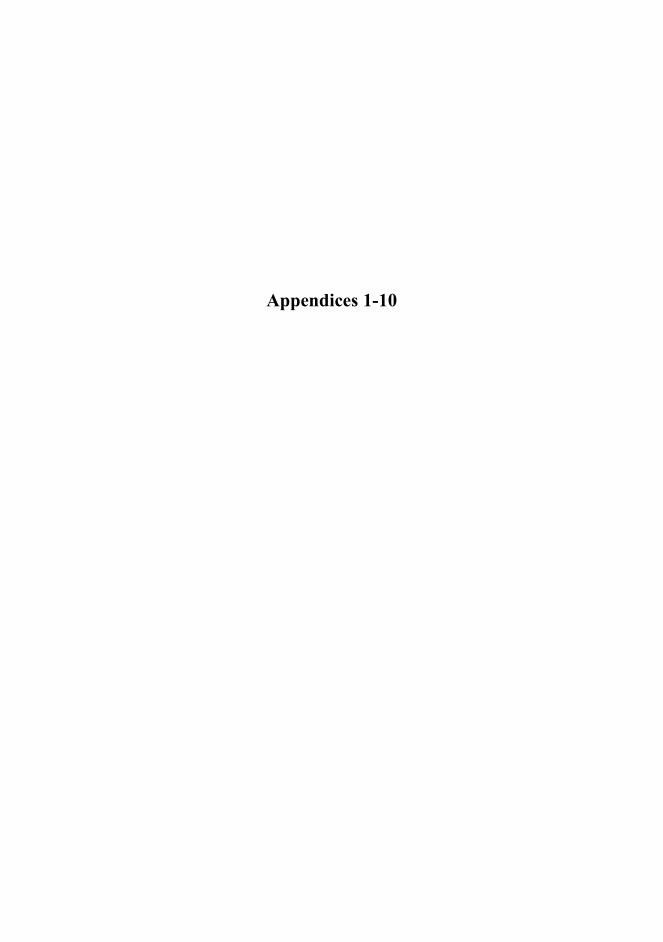
Appendices 1-10
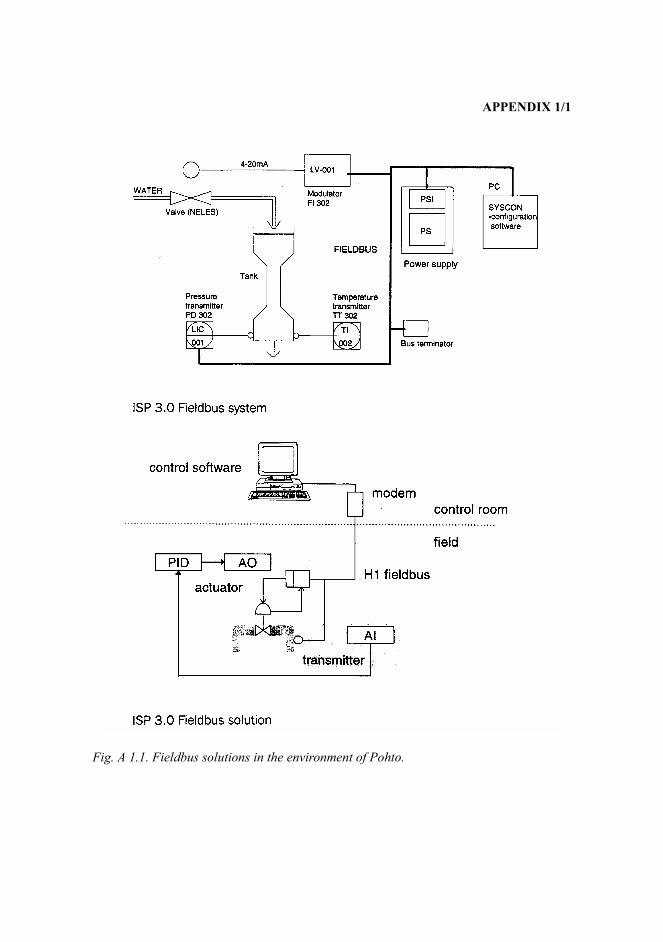
APPENDIX 1/1
Fig. A 1.1. Fieldbus solutions in the environment of Pohto.
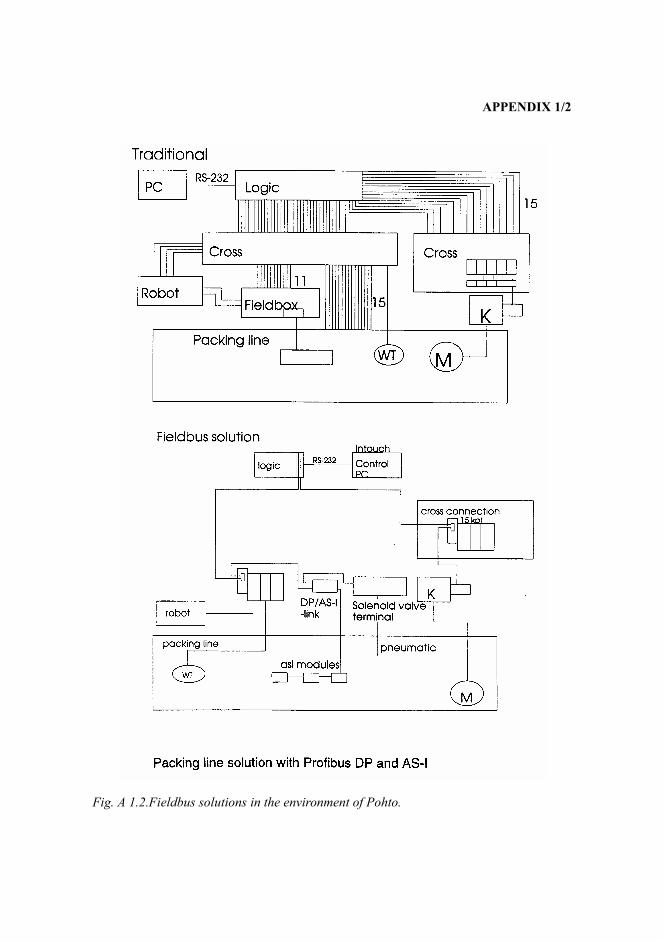
APPENDIX 1/2
Fig. A 1.2.Fieldbus solutions in the environment of Pohto.
APPENDIX 1/3
Fig. A 1.3.Fieldbus solutions in the environment of Pohto.
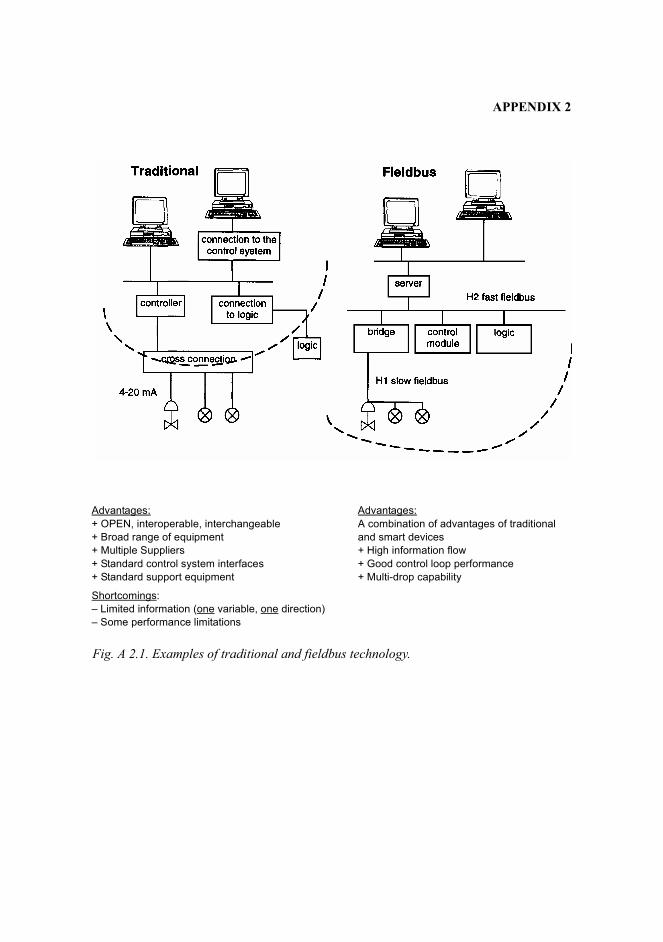
APPENDIX 2
Fig. A 2.1. Examples of traditional and fieldbus technology.
Advantages:+ OPEN, interoperable, interchangeable+ Broad range of equipment+ Multiple Suppliers+ Standard control system interfaces+ Standard support equipment
Advantages:A combination of advantages of traditional and smart devices + High information flow+ Good control loop performance+ Multi-drop capability
Shortcomings:� Limited information (one variable, one direction)� Some performance limitations
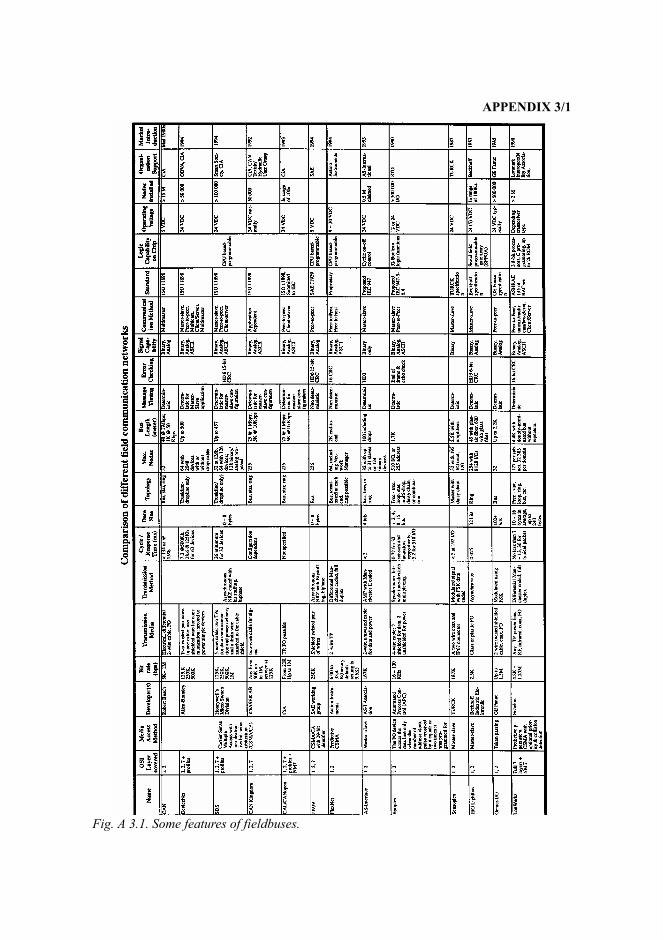
APPENDIX 3/1
Fig. A 3.1. Some features of fieldbuses.
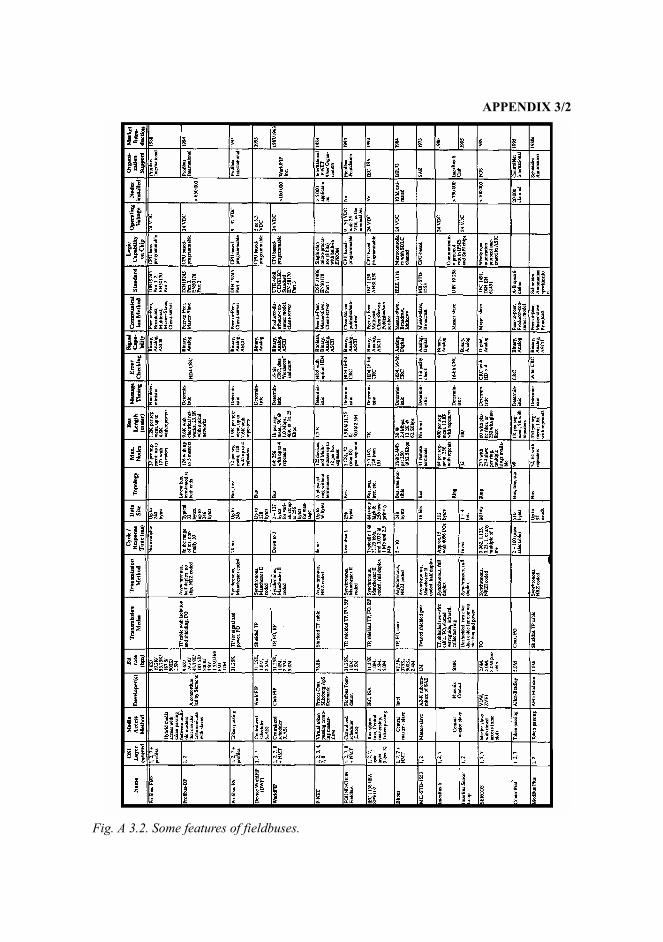
APPENDIX 3/2
Fig. A 3.2. Some features of fieldbuses.
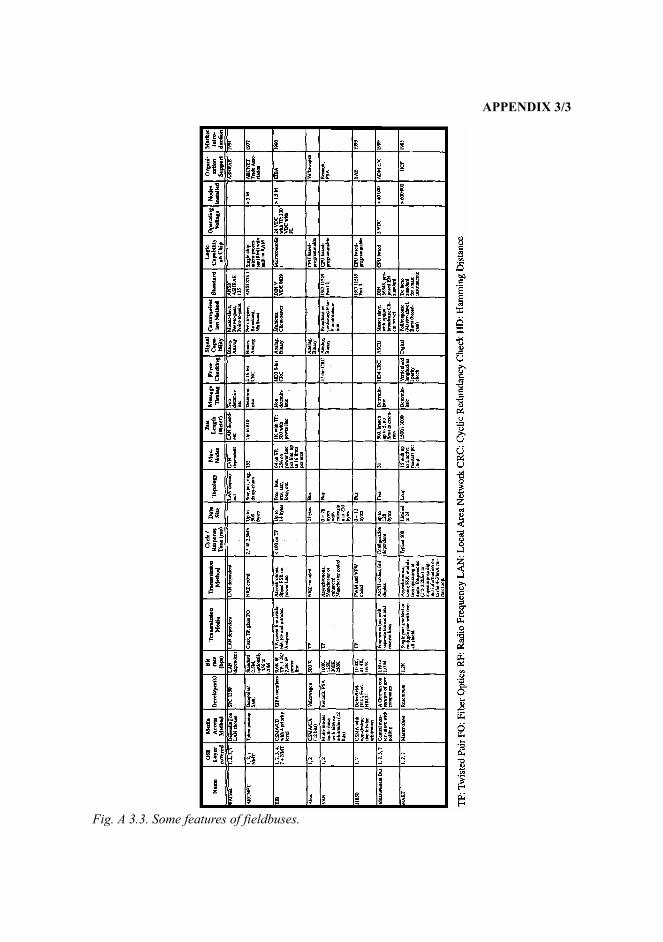
APPENDIX 3/3
Fig. A 3.3. Some features of fieldbuses.
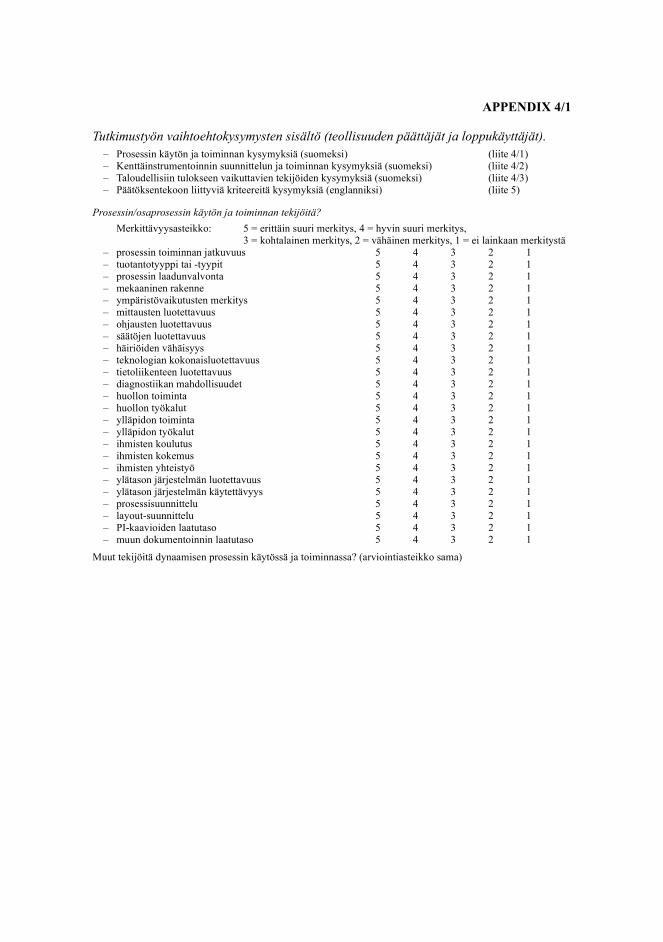
APPENDIX 4/1
Tutkimustyön vaihtoehtokysymysten sisältö (teollisuuden päättäjät ja loppukäyttäjät).� Prosessin käytön ja toiminnan kysymyksiä (suomeksi) (liite 4/1)� Kenttäinstrumentoinnin suunnittelun ja toiminnan kysymyksiä (suomeksi) (liite 4/2)� Taloudellisiin tulokseen vaikuttavien tekijöiden kysymyksiä (suomeksi) (liite 4/3)� Päätöksentekoon liittyviä kriteereitä kysymyksiä (englanniksi) (liite 5)
Prosessin/osaprosessin käytön ja toiminnan tekijöitä?Merkittävyysasteikko: 5 = erittäin suuri merkitys, 4 = hyvin suuri merkitys,
3 = kohtalainen merkitys, 2 = vähäinen merkitys, 1 = ei lainkaan merkitystä� prosessin toiminnan jatkuvuus 5 4 3 2 1� tuotantotyyppi tai -tyypit 5 4 3 2 1� prosessin laadunvalvonta 5 4 3 2 1� mekaaninen rakenne 5 4 3 2 1� ympäristövaikutusten merkitys 5 4 3 2 1� mittausten luotettavuus 5 4 3 2 1� ohjausten luotettavuus 5 4 3 2 1� säätöjen luotettavuus 5 4 3 2 1� häiriöiden vähäisyys 5 4 3 2 1� teknologian kokonaisluotettavuus 5 4 3 2 1� tietoliikenteen luotettavuus 5 4 3 2 1� diagnostiikan mahdollisuudet 5 4 3 2 1� huollon toiminta 5 4 3 2 1� huollon työkalut 5 4 3 2 1� ylläpidon toiminta 5 4 3 2 1� ylläpidon työkalut 5 4 3 2 1� ihmisten koulutus 5 4 3 2 1� ihmisten kokemus 5 4 3 2 1� ihmisten yhteistyö 5 4 3 2 1� ylätason järjestelmän luotettavuus 5 4 3 2 1� ylätason järjestelmän käytettävyys 5 4 3 2 1� prosessisuunnittelu 5 4 3 2 1� layout-suunnittelu 5 4 3 2 1� PI-kaavioiden laatutaso 5 4 3 2 1� muun dokumentoinnin laatutaso 5 4 3 2 1
Muut tekijöitä dynaamisen prosessin käytössä ja toiminnassa? (arviointiasteikko sama)
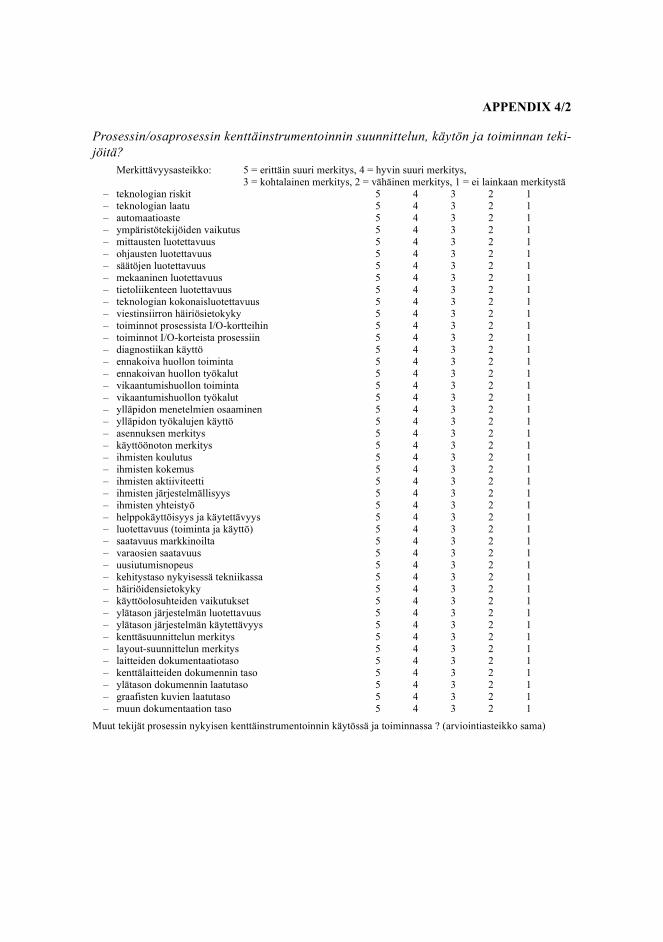
APPENDIX 4/2
Prosessin/osaprosessin kenttäinstrumentoinnin suunnittelun, käytön ja toiminnan teki-jöitä?
Merkittävyysasteikko: 5 = erittäin suuri merkitys, 4 = hyvin suuri merkitys, 3 = kohtalainen merkitys, 2 = vähäinen merkitys, 1 = ei lainkaan merkitystä
� teknologian riskit 5 4 3 2 1� teknologian laatu 5 4 3 2 1� automaatioaste 5 4 3 2 1� ympäristötekijöiden vaikutus 5 4 3 2 1� mittausten luotettavuus 5 4 3 2 1� ohjausten luotettavuus 5 4 3 2 1� säätöjen luotettavuus 5 4 3 2 1� mekaaninen luotettavuus 5 4 3 2 1� tietoliikenteen luotettavuus 5 4 3 2 1� teknologian kokonaisluotettavuus 5 4 3 2 1� viestinsiirron häiriösietokyky 5 4 3 2 1� toiminnot prosessista I/O-kortteihin 5 4 3 2 1� toiminnot I/O-korteista prosessiin 5 4 3 2 1� diagnostiikan käyttö 5 4 3 2 1� ennakoiva huollon toiminta 5 4 3 2 1� ennakoivan huollon työkalut 5 4 3 2 1� vikaantumishuollon toiminta 5 4 3 2 1� vikaantumishuollon työkalut 5 4 3 2 1� ylläpidon menetelmien osaaminen 5 4 3 2 1� ylläpidon työkalujen käyttö 5 4 3 2 1� asennuksen merkitys 5 4 3 2 1� käyttöönoton merkitys 5 4 3 2 1� ihmisten koulutus 5 4 3 2 1� ihmisten kokemus 5 4 3 2 1� ihmisten aktiiviteetti 5 4 3 2 1� ihmisten järjestelmällisyys 5 4 3 2 1� ihmisten yhteistyö 5 4 3 2 1� helppokäyttöisyys ja käytettävyys 5 4 3 2 1� luotettavuus (toiminta ja käyttö) 5 4 3 2 1� saatavuus markkinoilta 5 4 3 2 1� varaosien saatavuus 5 4 3 2 1� uusiutumisnopeus 5 4 3 2 1� kehitystaso nykyisessä tekniikassa 5 4 3 2 1� häiriöidensietokyky 5 4 3 2 1� käyttöolosuhteiden vaikutukset 5 4 3 2 1� ylätason järjestelmän luotettavuus 5 4 3 2 1� ylätason järjestelmän käytettävyys 5 4 3 2 1� kenttäsuunnittelun merkitys 5 4 3 2 1� layout-suunnittelun merkitys 5 4 3 2 1� laitteiden dokumentaatiotaso 5 4 3 2 1� kenttälaitteiden dokumennin taso 5 4 3 2 1� ylätason dokumennin laatutaso 5 4 3 2 1� graafisten kuvien laatutaso 5 4 3 2 1� muun dokumentaation taso 5 4 3 2 1
Muut tekijät prosessin nykyisen kenttäinstrumentoinnin käytössä ja toiminnassa ? (arviointiasteikko sama)
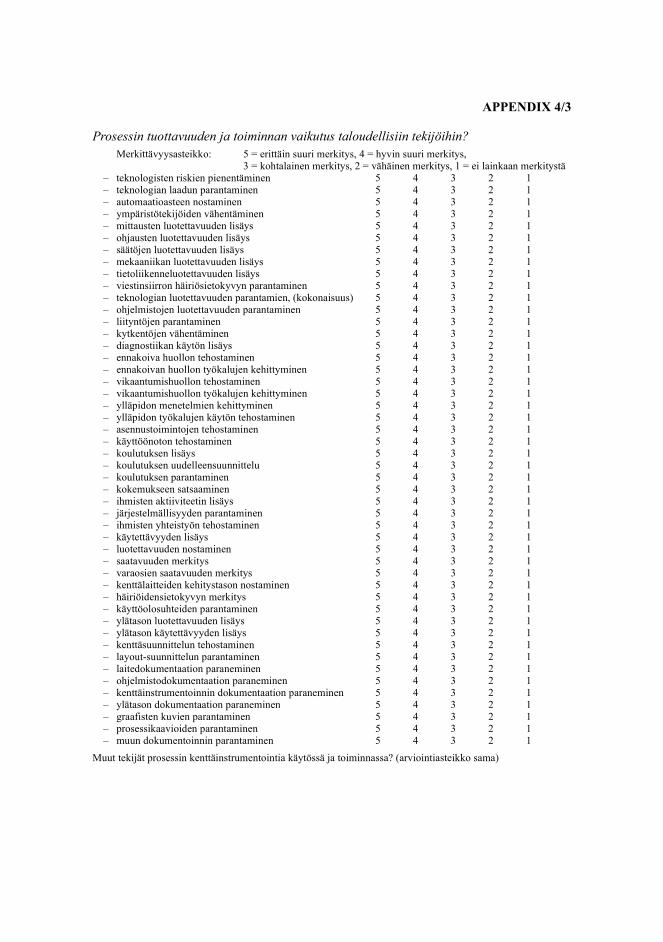
APPENDIX 4/3
Prosessin tuottavuuden ja toiminnan vaikutus taloudellisiin tekijöihin?Merkittävyysasteikko: 5 = erittäin suuri merkitys, 4 = hyvin suuri merkitys,
3 = kohtalainen merkitys, 2 = vähäinen merkitys, 1 = ei lainkaan merkitystä� teknologisten riskien pienentäminen 5 4 3 2 1� teknologian laadun parantaminen 5 4 3 2 1� automaatioasteen nostaminen 5 4 3 2 1� ympäristötekijöiden vähentäminen 5 4 3 2 1� mittausten luotettavuuden lisäys 5 4 3 2 1� ohjausten luotettavuuden lisäys 5 4 3 2 1� säätöjen luotettavuuden lisäys 5 4 3 2 1� mekaaniikan luotettavuuden lisäys 5 4 3 2 1� tietoliikenneluotettavuuden lisäys 5 4 3 2 1� viestinsiirron häiriösietokyvyn parantaminen 5 4 3 2 1� teknologian luotettavuuden parantamien, (kokonaisuus) 5 4 3 2 1� ohjelmistojen luotettavuuden parantaminen 5 4 3 2 1� liityntöjen parantaminen 5 4 3 2 1� kytkentöjen vähentäminen 5 4 3 2 1� diagnostiikan käytön lisäys 5 4 3 2 1� ennakoiva huollon tehostaminen 5 4 3 2 1� ennakoivan huollon työkalujen kehittyminen 5 4 3 2 1� vikaantumishuollon tehostaminen 5 4 3 2 1� vikaantumishuollon työkalujen kehittyminen 5 4 3 2 1� ylläpidon menetelmien kehittyminen 5 4 3 2 1� ylläpidon työkalujen käytön tehostaminen 5 4 3 2 1� asennustoimintojen tehostaminen 5 4 3 2 1� käyttöönoton tehostaminen 5 4 3 2 1� koulutuksen lisäys 5 4 3 2 1� koulutuksen uudelleensuunnittelu 5 4 3 2 1� koulutuksen parantaminen 5 4 3 2 1� kokemukseen satsaaminen 5 4 3 2 1� ihmisten aktiiviteetin lisäys 5 4 3 2 1� järjestelmällisyyden parantaminen 5 4 3 2 1� ihmisten yhteistyön tehostaminen 5 4 3 2 1� käytettävyyden lisäys 5 4 3 2 1� luotettavuuden nostaminen 5 4 3 2 1� saatavuuden merkitys 5 4 3 2 1� varaosien saatavuuden merkitys 5 4 3 2 1� kenttälaitteiden kehitystason nostaminen 5 4 3 2 1� häiriöidensietokyvyn merkitys 5 4 3 2 1� käyttöolosuhteiden parantaminen 5 4 3 2 1� ylätason luotettavuuden lisäys 5 4 3 2 1� ylätason käytettävyyden lisäys 5 4 3 2 1� kenttäsuunnittelun tehostaminen 5 4 3 2 1� layout-suunnittelun parantaminen 5 4 3 2 1� laitedokumentaation paraneminen 5 4 3 2 1� ohjelmistodokumentaation paraneminen 5 4 3 2 1� kenttäinstrumentoinnin dokumentaation paraneminen 5 4 3 2 1� ylätason dokumentaation paraneminen 5 4 3 2 1� graafisten kuvien parantaminen 5 4 3 2 1� prosessikaavioiden parantaminen 5 4 3 2 1� muun dokumentoinnin parantaminen 5 4 3 2 1
Muut tekijät prosessin kenttäinstrumentointia käytössä ja toiminnassa? (arviointiasteikko sama)
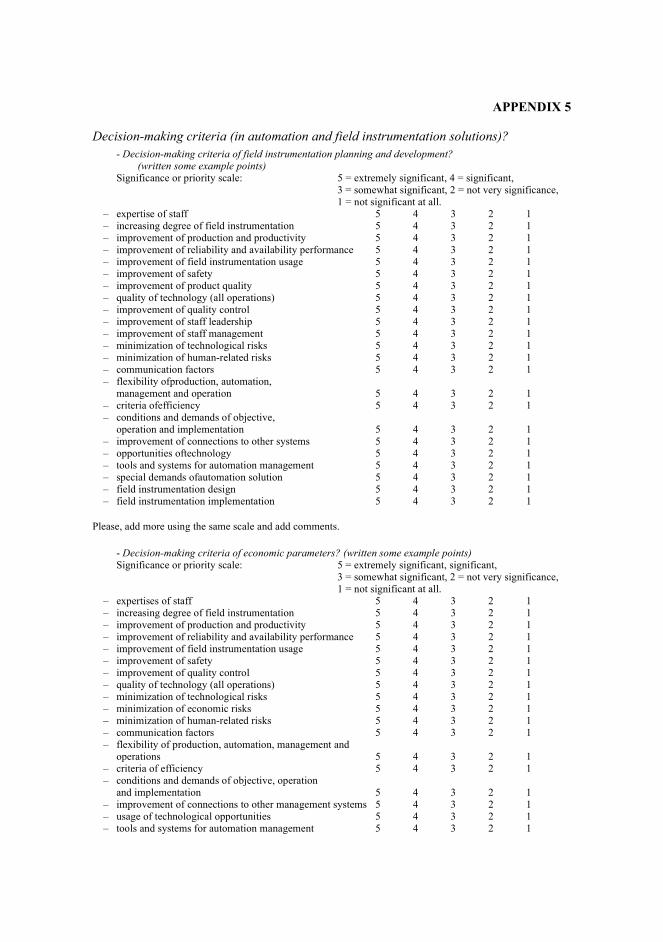
APPENDIX 5
Decision-making criteria (in automation and field instrumentation solutions)?- Decision-making criteria of field instrumentation planning and development?
(written some example points)Significance or priority scale: 5 = extremely significant, 4 = significant,
3 = somewhat significant, 2 = not very significance,1 = not significant at all.
� expertise of staff 5 4 3 2 1� increasing degree of field instrumentation 5 4 3 2 1� improvement of production and productivity 5 4 3 2 1� improvement of reliability and availability performance 5 4 3 2 1� improvement of field instrumentation usage 5 4 3 2 1� improvement of safety 5 4 3 2 1� improvement of product quality 5 4 3 2 1� quality of technology (all operations) 5 4 3 2 1� improvement of quality control 5 4 3 2 1� improvement of staff leadership 5 4 3 2 1� improvement of staff management 5 4 3 2 1� minimization of technological risks 5 4 3 2 1� minimization of human-related risks 5 4 3 2 1� communication factors 5 4 3 2 1� flexibility ofproduction, automation,
management and operation 5 4 3 2 1� criteria ofefficiency 5 4 3 2 1� conditions and demands of objective,
operation and implementation 5 4 3 2 1� improvement of connections to other systems 5 4 3 2 1� opportunities oftechnology 5 4 3 2 1� tools and systems for automation management 5 4 3 2 1� special demands ofautomation solution 5 4 3 2 1� field instrumentation design 5 4 3 2 1� field instrumentation implementation 5 4 3 2 1
Please, add more using the same scale and add comments.
- Decision-making criteria of economic parameters? (written some example points)Significance or priority scale: 5 = extremely significant, significant,
3 = somewhat significant, 2 = not very significance,1 = not significant at all.
� expertises of staff 5 4 3 2 1� increasing degree of field instrumentation 5 4 3 2 1� improvement of production and productivity 5 4 3 2 1� improvement of reliability and availability performance 5 4 3 2 1� improvement of field instrumentation usage 5 4 3 2 1� improvement of safety 5 4 3 2 1� improvement of quality control 5 4 3 2 1� quality of technology (all operations) 5 4 3 2 1� minimization of technological risks 5 4 3 2 1� minimization of economic risks 5 4 3 2 1� minimization of human-related risks 5 4 3 2 1� communication factors 5 4 3 2 1� flexibility of production, automation, management and
operations 5 4 3 2 1� criteria of efficiency 5 4 3 2 1� conditions and demands of objective, operation
and implementation 5 4 3 2 1� improvement of connections to other management systems 5 4 3 2 1� usage of technological opportunities 5 4 3 2 1� tools and systems for automation management 5 4 3 2 1
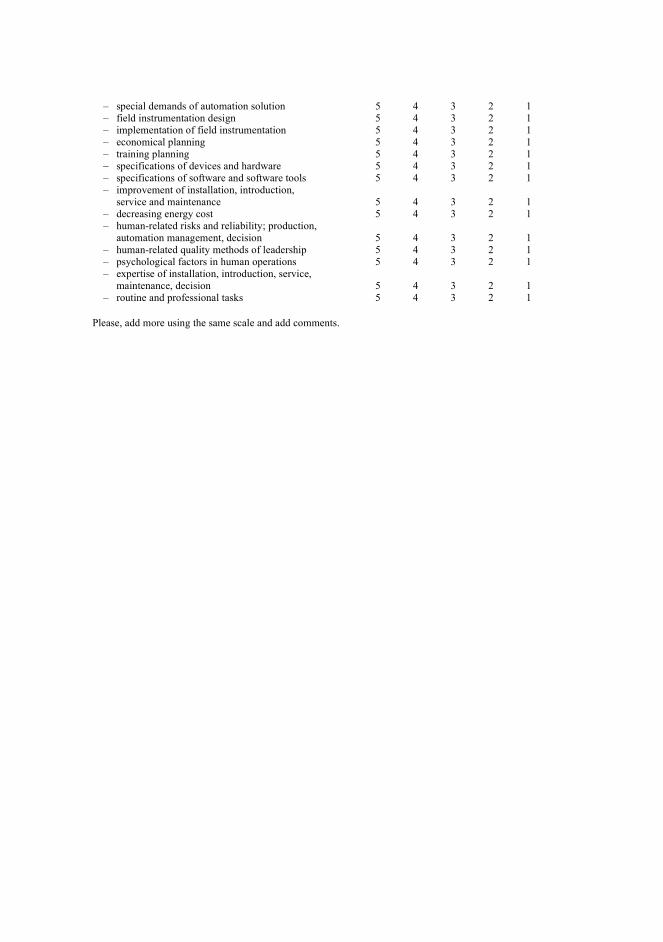
� special demands of automation solution 5 4 3 2 1� field instrumentation design 5 4 3 2 1� implementation of field instrumentation 5 4 3 2 1� economical planning 5 4 3 2 1� training planning 5 4 3 2 1� specifications of devices and hardware 5 4 3 2 1� specifications of software and software tools 5 4 3 2 1� improvement of installation, introduction,
service and maintenance 5 4 3 2 1� decreasing energy cost 5 4 3 2 1� human-related risks and reliability; production,
automation management, decision 5 4 3 2 1� human-related quality methods of leadership 5 4 3 2 1� psychological factors in human operations 5 4 3 2 1� expertise of installation, introduction, service,
maintenance, decision 5 4 3 2 1� routine and professional tasks 5 4 3 2 1
Please, add more using the same scale and add comments.
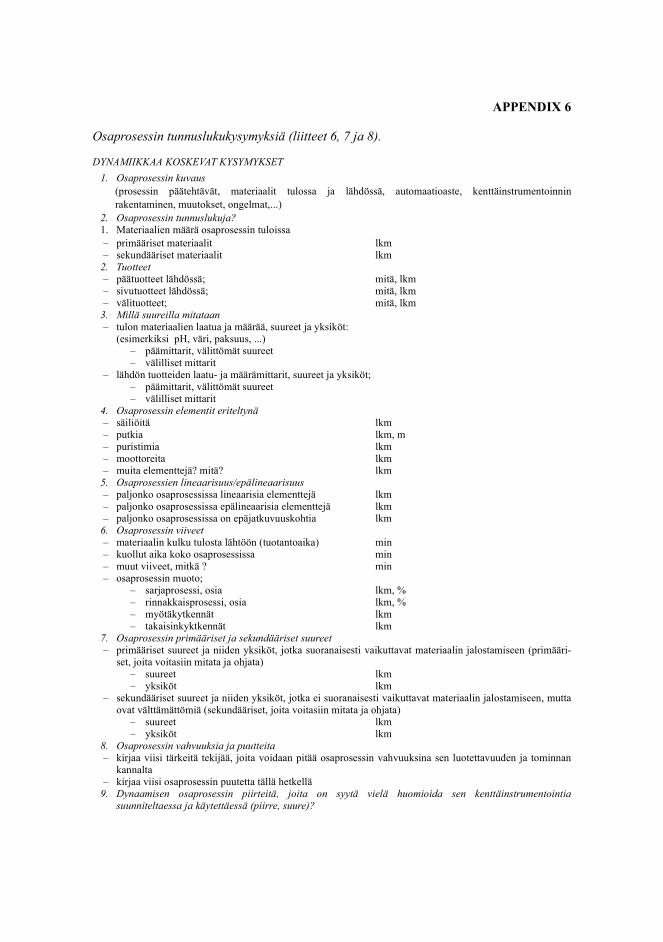
APPENDIX 6
Osaprosessin tunnuslukukysymyksiä (liitteet 6, 7 ja 8).
DYNAMIIKKAA KOSKEVAT KYSYMYKSET1. Osaprosessin kuvaus
(prosessin päätehtävät, materiaalit tulossa ja lähdössä, automaatioaste, kenttäinstrumentoinninrakentaminen, muutokset, ongelmat,...)
2. Osaprosessin tunnuslukuja?1. Materiaalien määrä osaprosessin tuloissa� primääriset materiaalit lkm� sekundääriset materiaalit lkm
2. Tuotteet� päätuotteet lähdössä; mitä, lkm� sivutuotteet lähdössä; mitä, lkm� välituotteet; mitä, lkm
3. Millä suureilla mitataan � tulon materiaalien laatua ja määrää, suureet ja yksiköt:
(esimerkiksi pH, väri, paksuus, ...)� päämittarit, välittömät suureet� välilliset mittarit
� lähdön tuotteiden laatu- ja määrämittarit, suureet ja yksiköt;� päämittarit, välittömät suureet� välilliset mittarit
4. Osaprosessin elementit eriteltynä� säiliöitä lkm� putkia lkm, m� puristimia lkm� moottoreita lkm� muita elementtejä? mitä? lkm
5. Osaprosessien lineaarisuus/epälineaarisuus� paljonko osaprosessissa lineaarisia elementtejä lkm� paljonko osaprosessissa epälineaarisia elementtejä lkm� paljonko osaprosessissa on epäjatkuvuuskohtia lkm
6. Osaprosessin viiveet� materiaalin kulku tulosta lähtöön (tuotantoaika) min� kuollut aika koko osaprosessissa min� muut viiveet, mitkä ? min� osaprosessin muoto;
� sarjaprosessi, osia lkm, %� rinnakkaisprosessi, osia lkm, %� myötäkytkennät lkm� takaisinkyktkennät lkm
7. Osaprosessin primääriset ja sekundääriset suureet� primääriset suureet ja niiden yksiköt, jotka suoranaisesti vaikuttavat materiaalin jalostamiseen (primääri-
set, joita voitasiin mitata ja ohjata)� suureet lkm� yksiköt lkm
� sekundääriset suureet ja niiden yksiköt, jotka ei suoranaisesti vaikuttavat materiaalin jalostamiseen, muttaovat välttämättömiä (sekundääriset, joita voitasiin mitata ja ohjata)
� suureet lkm� yksiköt lkm
8. Osaprosessin vahvuuksia ja puutteita� kirjaa viisi tärkeitä tekijää, joita voidaan pitää osaprosessin vahvuuksina sen luotettavuuden ja tominnan
kannalta� kirjaa viisi osaprosessin puutetta tällä hetkellä
9. Dynaamisen osaprosessin piirteitä, joita on syytä vielä huomioida sen kenttäinstrumentointiasuunniteltaessa ja käytettäessä (piirre, suure)?
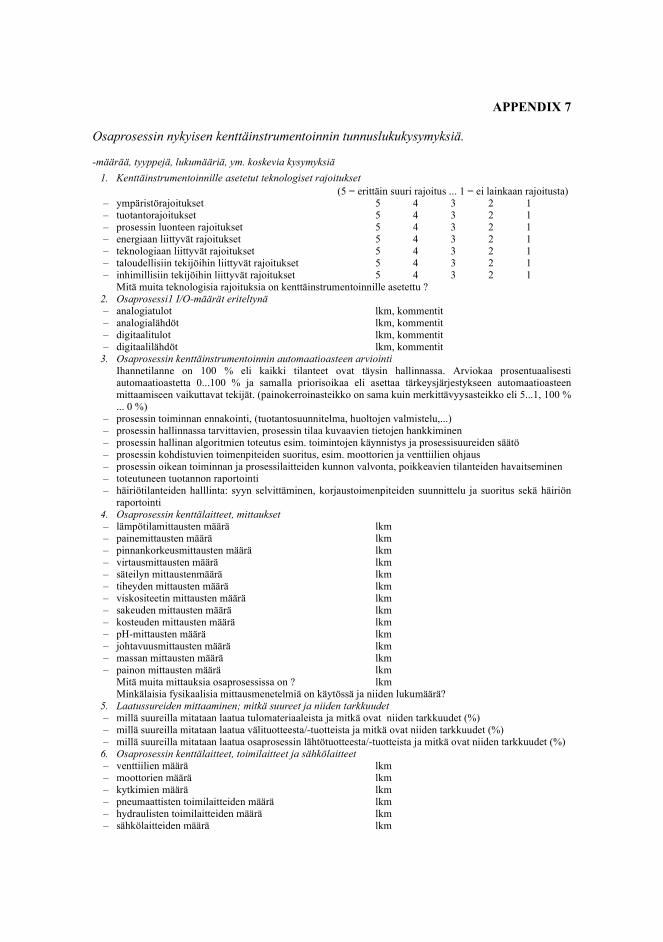
APPENDIX 7
Osaprosessin nykyisen kenttäinstrumentoinnin tunnuslukukysymyksiä.
-määrää, tyyppejä, lukumääriä, ym. koskevia kysymyksiä1. Kenttäinstrumentoinnille asetetut teknologiset rajoitukset
(5 = erittäin suuri rajoitus ... 1 = ei lainkaan rajoitusta)� ympäristörajoitukset 5 4 3 2 1� tuotantorajoitukset 5 4 3 2 1� prosessin luonteen rajoitukset 5 4 3 2 1� energiaan liittyvät rajoitukset 5 4 3 2 1� teknologiaan liittyvät rajoitukset 5 4 3 2 1� taloudellisiin tekijöihin liittyvät rajoitukset 5 4 3 2 1� inhimillisiin tekijöihin liittyvät rajoitukset 5 4 3 2 1
Mitä muita teknologisia rajoituksia on kenttäinstrumentoinnille asetettu ?2. Osaprosessi1 I/O-määrät eriteltynä� analogiatulot lkm, kommentit� analogialähdöt lkm, kommentit� digitaalitulot lkm, kommentit� digitaalilähdöt lkm, kommentit
3. Osaprosessin kenttäinstrumentoinnin automaatioasteen arviointiIhannetilanne on 100 % eli kaikki tilanteet ovat täysin hallinnassa. Arviokaa prosentuaalisestiautomaatioastetta 0...100 % ja samalla priorisoikaa eli asettaa tärkeysjärjestykseen automaatioasteenmittaamiseen vaikuttavat tekijät. (painokerroinasteikko on sama kuin merkittävyysasteikko eli 5...1, 100 %... 0 %)
� prosessin toiminnan ennakointi, (tuotantosuunnitelma, huoltojen valmistelu,...)� prosessin hallinnassa tarvittavien, prosessin tilaa kuvaavien tietojen hankkiminen� prosessin hallinan algoritmien toteutus esim. toimintojen käynnistys ja prosessisuureiden säätö� prosessin kohdistuvien toimenpiteiden suoritus, esim. moottorien ja venttiilien ohjaus� prosessin oikean toiminnan ja prosessilaitteiden kunnon valvonta, poikkeavien tilanteiden havaitseminen� toteutuneen tuotannon raportointi� häiriötilanteiden halllinta: syyn selvittäminen, korjaustoimenpiteiden suunnittelu ja suoritus sekä häiriön
raportointi4. Osaprosessin kenttälaitteet, mittaukset� lämpötilamittausten määrä lkm� painemittausten määrä lkm� pinnankorkeusmittausten määrä lkm� virtausmittausten määrä lkm� säteilyn mittaustenmäärä lkm� tiheyden mittausten määrä lkm� viskositeetin mittausten määrä lkm� sakeuden mittausten määrä lkm� kosteuden mittausten määrä lkm� pH-mittausten määrä lkm� johtavuusmittausten määrä lkm� massan mittausten määrä lkm� painon mittausten määrä lkm
Mitä muita mittauksia osaprosessissa on ? lkmMinkälaisia fysikaalisia mittausmenetelmiä on käytössä ja niiden lukumäärä?
5. Laatussureiden mittaaminen; mitkä suureet ja niiden tarkkuudet� millä suureilla mitataan laatua tulomateriaaleista ja mitkä ovat niiden tarkkuudet (%)� millä suureilla mitataan laatua välituotteesta/-tuotteista ja mitkä ovat niiden tarkkuudet (%)� millä suureilla mitataan laatua osaprosessin lähtötuotteesta/-tuotteista ja mitkä ovat niiden tarkkuudet (%)
6. Osaprosessin kenttälaitteet, toimilaitteet ja sähkölaitteet� venttiilien määrä lkm� moottorien määrä lkm� kytkimien määrä lkm� pneumaattisten toimilaitteiden määrä lkm� hydraulisten toimilaitteiden määrä lkm� sähkölaitteiden määrä lkm
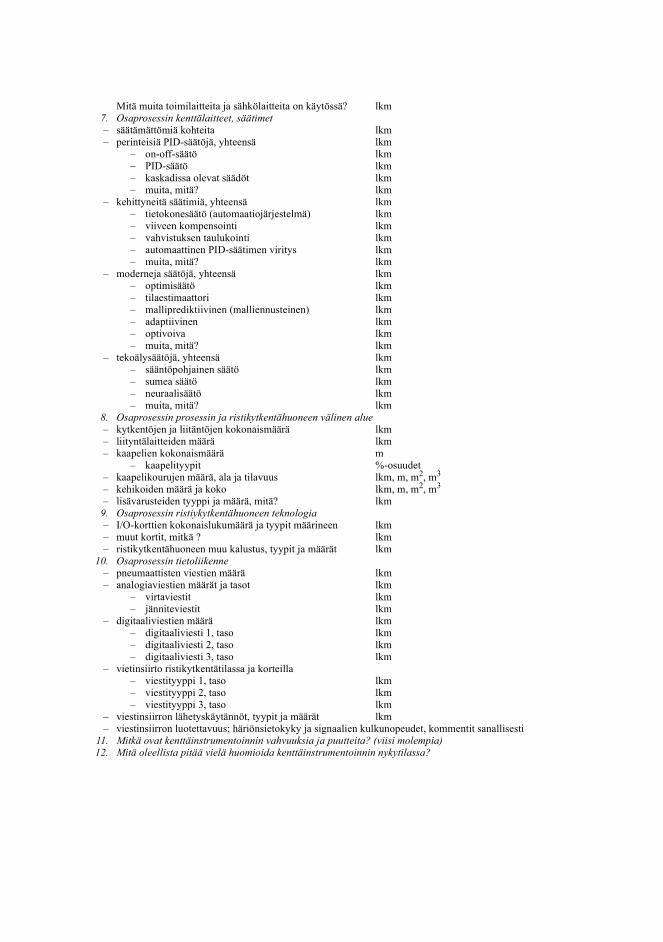
Mitä muita toimilaitteita ja sähkölaitteita on käytössä? lkm7. Osaprosessin kenttälaitteet, säätimet� säätämättömiä kohteita lkm� perinteisiä PID-säätöjä, yhteensä lkm
� on-off-säätö lkm� PID-säätö lkm� kaskadissa olevat säädöt lkm� muita, mitä? lkm
� kehittyneitä säätimiä, yhteensä lkm� tietokonesäätö (automaatiojärjestelmä) lkm� viiveen kompensointi lkm� vahvistuksen taulukointi lkm� automaattinen PID-säätimen viritys lkm� muita, mitä? lkm
� moderneja säätöjä, yhteensä lkm� optimisäätö lkm� tilaestimaattori lkm� malliprediktiivinen (malliennusteinen) lkm� adaptiivinen lkm� optivoiva lkm� muita, mitä? lkm
� tekoälysäätöjä, yhteensä lkm� sääntöpohjainen säätö lkm� sumea säätö lkm� neuraalisäätö lkm� muita, mitä? lkm
8. Osaprosessin prosessin ja ristikytkentähuoneen välinen alue� kytkentöjen ja liitäntöjen kokonaismäärä lkm� liityntälaitteiden määrä lkm� kaapelien kokonaismäärä m
� kaapelityypit %-osuudet� kaapelikourujen määrä, ala ja tilavuus lkm, m, m2, m3
� kehikoiden määrä ja koko lkm, m, m2, m3
� lisävarusteiden tyyppi ja määrä, mitä? lkm9. Osaprosessin ristiykytkentähuoneen teknologia� I/O-korttien kokonaislukumäärä ja tyypit määrineen lkm� muut kortit, mitkä ? lkm� ristikytkentähuoneen muu kalustus, tyypit ja määrät lkm
10. Osaprosessin tietoliikenne� pneumaattisten viestien määrä lkm� analogiaviestien määrät ja tasot lkm
� virtaviestit lkm� jänniteviestit lkm
� digitaaliviestien määrä lkm� digitaaliviesti 1, taso lkm� digitaaliviesti 2, taso lkm� digitaaliviesti 3, taso lkm
� vietinsiirto ristikytkentätilassa ja korteilla� viestityyppi 1, taso lkm� viestityyppi 2, taso lkm� viestityyppi 3, taso lkm
� viestinsiirron lähetyskäytännöt, tyypit ja määrät lkm� viestinsiirron luotettavuus; häriönsietokyky ja signaalien kulkunopeudet, kommentit sanallisesti
11. Mitkä ovat kenttäinstrumentoinnin vahvuuksia ja puutteita? (viisi molempia)12. Mitä oleellista pitää vielä huomioida kenttäinstrumentoinnin nykytilassa?

APPENDIX 8
Osaprosessin ja nykyisen kenttäinstrumentoinnin taloudellisia seikkoja koskevia tunnus-lukukysymyksiä.
� alkuinvestoinnit eli hankinnat (kmk, %,...)� uusimisia, muutoksia ja parannuksia (kmk, %, kpl, tpv,...)� nykyisen osaprosessin ja kenttäinstrumentoinnin yllädon kustannukset 1994-95 keskimäärin (kmk, %,...)� kenttäinstrumentointiin liittyvät tarkemmat kysymykset (kmk, %, kpl, ...)� kenttäinstrumentointiin liittyvät taloudelliset rajoitukset (vaihtoehdot 5,4,3,2,1)
I Alkuinvestointi (hankinnat 1994-95)� Osaprosessin ja nykyisen kenttäinstrumentoinnin osuuksiin ja taloudellisiin investointeihin liittyvät kysy-
mykset; (x1000 mk = kmk, %,...)� Koko osaprosessi, kenttäinstrumentointi, muu automaatio,...investoinnit osaprosessin osalta (kohdat 1.1. ja
1.2. yhteensä) 100 %, kmk1. Mekaniikkaan, systeemeihin ja muihin elementteihin liittyvät kysymykset� paljonko on prosessin laitteiden ja varusteiden osuus %, kmk� paljonko on kenttäinstrumentoinnin osuus %, kmk� paljonko on sähkölaitteiden osuus %, kmk� paljonko on ylätasojen järjestelmien osuus %, kmk� paljonko on kenttäinstrumentoinnin lisävarusteiden osuus %, kmk � paljonko on sähkölaitteiden ja varusteiden lisävarusteiden osuus %, kmk
Mitä muita osuuksia voidaan hankintalaskelmissa erottaa ajatellen tutkimuksen kohteena olevaa osaprosessia? %, kmk
2. Toimintoihin ja toteutukseen liittyvät kysymykset� paljonko on prosessisuunnittelun osuus %, kmk� paljonko on prosessin asennuskustannusten osuus %, kmk� paljonko on kenttäinstrumentoinnin suunnittelun osuus %, kmk� paljonko on kenttäinstrumentoinnin asennuskustannusten osuus %, kmk� paljonko on sähkölaitteiden suunnittelun osuus %, kmk� paljonko on sähkölaitteiden asennuskustannusten osuus %, kmk� paljonko on kenttäinstrumentoinnin lisävarusteiden suunnittelun osuus %, kmk� paljonko on kenttäinstrumentoinnin lisävarusteiden asennuskustannusten osuus%, kmk� paljonko on ylätasojen järjestelmien suunnittelun osuus %, kmk� paljonko on ylätason asennuskustannusten osuus %, kmk� paljonko on kenttäinstrumentoinnin koulutuksen osuus %, kmk� paljonko on ulkopuolisen suunnittelun kustannusten osuus %, kmk� paljonko käytettiin koulutukseen %, kmk
Mitä muita osuuksia voidaan toimintoihin ja toteututksen liittyvissä hankintalaskelmissa erottaa ajatellen tutkimuksen kohteena olevaa osaprosessia? %, kmk
II Muutokset, uusimiset, parannukset (1994-95)� Koko osaprosessi, kenttäinstrumentointi, muu automaatio,..uusimista ja
muutoksia 1994-95 yhteensä 100 %, kmk1. Parannuksia, uusimisia ja muutoksia mekaniikkaan, systeemeihin ja muihin elementteihin 1994-95� paljonko käytettiin prosessien laitteisiin ja varusteisiin %, kmk, lkm, tpv� paljonko käytettiin kenttäinstrumentoinnin laitteisiin ja varusteisiin %, kmk, lkm, tpv� paljonko käytettiin liityntöjen hankintoihin %, kmk, lkm, tpv� paljonko käytettiin kenttäinstrumentoinnin lisävarusteiden uusimiseen%, kmk, lkm, tpv� paljonko käytettiin sähkölaitteiden ja -varusteiden uusimiseen %, kmk, lkm, tpv� paljonko käytettiin dokumenttien uusimiseen %, kmk, lkm, tpv
Mitä muita uusimiseen ja parantamiseen liittyviä osa-alueita voidaan erottaa ?%, kmk, lkm, tpv2. Parannuksiin, uusimisiin ja muutoksiin liittyvät kysymykset, toiminnot ja toteutukset� paljonko käytettiin prosessien suunnittelun %, kmk, lkm, tpv� paljonko käytettiin prosessin asennuskustannuksiin %, kmk, lkm, tpv� paljonko käytettiin kenttäinstrumentoinnin suunnitteluun %, kmk, lkm, tpv� paljonko käytettiin kenttäinstrumentoinnin asennuskustannuksiin %, kmk, lkm, tpv� paljonko käytettiin sähkölaitteiden ja -varusteiden suunnitteluun %, kmk, lkm, tpv� paljonko käytettiin sähkölaitteiden ja -varusteiden asennukseen %, kmk, lkm, tpv� paljonko käytettiin kenttälaitteiden lisävarusteiden suunnitteluun %, kmk, lkm, tpv
� paljonko käytettiin kenttäinstrumentoinnin lisävarusteiden asennukseen %, kmk, lkm, tpv� paljonko käytettiin ylätasojen järjestelmien ja kenttäinstrumentoinnin
liityntöjen suunnitteluun %, kmk, lkm, tpv� paljonko käytettiin ylätason ja kenttäinstrumentoinnin liityntöjen
asennuskustannuksiin %, kmk, lkm, tpv� paljonko käytettiin kenttäinstrumentoinnin koulutukseen %, kmk, lkm, tpv� paljonko käytettiin ulkopuolisiin suunnittelupalveluihin %, kmk, lkm, tpv� paljonko käytettiin ulkopuoliseen toteutustoimintaan esim. asennukseen %, kmk, lkm, tpv� paljonko käytettiiin uusimiseen, parannuksiin ja muutoksiin johtuviin
koulutustapahtumiin %, kmk, lkm, tpvMitä muita osuuksia voidaan parannuksissa, uusimisissa ja muutoksissaerottaa tutkimuksen kohteena olevassa osaprosessissa? %, kmk, lkm, tpv
III Osaprosessin ja kenttäinstrumentoinnin ylläpito ja kunnossapito (1994-95) � Koko ylläpito ja kunnossapito 1994-95 yhteensä 100 %, kmk
1. Ennakoiva kunnossapito� paljonko prosessin ennakoiva kunnossapito %, kmk, tpv� paljonko kenttäinstrumentoinnin ennakoiva kunnossapito %, kmk, tpv� paljonko käytettiin sähkölaitteiden ennakoivaan kunnossapitoon %, kmk, tpv� paljonko käytettiin ylätasojen järjestelmien ja kenttäinstrumentoinnin
ennakoivaan kunnossapitoon %, kmk, tpv� paljonko lisävarusteiden ennakoivaan kunnossapitoon %, kmk, tpv
Mitä muita osuuksia ennakoivassa kunnossapidossa erottaa ? %, kmk, tpv2. Vikaantumishuolto/ kunnossapito� paljonko käytettiin prosessin vikaantumisen hoitamiseen %, kmk, tpv� paljonko kenttäinstrumentoinnin vikaantumisen hoitamiseen %, kmk, tpv� paljonko käytettiin sähkölaitteiden ja -varusteiden vikaantumisen
hoitamiseen %, kmk, tpv� paljonko käytettiin ylätasojen järjestelmien ja kenttäinstrumentoinnin
vikaantumisen hoitamiseen %, kmk, tpv� paljonko lisävarusteiden vikaantumsien hoitamiseen %, kmk, tpv
Mitä muita osuuksia vikaantumisten hoitamisessa voidaan erottaa? %, kmk, tpvIV Osaprosessin nykyisen kenttäinstrumentoinnin ja sen varustuksen kustannukset (1994-1995)
� Koko kenttäinstrumentointi liityntöineen prosessiin ja ylätason suuntaan on 100 %, kmk1. Laitteet, ohjelmistot ja muut varusteet� mittaukset; määrät ja osuus kenttäinstrumentoinnista lkm, %, kmk� toimilaitteet; määrät ja osuus kenttäinstrumentoinnista lkm, %, kmk� säätimet; määrät ja osuus kenttäinstrumentoinnista lkm, %, kmk� ohjelmistot; määrät ja osuus kenttäinstrumentoinnista lkm, %, kmk� kaapelit; määrät ja osuus kenttäinstrumentoinnista lkm, %, kmk� kaapelikourut; määrät ja osuus kenttäinstrumentoinnista lkm, %, kmk� kehikot ja muut lisävarusteet; määrät ja osuus kenttäinstrumentoinnista lkm, %, kmk� I/O-kortti; määrät ja osuus kenttäinstrumentoinnista lkm, %, kmk� sähkölaitteet; määrät ja osuus kenttäinstrumentoinnista lkm, %, kmk� signaalinsiirron järjestelyt; määrät ja osuus kenttäinstrumentoinnista lkm, %, kmk� kenttäinstrumentoinnin ylläpitotyökalut; määrät ja osuus
kenttäinstrumentoinnista lkm, %, kmk� muut kustannukset, osuudet eriteltynä lkm, %, kmk
V Kenttäinstrumentoinnille ja prosessille asetettuja taloudellisia rajoituksiakäytetään seuraavaa merkittävyysasteikkoa; (5 = erittäin suuri merkitys, 4 = hyvin suuri merkitys, 3 = kohtalainen merkitys, 2 = vähäinen merkitys, 1 = ei lainkaan merkitystä)
� ympäristövastuisiin ja niihin liittyvien investointien rajoitukset 5 4 3 2 1
� tuotantoon liittyvät taloudelliset rajoitukset 5 4 3 2 1� teknologisiin investoiteihin liittyvät rajoitukset 5 4 3 2 1� henkilöstökustannuksiin liittyvät rajoitukset 5 4 3 2 1� energiaan liittyvät taloudelliset rajoitukset 5 4 3 2 1
Mitä muita taloudellisia rajoituksia on kenttäinstrumentoinnille ja prosessille on asetettu? 5 4 3 2 1
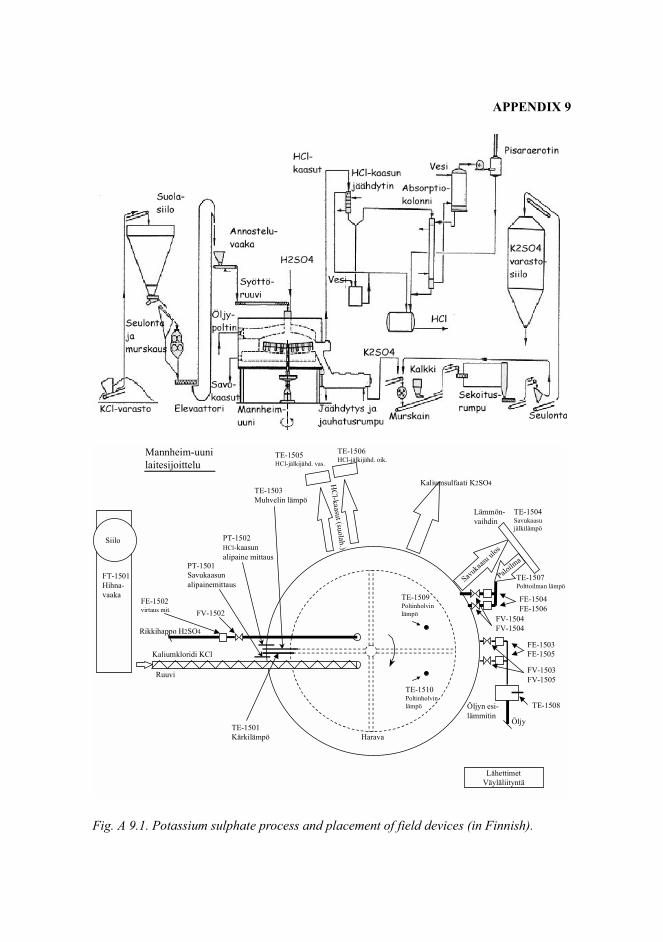
APPENDIX 9.
Fig. A 9.1. Potassium sulphate process and placement of field devices (in Finnish).
Siilo
HC
l-kaasut (suolah .)
Kaliumsulfaati K2SO4
Lämmön-vaihdin
Savukaas
u ulos
FT-1501Hihna-vaaka
Ruuvi
Rikkihappo H2SO4
Öljyn esi-lämmitin
PT-1502HCl-kaasunalipaine mittaus
PT-1501Savukaasunalipainemittaus
Harava
Paloilm
a
TE-1503Muhvelin lämpö
TE-1501Kärkilämpö
TE-1509Poltinholvinlämpö
TE-1510Poltinholvinlämpö
TE-1507Polttoilman lämpö
TE-1506HCl-jälkijähd. oik.TE-1505
HCl-jälkijähd. vas.
TE-1504Savukaasujälkilämpö
FE-1502virtaus mit. FV-1502
FE-1504FE-1506
FV-1504FV-1504
FE-1503FE-1505
FV-1503FV-1505
TE-1508
Kaliumkloridi KCl
Mannheim-uunilaitesijoittelu
Öljy
LähettimetVäyläliityntä
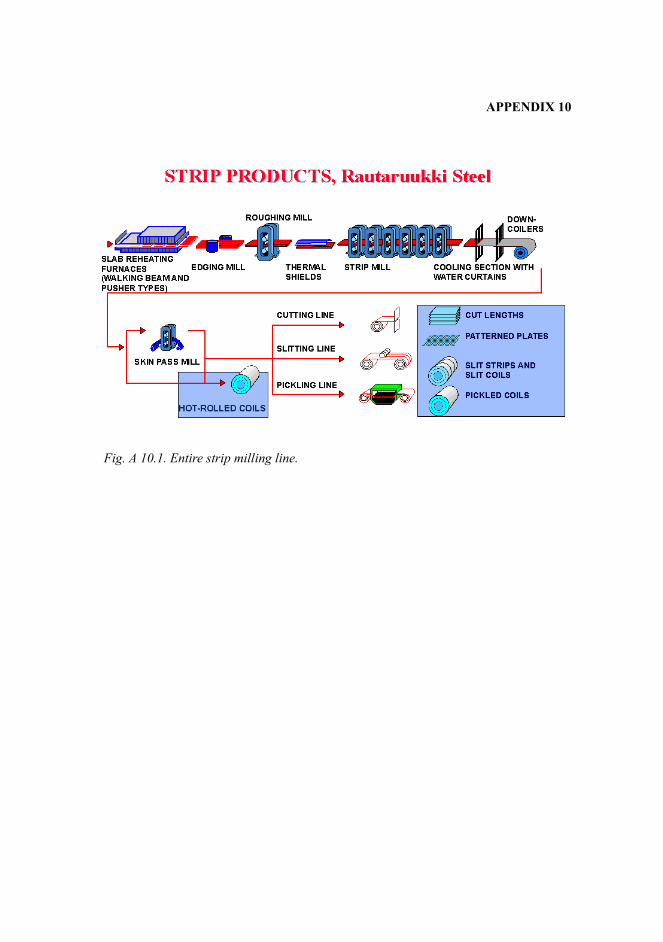
APPENDIX 10
Fig. A 10.1. Entire strip milling line.
Related Documents











