1 23 Metallurgical and Materials Transactions A ISSN 1073-5623 Volume 48 Number 10 Metall and Mat Trans A (2017) 48:4842-4856 DOI 10.1007/s11661-017-4241-4 Correlation of Microstructure and Texture in a Two-Phase High-Mn Twinning- Induced Plasticity Steel During Cold Rolling Mohammad Ashiq, Pushkar Dhekne, Atef Saad Hamada, Puspendu Sahu, B. Mahato, R. K. Minz, Sandip Ghosh Chowdhury & L. Pentti Karjalainen

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1 23
Metallurgical and MaterialsTransactions A ISSN 1073-5623Volume 48Number 10 Metall and Mat Trans A (2017)48:4842-4856DOI 10.1007/s11661-017-4241-4
Correlation of Microstructure and Texturein a Two-Phase High-Mn Twinning-Induced Plasticity Steel During ColdRolling
Mohammad Ashiq, Pushkar Dhekne,Atef Saad Hamada, Puspendu Sahu,B. Mahato, R. K. Minz, Sandip GhoshChowdhury & L. Pentti Karjalainen

1 23
Your article is protected by copyright
and all rights are held exclusively by The
Minerals, Metals & Materials Society and ASM
International. This e-offprint is for personal
use only and shall not be self-archived in
electronic repositories. If you wish to self-
archive your article, please use the accepted
manuscript version for posting on your own
website. You may further deposit the accepted
manuscript version in any repository,
provided it is only made publicly available 12
months after official publication or later and
provided acknowledgement is given to the
original source of publication and a link is
inserted to the published article on Springer's
website. The link must be accompanied by
the following text: "The final publication is
available at link.springer.com”.

Correlation of Microstructure and Texturein a Two-Phase High-Mn Twinning-InducedPlasticity Steel During Cold Rolling
MOHAMMAD ASHIQ, PUSHKAR DHEKNE, ATEF SAAD HAMADA,PUSPENDU SAHU, B. MAHATO, R.K. MINZ, SANDIP GHOSH CHOWDHURY,and L. PENTTI KARJALAINEN
The evolution of microstructure and texture of a two-phase austenite-ferrite twinning-inducedplasticity steel during cold rolling was investigated and different deformation mechanisms werefound to become active with increasing thickness reductions. Optical microscopy showed theformation of brass-type shear bands across several austenite grains at reductions greater than50 pct. TEM observations reveal the presence of deformation twinning in austenite. Theaustenite phase initially shows the Cu-type texture, i.e., Cu {1 1 2}h1 1 1i, Goss {0 1 1}h1 0 0iwith a spread toward Brass {1 1 0}h1 1 2i. With continued cold rolling, the Cu {1 1 2}h1 1 1icomponent moves toward CuT component {552}h115i and the other two components increasein intensity. There is also emergence of {111} fiber after 90 pct cold rolling. The ferrite phaseexhibits the evolution of ND-rotated Cube component {001}h110i along with h110i fiber atlower as well as at higher rolling reductions. An exception is at 75 pct reduction, when the ferritetexture contains {111} fiber in place of h110i fiber with a weak rotated-Cube component. Phasefraction analysis by X-ray diffraction indicates a decrease in the austenite fraction up to 75 pctreduction followed by an increase at 90 pct reduction. After 90 pct cold rolling, the phasefraction is similar to that of the ‘‘as-received’’ state. Elongated grains of ferrite phase in finerdimensions after 90 pct cold rolling indicate softening within that phase; at similar stage, thereare finer scale austenite grains mostly at the grain boundaries. The above has been suggested tobe related with the adiabatic heating during cold rolling due to the high strain hardening of theaustenite phase.
DOI: 10.1007/s11661-017-4241-4� The Minerals, Metals & Materials Society and ASM International 2017
I. INTRODUCTION
AUSTENITIC steel grades are quite promising fortheir excellent formability. Mechanical behavior ofaustenitic stainless steels is mainly governed by theirhigh work-hardening rate, which in turn is related to themetastability and the stacking fault energy (SFE) of theaustenite phase. SFE is dependent on the alloy compo-sition and the deformation temperature. Its magnitudecontrols the ease of cross-slip and thus, differentdeformation mechanisms can be activated at differentstages of deformation. In low SFE materials, thedeformation mechanisms can change from slip of perfectdislocations to slip of partials, mechanical twinning, andeventually to transformation into hcp e-martensite and/or bcc/bct a¢-martensite.Austenitic stainless steels and high-Mn Hadfield
steels, having low-to-moderate SFE, form stackingfaults, deformation twins, planar dislocation structures,and martensite during straining.[1,2] However, the crit-ical value of SFE enabling the material to deform byforming e-martensite or mechanical twins cannot be
MOHAMMADASHIQ is with the Materials Engineering Division,CSIR National Metallurgical Laboratory, Jamshedpur 831007 India,and with the CSIR Advanced Materials and Processes ResearchInstitute, Near Habibganj Naka, Hoshangabad Road, Bhopal, 462026,Madhya Pradesh, India, and also with the Indian Institute ofTechnology, Kanpur, 208016 India. PUSHKAR DHEKNE is withthe Materials Engineering Division, CSIR National MetallurgicalLaboratory, and also with Bharat Aluminium Co Ltd., Balco nagar,Korba, 495684, Chattisgrah, India. ATEF SAAD HAMADA is withthe Department of Materials Science and Engineering, Egypt–JapanUniversity of Science and Technology, New Borg El-Arab City,Alexandria 21934, Egypt. PUSPENDU SAHU is with the Departmentof Physics, Jadavpur University, Kolkata, 700032, India. B.MAHATO, R.K. MINZ, and SANDIP GHOSH CHOWDHURYare with the Materials Engineering Division, CSIR National Metal-lurgical Laboratory. Contact e-mail: [email protected] L. PENTTIKARJALAINEN is with the Centre for Advanced Steels Research,University of Oulu, PO Box 4200, 90014 Oulu, Finland.
Manuscript submitted July 11, 2016.Article published online July 27, 2017
4842—VOLUME 48A, OCTOBER 2017 METALLURGICAL AND MATERIALS TRANSACTIONS A
Author's personal copy

easily defined. Twinning is known to increase theultimate tensile strength (UTS) and uniform elongationthrough the twinning-induced plasticity (TWIP)effect,[3,4] and this property has been utilized in TWIPsteels. Oh et al.[5] reported that twinning occurs at a SFEof greater than 18 mJ m�2, whereas the formation ofe-martensite happens at lower SFE values. The mechan-ical behavior, and in particular, the strain hardening ofthese TWIP steels sensitively depend on SFE, affectingthe mode of deformation.[5–8]
SFE is also known to have a strong influence on thedevelopment of crystallographic texture during mechan-ical working, such as cold rolling. Low SFE materialsdeform by twinning during cold rolling and form thebrass or alloy-type texture. The texture can be charac-terized by increasing intensity from Copper component{112}[111] to Brass {011}[112] and Goss {011}[001]components. This is also known as a-fiber in fcc rollingtexture.[9–11] In few cases, it has been reported to havethe brass texture before the onset of twinning.[12] It istherefore not only for twinning; rather it initiates theformation of macroscopic shear banding resulting in thebrass texture.[13]
While TWIP steels show excellent work-hardeningproperty,[3,14,15] they also have a high springback duringmechanical working similar to high-strength steels.[16,17]
Typically, TWIP steels having compositions (in wt pct)Fe - (16-30) Mn - (0-3) Si - (0-3) Al are single-phaseaustenitic steels or they contain some e-martensite withthe austenite.[3,14,18] However, to reduce springback, it isdesired to have a soft phase within the material. In thepresent study, through compositional variation, two-phase duplex TWIP steel consisting of ferrite (bcc) andaustenite (fcc) phases have been chosen forinvestigation.
During rolling of low SFE materials, there is a texturetransition from Cu component to Brass component withdeformation twinning which has been proposed due toeither of the two following mechanisms: (1) Theoryproposed by Wassermann[9] through reorientation dueto twinning, and slip-induced latent hardening beingrestricted within a slip plane which is parallel to thetwinning plane; (2) Leffers and Ray[19] and Leffers[20]
reported the evolution of Brass-type texture due tolatent hardening; the formation of shear bands leads toBrass-type texture at higher reductions. Duggan et al.[21]
as well as Hutchinson et al.[22] also proposed similar roleof shear banding for the development of Brass type oftexture. However, the transition of texture from Cu toBrass type is not due to shear banding as this transitiontakes place before the occurrence of shear banding assuggested by Leffers.[20]
There are several experimental reports on the devel-opment of texture evolution during cold rolling ofsingle-phase TWIP steels.[10,11,23–26] All reports haveshown the formation of Brass-type texture after highdeformation. However, there are few modeling studiesto predict the evolution of texture in these single-phaseTWIP steels. Dancette et al.[27] employed a ‘mean-field’multi-site model (which is an extended ALAMELmodel[28]) as well as a ‘full-field’ crystal plasticity modelcoupled with finite element (CP-FEM method) to
predict the evolution of texture in an Fe-20Mn-1.2C(wt pct) TWIP steel after cold rolling to 54 pct reduc-tion in thickness. Although the experimental texture wascomposed of equal intensities of Goss and Brasscomponents along with weak Cu component, the‘mean-field’ model predicted nearly equal intensities ofall the three orientations. The ‘full-field’ model esti-mated a higher intensity of the Goss component ascompared with the Brass and Cu components havingequal strength. The failure to match models withexperimental texture was attributed to short-rangeinteraction of the grains with their direct neighborssince the deformation patterns at higher strains areexpectedly more complicated.Gurao et al.[29] and Saleh et al.[26] employed an
alternate ‘mean-field’ approach, i.e., the viscoplasticself-consistent (VPSC) plasticity model which takes careof long-range interactions of grains within a polycrys-talline matrix.[30–32] Gurao et al.[29] used an Fe-29.6Mn-2.73Al-2.96Si-0.52C (wt pct) TWIP steel, whereas Salehet al.[26] used an TWIP steel of Fe-28Mn-0.005Al-0.1Si-0.28C-0.016N-0.008P (wt pct). Guraoet al.[29] found discrepancies in the intensities of Brassand Goss components predicted by the model comparedwith the experimental results as well as the completedisappearance of c-fiber in the predicted texture. Salehet al.[26] showed better agreement of predicted texturewith the experiments. According to them, if shearbanding can be incorporated in the VPSC model, thenit would have been possible to predict the evolution of acontinuous c-fiber texture as experimentally observed.In a two-phase material, each constituent phase has
different thermal and mechanical properties. Hence,during mechanical processing, there may be a disconti-nuity near the phase boundaries. Hence, grain-to-graininteraction within one phase as well as phase-to-phaseinteraction in bulk has to be considered for modeling themechanical behavior of the two-phase materials. It ismostly assumed that interaction of the two-phasematerials is supposed to be average of the responses ofthe constituent phases. However, it is not always true.The response of two-phase materials depends on thevolume fraction of different phases as well as morphol-ogy, crystallographic orientation, and contiguity ofindividual phases. The mechanism of plastic deforma-tion in a two-phase system is complicated due to theinherent complexities associated with the interactionbetween the two phases. Although there are quite a fewworks on elastic–plastic behavior of two-phase materi-als, there is not much study on the large straindeformation of those.Lebensohn et al.[33] first simulated the rolling textures
in a two-phase (a+ b) Ti alloy; they used two-site VPSCformulations which solve a two inclusion problem ascompared to single inclusion problem. The rollingsimulation also took into account the correlationbetween the two phases, i.e., (i) each region of anyphase is a neighbor to a region of the second phase; (ii)both the phases have a certain crystallographic rela-tionship and (iii) morphology of individual phases.There are few reports on the study of the slip transfer inthe evolution of microstructure and texture of individual
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 48A, OCTOBER 2017—4843
Author's personal copy

phases of multilayers and pure metals.[34–45] Thesematerials experience various metallurgical phenomenalike extensive slip and twin transfer, non-crystallo-graphic shear banding, etc. The majority of the studieshave been carried out on dual-phase (ferritic–marten-sitic) steels[46–51] as well as two-phase Fe-Ni-Cr modelalloys.[52]
In case of duplex stainless steel (having comparablevolume fraction of austenite/ferrite phases),[53] theferrite texture consists of {001}h110i and a componenton c-fiber, i.e., {111}h112i with scatter toward Goss{110}h001i. Austenite texture in turn consists of Brassand Goss components. It has been observed that thedevelopment of rolling texture in a duplex stainless steelstrongly depends on the chemical composition whichdetermines the phase fraction and composition as well asthe stability of austenite phase in the process ofdeformation. In the X2CrNiMoN22-6-3 duplex stainlesssteel,[54] the austenite phase shows tendency toward thedevelopment of texture close to that of single phase, i.e.,{110}h112i component along with {011}h100i after90 pct cold rolling reduction. However, the ferrite phaseexhibits different behaviors depending on nitrogencontent. Both {111} fiber as well as {112}h110i havebeen observed in ferrite phase. Gottstein et al.[55]
observed brass texture evolution in austenite phaseand {112}h110i as well as {111}h110i in ferrite phase.They also reported to have {111}h112i and a weakc-fiber in single-phase ferrite. Liaw et al.[56] foundthrough neutron diffraction that after 85 pct cold rollingreduction, the texture in austenite has Brass componentwith a scatter toward Goss component along with weakS {123}h634i component. For ferrite, the texture com-ponents are {111}h110i, {111}h112i, and {001}h110i.They also used VPSC model to predict the textureevolution in both the phases. However, texture predic-tion in c-phase was reasonable at lower reductions;whereas at higher reductions, simulation did not matchwith the experiments. They attributed these discrepan-cies to the non-incorporation of shear banding in VPSCmodel as observed for single-phase austenitic steel. Forferritic phase, the VPSC model predicted well at alldeformation levels. Although texture in the austenite ismore or less similar in most of the instances, the texturecomponents in the ferrite phase vary considerably.There is no generalization regarding the evolution oftexture in a duplex steel in terms of its composition orphase fraction. Gurao et al.[52] studied a two-phasexFe-yNi-(100-x-y)Cr alloy and reported about quitesatisfactory prediction of the deformation texture. Itwas found by them that contiguity of phases leads tostrain partitioning between the phases and that alters thedeformation micromechanism of individual phases.They could ably predict the texture and microstructuralevolution in terms of slip and twin activity withinindividual phases. Hence, with the concept of properstrain partitioning between the phases, it is possible topredict the texture quite satisfactorily.
While the texture evolution in single-phase austeniticTWIP as well as duplex stainless steels during coldrolling has been investigated as mentioned above, thetexture evolution in dual-phase high-Mn TWIP steels is
not yet known. Duplex microstructure has beenobtained through alloying by Al[57] and Cr,[58] whichgenerally increases and decreases the stacking faultenergy, respectively. In a duplex TWIP steel, theaustenite phase will get deformed through twinning,whereas the ferrite phase will be deformed through slip.In the present study, the texture evolution in atwo-phase TWIP steel during cold rolling has beeninvestigated. The mechanism of plastic deformation intwo-phase material with crystallographic orientationrelationship between the phases is quite complicated.This is particularly important for dual-phase steels aswell as precipitate-strengthened Aluminum alloys inwhich the volume fraction and contiguity of secondphase play a decisive role in predicting the micromech-anism of deformation responsible for texture formation.In an earlier paper, it has been shown in a sin-
gle-phase TWIP steel that through proper cold rollingand annealing it is possible to impart recovery to achieveimproved combination of yield strength and ductility.[59]
They found this optimized microstructure and texturethrough texture analysis. It has been reported that CuTcomponent {552}h115i is maximum upto 50 pct coldrolling reduction and this correlates well with theincreased density of deformed twins. This was alsofound to be in-line using the dislocation density-basedconstitutive model.[60,61] Due to recovery, the maindeformation texture components remain and sharpeneddue to decrease in dislocation density.[62,63] It has beenobserved in various reports that in TWIP steel, after fullrecrystallization, the deformation texture transforms tocomplete randomization.[64–70] Hence, the maximizationof the CuT component can be employed as an indirectindication for twin density required for optimizing themechanical properties of the steel.
II. EXPERIMENTAL PROCEDURE
The steel was prepared by induction melting and castas 20-kg ingots into sand molds. The ingots werehomogenized at 1473 K (1200 �C) for 2 hours andsubsequently hot rolled to 7-mm-thick strips in alaboratory hot rolling mill following which they weresolution heat treated at 1373 K (1100 �C) for 15 minutesunder a protective argon atmosphere and quenched intowater. Sample with this condition will be thereaftertermed as the ‘as-received’ one. The chemical composi-tion of the steel is given in Table I. After solution heattreatment, samples were cut from the strips and pickledfor descaling. Following pickling, the sample edges weresmoothened by grinding and later cold rolled to 25, 50,75, and 90 pct thickness reductions using a two-highlaboratory rolling mill. The corresponding true strainvalues are 0.29, 0.69, 1.39, and 2.30, respectively (e = ln(to/t)). The cold rolling was performed in several smallpasses with a short interpass time without reversing therolling direction and a lubricant was applied on the rolls.The rolling speed was 9 m/s with a roll diameter of290 mm.Samples were cut from the rolled sheets after cold
rolling. In order to account the possibility of
4844—VOLUME 48A, OCTOBER 2017 METALLURGICAL AND MATERIALS TRANSACTIONS A
Author's personal copy

heterogeneity effects, all subsequent investigations wereundertaken on the normal direction (ND)—rollingdirection (RD) section. Samples were cut from themiddle of the sheet to avoid the edge effects and weremetallographically polished for optical microscopeobservations.
Phase analysis using X-ray diffraction was carried outin a Siemens D500 diffractometer with Cu-Ka radiationoperating in the Bragg–Brentano geometry. For deter-mination of the instrumental broadening function, aspecially prepared quartz sample was used, while toperform the Rietveld analysis, a diffraction pattern wassimulated from a series of structural parameters (latticeparameter, atomic coordinates, thermal motion, etc.)and the microstructural parameters as well as sampleparameters (preferred orientations, eccentricity, thick-ness, transparency, absorptions, phase fractions etc.),peak shape and width parameters and backgroundparameters, etc. The parameters were refined by aniterative least-squares procedure through the minimiza-tion of the residual parameter to compare with exper-imentally observed data. Texture analysis wasconducted with the Brucker D8 Advance diffractometerwith Co-Ka radiation. Four incomplete pole figures foraustenite phase, i.e., {111}, {200}, {220}, and {113} andthree incomplete pole figures for ferrite phase, i.e.,{110}, {200}, and {112} were measured by Schultzreflection method using a Eulerian Cradle with W up to80 deg. Orientation Distribution Function (ODF) wasthen calculated with Labotex software using the Arbi-trarily Defined Cell (ADC) method.
Transmission Electron Microscopy (TEM) examina-tions were performed on a Phillips CM200 operated at200 kV. Thin foils were prepared using the twin-jetelectopolishing method at 20 V and 273 K (0 �C)using a solution of acetic acid and perchloric acid(80:20).
III. RESULTS
A. Microstructure of the Cold Rolled State
The evolution of the microstructure during coldrolling is shown in Figure 1. Figure 1(a) shows thetwo-phase TWIP steel consisting of elongated grainstructure of the austenite (light gray) and ferrite (black)phases in the ‘‘as-received’’ state. There are also a fewannealing twins within the austenite grains. Slip bandsrestricted to one grain have been observed after the25 pct reduction by cold rolling. The microstructureafter the 50 pct reduction, presented in Figure 1(b)reveals the formation of deformation bands within the
austenite phase but no sign of deformation in the ferrite.After cold rolling to 75 pct reduction (Figure 1(c)), thereare an increasing number of shear bands in severalaustenite grains. The shear bands appear as waveswithin the microstructure and can traverse across severalgrains (marked by an arrow). These shear bands aretermed as Brass-type shear bands. Most of the grainboundaries appear as curved and serrated indicatingthe presence of large plastic strain. The proficiency ofthose microscopic shear bands (waviness across themicrostructure) increases upto 90 pct cold rolling reduc-tion (Figure 1(d)). Similarly, the degree of serrations atthe grain boundaries is observed to increase withincreasing rolling reduction.The deformation mechanisms, which have been oper-
ative in the course of cold rolling, have been identified inmore details by TEM. Figure 2(a) shows the bright-fieldimage of the austenite phase after 75 pct cold rollingreduction which reveals the presence of a large numberof thin twins. The corresponding SAD pattern is seen inFigure 2(b) and its analysis with [0 1 1] zone axis isshown in Figure 2(c).
IV. X-RAY DIFFRACTION
A. Volume Fraction of Phases
Diffraction analysis confirms that the as-receivedmicrostructure consists of austenite and ferrite phases.The stability of the austenite and ferrite during colddeformation was examined by the X-ray diffractionafter various cold rolling reductions from 25 pct upto90 pct (true strain from 0.29 to 2.30) (Figure 3). Aquantitative assessment of volume fraction of theaustenite and ferrite phases in the two-phase TWIPsteel has been carried out by the use of X-raydiffraction through Rietveld analysis.[71] The quantita-tive estimation of both austenite and ferrite phases hasbeen carried out using MAUD (materials analysisusing diffraction) software. To perform the Rietveldanalysis, a diffraction line profile is simulated based ona series of structural parameters (lattice parameter,atomic coordinates, thermal motion, etc.), themicrostructural parameters (crystallite sizes andmicrostrains), the sample parameters (preferred orien-tations, absorptions, phase fractions etc.), as well aspeak shape, width parameters, and background param-eters, etc. Comparing with the experimentally observeddata, the parameters were refined by an iterativeleast-squares procedure through the minimization ofthe residual parameter.[72] The volume fraction for eachphase was estimated by evaluating the weight frac-tion[73] in a mixture of multiphase samples. The volumefraction of phases has been tabulated in Table II withthe as-received material showing around 54 and 46 pctaustenite and ferrite, respectively. There is a gradualdecrease of the austenite phase with increasing therolling reduction up to 75 pct; while it regains theoriginal value at 90 pct reduction. There was evidenceof neither e-martensite nor a¢-martensite during coldrolling.
Table I. Chemical Composition of the Steel (Wt Percent)
Element
C Mn Si Cr Al
0.11 23.0 0.58 1.8 7.2
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 48A, OCTOBER 2017—4845
Author's personal copy

B. Evolution of Texture
The evolution of the texture during cold rollingreduction from 25 to 90 pct, i.e., the true strain valuesof 0.28 to 2.30, has been presented by the constantu2 = 0, 45, and 65 deg ODF sections for the austenitephase in Figure 4. Figure 4(a) presents the ideal texturecomponents in the three constant sections. The textureof the as-received material has the maximum intensity of~10.0 times random. The texture components in theaustenite phase are near the Goss component{011}h100i with a scatter of 20 deg along the a-fiber(Figure 4(b)). Following 25 pct cold rolling reduction,the texture intensity has increased 2½ times to that ofthe as-received material (Figure 4(c)). The Goss com-ponent shifts toward the Brass position and there is apresence of Cu component, {112}h111i (10 deg awayfrom its ideal position along /) at this stage. Withincreasing reduction (50 pct), the austenite textureshows the formation of NAF (near a-fiber) orientationsfrom Goss to Brass with maxima at the intermediateposition, i.e., {011}h511i (Figure 4(d)). There is strongevidence of Copper {112}h111i and S {123}h634i com-ponents at their ideal positions as well as weak CuTcomponent ({552}h115i). Overall texture intensity of theaustenite phase is nearly similar to that for 25 pct coldreduction (20 times to that of random). By the 75 pctcold rolling reduction, the texture intensity still increasesby 1.5 times compared to the previous reduction
(Figure 4(e)). Intensity of Copper and S componentsdecreases drastically at this stage of cold rolling and themaxima appears at the Goss/Brass position, i.e.,{011}h511i. There is a scatter toward CuT positiontoo. At 90 pct cold rolling reduction, there is noconsiderable change in the overall texture componentsof the austenite phase and the overall texture intensity issimilar to that of 50 pct cold rolled condition. However,the scatter around the components increases at this stage(Figure 4(f)).The texture components in the ferrite phase at the
as-received state are centered mainly around {111}components and a weak brass component can also beobserved with a large scatter (Figure 5(a)). After 25 pctcold rolling reduction, there is a large increase in thetexture intensity; the overall texture intensity of theferrite phase is nearly 7 times to that of the hot rolledand annealed state (Figure 5(b)). The texture compo-nent shows the evolution of ND-rotated Cube compo-nent {001}h110i at this stage. At 50 pct cold rollingreduction, the overall texture intensity of ferritedecreases to half of the previous one (Figure 5(c)). Thecube component decreases drastically and there isemergence of near-{hkl}h011i components. After75 pct cold rolling reduction, the ferrite texture intensityis nearly the same and it only shows predominantly{111}hhkli components with a weak rotated-cube com-ponent (Figure 5(d)). After 90 pct cold rolling
Fig. 1—Microstructure of two-phase TWIP steel: (a) as-received, (b) 50 pct cold rolled, (c) 75 pct cold rolled and (d) 90 pct cold rolled.
4846—VOLUME 48A, OCTOBER 2017 METALLURGICAL AND MATERIALS TRANSACTIONS A
Author's personal copy

reduction, ferrite texture again shows the evolutionof Cube component and {hkl}h110i components(Figure 5(e)). The overall texture intensity is nearlyequal to that of the 75 pct cold rolled state. Generally,the rotated-cube and Brass-R {111}h112i componentshave been observed in ferrite after cold rolling.[35]
Regarding the effect of austenite on the texture devel-opment in ferrite, consistent results with the presentones have been reported for some multiphase steels.[34]
In spite of low yield strength, the austenite phasebehaves as a hard phase due to rapid strain hardeningduring plastic deformation. The volume fraction of theaustenite phase is quite substantial in this steel, whichmeans that the presence of this phase may interfere withthe plastic flow of the relatively softer ferrite phase.
To elucidate more on the texture evolution, fibershave been plotted and presented separately for both thephases. Figure 6 shows the fibers for the austenite phase.The a-fiber, which runs from the Goss position to theRotated Goss position through the Brass position, hasbeen presented in Figure 6(a). It indicates the formationof orientations around the Brass component. The initialscatter from u1 = 15 to 55 deg after 25 pct cold rollinghas been transformed gradually to u1 = 0 to 30 degwith the maximum at u1 = 15 to 25 deg after 90 pctcold rolling. The s-fiber shows the formation of
near-copper and its twin orientation at reductions of50 and 75 pct (Figure 6(b)). At the 90 pct reduction,there is no Copper orientation and the twin position ofthat has shifted toward lower u1 positions, i.e., at 65 degwith a drop in the intensity of the Brass componentcompared with the previous reduction. The b-fiberreveals the formation of S component following 50 pctcold rolling reduction (Figure 6(c)). However, withincreasing rolling reduction, the intensity at the Sposition decreases and a component, S/Brass, appearsat u2 = 75 to 80 deg. The major components are theBrass orientation and S/Brass at u2 = 75 deg, whichdevelop after the 75 pct reduction onwards. There is nosuch presence of {111} fiber component at the loweramounts of rolling (Figure 6(d)). However, after 75 pctcold rolling, there is emergence of the {111}h112icomponent, whereas after 90 pct cold rolling, thatbecomes {111}h110i component. The texture compo-nents as observed in austenite phase with increasingdegree of cold rolling have been presented in Table II.Figure 7 is the presentation of the fibers for the ferrite
phase. There is no significant a-fiber plot. The Cubecomponent for 25 pct cold rolling reduction(Figure 7(a)), which later slowly disappears withincreasing rolling reduction (except at 90 pct) at whichstage it becomes prominent. However, the intensity at
Fig. 2—(a) Microstructure of 75 pct cold rolled two-phase TWIP showing formation of twins; (b) SAD taken from the area (a); (c) Analysis of(b).
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 48A, OCTOBER 2017—4847
Author's personal copy

this stage is nearly one-third that of the 25 pct coldrolled state. Figure 7(b) shows the s-fiber plot. In theas-received condition, there was the presence of the{111}h112i component; after 25 pct cold rolling, themaxima appears at the {001}h111i position with thelower maxima at {111}h112i component and the overallintensity increases. With increasing cold rolling, theintensity at {111}h112i position remains the same,whereas the intensity of the {001}h111i continuallydecreases. With increasing reduction at 90 pct coldreduction, the fiber becomes similar to that of theas-received one. Figure 7(c) shows the evolution of{111} fiber. In the as-received condition, there was thepresence of the {111}h110i component; after 25 pct cold
rolling, the fiber becomes nearly homogeneous and theoverall intensity gets increased. With increasing coldrolling to 50 pct reduction, the overall intensity of thefiber reduces but the homogeneity of the fiber in terms ofintensity becomes uniform. After 75 pct cold reduction,there is peak at u1 = 15 and 60 deg which is a littleaway from the ideal {111}h112i position. With increas-ing rolling reduction at 90 pct, the intensity of themaxima decreases compared to that of the previousreduction; however, the maxima appears at the idealposition of {111}h112i. The evolution of texture com-ponents in ferrite phase with increasing degree of coldrolling has been tabulated in Table II.
V. DISCUSSION
A. Relation Between Microstructure and TextureEvolution
Based on observations of the deformed microstruc-tures, it is obvious that there are several interrelatedfactors which play an important role in the deformationbehavior of this duplex steel during cold rolling. It canbe seen that both phases develop a typical rollingmorphology and that the austenite grains seem to bemore fragmented compared with ferrite grains due totheir higher initial plasticity.
B. Austenite Phase
Rolling upto 90 pct reduction in thickness causes anincrease in shear stress and the grain orientation favorsthe formation of deformation twins associated withtwin-matrix (T-M) lamellae. With the onset of twinningafter cold rolling higher than 50 pct reduction inthickness, there is a large increase in Goss and CuTcomponents which also indicates proficiency of twin-ning.[9,10] This indicates that there is a texture transitionfrom the Copper type to Brass type with increasingrolling reduction due to a decrease of Copper and Scomponents with a simultaneous increase of Brass,Goss, and CuT components.[74] Another important
Fig. 3—XRD line profile of samples with different cold rollingreductions.
Table II. Volume Fractions of Austenite and Ferrite Phases at Different Strains (Pct)
Pct cold Rolled
Austenite Ferrite
Vol. Frac. Texture component Vol. Frac. Texture Component
0 54 {011}h110i with a scatter of 20 deg along a-fiber 46 {111}h112i{011}h112i
25 46.5 Cu {112}h111iBrass {011}h112i
53.5 Cube ND {001}h110i
50 ~44 Cu {112}h111iS {123}h634inear a fiber and max at {011}h511i
~56 {hkl}h011i
75 ~45 CuT {552}h115inear a fiber and max at {011}h511i
~55 {111}hhkli{hkl}h011i
90 53.8 {111}h112i{111}h110i{011}h511i
46.2 {hkl}h011i
4848—VOLUME 48A, OCTOBER 2017 METALLURGICAL AND MATERIALS TRANSACTIONS A
Author's personal copy

Fig. 4—u2 = 0, 45, 65 deg sections of ODF for austenite with different cold rolling reductions: (a) Ideal texture components; (b) as-receivedmaterial; (c) 25 pct cold rolled; (d) 50 pct cold rolled; (e) 75 pct cold rolled; (f) 90 pct cold rolled.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 48A, OCTOBER 2017—4849
Author's personal copy

observation is a continuous spread from Goss towardBrass, which demonstrates a competition of dislocationslip and deformation twinning. With increasing rollingreduction, the lamellar nature of the phases increases; italso indicates the reorientation of the T-M lamellaeparallel to the rolling plane arising due to the latenthardening caused by twin boundaries as is observed inmany austenitic steels.[75] This leads to dislocation glideparallel to the twin boundaries and overshooting on the
{111} slip planes.[2,21] Slip on other slip systems becomelimited due to the very short dislocation paths betweenthe parallel twin boundaries, resulting in localization ofstrain and formation of micro- and macro-shearbands.[76,77]
In the present study, there was a drop in the intensityof the Brass component after 90 pct cold rolling with theBrass/S component moving toward lower u2. It hasgenerally been observed that the Brass component is the
Fig. 5—u2 = 0, 45, 65 deg sections of ODF for ferrite with different cold rolling reductions: (a) as-received material; (b) 25 pct cold rolled; (c)50 pct cold rolled; (d) 75 pct cold rolled; (e) 90 pct cold rolled.
4850—VOLUME 48A, OCTOBER 2017 METALLURGICAL AND MATERIALS TRANSACTIONS A
Author's personal copy

major texture component in low SFE materials andTWIP steels.[8,10–12,23–26,75] However, the weakening ofthe brass component in the present study appeared to berelated with the proficient shear banding. Also, there isstrong evidence of formation of shear bands in thepresent material, which is consistent with observationsreported in a-brass.[12,13] Shear banding develops due tothe inhibition of deformation by slip. However, whileCu-Mn alloys show the formation of shear bands as wellas a Brass orientation,[78] there were no signs of twinformation in this alloy. Mn in solid solution of Cu couldreduce dislocation mobility or raise the shear stress forslip.[78]
Goss and CuT components reached their maximumintensity after a 75 pct reduction. At 90 pct coldreduction, there is formation of the {111} fiber compo-nent, which can be related to shear banding as reported
by Weider and Klimanek.[13] In order to have moredeformation in the material, the T-M lamellae devel-oped at lower deformations, become further alignedwith the rolling direction and led to profuse shearbanding at a macro scale. The origin of this c-fibercomponent is related to the deformation of the T-Mlamellae by coplanar slip[79] leading to a rotation of CuTcomponent toward {111}h110i. Such kind of rotationwas also reported by Asbeck and Mecking[80] in a{112}h111i Cu single crystal during rolling at 77 K(�197 �C).The formation of the {111} component has been well
established in the literature with respect to the low SFEmaterials. It is accepted that orientations with{111}huvwi texture arise due to some kind of over-shooting caused by narrow-spaced twin lamellae on theprimary slip plane, as suggested by Kamjio and
Fig. 6—(a) a-fiber, (b) s-fiber, (c) b-fiber, and (d) {111} fiber evolution in austenite phase with different cold rolling reductions.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 48A, OCTOBER 2017—4851
Author's personal copy

Sekine.[81] This is also in line with the grain-sizedependence of {111} texture (this can be treated asmean free path for dislocations also as mentionedearlier) as pointed out by Hull[82] and Fargette andWhitwham.[83] Leffers and Ray[19] pointed out that theformation of {111} texture components require a highdegree of latent hardening. Consistently, TWIP steelshave exceptionally high strain-hardening rate at largestrains, which is an important property for this steel.The presence of the S component even in the 90 pct
cold rolled state is unusual for TWIP steels. Even theemergence of the {111} fiber texture after 75 pct coldreduction in association with the S component is quitesignificant. {111}h112i and {111}h110i components are30 deg apart and together with their symmetricallyequivalent variants form a rather homogeneous c-fiber.In the present material, both components do not appeartogether: the {111}h112i which appears after 75 pct coldrolling arises due to the rotation of CuT . This behaviorhas also been observed by Asbeck and Mecking[80] in{112}h111i Cu single crystals twinned during pre-rollingat 77 K (�197 �C). After 90 pct rolling, there is forma-tion of the {111}h110i orientation which is reported tobe related to rotation of the twinned S orientation.[76]
Twinning of S orientations leads to the formation ofsymmetrically equivalent variants; hence, there is nochange in the overall texture except the intensitymaxima shifts toward higher u2 as observed inFigure 6(c). In summary, textural components devel-oped in the austenite phase show some differencecompared to those observed in a single-phase TWIPsteel cold rolled to 90 pct reduction.[10,11,23,26,29]
VI. TEXTURE TRANSITION IN FERRITE PHASE
The ferrite phase has initially {111}[121] and{011}[112] texture components. With increasing rollingreduction, there is formation of either {112}-{111}[110]components in a periodic fashion along with therotated-Cube component {001}[110]. This kind ofbehavior has not been seen earlier in any other duplexaustenitic-ferritic steel.[53–56] The ferrite cold rollingtexture has been described either by Rotated cubeorientation {001}h110i or [110] fiber depending on thefraction of ferrite. An increasing amount of ferrite in aduplex steel shows the presence of Rotated-cube com-ponent; whereas single-phase ferritic steel shows h110ifiber and a weak {111} fiber. In the case of rolled bccsingle crystal at larger strain, the major orientationshifted toward {112}h110i.[84] Polycrystalline cold rolledsingle-phase bcc metals and alloys also show thepresence of {112}h110i and {100}h011i orienta-tions.[85–88] In a dual-phase 60/40 brass, weak{100}h011i observed below 70 pct cold rolling wasattributed to different plastic behavior of the phaseconstituents. Hence, there is also a texture transitionwithin ferrite phase during cold rolling.Fig. 7—(a) cube-fiber, (b) s-fiber, and (c) {111} fiber evolution in fer-
rite phase with different cold rolling reductions.
4852—VOLUME 48A, OCTOBER 2017 METALLURGICAL AND MATERIALS TRANSACTIONS A
Author's personal copy

The texture in the ferrite phase shows the evolution of{111} fiber gradually from 25 pct cold rolling reductionthat gets saturated at 50 pct deformation. At higherreduction, specific peaks at the fiber can be observed,but only the {111}h110i component remains at 90 pctreduction. There is the formation of {hkl}h110i compo-nents, too, at 25 and 90 pct reductions. The formationof orientations near {001}h110i or at/near {112}h110i onthe RD partial fiber is common for ferrite texture duringrolling. During annealing, ND fiber, i.e., {111}huvwi,gets strengthened and the orientation density of the RDfiber, i.e., {112}h110i, decreases. It can be seen in thes-fiber that the ratio of {001}h110i to {111}h112i is quitehigh in the 25 pct cold rolled sample. However, withincreasing reduction, the ratio decreases and it becomesnearly unity at 50 pct cold rolling reduction. A literaturereview shows that during annealing, {111}huvwi grainsnucleate at grain boundaries and become prominentwith selective growth.[88] Therefore, the evolution of{111} components in the ferrite after cold rolling to75 pct reduction gives rise to speculation about amarked temperature rise within the material whichmight be due to extensive shear banding of the austenitephase at higher degree of cold rolling.
It can be pointed out from Table II, that after 75 pctcold rolling, the austenite phase has CuT and Gosscomponent as well as the ferrite phase has nearly {111}fiber. It has been reported that in a single-phase TWIPsteel with recovery treatment after cold rolling there ismaximization of CuT component and that leads toimproved mechanical properties. In ferritic steel, it isalso well known that {111} fiber is better for formabilityof that steel. Hence, a combination of beneficial texturecomponents at austenite as well as ferrite phases as
developed after 75 pct cold rolling seems to be better formechanical property and formability of this automotivegrade steel.
VII. PHASE TRANSFORMATIONS
XRD analysis showed that increasing deformation ledto a drop in volume fraction of the austenite phase. Theaustenite has a high work-hardening rate due to its lowSFE and it has been shown that the work-hardeningexponent increases continuously with increasing strainat room temperature.[14] Due to a high flow stress and alow thermal conductivity, it can be supposed that theaustenite can reach a fairly high local temperatureduring cold rolling that could lead to dissolution of theaustenite phase to a higher temperature phase, i.e.,ferrite in this case. This kind of transformation was alsoreported for Fe-0.3C-9Ni (wt pct) steel during rolling aswell as in uniaxial compression tests.[89] The rollingexperiments were carried out up to 70-90 pct reductionwith a rolling speed of 50 m/min, which is equivalent tothe strain rate of 10 s�1.[90] The rapid transformationsequence was ferrite-austenite-martensite (a fi c fi a¢).This kind of transformation has been described toproceed due to a temperature rise above the transfor-mation temperature followed by cooling. The prerequi-site for this transformation is localization of strainwithout flow instability. It has also been reported by DeCooman et al.[91] that during tensile straining ofFe-0.6C-18Mn-1.3Al TWIP steel the surface tempera-ture raises nearly by 100 K (100 �C).It can be pointed out that in a single-phase TWIP
steel, it appears to be a significant increase in
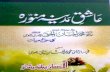
Fig. 8—TEM montage showing finer austenite grains of submicron nature.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 48A, OCTOBER 2017—4853
Author's personal copy

temperature during high strain rate deformation andthat leads to the occurrence of dynamic recrystalliza-tion.[92] This kind of retransformation of austenite hasbeen observed in case of Cr-enriched duplex steel.[93] ATEM montage has been shown in Figure 8 where finerscale austenite grains can be seen at grain boundaries;these might be the signature of austenite formed at thegrain boundaries due to adiabatic heating. The size ofthese grains are of nanometer dimensions; hence, thecontribution of these grains will be negligible toward thetexture of the austenite phase. If there is a temperaturerise during rolling since adiabatic heat could enable adynamic recovery in the ferrite leading to a suddenchange of texture evolution. Figure 9 shows TEMpicture showing elongated grain structure of ferritephase. The width of those elongated structure is nearly200 nm which might have formed due to recovery.Similar heat evolution can explain an increase in the slipactivity as well as a decrease in twin activity in theaustenite phase. A temperature increase during plasticdeformation increases the stacking fault energy, whichinitiates slip and hence explains the observation. Anyheat generated due to strain hardening of the austenitephase should also show changes in phase fraction whichis being analyzed in the following.
In the present material, the intensity of {001}h110icomponent in ferrite phase texture is the strongest atlower deformations (25 pct); with increasing deforma-tion, the intensity of this orientation decreases drasti-cally. However, with increasing reduction up to 50 pct,there is stronger {112}h110i with weaker {001}h110i and{111}h112i. At 75 pct cold reduction, there is an
orientation near {111}h110i along with {111}h112i witha weak {332}h113i. {332}h113i is known to be anunstable orientation under plane strain rolling conditionand gets stabilized after an extra rotation to {111}h112iorientation. According to Davies et al.,[94] {332}h113i inferrite can be well correlated to the Brass component,{011}h112i orientation of austenite. However, these{111}h110i and {332}h113i orientations have not beenobserved at higher deformations. For example, after90 pct cold rolling, partial h110i fiber is observed andeven {111}h112i and {332}h113i get diminished at thisstage. Hence, the evolution of different texture compo-nents in ferrite phase may therefore be assumed due toadiabatic temperature rise during cold rolling.There are few polycrystal models incorporating
dynamic recrystallization (DRX) based on VPSC.[95–97]
However, those are mostly to take care of geologicalmaterials. Till date, there is no constitutive model whichhas taken care of the temperature evolution, i.e.,dissipative heat generated during deformation. Thereare various reports on temperature rise of 55 K to 110 K(�218 �C to �163 �C) from room temperature in TWIPsteels.[98,99] Steinmetz et al.[100] predicted dissipative heatgeneration to about 200 K (200 �C). The discrepancybetween experimental and theoretical prediction lies inthe difficulty in controlling the boundary conditions ofinfrared measurements. It has been assumed that defor-mation work is translated into dissipative heat. There-fore, the physics-based model[101,102] as reported earliershould be coupled with VPSC to take care of dynamicsoftening phenomena which resulted in another rotationand successfully predict the texture evolution.
VIII. SUMMARY
A two-phase austenite-ferrite (54:46) TWIP steel hasbeen investigated to study the texture and microstruc-ture evolution during progressive cold rolling. Withincreasing cold rolling reduction, the austenite fractiondecreases and the ferrite fraction correspondinglyincreases. There is neither e-martensite nor a¢-martensiteformation during cold rolling. Later after 75 pct coldrolling onwards, austenite phase retransforms back fromferrite phase and attains the similar fraction as that ofthe as-received state. The microstructure reveals theformation of brass-type shear bands across severalaustenite grains and the presence of deformation twinsat high rolling reductions. The microstructure for 90 pctrolling reduction consists of submicron level grains inaddition to twinning.Texture evolution shows that there is a transition in
the texture of the austenite phase from Copper type toBrass type with increasing rolling reduction. Textureevolution was characterized by CuT and Goss compo-nents after 75 pct cold rolling, and {111} fiber appears inthis austenite phase after 90 pct cold rolling. In case ofthe ferrite phase, there is evolution of the rotated-cubecomponent along with {111} fiber for 90 pct cold rollingreduction. The experimental texture in the ferrite after90 pct cold rolling appears to be associated with atemperature rise due to adiabatic heating resulting in a
Fig. 9—TEM montage showing elongated grain structure of ferritephase.
4854—VOLUME 48A, OCTOBER 2017 METALLURGICAL AND MATERIALS TRANSACTIONS A
Author's personal copy

periodic evolution of Rotated Cube and {111} texturecomponents in the ferrite phase. After 75 pct reduction,there is a strong presence of {111}-fiber in the ferrite,which is quite unusual after heavy cold rolling.
ACKNOWLEDGMENTS
Authors (MA, PD, BM, RKM, and SGC) are grate-ful to Director, CSIR NML Jamshedpur for support-ing the work and his kind permission to publish thework. Financial support for the work providedthrough CSIR Project SIP 025 is acknowledged withgratitude.
REFERENCES1. D. Raabe: Acta Mater., 1997, vol. 45, pp. 1137–51.2. C. Donadille, R. Valle, P. Dervin, and R. Penelle: Acta Metall.,
1989, vol. 37, pp. 1547–71.3. G. Frommeyer, U. Brux, and O. Newmann: ISIJ Int., 2003,
vol. 43, pp. 438–36.4. S. Allain, J.-P. Chateau, and O. Bouaziz: Steel Res. Int., 2002,
vol. 73, pp. 299–302.5. B.W. Oh, S.J. Cho, Y.G. Kim, Y.P. Kim, W.S. Kim, and S.H.
Hong: Mater. Sci. Eng. A, 1995, vol. 197, pp. 147–56.6. S. Allain, J.-P. Chateau, O. Bouaziz, S. Migot, and N. Guelton:
Mater. Sci. Eng. A, 2004, vols. 387–389, pp. 158–62.7. L. Remy and A. Pineau: Mater. Sci. Eng. A, 1977, vol. 28,
pp. 99–107.8. L. Bracke, J. Penning, and N. Akdut: Metall. Mater. Trans A,
2007, vol. 38A, pp. 520–28.9. G. Wasserman: Zeit Metallkunde, 1963, vol. 54, pp. 61–65.10. S. Vercammen, B. Blanpain, B.C. De Cooman, and P. Wollants:
Acta Mater., 2004, vol. 52, pp. 2005–12.11. L. Bracke, K. Verbekan, L. Kestens, and J. Penning: Acta Ma-
ter., 2009, vol. 57, pp. 1512–24.12. E. El-Danaf, S.R. Kalidindi, R.D. Doherty, and C. Necker: Acta
Mater., 2000, vol. 48, pp. 2665–73.13. A. Weidner and P. Klimanek: Scripta Mater., 1998, vol. 38,
pp. 851–56.14. O. Grassel, L. Kruger, G. Frommeyer, and L.W. Meyer: Int. J.
Plast., 2000, vol. 16, pp. 1391–1409.15. O. Bouaziz, C.P. Scott, and G. Petitgand: Scripta Mater., 2009,
vol. 60, pp. 714–16.16. J. Yanagimoto, K. Oyamada, and T. Nakagawa: CIRP Ann.
Manuf. Technol., 2005, vol. 54, pp. 213–16.17. O. Bouaziz, S. Allaina, C.P. Scott, P. Cugy, and D. Barbier: Curr.
Opin. Solid State Mater. Sci., 2011, vol. 15, pp. 141–68.18. O. Grassel and G. Frommeyer: Mater. Sci. Technol., 1998,
vol. 14, pp. 1213–17.19. T. Leffers and R.K. Ray: Prog. Mater. Sci., 2009, vol. 54,
pp. 351–96.20. T. Leffers: Mater. Sci. Forum, 2012, vols. 702–703, pp. 216–23.21. B.J. Duggan, M. Hatherly, W.B. Hutchinson, and P.T.
Wakefield: Met. Sci., 1978, vol. 12, pp. 343–51.22. W.B. Hutchinson, B. Duggan, and M. Hatherly: Met. Technol.,
1979, vol. 6, pp. 398–403.23. C. Hasse, S. Ghosh Chowdhury, L.A. Barles-Mora, D.A.
Molodov, and G. Gottstein: Metall. Mater. Trans. A, 2013,vol. 44A, pp. 911–22.
24. A.A. Saleh, E.V. Pereloma, and A.A. Gazdar:Mater. Sci. Eng. A,2011, vol. 528, pp. 4537–49.
25. Y. Lu, D.A. Molodov, and G. Gottstein: ISIJ Int., 2011, vol. 51,pp. 812–17.
26. A.A. Saleh, C. Hasse, E.V. Pereloma, D.A. Molodov, and A.A.Gazder: Acta Metall., 2014, vol. 70, pp. 259–71.
27. S. Dancette, L. Delanny, K. Renard, M.A. Melchior, and P.J.Jacques: Acta Mater., 2012, vol. 60, pp. 2135–45.
28. P. Van Houtte, S. Li, M. Seefeldt, and L. Delannay: Int. J Plast.,2005, vol. 21, pp. 589–624.
29. N. Gurao, P. Kumar, B. Bhattacharya, A. Haldar, and S. Suwas:Metall. Mater. Trans. A, 2012, vol. 43A, pp. 5193–01.
30. R.A. Lebensohn and C.N. Tome: Acta Metall. Mater., 1993,vol. 41, pp. 11–24.
31. R.A. Lebensohn and C.N. Tome: Mater. Sci. Eng. A, 1994,vol. 175, pp. 71–82.
32. C.N. Tome, R.A. Lebensohn, Continuum scale simulation ofengineering materials, D. Raabe, F. Rotors, F. Barlat, L.-Q.Chen, eds., Wiley-VCH, Berlin, 2004, pp. 473–76.
33. R.A. Lebensohn and G.R. Canova: Acta Mater., 1997, vol. 45,pp. 3687–94.
34. D. Mattisen, D. Raabe, and F. Heringhaus: Acta Mater., 1999,vol. 47, pp. 1627–34.
35. J. Wang and A. Misra: Curr. Opin. Solid State Mater. Sci., 2011,vol. 15, pp. 20–28.
36. D. Raabe, K. Mivake, and H. Takahara: Mater. Sci. Eng. A,2009, vol. 291, pp. 186–97.
37. D. Raabe, S. Ohsaki, and K. Hono: Acta Mater., 2009, vol. 57,pp. 5254–63.
38. N. Jia, F. Rotors, P. Eisenlohr, D. Raabe, and X. Zhao: ActaMater., 2013, vol. 61, pp. 4591–4606.
39. J. Wang, I.J. Beyerlein, N.A. Mara, and D. Bhattacharya: ScriptaMater., 2011, vol. 64, pp. 1083–86.
40. P.M. Anderson, J.F. Bingert, A. Misra, and J.P. Hirth: ActaMater., 2003, vol. 51, pp. 6059–75.
41. A. Misra, J.P. Hirth, R.G. Hoagland, J.D. Embury, and H.Kung: Acta Mater., 2004, vol. 52, pp. 2387–94.
42. A. Misra, J.P. Hirth, and R.G. Hoagland: Acta Mater., 2006,vol. 53, pp. 4817–24.
43. I.J. Beyerlein, N.A. Mara, D. Bhattacharaya, D.J. Alexander,and C.T. Necker: Int. J. Plast., 2011, vol. 27, pp. 121–46.
44. I.J. Beyerlein, J.R. Mayeur, S. Zheng, N.A. Mara, J. Wang, andA. Misra: Proc. Natl. Acad. Sci., 2014, vol. 111, pp. 4386–90.
45. C.C. Tasan, J.P.M. Hoefnagels, M. Diehl, D. Yan, F. Rotors,and D. Raabe: Int. J. Plast., 2014, vol. 63, pp. 198–210.
46. J. Moverare and M. Oden: Metall. Mater. Trans. A, 2002,vol. 33A, pp. 57–71.
47. C. Mapelli, S. Barella, and R. Venturin: ISIJ Int., 2005, vol. 45,pp. 1727–35.
48. H. Inoue, S. Fukwshima, and N. Inakazu: Mater. Trans. JIM,1992, vol. 33, pp. 129–37.
49. N. Gey, M. Humbert, M.J. Phillip, and Y. Combres: Mater. Sci.Eng. A, 1996, vol. 219, pp. 80–88.
50. S. Suwas and R.K. Ray: Metall. Mater. Trans. A, 2000, vol. 31A,pp. 2339–50.
51. S. Suwas, R.K. Ray, A.K. Singh, and S. Bhagava: Acta Mater.,1999, vol. 47, pp. 4585–98.
52. N.P. Gurao and S. Suwas: Metall. Mater. Trans. A, 2016,DOI:10.1007/s11661-016-3856-1.
53. A.L. Etter, T. Baudin, M.H. Mathon, W. Swiatnicki, and R.Penelle: Scripta Mater., 2006, vol. 54, pp. 683–88.
54. N. Akdut and J. Foct: Scripta Metall. Mater., 1995, vol. 32,pp. 103–08.
55. J. Keichel, J. Foct, and G. Gottstein: ISIJ Int., 2003, vol. 43,pp. 1781–87.
56. N. Jia, L. Peng, Y.D. Wang, S. Johansson, and P.K. Liaw: ActaMater., 2008, vol. 56, pp. 782–93.
57. J.D. Yoo and K.T. Park: Mater. Sci. Eng. A, 2008, vol. 496,pp. 417–24.
58. G.B. Olson and M. Cohen: Metall. Mater. Trans. A, 1976,vol. 7A, pp. 1897–1904.
59. C. Haase, L.A. Barrales-Mora, F. Rotors, D.A. Molodov, and G.Gottstein: Acta Mater., 2014, vol. 80, pp. 327–40.
60. D.R. Steinmetz, T. Japel, R. Wietbrock, P. Eisenlohr, I.Gutierrez-Urrutia, A. Saeed- Akbari, T. Hickel, F. Rotors, andD. Raabe: Acta Mater., 2013, vol. 61, pp. 494–510.
61. D.A. Molodov, S. Bhaumik, X. Molodova, and G. Gottstein:Scripta Mater., 2006, vol. 54, pp. 2161–64.
62. C. Haase, L.A. Barrales-Mora, D.A. Molodov, and G. Gottstein:Mater. Sci. Forum, 2013, vol. 753, pp. 213–16.
63. X. Molodova, R. Berghammer, G. Gottstein, and R.J. Hellmig:Int. J. Mater. Res. (form Z Metallkd), 2007, vol. 98,pp. 158–66.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 48A, OCTOBER 2017—4855
Author's personal copy

64. Y. Lu, D.A. Molodov, and G. Gottstein: Acta Mater., 2011,vol. 59, pp. 3229–43.
65. Y. Lu, D.A. Molodov, and G. Gottstein: Mater. Sci. Forum,2011, vols. 702–703, pp. 443–48.
66. L.A. Barrales-Mora, Y. Lu, and D.A. Molodov: Steel Res. Int.,2011, vol. 82, pp. 119–26.
67. L.A. Barrales-Mora, Y. Lu, D.A. Molodov, and G. Gottstein:Mater. Sci. Forum, 2012, vols. 715–716, pp. 849–52.
68. Y. Lu, D.A. Molodov, and G. Gottstein: Mater. Sci. Forum,2012, vols. 715–716, pp. 568–73.
69. Y. Lu, C. Haase, L.A. Barrales-Mora, D.A. Molodov, and Y.Ping: Mater. Sci. Forum, 2013, vol. 753, pp. 177–80.
70. A.A. Saleh, E.V. Pereloma, and A.A. Gazder:Mater. Sci. Eng. A,2011, vol. 528, pp. 4537–49.
71. H.M. Rietveld: J. Appl. Cryst., 1969, vol. 2, pp. 65–71.72. R.A. Young, ed. The Rietveld Method, Chapter 1. Oxford
University Press, 1995.73. R.J. Hill and C.J. Howard: J. Appl. Cryst., 1987, vol. 20,
pp. 467–74.74. C.D. Singh: Textures Microstruct., 1993, vol. 22, pp. 59–72.75. S. Ghosh Chowdhury, P.K. De, and S. Das: Acta Mater., 2005,
vol. 53, pp. 3951–59.76. J. Hirsch, K. Luecke, and M. Hatherly: Acta Metall., 1988,
vol. 36, pp. 2905–27.77. R.E. Smallman and D. Green: Acta Metall., 1964, vol. 12,
pp. 145–54.78. O. Engler: Acta Mater., 2000, vol. 48, pp. 4827–40.79. H. Paul, A. Morawiec, A. Piatkowski, E. Bouzy, and J.
Fundenberger: Metall. Mater. Trans. A, 2004, vol. 35A,pp. 3775–86.
80. H.O. Asbeck and H. Mecking: Mater. Sci. Eng., 1978, vol. 34,pp. 111–19.
81. T. Kamijo and K. Sekine:Metall. Mater. Trans. A, 1970, vol. 1A,pp. 1287–92.
82. D. Hull: Acta Metall., 1961, vol. 9, pp. 191–204.83. B. Fargette and D. Whitwham: Mem. Sci. Rev. Metall., 1976,
vol. 73, pp. 197–206.
84. D. Raabe: Acta Mater., 1997, vol. 45, pp. 1137–51.85. D. Raabe and K. Luecke:Mater. Sci. Forum, 1994, vols. 157–162,
pp. 597–610.86. F. Emren, U. von Schlippenbach, and K. Luecke: Acta Metall.,
1986, vol. 34, pp. 2105–17.87. D. Raabe: Mater. Sci. Technol., 1995, vol. 11, pp. 455–60.88. W.B. Hutchinson: Int. Met. Rev., 1984, vol. 29, pp. 25–42.89. T. Yokota, T. Shiraga, M. Niikura, and K. Sato, UFG materials,
R.S. Mishra et al., eds., RISO National Laboratory, Roskilde,Denmark, 2001, p. 255.
90. T. Yokota: ISIJ Int., 2004, vol. 44, pp. 1963–65.91. J.-Y. Kim, L. Chen, H.-S. Kim, S.-K. Kim, Y. Estrin, and B.C. De
Cooman:Metall. Mater. Trans. A, 2009, vol. 40A, pp. 3147–58.92. P. Sahu, S. Curtze, A. Das, B. Mahato, V.-T. Kuokkala, and S.
Ghosh Chowdhury: Scripta Mater., 2010, vol. 62, pp. 5–8.93. T. Maki, T. Furuhara, and K. Tsuzaki: ISIJ Int., 2001, vol. 41,
pp. 571–79.94. G.J. Davies, J.S. Kallend, and P.P. Morris: Acta Metall., 1976,
vol. 24, pp. 159–72.95. H.-R. Wenk and C. Tome: J. Geophys. Res., 1999, vol. 104,
pp. 25513–27.96. E. Kaminski and N.M. Ribe: Earth Planet Sci. Lett., 2001,
vol. 189, pp. 253–67.97. J. Signorelli and A. Tommasi: Earth Planet Sci. Lett., 2015,
vol. 430, pp. 356–66.98. L. Chen, H.S. Kim, S.K. Kim, and B.C. De Cooman: ISIJ Int.,
2007, vol. 47, pp. 1804–12.99. Z.P. Xiong, X.P. Ren, W.P. Bao, S.X. Li, and H.T. Qu: Mater.
Sci. Eng. A, 2011, vol. 530, pp. 426–31.100. D.R. Steinmetz, T. Japel, B. Wietbrock, P. Eisenlohr, I.
Gutierrez-Urrutia, A. Saeed- Akbari, T. Hickel, F. Rotors, andD. Raabe: Acta Mater., 2013, vol. 61, pp. 494–510.
101. F. Rotors, D. Raabe, and G. Gottstein: Acta Mater., 2000,vol. 48, pp. 4181–89.
102. M. Goerdeler, M. Crumbach, M. Schneider, G. Gottstein, L.Neumann, H. Aretz, and R. Kopp: Mater. Sci. Eng. A, 2004,vols. 387–389, pp. 266–71.
4856—VOLUME 48A, OCTOBER 2017 METALLURGICAL AND MATERIALS TRANSACTIONS A
Author's personal copy
Related Documents