1 Welding Consumables In 1904, Oscar Kjellberg, a Swedish engineer, was working on ships and boilers in Gothenburg, Sweden. He was not satisfied with the quality of repair jobs. His quest for a better technology led to the invention of the world's first covered electrode. And thus, Elektriska Svetsnings Aktie Bolaget (ESAB) was born. Today, ESAB leads the world in providing welding and cutting solutions. At ESAB, every problem is an opportunity, every sale start of an enduring relationship. From supplying welding equipment to consumables, cutting machines to working environment products, ESAB, today has established itself as one of the leading suppliers of welding, cutting and working environment solutions in the country. ESAB products are now an integral part of industries like Shipbuilding, Petrochemical, Construction, Transport, Offshore, Energy and Repair and Maintenance. The ESAB group belongs to the world renowned Charter Plc. Group, UK, and employs around 8000 people of which more than 600 are engaged in research and development at centres in Sweden, Holland, UK, Germany, USA, Brazil and India. In India, ESAB was formally incorporated on 10th November 1987, and it has expanded through a number of acquisitions. The organisation operates five manufacturing facilities backed by world-class R&D. All the manufacturing units of Esab India Limited, are ISO 9000 and 14000 certified - the only company in India, in the welding field to receive such an honour. A CENTURY OF ESAB INNOVATIONS 2001 First Modular Platform for Welding Equipments 2002 Copper Fee Wire - Aristorod 2005 The Q Set Function

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
1
Welding
Consum
ables
In 1904, Oscar Kjellberg, a Swedish engineer, was working on ships and boilers in Gothenburg, Sweden. He was not satisfied with the quality of repair jobs. His quest for a better technology led to the invention of the world's first covered electrode. And thus, Elektriska Svetsnings Aktie Bolaget (ESAB) was born. Today, ESAB leads the world in providing welding and cutting solutions.At ESAB, every problem is an opportunity, every sale start of an enduring relationship. From supplying welding equipment to consumables, c u t t i n g m a c h i n e s t o w o r k i n g environment products, ESAB, today has established itself as one of the leading suppliers of welding, cutting and working environment solutions in the country. ESAB products are now an integral part of industries like Shipbuilding, Petrochemical, Construction, Transport, Offshore, Energy and Repair and Maintenance.The ESAB group belongs to the world renowned Charter Plc. Group, UK, and employs around 8000 people of which more than 600 are engaged in research and development at centres in Sweden, Holland, UK, Germany, USA, Brazil and India.I n I nd i a , ESAB w as f o r m a l l y incorporated on 10th November 1987, and it has expanded through a number of acquisitions. The organisation operates five manufacturing facilities backed by world-class R&D. All the manufacturing units of Esab India Limited, are ISO 9000 and 14000 certified - the only company in India, in the welding field to receive such an honour.
A CENTURY OF ESAB INNOVATIONS
2001 First Modular Platform for Welding Equipments
2002 Copper Fee Wire - Aristorod
2005 The Q Set Function
2
Wel
ding
Con
sum
able
s
Index
Welding Consumables
Carbon Steel Electrodes
ESAB Ferrospeed
ESAB Ferroarc
ESAB Ferrospeed plus
ESAB Vortic
ESAB 28
ESAB Vordian
ESAB 46
ESAB Vortex - 1
ESAB Ferroweld 1
ESAB 56
ESAB Ferroweld 2
ESAB 36 H
OK 48.20
ESAB 36 H (Spl)
OK 48.20 (Spl)
ESAB 36 H Spl (M)
Gas Welding Fluxes
Gas Welding Fluxes
Pipe Welding Electrodes
Pipeweld 6010 R
Pipeweld 6010 Plus
OK 22.46 P
OK 22.47 P
OK 28.47 P
Pipeweld 6011
Low Alloy Electrodes
OK 48.08
Ok 73.08
OK 74.46
ESAB 8018 B2
OK 76.18 M
OK 76.18 G
OK 76.28
OK 76.28 M
ESAB KV 4
ESAB KV 7
ESAB KV 7M
OK 73.68
OK 73.68 M
ESAB 8016 C2
OK 74.78
OK 74.86
ESAB 8018 - D3
ESAB 98
ESAB 98 G
ESAB 118
ESAB 120
ESAB 130
ESAB Ferroweld W
ESAB Ferroweld W2
Stainless Steel Electrodes
OK 61.50
OK 61.30
ESAB 304 B
ESAB 304 B (N)
OK 61.80
ESAB RSSC (M)
ESAB 308 H
OK 63.50
OK 63.30
OK 63.35
ESAB 316 KCR
OK 63.80
ESAB 317 LN
OK 67.67
ESAB 309
OK 67.60
ESAB 309 LC
OK 67.70
ESAB 309 Mo
ESAB 309 LMO
OK 67.68
ESAB 309 Cb
OK 67.13
Ok 67.45
ESAB RSW
OK 67.50
OK 68.55
OK 68.10
OK 68.00
ESAB RSQ
ESAB 430
ESAB Armoid 1
ESAB Chromweld G
ESAB Chromweld G (Spl)
GTAW Consumables
OK Tigrod SG
OK Tigrod S2
OK Tigrod S2 (Spl)
OK Tigrod 12.64
OK Tigrod 13.09
OK Tigrod 13.16
OK Tigrod 13.17
OK Tigrod 13.23
OK Tigrod 13.28
OK Tigrod 13.32
OK Tigrod 13.37
OK Tigrod 13.38
OK Tigrod 16.10
OK Tigrod 16.30
OK Tigrod 16.35
OK Tigrod 16.53
OK Tigrod 16.54
OK Tigrod 16.13
OK Tigrod 16.95
OK Tigrod 1070
OK Tigrod 1100
OK Tigrod 1450
OK Tigrod 4043
OK Tigrod 4047
OK Tigrod 5087
OK Tigrod 5183
OK Tigrod 5356
OK Tigrod 5554
OK Tigrod 5556
OK Tigrod 5754
GMAW Consumables
ESAB MW1
OK AristoRod 12.50
Ok Autrod 13.14
OK AristoRod 13.09
OK AristoRod 13.26
OK Autrod 13.16
OK Autrod 13.17
OK Autrod 13.28
OK AristoRod 13.29
OK AristoRod 13.13
OK AristoRod 13.31
OK Autrod 16.10
OK Autrod 16.11
OK Autrod 16.30
OK Autrod 16.53
OK Autrod 16.75
OK Autrod 16.13
OK Autrod 16.33
OK Autrod 16.43
OK Autrod 16.95
OK Autrod 18.01
OK Autrod 1100
OK Autrod 4043
OK Autrod 5356
OK Autrod 5183
OK Autrod 5556
OK Autrod 19.12
OK Autrod 19.30
OK Autrod 19.40
FCAW Consumables
Dual Shield 7100 LH
OK Tubrod 15.00 A
OK Tubrod 15.14A
Dual Shield 7100 Ultra
Dual Shield 8100 W
Dual Shield 7000 A1
Dual Shield 8000 B2
OK Tubrod 15.22
Dual Shield 9000 B3
Dual Shield II 81 K2
Dual Shield T 115
Dual Shield T 110
Dual Shield II 70 Ultra
Dual Shield II 101 TC
Dual Shield B9
Dual Shield T 5
OK Tubrod 15.24
OK Tubrod 15.27
OK Tubrod 14.30 A
Shield-Bright 308 L
Shield-Bright 316 L
Shield-Bright 317 L
Shield-Bright 309 L
Shield-Bright 309 LMo
Shield-Bright 347
Shield-Bright 308 H
Shield-Bright 410
Shield-Bright 2209
Shield-Bright 312
Shield-Bright 410 Ni Mo
Shield-Bright 308 L Xtra
Shield-Bright 309 L Xtra
Shield-Bright 309 LMo Xtra
Shield-Bright 316 L Xtra
Shield-Bright 347 Xta
Coreshield II
Coreshield 8 Ni 1
Coreweld 70
Coreweld Ultra
Coreweld III Ultra
Arcaloy T - 409 Ti
SAW Wires
OK Autrod 12.08 L
OK Autrod 12.22 L
OK Autrod 12.40 L
OK Autrod 12.24 L
OK Autrod 12.33 L
OK Autrod 12.34 L
OK Autrod 13.09 L
OK Autrod 13.12 L
OK Autrod 13.22 L
OK Autrod 13.43
OK Autrod 16.10
OK Autrod 16.30
OK Autrod 16.53
OK Autrod 16.11
OK Autrod 16.13
ESAB A 1O K
ESAB SA1 3 K
SAW Wires
OK Flux 10.61 L
OK Flux 10.62
OK Flux 10.62 L
OK Flux 10.71
OK Flux 10.71 L
OK Flux 10.81 L
OK Flux 10.81 LM
OK Flux 10.81 LS
OK Flux 10.81 LS (FG)
OK Flux 10.92L
Strip Cladding Consumables
OK Band / Flux for Stainless Steel
Hard Surfacing Consumables
Wire & Flux Combinations
Consumables for 9% Ni Steels
LNG Tank Fabrication
General Information
Calculation of Electrode
Consumption
Storage & Handling
Data Sheets Pipewelding
Data Sheets GTAW/GMAW
Data Sheet FCAW
Flux Cored
Arc Welding
Data Sheet SAW
Quick Guide & General Information
Quick Guide & General Information
Consumables Guide for ASTM Steels
Consumables Guide for ASTM Steels
5
Welding
Consum
ables
Welding Consumables
ISO 9000 & ISO 14000
6
Wel
ding
Con
sum
able
s
Carbon Steel ElectrodesESAB FERROSPEEDA rutile coated general-purpose electrode for MMAW
Classifi cation AWS A5.1 : E 6012 IS 814 : ER 4124
DESCRIPTION
ESAB FERROSPEED is one of the most popular and wellknown welding electrodes in India for decades. ESAB FERROSPEED is a rutile-coated electrode for welding general-purpose structures that are not subjected to heavy dynamic loading, and is specially designed for higher tolerance to less cleaned plates and poor joint fi t-ups. Unique balance of arc force and slag fl uidity makes the electrode easily manoeuvrable in all positions and because of its versatility and economy, has found wide acceptance for welding mild steel. The weld provides good penetration and an easily detachable slag. The electrode has high current carrying capacity and produces relatively high strength weld metal.
APPROVALS
BIS, BV, CIB, LRS. Gr.1, MMD, ABS, IRS, DNV
WELDING CURRENT : DC+, AC 70V
ESAB FERROARCA rutile coated general-purpose electrode for MMAW
Classifi cation AWS A5.1 : E 6013
IS 814 : ER 4211X
DESCRIPTION
ESAB FERROARC is a medium coated general-pur-pose mild steel electrode, which operates on low OCV (50 V) AC in all positions. ESAB FERROARC delivers smooth and stable welding arc with low spatter and smoke, excellent slag detachability and smooth weld bead appearance. The weld deposit is of radiographic quality.
APPROVALS
ABS Gr.2, BIS BV Gr.2, DNV Gr.2, IRS Gr.2, LRS Gr.2, MMD, MN Dastur, RDSO E1, CIB, TEIL
WELDING CURRENT: DC+, AC 50V
TYPICAL APPLICATIONS
Ideally suited for structural welding, welding of pipe sockets, general welding fabrication, etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.08 YS 410 N/mm2
Si 0.25 UTS 490 N/mm2
P 0.02 EL 26% Mn 0.40 Impact (CVN) at + 0oC 70J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box.
TYPICAL APPLICATIONS
Chimney, machine building, repair-jobs, shaft reclamation, ship building, steel furniture and frameworks, storage tanks, bus and truck bodies, cement mills, rolling mills, barge - building etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.085 YS 420 N/mm2
Si 0.20 UTS 490 N/mm2
P 0.02 EL 23% Mn 0.40 Impact (CVN) at + 27oC 70J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 3.15 450 95-125 150 600 4.00 450 125-175 100 400 5.00 450 165-250 65 260
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 40-100 125 750 3.15 350 95-125 90 540 4.00 450 125-175 60 360 5.00 450 165-260 40 240
7
Welding
Consum
ables
ESAB FERROSPEED PLUSA rutile coated general-purpose electrode for MMAW
Classifi cation AWS A5.1 : E 6013 IS 814 : ER 4211X
DESCRIPTION
ESAB FERROSPEED PLUS is a medium-heavy coat-ed mild steel welding electrode for all positions, hav-ing good mechanical properties and arc characteristics. ESAB FERROSPEED PLUS operates on low open cir-cuit voltage and its good running characteristics result in excellent weld fi nish of radiographic quality. ESAB FER-ROSPEED PLUS is also known for its superior V-down welding capabilities.
APPROVALS
ABS Gr.2, BIS, BV Gr.2, CIB, DNV Gr.2, IRS Gr.2, LRS Gr.2, MMD,PDIL, BHEL, TElL
WELDING CURRENT: DC+, AC 50V
TYPICAL APPLICATIONS
ESAB FERROSPEED PLUS is recommended in applications such as bogies and under-frame of railway carriages and wagons, chimney, construction
ESAB VORTICA rutile coated general-purpose electrode for MMAW
Classifi cation AWS AS.1 : E 6013 IS 814 : ER 4224X
DESCRIPTION
ESAB VORTIC is a medium coated general-purpose mild steel electrode, especially designed for use in vertical and over head positions. This is a rutile coated, fast freezing slag type electrode with excellent slag detachability even in deep grooves. ESAB VORTIC is characterised by superior running characteristic and exceptionally low spatter and fi nely rippled weld bead deposit.
APPROVALS
ABS Gr.2, BV Gr.2, BIS, CIB, DNV Gr.2, IRS Gr.2, LRS Gr.2, MMD, RDSO A1.
WELDING CURRENT: DC+, AC 5OV
TYPICAL APPLICATIONS
ESAB VORTIC is recommended for applications such as bogies and under frames of railway carriages and wag-
ons, boilers and pressure vessels, general engineering constructions, pipe welding, sheet metal fabrications, ship construction steel structure and frameworks, tanks and coaches, trucks, bus frames and bodies, etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.07 YS 430 N/mm2
Si 0.2 UTS 490 N/mm2
P 0.02 EL 26% Mn 0.4 Impact (CVN) at + 0oC 65J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box.
engineering job, pipe welding, sheet metal fabrication, ship building, steel structures and frame works, truck and bus bodies, tanks, boiler components etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.08 YS 440 N/mm2
Si 0.23 UTS 500 N/mm2
P 0.02 EL 26% Mn 0.45 Impact (CVN) at + 0oC 70J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 40-100 185 740 3.15 450 100-125 125 500 4.00 450 135-175 90 360 5.00 450 150-260 60 240 6.30 450 195-360 35 140
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.5 350 40-105 190 760 3.15 350 85-135 140 560 3.15 450 85-120 140 560 4.00 350 120-175 85 340 4.00 450 120-160 85 340 5.00 450 160-240 55 220
8
Wel
ding
Con
sum
able
s
ESAB 28A rutile coated radiography quality electrode for MMAW
Classifi cation AWS A5.1 : E 6013 IS 814 : ER 4212X
DESCRIPTION
ESAB 28 is a medium heavy rutile coated mild steel electrode designed for welding of unalloyed structural steels in all positions. The electrode gives smooth radio-graphic quality weld with low spatter and smoke. Bead shape is uniform and fi nely rippled and slag is self re-moval type.
APPROVALS
ABS Gr.2, BIS, BV Gr.2, CIB, DNV Gr.2, TElL, IRS Gr.2, LRS Gr.2, MMD, NPC, PDIL.
WELDING CURRENT: DC (+), AC 50V
TYPICAL APPLICATIONS
It is recommended for welding structures of varying thickness of MS plates in different type of joints and welding ordinary grade ship steel as well as structural steel of similar strength and composition. Suitable for
ESAB VORDIANA rutile coated high productivity electrode for MMAW
Classifi cation AWS A5.1 : E 6013 IS 814 : ERR 4221X
DESCRIPTION
ESAB VORDIAN is an all position medium heavy rutile coated mild steel welding electrode of outstanding qual-ity permitting use of low open circuit voltages. Since it can be touch welded, very little skill is required in ob-taining quality welds. ESAB VORDIAN is extremely suit-able for fl at and horizontal-vertical position as well as for vertical and overhead welding. Excellent welding per-formance and mechanical properties with radiographic soundness is easily achievable. ESAB VORDIAN is also suitable for pipe welding jobs.
APPROVALS
ABSGr.2, BIS BV Gr.2, CIB, DNV Gr.2, TElL, IRS Gr.2, LRS Gr.2, MMD, NPC, RDSO C2, BHEL.
WELDING CURRENT: DC(+), AC 50V
TYPICAL APPLICATIONS
ESAB VORDIAN is recommended for applications such as boiler and pressure vessels, bogies and under
frame of railway carriages and wagons, bridges and dam construction, cranes, machine building, plate and sheet metal fabrication, ship construction, framework, tankages, pipes, etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.07 YS 410 N/mm2
Si 0.22 UTS 490 N/mm2
P 0.02 EL 26% Mn 0.42 Impact (CVN) at 0oC 90J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box.
welding of pipes, bridges, boilers and pressure vessels storage tanks, etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.08 YS 430 N/mm2
Si 0.24 UTS 500 N/mm2
P 0.02 EL 26% Mn 0.45 Impact (CVN) at 0oC 90J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box
2.50 350 60-85 190 7603.15 350 85-120 120 4803.15 450 85-120 120 4804.00 350 120-175 75 3004.00 450 120-160 75 3005.00 450 160-240 50 200
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 50-105 160 640 3.15 350 85-130 110 440 3.15 450 85-130 110 440 4.00 450 130-180 75 300 5.00 450 160-240 50 200
9
Welding
Consum
ables
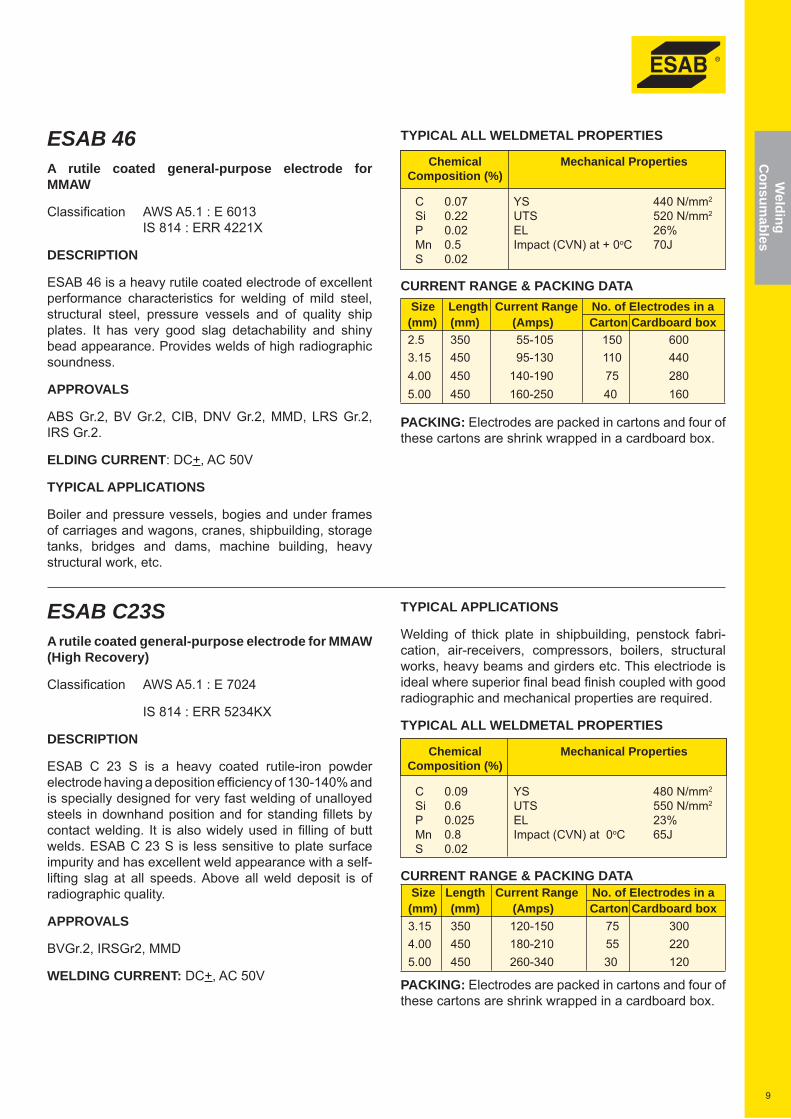
ESAB 46A rutile coated general-purpose electrode for MMAW
Classifi cation AWS A5.1 : E 6013 IS 814 : ERR 4221X
DESCRIPTION
ESAB 46 is a heavy rutile coated electrode of excellent performance characteristics for welding of mild steel, structural steel, pressure vessels and of quality ship plates. It has very good slag detachability and shiny bead appearance. Provides welds of high radiographic soundness.
APPROVALS
ABS Gr.2, BV Gr.2, CIB, DNV Gr.2, MMD, LRS Gr.2, IRS Gr.2.
ELDING CURRENT: DC+, AC 50V
TYPICAL APPLICATIONS
Boiler and pressure vessels, bogies and under frames of carriages and wagons, cranes, shipbuilding, storage tanks, bridges and dams, machine building, heavy structural work, etc.
ESAB C23SA rutile coated general-purpose electrode for MMAW (High Recovery)
Classifi cation AWS A5.1 : E 7024
IS 814 : ERR 5234KX
DESCRIPTION
ESAB C 23 S is a heavy coated rutile-iron powder electrode having a deposition effi ciency of 130-140% and is specially designed for very fast welding of unalloyed steels in downhand position and for standing fi llets by contact welding. It is also widely used in fi lling of butt welds. ESAB C 23 S is less sensitive to plate surface impurity and has excellent weld appearance with a self-lifting slag at all speeds. Above all weld deposit is of radiographic quality.
APPROVALS
BVGr.2, IRSGr2, MMD
WELDING CURRENT: DC+, AC 50V
TYPICAL APPLICATIONS
Welding of thick plate in shipbuilding, penstock fabri-cation, air-receivers, compressors, boilers, structural works, heavy beams and girders etc. This electriode is ideal where superior fi nal bead fi nish coupled with good radiographic and mechanical properties are required.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.09 YS 480 N/mm2
Si 0.6 UTS 550 N/mm2
P 0.025 EL 23% Mn 0.8 Impact (CVN) at 0oC 65J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.07 YS 440 N/mm2
Si 0.22 UTS 520 N/mm2
P 0.02 EL 26% Mn 0.5 Impact (CVN) at + 0oC 70J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.5 350 55-105 150 600 3.15 450 95-130 110 440 4.00 450 140-190 75 280 5.00 450 160-250 40 160
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 3.15 350 120-150 75 300 4.00 450 180-210 55 220 5.00 450 260-340 30 120
10
Wel
ding
Con
sum
able
s
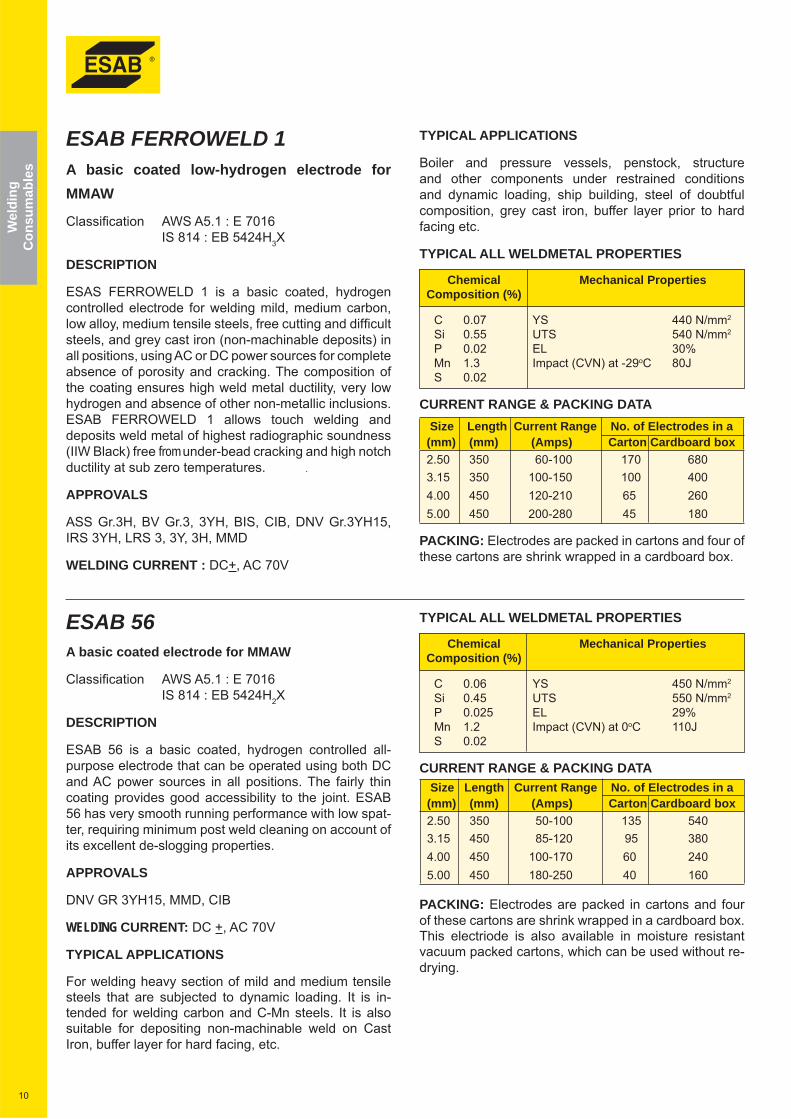
ESAB FERROWELD 1A basic coated low-hydrogen electrode for MMAW
Classifi cation AWS A5.1 : E 7016 IS 814 : EB 5424H3X
DESCRIPTION
ESAS FERROWELD 1 is a basic coated, hydrogen controlled electrode for welding mild, medium carbon, low alloy, medium tensile steels, free cutting and diffi cult steels, and grey cast iron (non-machinable deposits) in all positions, using AC or DC power sources for complete absence of porosity and cracking. The composition of the coating ensures high weld metal ductility, very low hydrogen and absence of other non-metallic inclusions. ESAB FERROWELD 1 allows touch welding and deposits weld metal of highest radiographic soundness (IIW Black) free from under-bead cracking and high notch ductility at sub zero temperatures. .
APPROVALS
ASS Gr.3H, BV Gr.3, 3YH, BIS, CIB, DNV Gr.3YH15, IRS 3YH, LRS 3, 3Y, 3H, MMD
WELDING CURRENT : DC+, AC 70V
ESAB 56A basic coated electrode for MMAW
Classifi cation AWS A5.1 : E 7016 IS 814 : EB 5424H2X
DESCRIPTION
ESAB 56 is a basic coated, hydrogen controlled all-purpose electrode that can be operated using both DC and AC power sources in all positions. The fairly thin coating provides good accessibility to the joint. ESAB 56 has very smooth running performance with low spat-ter, requiring minimum post weld cleaning on account of its excellent de-slogging properties.
APPROVALS
DNV GR 3YH15, MMD, CIB
WELDING CURRENT: DC +, AC 70V
TYPICAL APPLICATIONS
For welding heavy section of mild and medium tensile steels that are subjected to dynamic loading. It is in-tended for welding carbon and C-Mn steels. It is also suitable for depositing non-machinable weld on Cast Iron, buffer layer for hard facing, etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 450 N/mm2
Si 0.45 UTS 550 N/mm2
P 0.025 EL 29% Mn 1.2 Impact (CVN) at 0oC 110J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electriode is also available in moisture resistant vacuum packed cartons, which can be used without re-drying.
TYPICAL APPLICATIONS
Boiler and pressure vessels, penstock, structure and other components under restrained conditions and dynamic loading, ship building, steel of doubtful composition, grey cast iron, buffer layer prior to hard facing etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.07 YS 440 N/mm2
Si 0.55 UTS 540 N/mm2
P 0.02 EL 30% Mn 1.3 Impact (CVN) at -29oC 80J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 50-100 135 540 3.15 450 85-120 95 380 4.00 450 100-170 60 240 5.00 450 180-250 40 160
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 60-100 170 680 3.15 350 100-150 100 400 4.00 450 120-210 65 260 5.00 450 200-280 45 180
11
Welding
Consum
ables
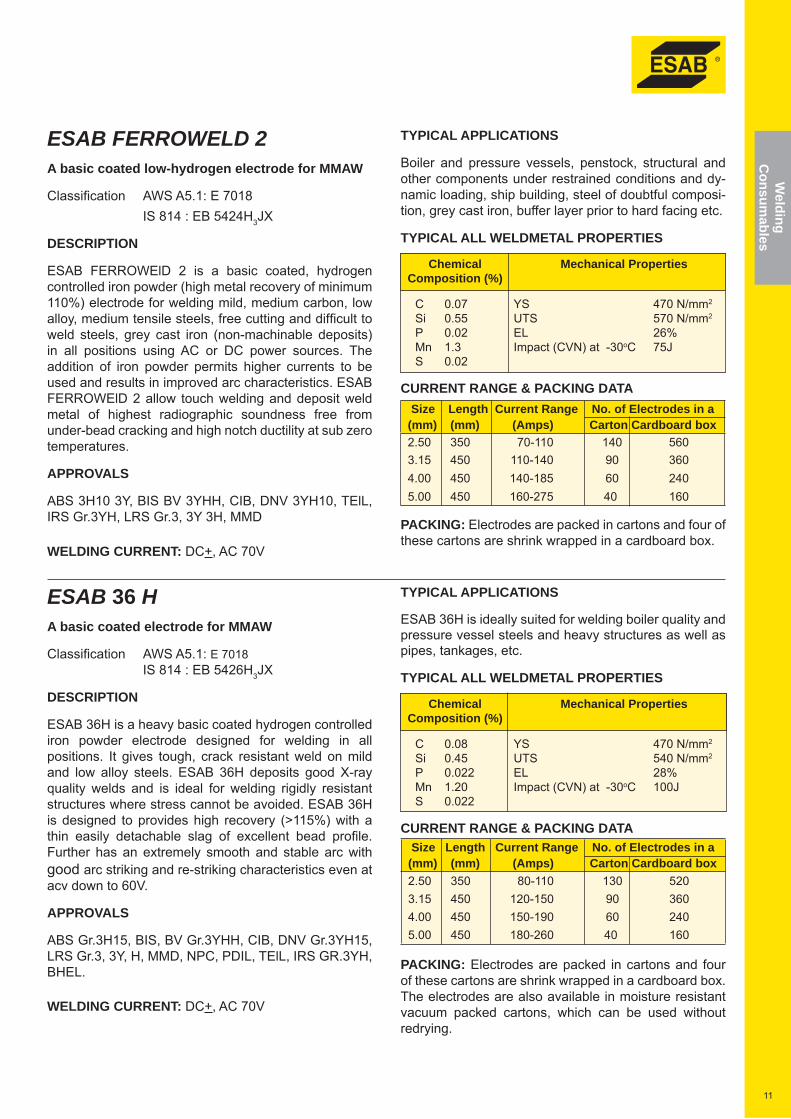
ESAB FERROWELD 2A basic coated low-hydrogen electrode for MMAW
Classifi cation AWS A5.1: E 7018 IS 814 : EB 5424H3JX
DESCRIPTION
ESAB FERROWElD 2 is a basic coated, hydrogen controlled iron powder (high metal recovery of minimum 110%) electrode for welding mild, medium carbon, low alloy, medium tensile steels, free cutting and diffi cult to weld steels, grey cast iron (non-machinable deposits) in all positions using AC or DC power sources. The addition of iron powder permits higher currents to be used and results in improved arc characteristics. ESAB FERROWElD 2 allow touch welding and deposit weld metal of highest radiographic soundness free from under-bead cracking and high notch ductility at sub zero temperatures.
APPROVALS
ABS 3H10 3Y, BIS BV 3YHH, CIB, DNV 3YH10, TElL, IRS Gr.3YH, LRS Gr.3, 3Y 3H, MMD
WELDING CURRENT: DC+, AC 70V
ESAB 36 HA basic coated electrode for MMAW
Classifi cation AWS A5.1: E 7018 IS 814 : EB 5426H3JX
DESCRIPTION
ESAB 36H is a heavy basic coated hydrogen controlled iron powder electrode designed for welding in all positions. It gives tough, crack resistant weld on mild and low alloy steels. ESAB 36H deposits good X-ray quality welds and is ideal for welding rigidly resistant structures where stress cannot be avoided. ESAB 36H is designed to provides high recovery (>115%) with a thin easily detachable slag of excellent bead profi le. Further has an extremely smooth and stable arc with good arc striking and re-striking characteristics even at acv down to 60V.
APPROVALS
ABS Gr.3H15, BIS, BV Gr.3YHH, CIB, DNV Gr.3YH15, LRS Gr.3, 3Y, H, MMD, NPC, PDIL, TElL, IRS GR.3YH, BHEL.
WELDING CURRENT: DC+, AC 70V
TYPICAL APPLICATIONS
ESAB 36H is ideally suited for welding boiler quality and pressure vessel steels and heavy structures as well as pipes, tankages, etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.08 YS 470 N/mm2
Si 0.45 UTS 540 N/mm2
P 0.022 EL 28% Mn 1.20 Impact (CVN) at -30oC 100J S 0.022
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. The electrodes are also available in moisture resistant vacuum packed cartons, which can be used without redrying.
TYPICAL APPLICATIONS
Boiler and pressure vessels, penstock, structural and other components under restrained conditions and dy-namic loading, ship building, steel of doubtful composi-tion, grey cast iron, buffer layer prior to hard facing etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.07 YS 470 N/mm2
Si 0.55 UTS 570 N/mm2
P 0.02 EL 26% Mn 1.3 Impact (CVN) at -30oC 75J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 80-110 130 520 3.15 450 120-150 90 360 4.00 450 150-190 60 240 5.00 450 180-260 40 160
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 140 560 3.15 450 110-140 90 360 4.00 450 140-185 60 240 5.00 450 160-275 40 160
12
Wel
ding
Con
sum
able
s
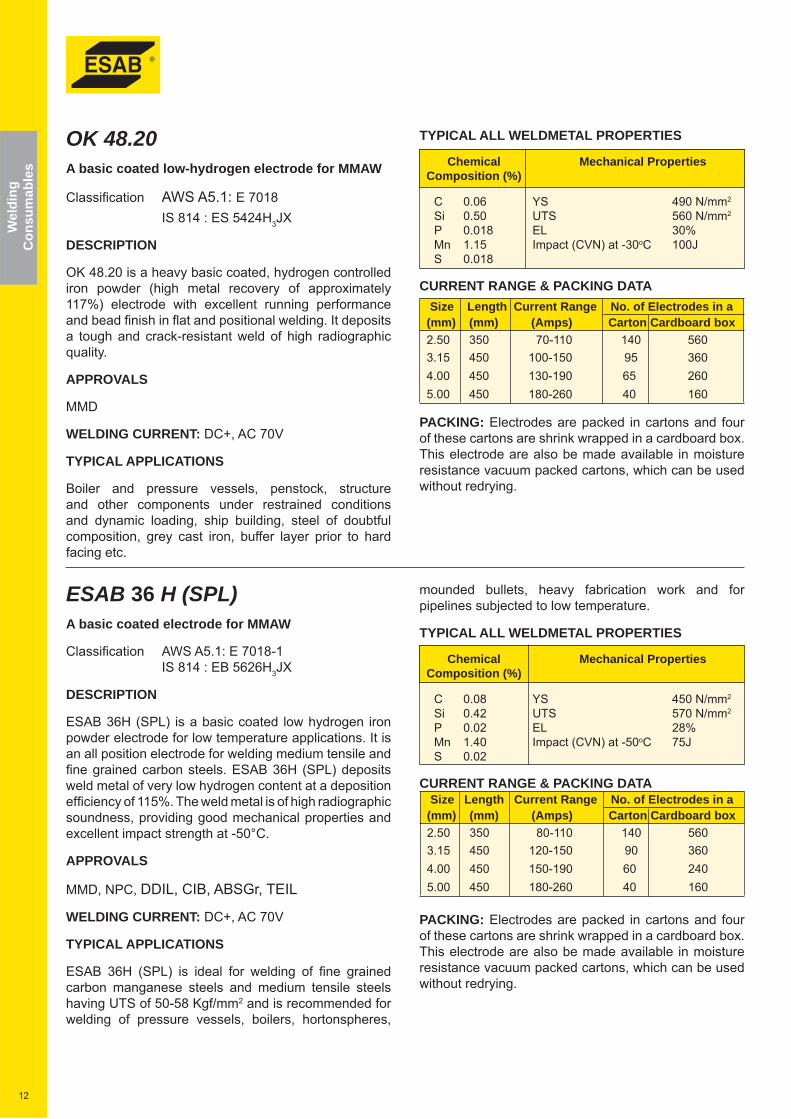
OK 48.20A basic coated low-hydrogen electrode for MMAW
Classifi cation AWS A5.1: E 7018 IS 814 : ES 5424H3JX
DESCRIPTION
OK 48.20 is a heavy basic coated, hydrogen controlled iron powder (high metal recovery of approximately 117%) electrode with excellent running performance and bead fi nish in fl at and positional welding. It deposits a tough and crack-resistant weld of high radiographic quality.
APPROVALS
MMD
WELDING CURRENT: DC+, AC 70V
TYPICAL APPLICATIONS
Boiler and pressure vessels, penstock, structure and other components under restrained conditions and dynamic loading, ship building, steel of doubtful composition, grey cast iron, buffer layer prior to hard facing etc.
ESAB 36 H (SPL)A basic coated electrode for MMAW
Classifi cation AWS A5.1: E 7018-1 IS 814 : EB 5626H3JX
DESCRIPTION
ESAB 36H (SPL) is a basic coated low hydrogen iron powder electrode for low temperature applications. It is an all position electrode for welding medium tensile and fi ne grained carbon steels. ESAB 36H (SPL) deposits weld metal of very low hydrogen content at a deposition effi ciency of 115%. The weld metal is of high radiographic soundness, providing good mechanical properties and excellent impact strength at -50°C.
APPROVALS
MMD, NPC, DDIL, CIB, ABSGr, TEIL
WELDING CURRENT: DC+, AC 70V
TYPICAL APPLICATIONS
ESAB 36H (SPL) is ideal for welding of fi ne grained carbon manganese steels and medium tensile steels having UTS of 50-58 Kgf/mm2 and is recommended for welding of pressure vessels, boilers, hortonspheres,
mounded bullets, heavy fabrication work and for pipelines subjected to low temperature.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.08 YS 450 N/mm2
Si 0.42 UTS 570 N/mm2
P 0.02 EL 28% Mn 1.40 Impact (CVN) at -50oC 75J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode are also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 80-110 140 560 3.15 450 120-150 90 360 4.00 450 150-190 60 240 5.00 450 180-260 40 160
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 490 N/mm2
Si 0.50 UTS 560 N/mm2
P 0.018 EL 30% Mn 1.15 Impact (CVN) at -30oC 100J S 0.018
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode are also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 140 560 3.15 450 100-150 95 360 4.00 450 130-190 65 260 5.00 450 180-260 40 160
13
Welding
Consum
ables
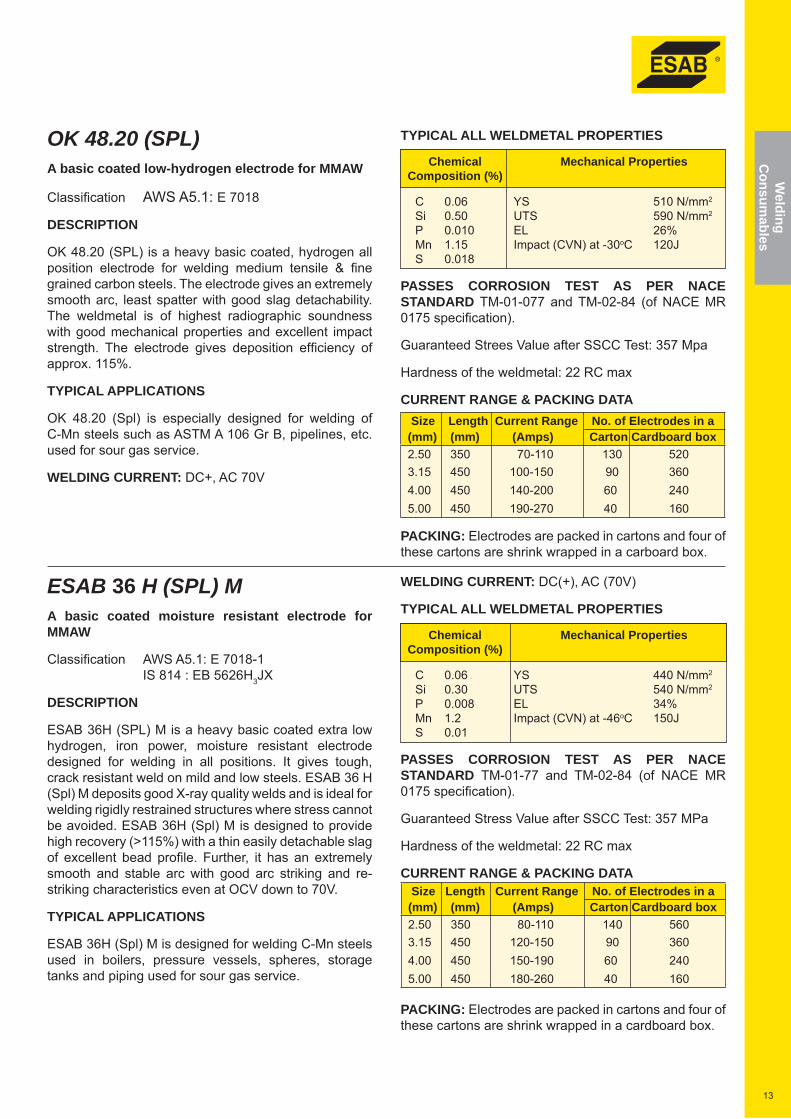
OK 48.20 (SPL)A basic coated low-hydrogen electrode for MMAW
Classifi cation AWS A5.1: E 7018
DESCRIPTION
OK 48.20 (SPL) is a heavy basic coated, hydrogen all position electrode for welding medium tensile & fi ne grained carbon steels. The electrode gives an extremely smooth arc, least spatter with good slag detachability. The weldmetal is of highest radiographic soundness with good mechanical properties and excellent impact strength. The electrode gives deposition effi ciency of approx. 115%.
TYPICAL APPLICATIONS
OK 48.20 (Spl) is especially designed for welding of C-Mn steels such as ASTM A 106 Gr B, pipelines, etc. used for sour gas service.
WELDING CURRENT: DC+, AC 70V
ESAB 36 H (SPL) MA basic coated moisture resistant electrode for MMAW
Classifi cation AWS A5.1: E 7018-1 IS 814 : EB 5626H3JX
DESCRIPTION
ESAB 36H (SPL) M is a heavy basic coated extra low hydrogen, iron power, moisture resistant electrode designed for welding in all positions. It gives tough, crack resistant weld on mild and low steels. ESAB 36 H (Spl) M deposits good X-ray quality welds and is ideal for welding rigidly restrained structures where stress cannot be avoided. ESAB 36H (Spl) M is designed to provide high recovery (>115%) with a thin easily detachable slag of excellent bead profi le. Further, it has an extremely smooth and stable arc with good arc striking and re-striking characteristics even at OCV down to 70V.
TYPICAL APPLICATIONS
ESAB 36H (Spl) M is designed for welding C-Mn steels used in boilers, pressure vessels, spheres, storage tanks and piping used for sour gas service.
WELDING CURRENT: DC(+), AC (70V)
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 440 N/mm2
Si 0.30 UTS 540 N/mm2
P 0.008 EL 34% Mn 1.2 Impact (CVN) at -46oC 150J S 0.01
PASSES CORROSION TEST AS PER NACE STANDARD TM-01-77 and TM-02-84 (of NACE MR 0175 specifi cation).
Guaranteed Stress Value after SSCC Test: 357 MPa
Hardness of the weldmetal: 22 RC max
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 510 N/mm2
Si 0.50 UTS 590 N/mm2
P 0.010 EL 26% Mn 1.15 Impact (CVN) at -30oC 120J S 0.018
PASSES CORROSION TEST AS PER NACE STANDARD TM-01-077 and TM-02-84 (of NACE MR 0175 specifi cation).
Guaranteed Strees Value after SSCC Test: 357 Mpa
Hardness of the weldmetal: 22 RC max
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a carboard box.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 130 520 3.15 450 100-150 90 360 4.00 450 140-200 60 240 5.00 450 190-270 40 160
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 80-110 140 560 3.15 450 120-150 90 360 4.00 450 150-190 60 240 5.00 450 180-260 40 160
14
Wel
ding
Con
sum
able
s
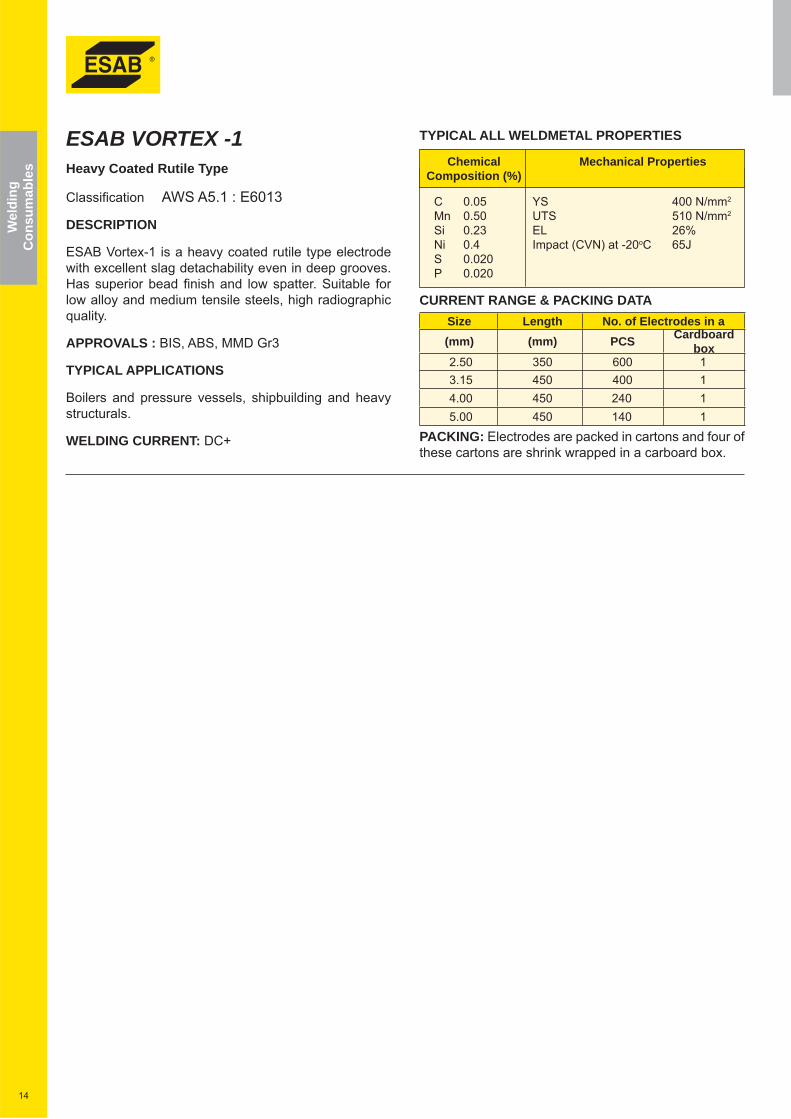
ESAB VORTEX -1Heavy Coated Rutile Type
Classifi cation AWS A5.1 : E6013
DESCRIPTION
ESAB Vortex-1 is a heavy coated rutile type electrode with excellent slag detachability even in deep grooves. Has superior bead fi nish and low spatter. Suitable for low alloy and medium tensile steels, high radiographic quality.
APPROVALS : BIS, ABS, MMD Gr3
TYPICAL APPLICATIONS
Boilers and pressure vessels, shipbuilding and heavy structurals.
WELDING CURRENT: DC+
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.05 YS 400 N/mm2
Mn 0.50 UTS 510 N/mm2
Si 0.23 EL 26% Ni 0.4 Impact (CVN) at -20oC 65J S 0.020 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a carboard box.
Size Length No. of Electrodes in a(mm) (mm) PCS Cardboard
box 2.50 350 600 1 3.15 450 400 1 4.00 450 240 1 5.00 450 140 1
15
Welding
Consum
ables
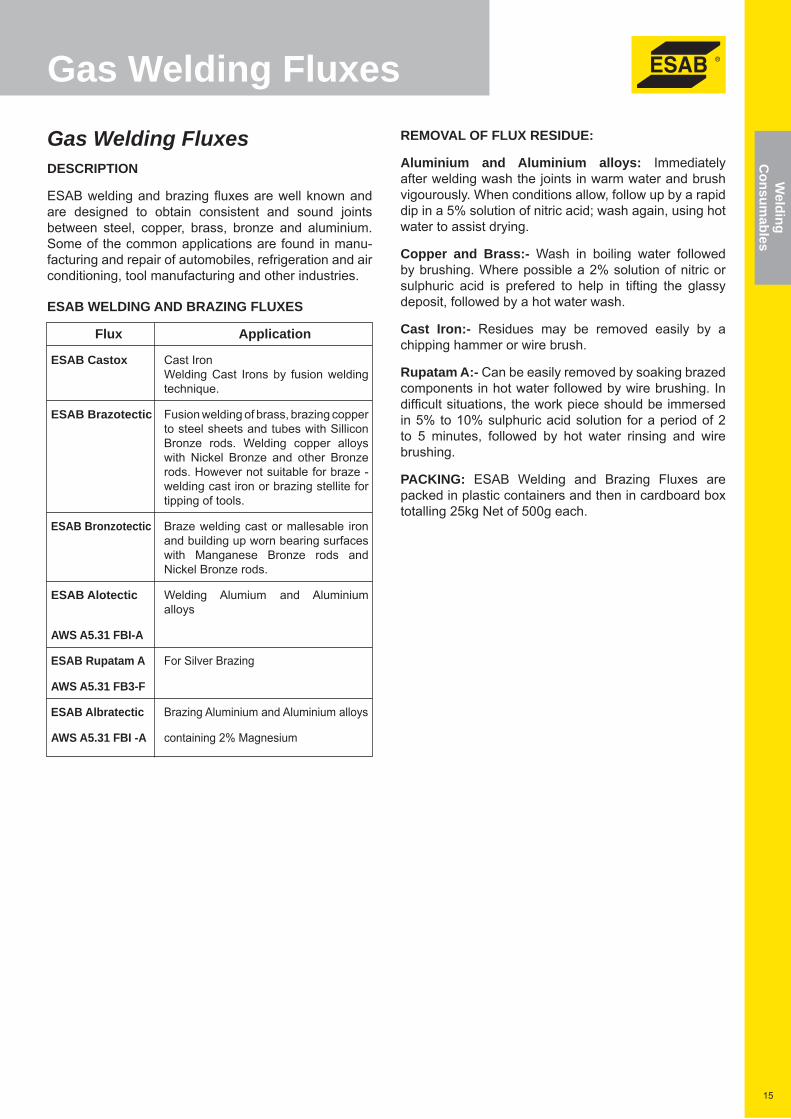
Gas Welding FluxesGas Welding FluxesDESCRIPTION
ESAB welding and brazing fl uxes are well known and are designed to obtain consistent and sound joints between steel, copper, brass, bronze and aluminium. Some of the common applications are found in manu-facturing and repair of automobiles, refrigeration and air conditioning, tool manufacturing and other industries.
ESAB WELDING AND BRAZING FLUXES
Flux Application
ESAB Castox Cast Iron Welding Cast Irons by fusion welding
technique.
ESAB Brazotectic Fusion welding of brass, brazing copper to steel sheets and tubes with Sillicon Bronze rods. Welding copper alloys with Nickel Bronze and other Bronze rods. However not suitable for braze - welding cast iron or brazing stellite for tipping of tools.
ESAB Bronzotectic Braze welding cast or mallesable iron and building up worn bearing surfaces with Manganese Bronze rods and Nickel Bronze rods.
ESAB Alotectic Welding Alumium and Aluminium alloys
AWS A5.31 FBI-A
ESAB Rupatam A For Silver Brazing
AWS A5.31 FB3-F
ESAB Albratectic Brazing Aluminium and Aluminium alloys
AWS A5.31 FBI -A containing 2% Magnesium
REMOVAL OF FLUX RESIDUE:
Aluminium and Aluminium alloys: Immediately after welding wash the joints in warm water and brush vigourously. When conditions allow, follow up by a rapid dip in a 5% solution of nitric acid; wash again, using hot water to assist drying.
Copper and Brass:- Wash in boiling water followed by brushing. Where possible a 2% solution of nitric or sulphuric acid is prefered to help in tifting the glassy deposit, followed by a hot water wash.
Cast Iron:- Residues may be removed easily by a chipping hammer or wire brush.
Rupatam A:- Can be easily removed by soaking brazed components in hot water followed by wire brushing. In diffi cult situations, the work piece should be immersed in 5% to 10% sulphuric acid solution for a period of 2 to 5 minutes, followed by hot water rinsing and wire brushing.
PACKING: ESAB Welding and Brazing Fluxes are packed in plastic containers and then in cardboard box totalling 25kg Net of 500g each.
16
Wel
ding
Con
sum
able
s
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
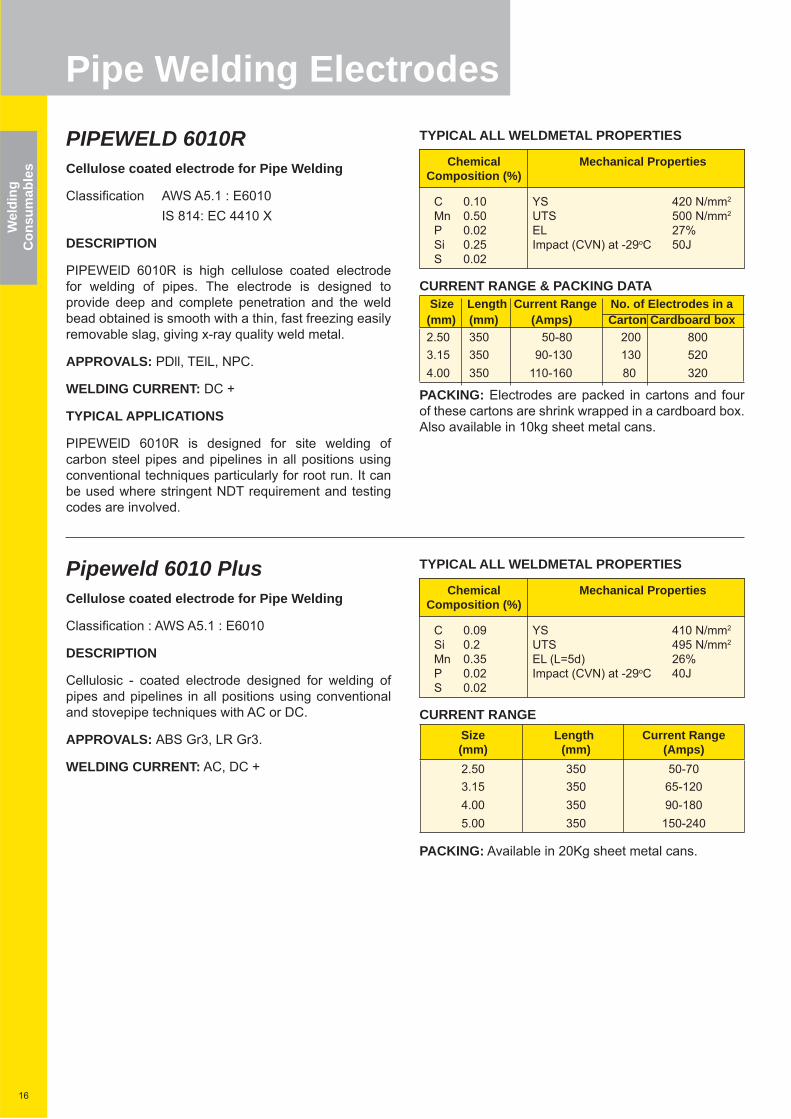
C 0.09 YS 410 N/mm2
Si 0.2 UTS 495 N/mm2
Mn 0.35 EL (L=5d) 26% P 0.02 Impact (CVN) at -29oC 40J S 0.02
CURRENT RANGE
PACKING: Available in 20Kg sheet metal cans.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.10 YS 420 N/mm2
Mn 0.50 UTS 500 N/mm2
P 0.02 EL 27% Si 0.25 Impact (CVN) at -29oC 50J S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. Also available in 10kg sheet metal cans.
Pipe Welding ElectrodesPIPEWELD 6010RCellulose coated electrode for Pipe Welding
Classifi cation AWS A5.1 : E6010 IS 814: EC 4410 X
DESCRIPTION
PIPEWElD 6010R is high cellulose coated electrode for welding of pipes. The electrode is designed to provide deep and complete penetration and the weld bead obtained is smooth with a thin, fast freezing easily removable slag, giving x-ray quality weld metal.
APPROVALS: PDll, TElL, NPC.
WELDING CURRENT: DC +
TYPICAL APPLICATIONS
PIPEWElD 6010R is designed for site welding of carbon steel pipes and pipelines in all positions using conventional techniques particularly for root run. It can be used where stringent NDT requirement and testing codes are involved.
Pipeweld 6010 PlusCellulose coated electrode for Pipe Welding
Classifi cation : AWS A5.1 : E6010
DESCRIPTION
Cellulosic - coated electrode designed for welding of pipes and pipelines in all positions using conventional and stovepipe techniques with AC or DC.
APPROVALS: ABS Gr3, LR Gr3.
WELDING CURRENT: AC, DC +
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 50-80 200 800 3.15 350 90-130 130 520 4.00 350 110-160 80 320
Size (mm)
Length(mm)
Current Range(Amps)
2.50 350 50-703.15 350 65-1204.00 350 90-1805.00 350 150-240
17
Welding
Consum
ables
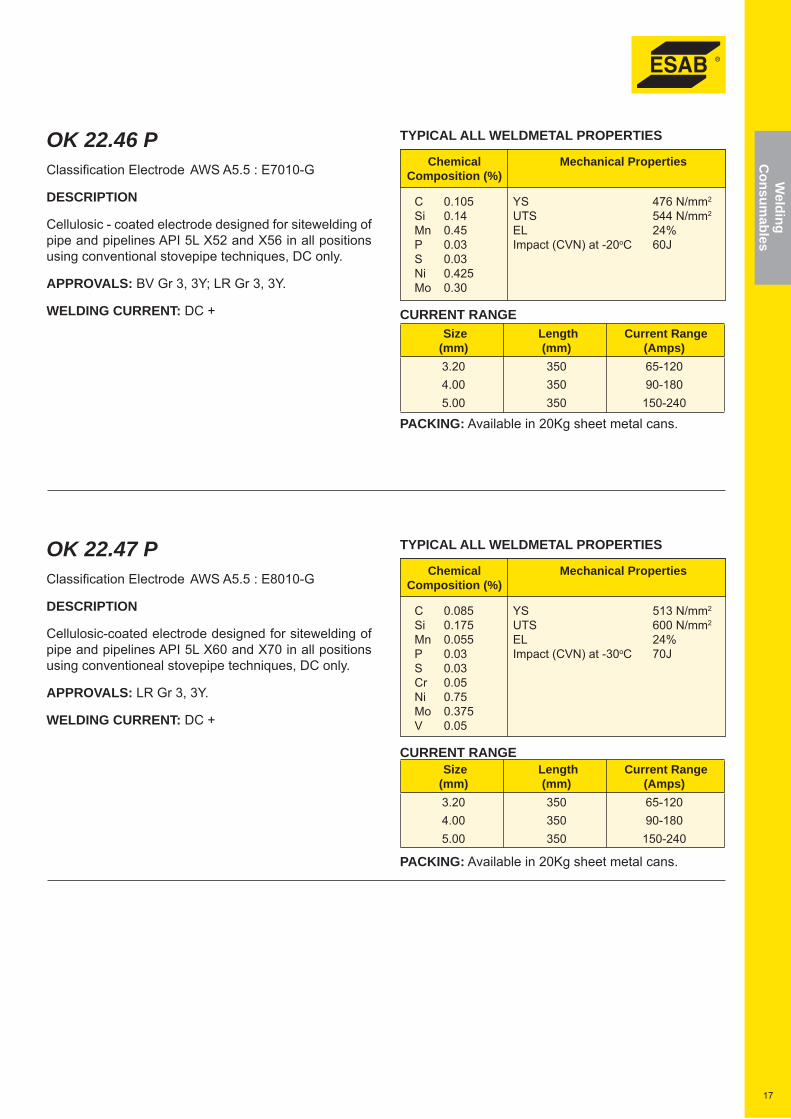
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.105 YS 476 N/mm2
Si 0.14 UTS 544 N/mm2
Mn 0.45 EL 24% P 0.03 Impact (CVN) at -20oC 60J S 0.03 Ni 0.425 Mo 0.30
CURRENT RANGE
PACKING: Available in 20Kg sheet metal cans.
OK 22.46 PClassifi cation Electrode AWS A5.5 : E7010-G
DESCRIPTION
Cellulosic - coated electrode designed for sitewelding of pipe and pipelines API 5L X52 and X56 in all positions using conventional stovepipe techniques, DC only.
APPROVALS: BV Gr 3, 3Y; LR Gr 3, 3Y.
WELDING CURRENT: DC +
Size(mm)
Length(mm)
Current Range (Amps)
3.20 350 65-1204.00 350 90-1805.00 350 150-240
Size(mm)
Length(mm)
Current Range (Amps)
3.20 350 65-1204.00 350 90-1805.00 350 150-240
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.085 YS 513 N/mm2
Si 0.175 UTS 600 N/mm2
Mn 0.055 EL 24% P 0.03 Impact (CVN) at -30oC 70J S 0.03 Cr 0.05 Ni 0.75 Mo 0.375 V 0.05
CURRENT RANGE
PACKING: Available in 20Kg sheet metal cans.
OK 22.47 PClassifi cation Electrode AWS A5.5 : E8010-G
DESCRIPTION
Cellulosic-coated electrode designed for sitewelding of pipe and pipelines API 5L X60 and X70 in all positions using conventioneal stovepipe techniques, DC only.
APPROVALS: LR Gr 3, 3Y.
WELDING CURRENT: DC +
18
Wel
ding
Con
sum
able
s
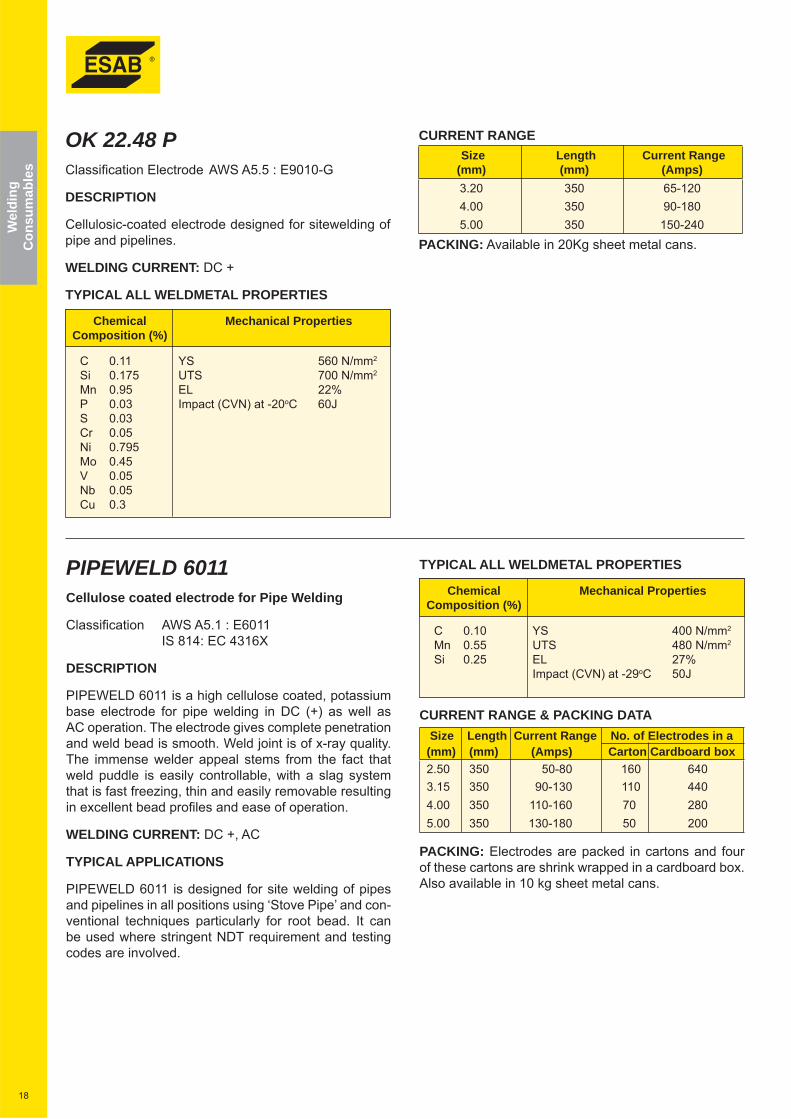
Size(mm)
Length(mm)
Current Range (Amps)
3.20 350 65-1204.00 350 90-1805.00 350 150-240
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.10 YS 400 N/mm2
Mn 0.55 UTS 480 N/mm2
Si 0.25 EL 27% Impact (CVN) at -29oC 50J
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. Also available in 10 kg sheet metal cans.
PIPEWELD 6011Cellulose coated electrode for Pipe Welding
Classifi cation AWS A5.1 : E6011 IS 814: EC 4316X
DESCRIPTION
PIPEWELD 6011 is a high cellulose coated, potassium base electrode for pipe welding in DC (+) as well as AC operation. The electrode gives complete penetration and weld bead is smooth. Weld joint is of x-ray quality. The immense welder appeal stems from the fact that weld puddle is easily controllable, with a slag system that is fast freezing, thin and easily removable resulting in excellent bead profi les and ease of operation.
WELDING CURRENT: DC +, AC
TYPICAL APPLICATIONS
PIPEWELD 6011 is designed for site welding of pipes and pipelines in all positions using ‘Stove Pipe’ and con-ventional techniques particularly for root bead. It can be used where stringent NDT requirement and testing codes are involved.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 50-80 160 640 3.15 350 90-130 110 440 4.00 350 110-160 70 280 5.00 350 130-180 50 200
CURRENT RANGE
PACKING: Available in 20Kg sheet metal cans.
OK 22.48 PClassifi cation Electrode AWS A5.5 : E9010-G
DESCRIPTION
Cellulosic-coated electrode designed for sitewelding of pipe and pipelines.
WELDING CURRENT: DC +
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.11 YS 560 N/mm2
Si 0.175 UTS 700 N/mm2
Mn 0.95 EL 22% P 0.03 Impact (CVN) at -20oC 60J S 0.03 Cr 0.05 Ni 0.795 Mo 0.45 V 0.05 Nb 0.05 Cu 0.3
19
Welding
Consum
ables
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 490 N/mm2
Mn 1.05 UTS 580 N/mm2
S 0.02 EL 28% Si 0.35 Impact (CVN) at - 50oC 50J Ni 0.5 P 0.02 Cu 0.45
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
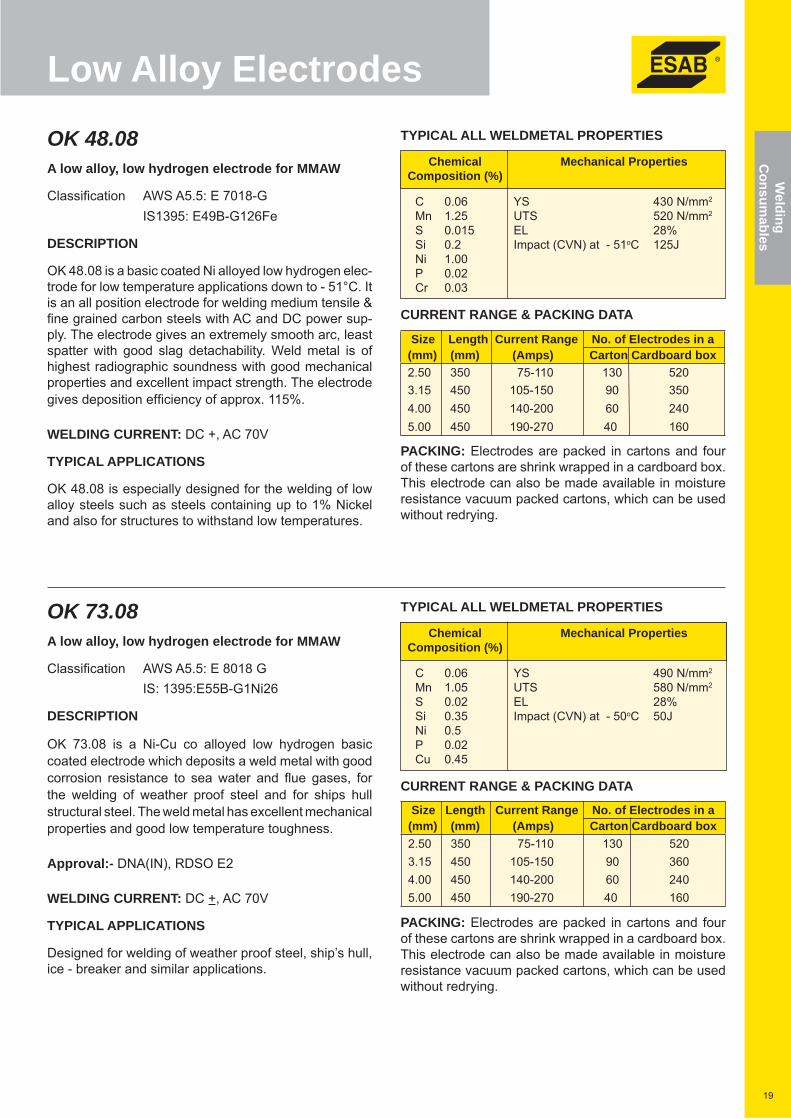
Low Alloy ElectrodesOK 48.08A low alloy, low hydrogen electrode for MMAW
Classifi cation AWS A5.5: E 7018-G IS1395: E49B-G126Fe
DESCRIPTION
OK 48.08 is a basic coated Ni alloyed low hydrogen elec-trode for low temperature applications down to - 51°C. It is an all position electrode for welding medium tensile & fi ne grained carbon steels with AC and DC power sup-ply. The electrode gives an extremely smooth arc, least spatter with good slag detachability. Weld metal is of highest radiographic soundness with good mechanical properties and excellent impact strength. The electrode gives deposition effi ciency of approx. 115%.
WELDING CURRENT: DC +, AC 70V
TYPICAL APPLICATIONS
OK 48.08 is especially designed for the welding of low alloy steels such as steels containing up to 1% Nickel and also for structures to withstand low temperatures.
OK 73.08A low alloy, low hydrogen electrode for MMAW
Classifi cation AWS A5.5: E 8018 G IS: 1395:E55B-G1Ni26
DESCRIPTION
OK 73.08 is a Ni-Cu co alloyed low hydrogen basic coated electrode which deposits a weld metal with good corrosion resistance to sea water and fl ue gases, for the welding of weather proof steel and for ships hull structural steel. The weld metal has excellent mechanical properties and good low temperature toughness.
Approval:- DNA(IN), RDSO E2
WELDING CURRENT: DC +, AC 70V
TYPICAL APPLICATIONS
Designed for welding of weather proof steel, ship’s hull, ice - breaker and similar applications.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 430 N/mm2
Mn 1.25 UTS 520 N/mm2
S 0.015 EL 28% Si 0.2 Impact (CVN) at - 51oC 125J Ni 1.00 P 0.02 Cr 0.03
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 75-110 130 520 3.15 450 105-150 90 350 4.00 450 140-200 60 240 5.00 450 190-270 40 160
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 75-110 130 520 3.15 450 105-150 90 360 4.00 450 140-200 60 240 5.00 450 190-270 40 160
20
Wel
ding
Con
sum
able
s
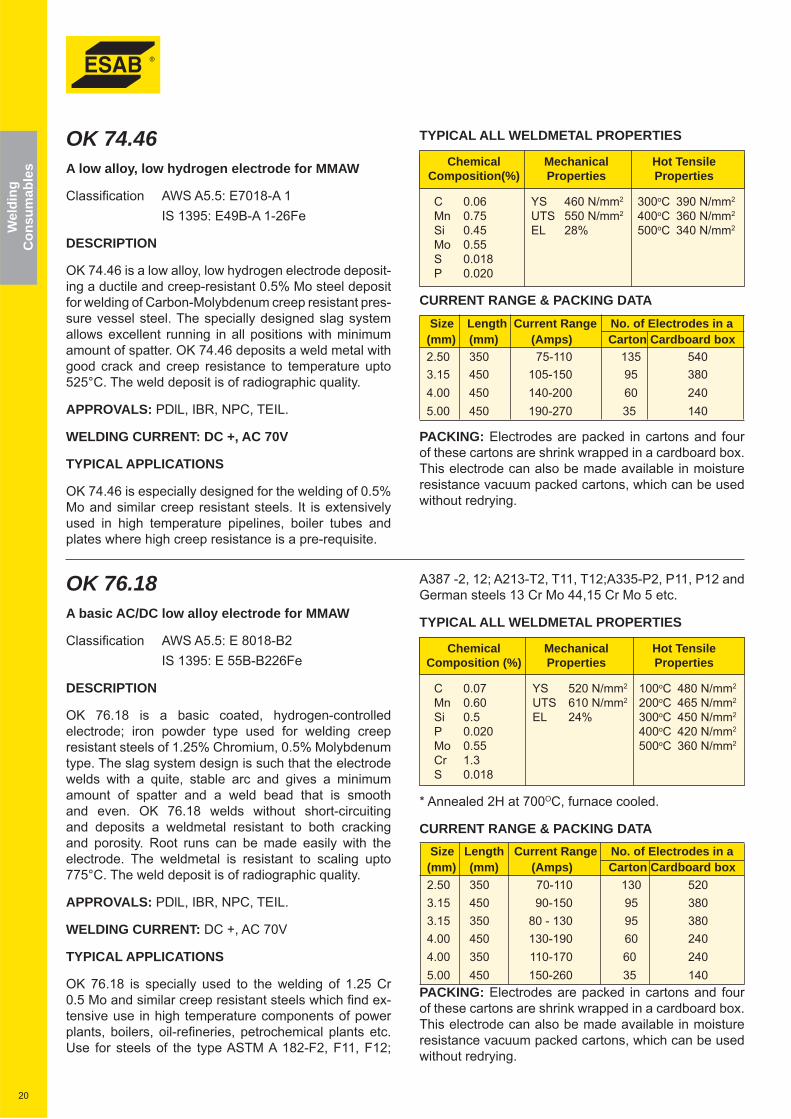
A387 -2, 12; A213-T2, T11, T12;A335-P2, P11, P12 and German steels 13 Cr Mo 44,15 Cr Mo 5 etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Hot Tensile Composition (%) Properties Properties
C 0.07 YS 520 N/mm2 100oC 480 N/mm2
Mn 0.60 UTS 610 N/mm2 200oC 465 N/mm2
Si 0.5 EL 24% 300oC 450 N/mm2
P 0.020 400oC 420 N/mm2
Mo 0.55 500oC 360 N/mm2
Cr 1.3 S 0.018
* Annealed 2H at 700OC, furnace cooled.
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Hot Tensile Composition(%) Properties Properties
C 0.06 YS 460 N/mm2 300oC 390 N/mm2
Mn 0.75 UTS 550 N/mm2 400oC 360 N/mm2
Si 0.45 EL 28% 500oC 340 N/mm2
Mo 0.55 S 0.018 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
OK 74.46A low alloy, low hydrogen electrode for MMAW
Classifi cation AWS A5.5: E7018-A 1 IS 1395: E49B-A 1-26Fe
DESCRIPTION
OK 74.46 is a low alloy, low hydrogen electrode deposit-ing a ductile and creep-resistant 0.5% Mo steel deposit for welding of Carbon-Molybdenum creep resistant pres-sure vessel steel. The specially designed slag system allows excellent running in all positions with minimum amount of spatter. OK 74.46 deposits a weld metal with good crack and creep resistance to temperature upto 525°C. The weld deposit is of radiographic quality.
APPROVALS: PDlL, IBR, NPC, TEIL.
WELDING CURRENT: DC +, AC 70V
TYPICAL APPLICATIONS
OK 74.46 is especially designed for the welding of 0.5% Mo and similar creep resistant steels. It is extensively used in high temperature pipelines, boiler tubes and plates where high creep resistance is a pre-requisite.
OK 76.18A basic AC/DC low alloy electrode for MMAW
Classifi cation AWS A5.5: E 8018-B2 IS 1395: E 55B-B226Fe
DESCRIPTION
OK 76.18 is a basic coated, hydrogen-controlled electrode; iron powder type used for welding creep resistant steels of 1.25% Chromium, 0.5% Molybdenum type. The slag system design is such that the electrode welds with a quite, stable arc and gives a minimum amount of spatter and a weld bead that is smooth and even. OK 76.18 welds without short-circuiting and deposits a weldmetal resistant to both cracking and porosity. Root runs can be made easily with the electrode. The weldmetal is resistant to scaling upto 775°C. The weld deposit is of radiographic quality.
APPROVALS: PDlL, IBR, NPC, TEIL.
WELDING CURRENT: DC +, AC 70V
TYPICAL APPLICATIONS
OK 76.18 is specially used to the welding of 1.25 Cr 0.5 Mo and similar creep resistant steels which fi nd ex-tensive use in high temperature components of power plants, boilers, oil-refi neries, petrochemical plants etc. Use for steels of the type ASTM A 182-F2, F11, F12;
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 75-110 135 540 3.15 450 105-150 95 380 4.00 450 140-200 60 240 5.00 450 190-270 35 140
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 130 520 3.15 450 90-150 95 380 3.15 350 80 - 130 95 380 4.00 450 130-190 60 240 4.00 350 110-170 60 240 5.00 450 150-260 35 140
21
Welding
Consum
ables
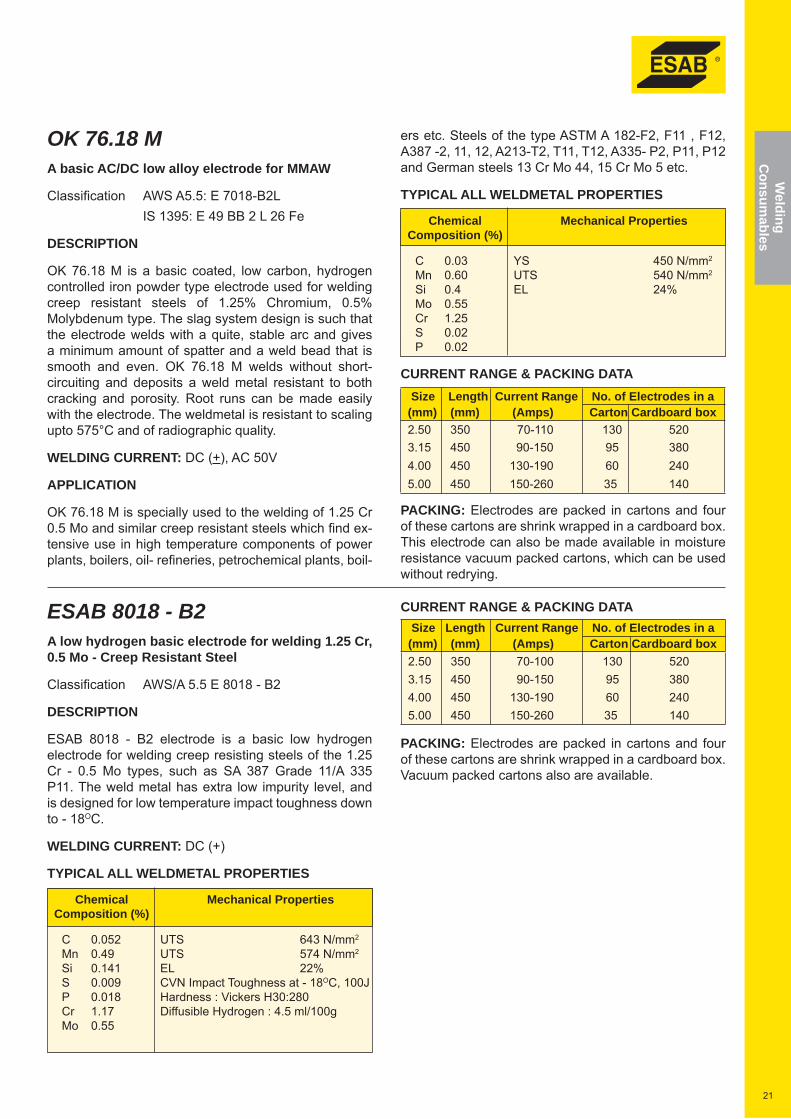
ers etc. Steels of the type ASTM A 182-F2, F11 , F12, A387 -2, 11, 12, A213-T2, T11, T12, A335- P2, P11, P12 and German steels 13 Cr Mo 44, 15 Cr Mo 5 etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.03 YS 450 N/mm2
Mn 0.60 UTS 540 N/mm2
Si 0.4 EL 24% Mo 0.55 Cr 1.25 S 0.02 P 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
OK 76.18 MA basic AC/DC low alloy electrode for MMAW
Classifi cation AWS A5.5: E 7018-B2L IS 1395: E 49 BB 2 L 26 Fe
DESCRIPTION
OK 76.18 M is a basic coated, low carbon, hydrogen controlled iron powder type electrode used for welding creep resistant steels of 1.25% Chromium, 0.5% Molybdenum type. The slag system design is such that the electrode welds with a quite, stable arc and gives a minimum amount of spatter and a weld bead that is smooth and even. OK 76.18 M welds without short-circuiting and deposits a weld metal resistant to both cracking and porosity. Root runs can be made easily with the electrode. The weldmetal is resistant to scaling upto 575°C and of radiographic quality.
WELDING CURRENT: DC (+), AC 50V
APPLICATION
OK 76.18 M is specially used to the welding of 1.25 Cr 0.5 Mo and similar creep resistant steels which fi nd ex-tensive use in high temperature components of power plants, boilers, oil- refi neries, petrochemical plants, boil-
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 130 520 3.15 450 90-150 95 380 4.00 450 130-190 60 240 5.00 450 150-260 35 140
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. Vacuum packed cartons also are available.
ESAB 8018 - B2A low hydrogen basic electrode for welding 1.25 Cr, 0.5 Mo - Creep Resistant Steel
Classifi cation AWS/A 5.5 E 8018 - B2
DESCRIPTION
ESAB 8018 - B2 electrode is a basic low hydrogen electrode for welding creep resisting steels of the 1.25 Cr - 0.5 Mo types, such as SA 387 Grade 11/A 335 P11. The weld metal has extra low impurity level, and is designed for low temperature impact toughness down to - 18OC.
WELDING CURRENT: DC (+)
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.052 UTS 643 N/mm2
Mn 0.49 UTS 574 N/mm2
Si 0.141 EL 22% S 0.009 CVN Impact Toughness at - 18OC, 100J P 0.018 Hardness : Vickers H30:280 Cr 1.17 Diffusible Hydrogen : 4.5 ml/100g Mo 0.55
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-100 130 520 3.15 450 90-150 95 380 4.00 450 130-190 60 240 5.00 450 150-260 35 140
22
Wel
ding
Con
sum
able
s
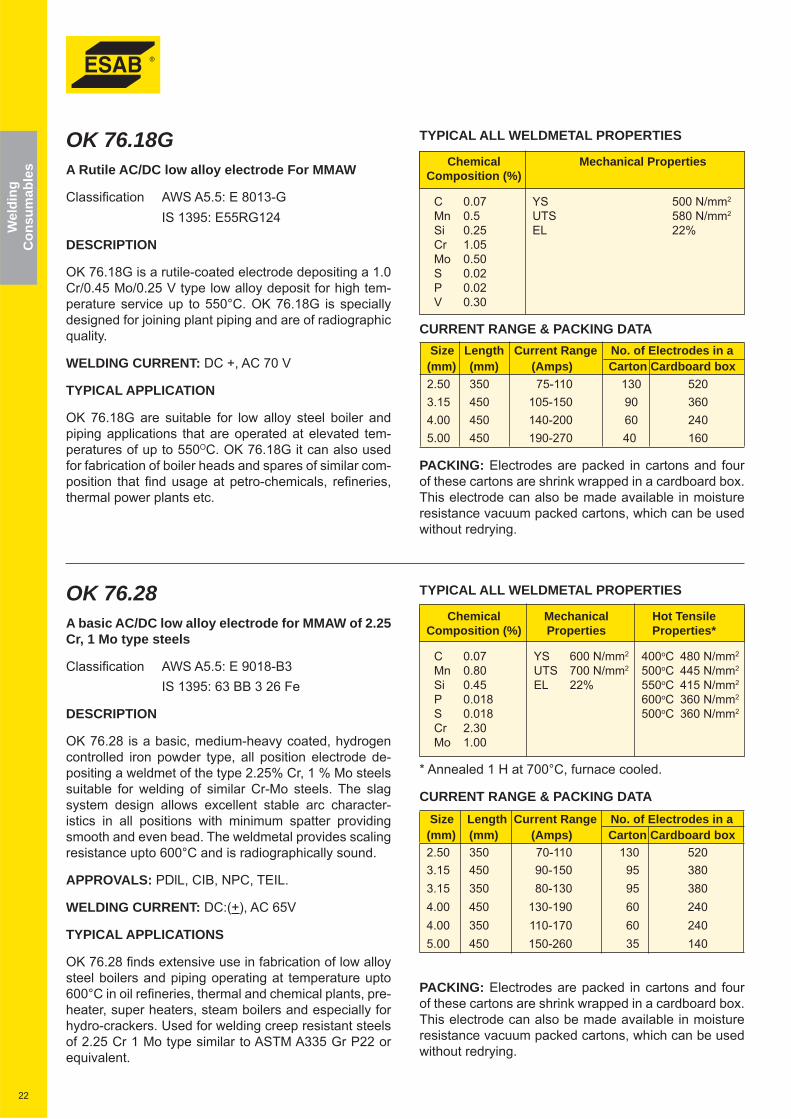
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.07 YS 500 N/mm2
Mn 0.5 UTS 580 N/mm2
Si 0.25 EL 22% Cr 1.05 Mo 0.50 S 0.02 P 0.02 V 0.30
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
OK 76.18GA Rutile AC/DC low alloy electrode For MMAW
Classifi cation AWS A5.5: E 8013-G IS 1395: E55RG124
DESCRIPTION
OK 76.18G is a rutile-coated electrode depositing a 1.0 Cr/0.45 Mo/0.25 V type low alloy deposit for high tem-perature service up to 550°C. OK 76.18G is specially designed for joining plant piping and are of radiographic quality.
WELDING CURRENT: DC +, AC 70 V
TYPICAL APPLICATION
OK 76.18G are suitable for low alloy steel boiler and piping applications that are operated at elevated tem-peratures of up to 550OC. OK 76.18G it can also used for fabrication of boiler heads and spares of similar com-position that fi nd usage at petro-chemicals, refi neries, thermal power plants etc.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 75-110 130 520 3.15 450 105-150 90 360 4.00 450 140-200 60 240 5.00 450 190-270 40 160
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Hot Tensile Composition (%) Properties Properties*
C 0.07 YS 600 N/mm2 400oC 480 N/mm2
Mn 0.80 UTS 700 N/mm2 500oC 445 N/mm2
Si 0.45 EL 22% 550oC 415 N/mm2
P 0.018 600oC 360 N/mm2
S 0.018 500oC 360 N/mm2
Cr 2.30 Mo 1.00
* Annealed 1 H at 700°C, furnace cooled.
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
OK 76.28A basic AC/DC low alloy electrode for MMAW of 2.25 Cr, 1 Mo type steels
Classifi cation AWS A5.5: E 9018-B3 IS 1395: 63 BB 3 26 Fe
DESCRIPTION
OK 76.28 is a basic, medium-heavy coated, hydrogen controlled iron powder type, all position electrode de-positing a weldmet of the type 2.25% Cr, 1 % Mo steels suitable for welding of similar Cr-Mo steels. The slag system design allows excellent stable arc character-istics in all positions with minimum spatter providing smooth and even bead. The weldmetal provides scaling resistance upto 600°C and is radiographically sound.
APPROVALS: PDlL, CIB, NPC, TEIL.
WELDING CURRENT: DC:(+), AC 65V
TYPICAL APPLICATIONS
OK 76.28 fi nds extensive use in fabrication of low alloy steel boilers and piping operating at temperature upto 600°C in oil refi neries, thermal and chemical plants, pre-heater, super heaters, steam boilers and especially for hydro-crackers. Used for welding creep resistant steels of 2.25 Cr 1 Mo type similar to ASTM A335 Gr P22 or equivalent.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 130 520 3.15 450 90-150 95 380 3.15 350 80-130 95 380 4.00 450 130-190 60 240 4.00 350 110-170 60 240 5.00 450 150-260 35 140
23
Welding
Consum
ables
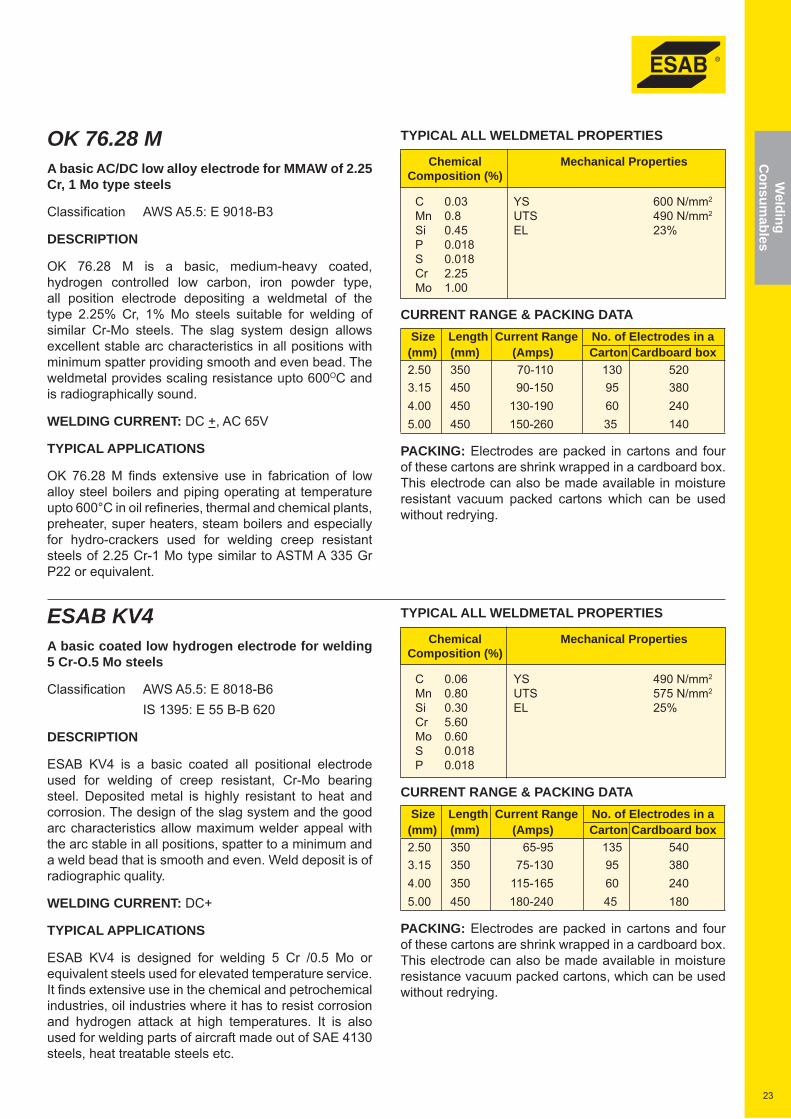
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 490 N/mm2
Mn 0.80 UTS 575 N/mm2
Si 0.30 EL 25% Cr 5.60 Mo 0.60 S 0.018 P 0.018
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.03 YS 600 N/mm2
Mn 0.8 UTS 490 N/mm2
Si 0.45 EL 23% P 0.018 S 0.018
Cr 2.25
Mo 1.00
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistant vacuum packed cartons which can be used without redrying.
OK 76.28 MA basic AC/DC low alloy electrode for MMAW of 2.25 Cr, 1 Mo type steels
Classifi cation AWS A5.5: E 9018-B3
DESCRIPTION
OK 76.28 M is a basic, medium-heavy coated, hydrogen controlled low carbon, iron powder type, all position electrode depositing a weldmetal of the type 2.25% Cr, 1% Mo steels suitable for welding of similar Cr-Mo steels. The slag system design allows excellent stable arc characteristics in all positions with minimum spatter providing smooth and even bead. The weldmetal provides scaling resistance upto 600OC and is radiographically sound.
WELDING CURRENT: DC +, AC 65V
TYPICAL APPLICATIONS
OK 76.28 M fi nds extensive use in fabrication of low alloy steel boilers and piping operating at temperature upto 600°C in oil refi neries, thermal and chemical plants, preheater, super heaters, steam boilers and especially for hydro-crackers used for welding creep resistant steels of 2.25 Cr-1 Mo type similar to ASTM A 335 Gr P22 or equivalent.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 130 520 3.15 450 90-150 95 380 4.00 450 130-190 60 240 5.00 450 150-260 35 140
ESAB KV4A basic coated low hydrogen electrode for welding 5 Cr-O.5 Mo steels
Classifi cation AWS A5.5: E 8018-B6 IS 1395: E 55 B-B 620
DESCRIPTION
ESAB KV4 is a basic coated all positional electrode used for welding of creep resistant, Cr-Mo bearing steel. Deposited metal is highly resistant to heat and corrosion. The design of the slag system and the good arc characteristics allow maximum welder appeal with the arc stable in all positions, spatter to a minimum and a weld bead that is smooth and even. Weld deposit is of radiographic quality.
WELDING CURRENT: DC+
TYPICAL APPLICATIONS
ESAB KV4 is designed for welding 5 Cr /0.5 Mo or equivalent steels used for elevated temperature service. It fi nds extensive use in the chemical and petrochemical industries, oil industries where it has to resist corrosion and hydrogen attack at high temperatures. It is also used for welding parts of aircraft made out of SAE 4130 steels, heat treatable steels etc.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 65-95 135 540 3.15 350 75-130 95 380 4.00 350 115-165 60 240 5.00 450 180-240 45 180
24
Wel
ding
Con
sum
able
s
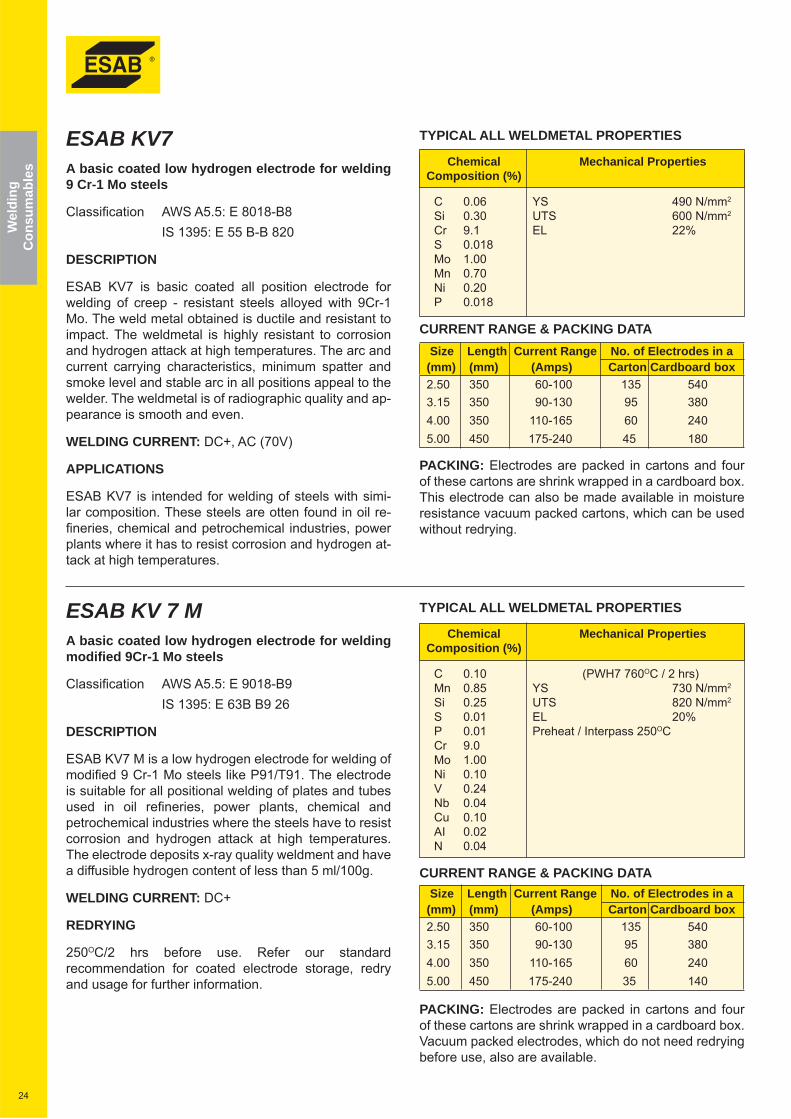
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.10 (PWH7 760OC / 2 hrs) Mn 0.85 YS 730 N/mm2
Si 0.25 UTS 820 N/mm2 S 0.01 EL 20% P 0.01 Preheat / Interpass 250OC Cr 9.0 Mo 1.00 Ni 0.10 V 0.24 Nb 0.04 Cu 0.10 AI 0.02 N 0.04
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. Vacuum packed electrodes, which do not need redrying before use, also are available.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 490 N/mm2
Si 0.30 UTS 600 N/mm2
Cr 9.1 EL 22% S 0.018 Mo 1.00 Mn 0.70 Ni 0.20 P 0.018
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
ESAB KV7A basic coated low hydrogen electrode for welding 9 Cr-1 Mo steels
Classifi cation AWS A5.5: E 8018-B8 IS 1395: E 55 B-B 820
DESCRIPTION
ESAB KV7 is basic coated all position electrode for welding of creep - resistant steels alloyed with 9Cr-1 Mo. The weld metal obtained is ductile and resistant to impact. The weldmetal is highly resistant to corrosion and hydrogen attack at high temperatures. The arc and current carrying characteristics, minimum spatter and smoke level and stable arc in all positions appeal to the welder. The weldmetal is of radiographic quality and ap-pearance is smooth and even.
WELDING CURRENT: DC+, AC (70V)
APPLICATIONS
ESAB KV7 is intended for welding of steels with simi-lar composition. These steels are otten found in oil re-fi neries, chemical and petrochemical industries, power plants where it has to resist corrosion and hydrogen at-tack at high temperatures.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 60-100 135 540 3.15 350 90-130 95 380 4.00 350 110-165 60 240 5.00 450 175-240 45 180
ESAB KV 7 MA basic coated low hydrogen electrode for welding modifi ed 9Cr-1 Mo steels
Classifi cation AWS A5.5: E 9018-B9 IS 1395: E 63B B9 26
DESCRIPTION
ESAB KV7 M is a low hydrogen electrode for welding of modifi ed 9 Cr-1 Mo steels like P91/T91. The electrode is suitable for all positional welding of plates and tubes used in oil refi neries, power plants, chemical and petrochemical industries where the steels have to resist corrosion and hydrogen attack at high temperatures. The electrode deposits x-ray quality weldment and have a diffusible hydrogen content of less than 5 ml/100g.
WELDING CURRENT: DC+
REDRYING
250OC/2 hrs before use. Refer our standard recommendation for coated electrode storage, redry and usage for further information.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 60-100 135 540 3.15 350 90-130 95 380 4.00 350 110-165 60 240 5.00 450 175-240 35 140
25
Welding
Consum
ables
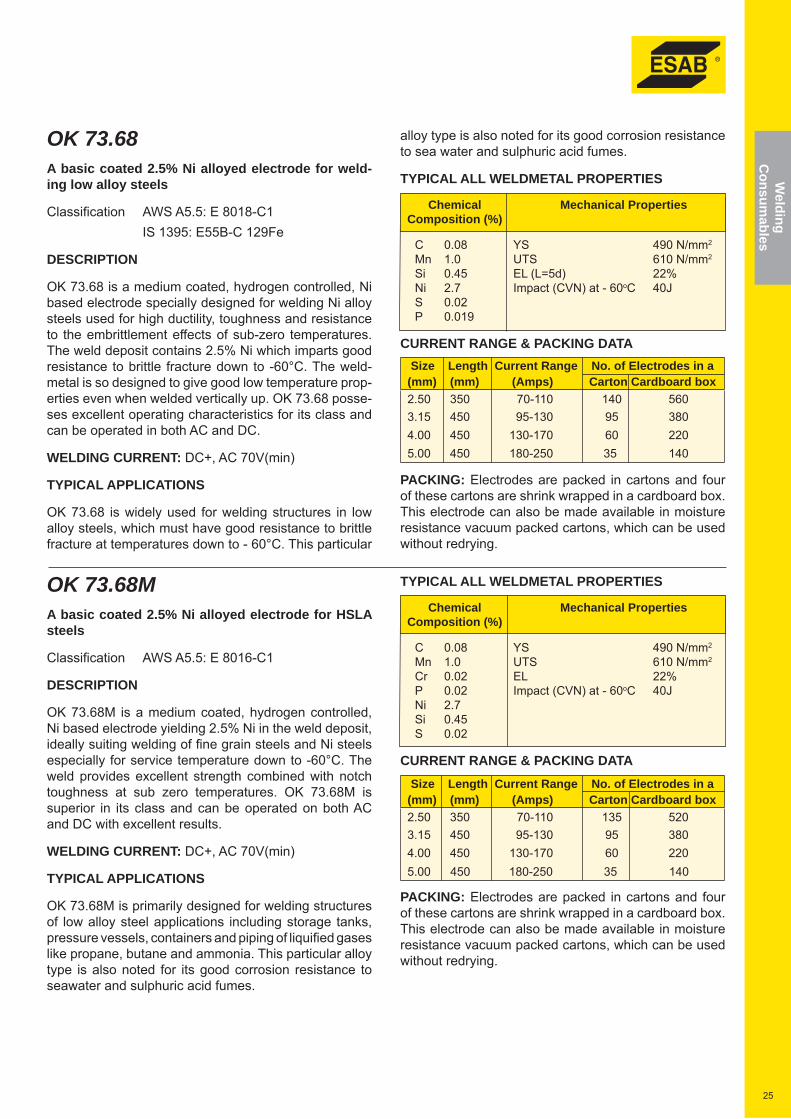
alloy type is also noted for its good corrosion resistance to sea water and sulphuric acid fumes.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.08 YS 490 N/mm2
Mn 1.0 UTS 610 N/mm2
Si 0.45 EL (L=5d) 22% Ni 2.7 Impact (CVN) at - 60oC 40J S 0.02 P 0.019
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
OK 73.68A basic coated 2.5% Ni alloyed electrode for weld-ing low alloy steels
Classifi cation AWS A5.5: E 8018-C1 IS 1395: E55B-C 129Fe
DESCRIPTION
OK 73.68 is a medium coated, hydrogen controlled, Ni based electrode specially designed for welding Ni alloy steels used for high ductility, toughness and resistance to the embrittlement effects of sub-zero temperatures. The weld deposit contains 2.5% Ni which imparts good resistance to brittle fracture down to -60°C. The weld-metal is so designed to give good low temperature prop-erties even when welded vertically up. OK 73.68 posse-ses excellent operating characteristics for its class and can be operated in both AC and DC.
WELDING CURRENT: DC+, AC 70V(min)
TYPICAL APPLICATIONS
OK 73.68 is widely used for welding structures in low alloy steels, which must have good resistance to brittle fracture at temperatures down to - 60°C. This particular
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 140 560 3.15 450 95-130 95 380 4.00 450 130-170 60 220 5.00 450 180-250 35 140
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.08 YS 490 N/mm2
Mn 1.0 UTS 610 N/mm2
Cr 0.02 EL 22% P 0.02 Impact (CVN) at - 60oC 40J Ni 2.7 Si 0.45 S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
OK 73.68MA basic coated 2.5% Ni alloyed electrode for HSLA steels
Classifi cation AWS A5.5: E 8016-C1
DESCRIPTION
OK 73.68M is a medium coated, hydrogen controlled, Ni based electrode yielding 2.5% Ni in the weld deposit, ideally suiting welding of fi ne grain steels and Ni steels especially for service temperature down to -60°C. The weld provides excellent strength combined with notch toughness at sub zero temperatures. OK 73.68M is superior in its class and can be operated on both AC and DC with excellent results.
WELDING CURRENT: DC+, AC 70V(min)
TYPICAL APPLICATIONS
OK 73.68M is primarily designed for welding structures of low alloy steel applications including storage tanks, pressure vessels, containers and piping of liquifi ed gases like propane, butane and ammonia. This particular alloy type is also noted for its good corrosion resistance to seawater and sulphuric acid fumes.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 135 520 3.15 450 95-130 95 380 4.00 450 130-170 60 220 5.00 450 180-250 35 140
26
Wel
ding
Con
sum
able
s
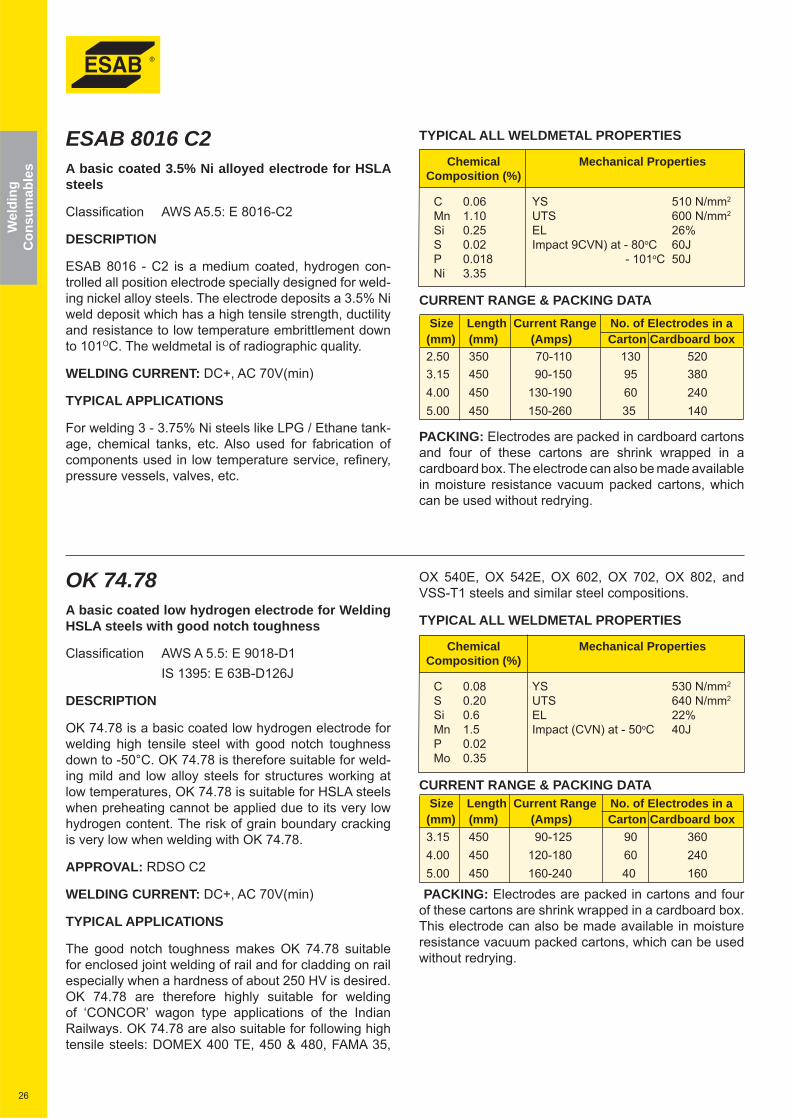
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 510 N/mm2
Mn 1.10 UTS 600 N/mm2
Si 0.25 EL 26% S 0.02 Impact 9CVN) at - 80oC 60J P 0.018 - 101oC 50J Ni 3.35
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cardboard cartons and four of these cartons are shrink wrapped in a cardboard box. The electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
OX 540E, OX 542E, OX 602, OX 702, OX 802, and VSS-T1 steels and similar steel compositions.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.08 YS 530 N/mm2
S 0.20 UTS 640 N/mm2
Si 0.6 EL 22% Mn 1.5 Impact (CVN) at - 50oC 40J P 0.02 Mo 0.35
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
ESAB 8016 C2A basic coated 3.5% Ni alloyed electrode for HSLA steels
Classifi cation AWS A5.5: E 8016-C2
DESCRIPTION
ESAB 8016 - C2 is a medium coated, hydrogen con-trolled all position electrode specially designed for weld-ing nickel alloy steels. The electrode deposits a 3.5% Ni weld deposit which has a high tensile strength, ductility and resistance to low temperature embrittlement down to 101OC. The weldmetal is of radiographic quality.
WELDING CURRENT: DC+, AC 70V(min)
TYPICAL APPLICATIONS
For welding 3 - 3.75% Ni steels like LPG / Ethane tank-age, chemical tanks, etc. Also used for fabrication of components used in low temperature service, refi nery, pressure vessels, valves, etc.
OK 74.78A basic coated low hydrogen electrode for Welding HSLA steels with good notch toughness
Classifi cation AWS A 5.5: E 9018-D1 IS 1395: E 63B-D126J
DESCRIPTION
OK 74.78 is a basic coated low hydrogen electrode for welding high tensile steel with good notch toughness down to -50°C. OK 74.78 is therefore suitable for weld-ing mild and low alloy steels for structures working at low temperatures, OK 74.78 is suitable for HSLA steels when preheating cannot be applied due to its very low hydrogen content. The risk of grain boundary cracking is very low when welding with OK 74.78.
APPROVAL: RDSO C2
WELDING CURRENT: DC+, AC 70V(min)
TYPICAL APPLICATIONS
The good notch toughness makes OK 74.78 suitable for enclosed joint welding of rail and for cladding on rail especially when a hardness of about 250 HV is desired. OK 74.78 are therefore highly suitable for welding of ‘CONCOR’ wagon type applications of the Indian Railways. OK 74.78 are also suitable for following high tensile steels: DOMEX 400 TE, 450 & 480, FAMA 35,
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 3.15 450 90-125 90 360 4.00 450 120-180 60 240 5.00 450 160-240 40 160
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 130 520 3.15 450 90-150 95 380 4.00 450 130-190 60 240 5.00 450 150-260 35 140
27
Welding
Consum
ables
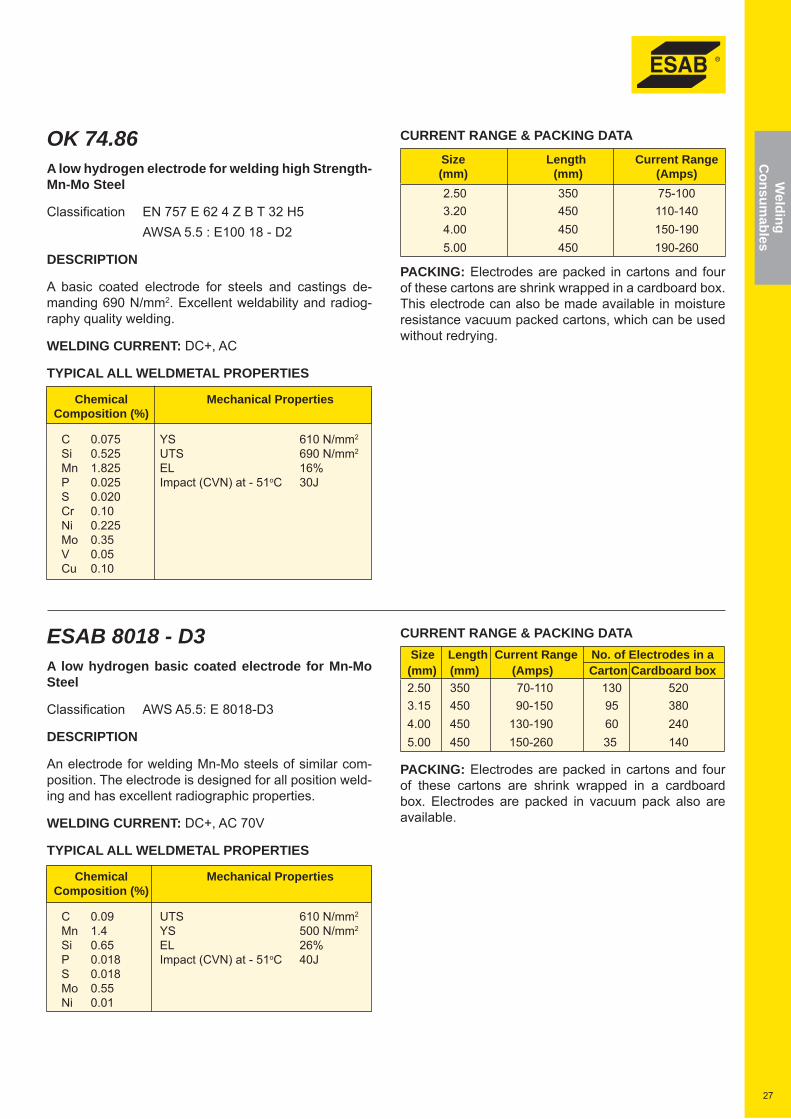
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
OK 74.86A low hydrogen electrode for welding high Strength-Mn-Mo Steel
Classifi cation EN 757 E 62 4 Z B T 32 H5 AWSA 5.5 : E100 18 - D2
DESCRIPTION
A basic coated electrode for steels and castings de-manding 690 N/mm2. Excellent weldability and radiog-raphy quality welding.
WELDING CURRENT: DC+, AC
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.075 YS 610 N/mm2
Si 0.525 UTS 690 N/mm2
Mn 1.825 EL 16% P 0.025 Impact (CVN) at - 51oC 30J S 0.020 Cr 0.10 Ni 0.225 Mo 0.35 V 0.05 Cu 0.10
Size (mm)
Length(mm)
Current Range(Amps)
2.50 350 75-100 3.20 450 110-140 4.00 450 150-190 5.00 450 190-260
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. Electrodes are packed in vacuum pack also are available.
ESAB 8018 - D3A low hydrogen basic coated electrode for Mn-Mo Steel
Classifi cation AWS A5.5: E 8018-D3
DESCRIPTION
An electrode for welding Mn-Mo steels of similar com-position. The electrode is designed for all position weld-ing and has excellent radiographic properties.
WELDING CURRENT: DC+, AC 70V
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.09 UTS 610 N/mm2
Mn 1.4 YS 500 N/mm2
Si 0.65 EL 26% P 0.018 Impact (CVN) at - 51oC 40J S 0.018 Mo 0.55 Ni 0.01
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 130 520 3.15 450 90-150 95 380 4.00 450 130-190 60 240 5.00 450 150-260 35 140
28
Wel
ding
Con
sum
able
s
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.05 YS 590 N/mm2
Mn 1.15 UTS 650 N/mm2
Si 0.4 EL 26% Cr 0.15 Impact (CVN) at - 51oC 50J Ni 1.60 Mo 0.25 P 0.02 S 0.015
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
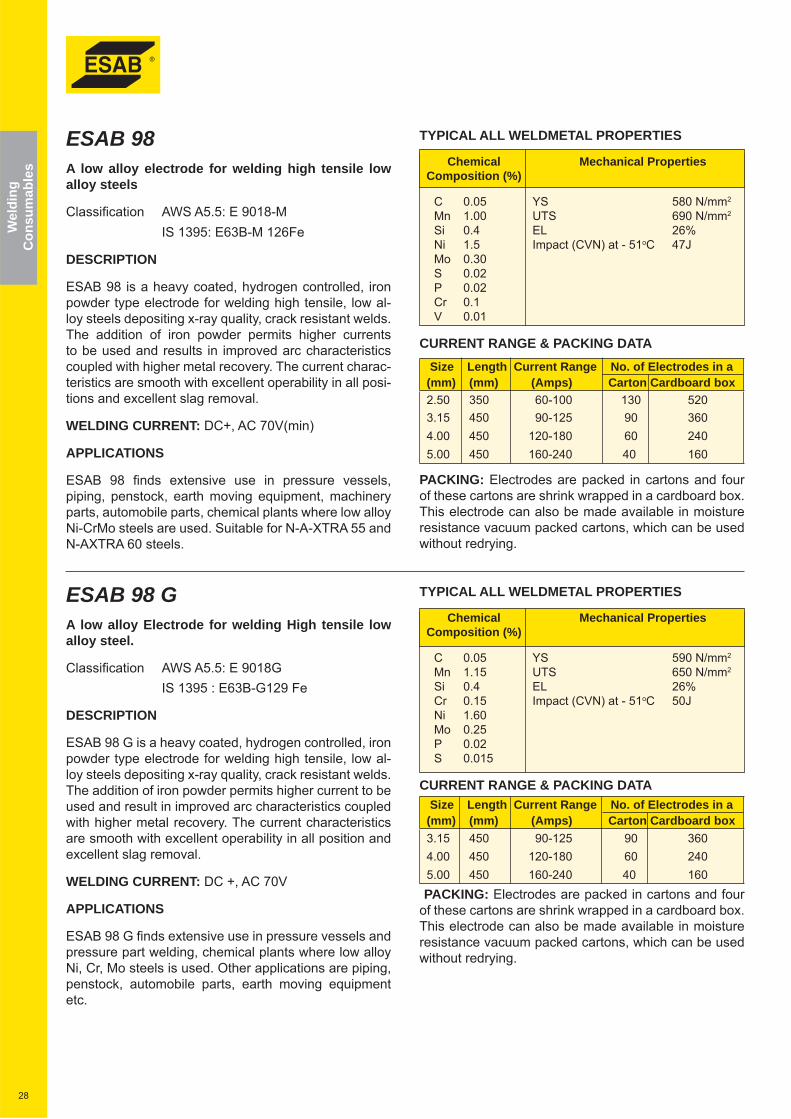
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.05 YS 580 N/mm2
Mn 1.00 UTS 690 N/mm2
Si 0.4 EL 26% Ni 1.5 Impact (CVN) at - 51oC 47J Mo 0.30 S 0.02 P 0.02 Cr 0.1 V 0.01
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
ESAB 98A low alloy electrode for welding high tensile low alloy steels
Classifi cation AWS A5.5: E 9018-M IS 1395: E63B-M 126Fe
DESCRIPTION
ESAB 98 is a heavy coated, hydrogen controlled, iron powder type electrode for welding high tensile, low al-loy steels depositing x-ray quality, crack resistant welds. The addition of iron powder permits higher currents to be used and results in improved arc characteristics coupled with higher metal recovery. The current charac-teristics are smooth with excellent operability in all posi-tions and excellent slag removal.
WELDING CURRENT: DC+, AC 70V(min)
APPLICATIONS
ESAB 98 fi nds extensive use in pressure vessels, piping, penstock, earth moving equipment, machinery parts, automobile parts, chemical plants where low alloy Ni-Cr Mo steels are used. Suitable for N-A-XTRA 55 and N-A XTRA 60 steels.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 60-100 130 520 3.15 450 90-125 90 360 4.00 450 120-180 60 240 5.00 450 160-240 40 160
ESAB 98 GA low alloy Electrode for welding High tensile low alloy steel.
Classifi cation AWS A5.5: E 9018G IS 1395 : E63B-G129 Fe
DESCRIPTION
ESAB 98 G is a heavy coated, hydrogen controlled, iron powder type electrode for welding high tensile, low al-loy steels depositing x-ray quality, crack resistant welds. The addition of iron powder permits higher current to be used and result in improved arc characteristics coupled with higher metal recovery. The current characteristics are smooth with excellent operability in all position and excellent slag removal.
WELDING CURRENT: DC +, AC 70V
APPLICATIONS
ESAB 98 G fi nds extensive use in pressure vessels and pressure part welding, chemical plants where low alloy Ni, Cr, Mo steels is used. Other applications are piping, penstock, automobile parts, earth moving equipment etc.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 3.15 450 90-125 90 360 4.00 450 120-180 60 240 5.00 450 160-240 40 160
29
Welding
Consum
ables
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.05 YS 750 N/mm2
Mn 1.60 UTS 810 N/mm2
Si 0.35 EL 22% Ni 2.00 Impact (CVN) at - 51oC 65J Mo 0.40 Cr 0.1 S 0.018 P 0.018 V 0.015
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
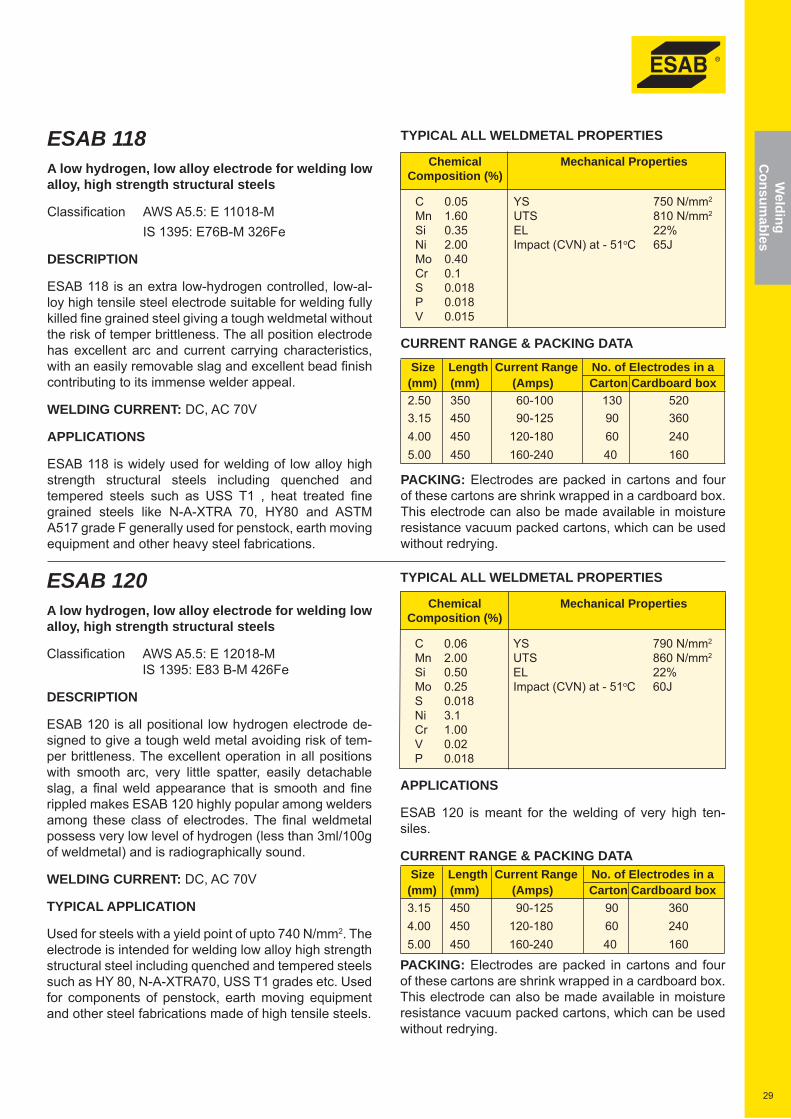
ESAB 118A low hydrogen, low alloy electrode for welding low alloy, high strength structural steels
Classifi cation AWS A5.5: E 11018-M IS 1395: E76B-M 326Fe
DESCRIPTION
ESAB 118 is an extra low-hydrogen controlled, low-al-loy high tensile steel electrode suitable for welding fully killed fi ne grained steel giving a tough weldmetal without the risk of temper brittleness. The all position electrode has excellent arc and current carrying characteristics, with an easily removable slag and excellent bead fi nish contributing to its immense welder appeal.
WELDING CURRENT: DC, AC 70V
APPLICATIONS
ESAB 118 is widely used for welding of low alloy high strength structural steels including quenched and tempered steels such as USS T1 , heat treated fi ne grained steels like N-A-XTRA 70, HY80 and ASTM A517 grade F generally used for penstock, earth moving equipment and other heavy steel fabrications.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 60-100 130 520 3.15 450 90-125 90 360 4.00 450 120-180 60 240 5.00 450 160-240 40 160
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 790 N/mm2
Mn 2.00 UTS 860 N/mm2
Si 0.50 EL 22% Mo 0.25 Impact (CVN) at - 51oC 60J S 0.018 Ni 3.1 Cr 1.00 V 0.02 P 0.018
APPLICATIONS
ESAB 120 is meant for the welding of very high ten-siles.
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
ESAB 120A low hydrogen, low alloy electrode for welding low alloy, high strength structural steels
Classifi cation AWS A5.5: E 12018-M IS 1395: E83 B-M 426Fe
DESCRIPTION
ESAB 120 is all positional low hydrogen electrode de-signed to give a tough weld metal avoiding risk of tem-per brittleness. The excellent operation in all positions with smooth arc, very little spatter, easily detachable slag, a fi nal weld appearance that is smooth and fi ne rippled makes ESAB 120 highly popular among welders among these class of electrodes. The fi nal weldmetal possess very low level of hydrogen (less than 3ml/100g of weldmetal) and is radiographically sound.
WELDING CURRENT: DC, AC 70V
TYPICAL APPLICATION
Used for steels with a yield point of upto 740 N/mm2. The electrode is intended for welding low alloy high strength structural steel including quenched and tempered steels such as HY 80, N-A-XTRA70, USS T1 grades etc. Used for components of penstock, earth moving equipment and other steel fabrications made of high tensile steels.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 3.15 450 90-125 90 360 4.00 450 120-180 60 240 5.00 450 160-240 40 160
30
Wel
ding
Con
sum
able
s
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.10 YS 460 N/mm2
Mn 0.50 UTS 550 N/mm2
Si 0.45 EL 28% Cr 0.20 Impact (CVN) at - 20oC 45J Ni 0.3 S 0.02 P 0.02 Cu 0.40 V 0.04
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. Vacuum packed electrodes, which do not need redrying before use, also are available.
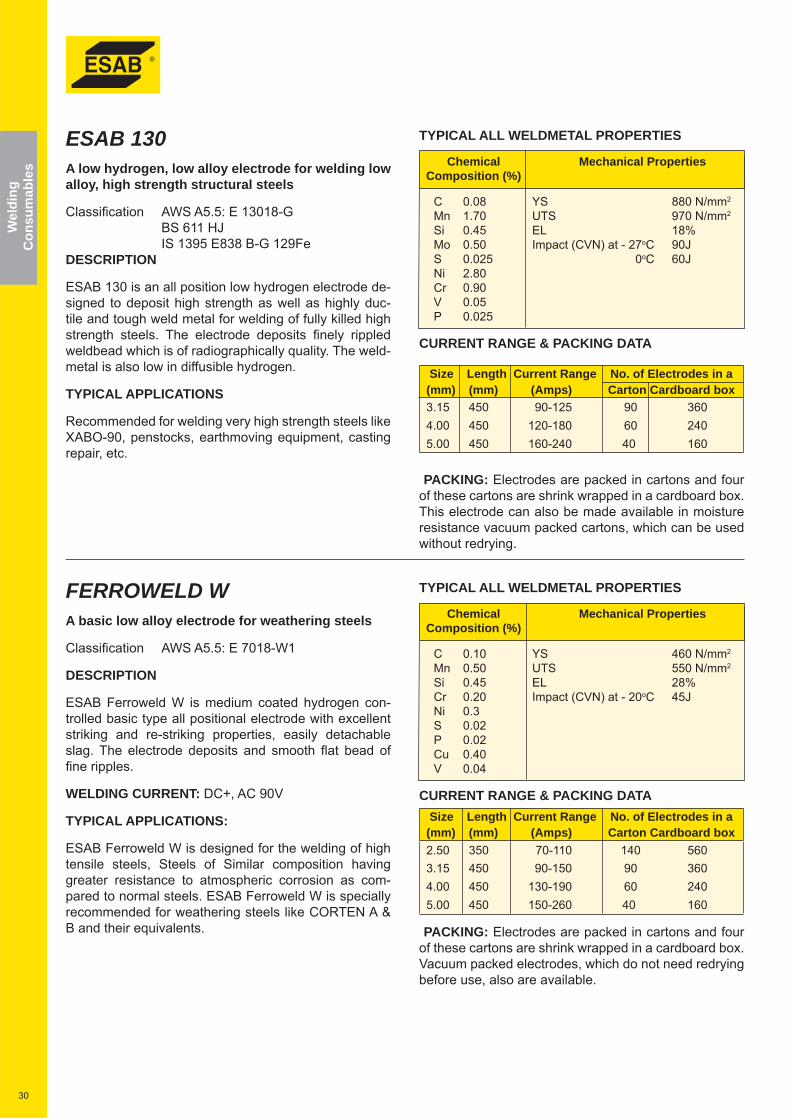
FERROWELD WA basic low alloy electrode for weathering steels
Classifi cation AWS A5.5: E 7018-W1
DESCRIPTION
ESAB Ferroweld W is medium coated hydrogen con-trolled basic type all positional electrode with excellent striking and re-striking properties, easily detachable slag. The electrode deposits and smooth fl at bead of fi ne ripples.
WELDING CURRENT: DC+, AC 90V
TYPICAL APPLICATIONS:
ESAB Ferroweld W is designed for the welding of high tensile steels, Steels of Similar composition having greater resistance to atmospheric corrosion as com-pared to normal steels. ESAB Ferroweld W is specially recommended for weathering steels like CORTEN A & B and their equivalents.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 140 560 3.15 450 90-150 90 360 4.00 450 130-190 60 240 5.00 450 150-260 40 160
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.08 YS 880 N/mm2
Mn 1.70 UTS 970 N/mm2
Si 0.45 EL 18% Mo 0.50 Impact (CVN) at - 27oC 90J S 0.025 0oC 60J Ni 2.80 Cr 0.90 V 0.05 P 0.025
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. This electrode can also be made available in moisture resistance vacuum packed cartons, which can be used without redrying.
ESAB 130A low hydrogen, low alloy electrode for welding low alloy, high strength structural steels
Classifi cation AWS A5.5: E 13018-G BS 611 HJ IS 1395 E838 B-G 129FeDESCRIPTION
ESAB 130 is an all position low hydrogen electrode de-signed to deposit high strength as well as highly duc-tile and tough weld metal for welding of fully killed high strength steels. The electrode deposits fi nely rippled weldbead which is of radiographically quality. The weld-metal is also low in diffusible hydrogen.
TYPICAL APPLICATIONS
Recommended for welding very high strength steels like XABO-90, penstocks, earthmoving equipment, casting repair, etc.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 3.15 450 90-125 90 360 4.00 450 120-180 60 240 5.00 450 160-240 40 160
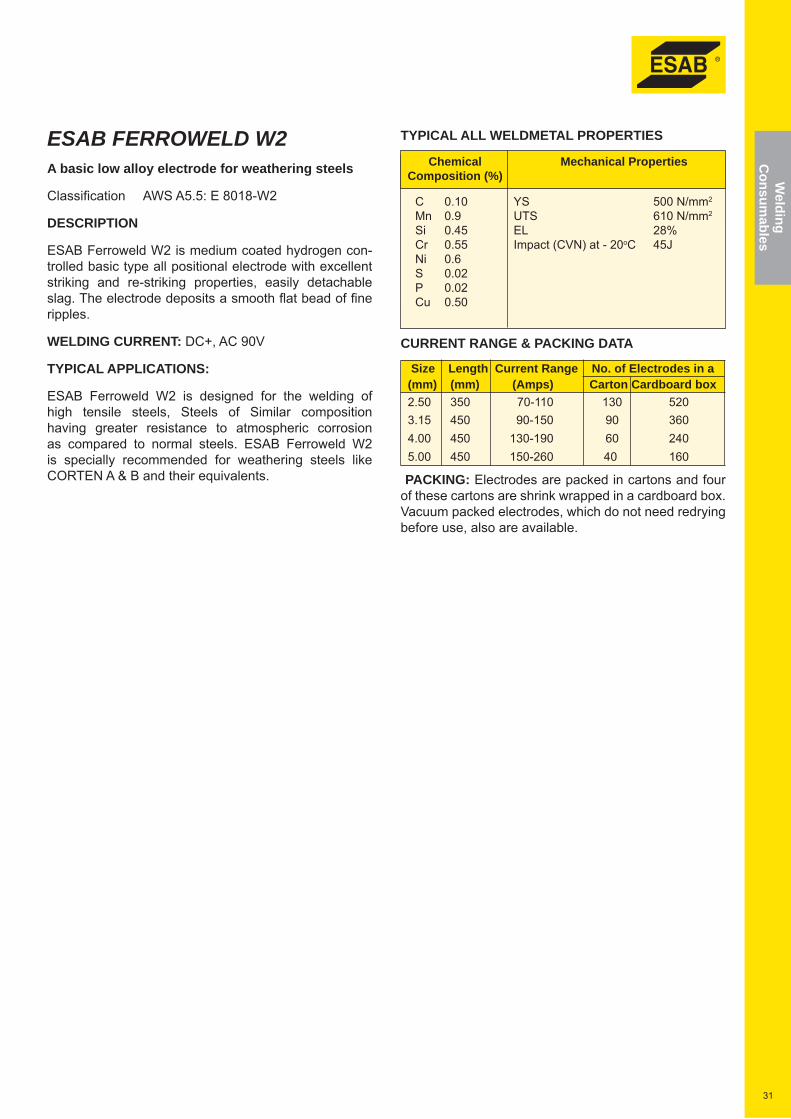
31
Welding
Consum
ables
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.10 YS 500 N/mm2
Mn 0.9 UTS 610 N/mm2
Si 0.45 EL 28% Cr 0.55 Impact (CVN) at - 20oC 45J Ni 0.6 S 0.02 P 0.02 Cu 0.50
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in cartons and four of these cartons are shrink wrapped in a cardboard box. Vacuum packed electrodes, which do not need redrying before use, also are available.
ESAB FERROWELD W2A basic low alloy electrode for weathering steels
Classifi cation AWS A5.5: E 8018-W2
DESCRIPTION
ESAB Ferroweld W2 is medium coated hydrogen con-trolled basic type all positional electrode with excellent striking and re-striking properties, easily detachable slag. The electrode deposits a smooth fl at bead of fi ne ripples.
WELDING CURRENT: DC+, AC 90V
TYPICAL APPLICATIONS:
ESAB Ferroweld W2 is designed for the welding of high tensile steels, Steels of Similar composition having greater resistance to atmospheric corrosion as compared to normal steels. ESAB Ferroweld W2 is specially recommended for weathering steels like CORTEN A & B and their equivalents.
Size Length Current Range No. of Electrodes in a (mm) (mm) (Amps) Carton Cardboard box 2.50 350 70-110 130 520 3.15 450 90-150 90 360 4.00 450 130-190 60 240 5.00 450 150-260 40 160
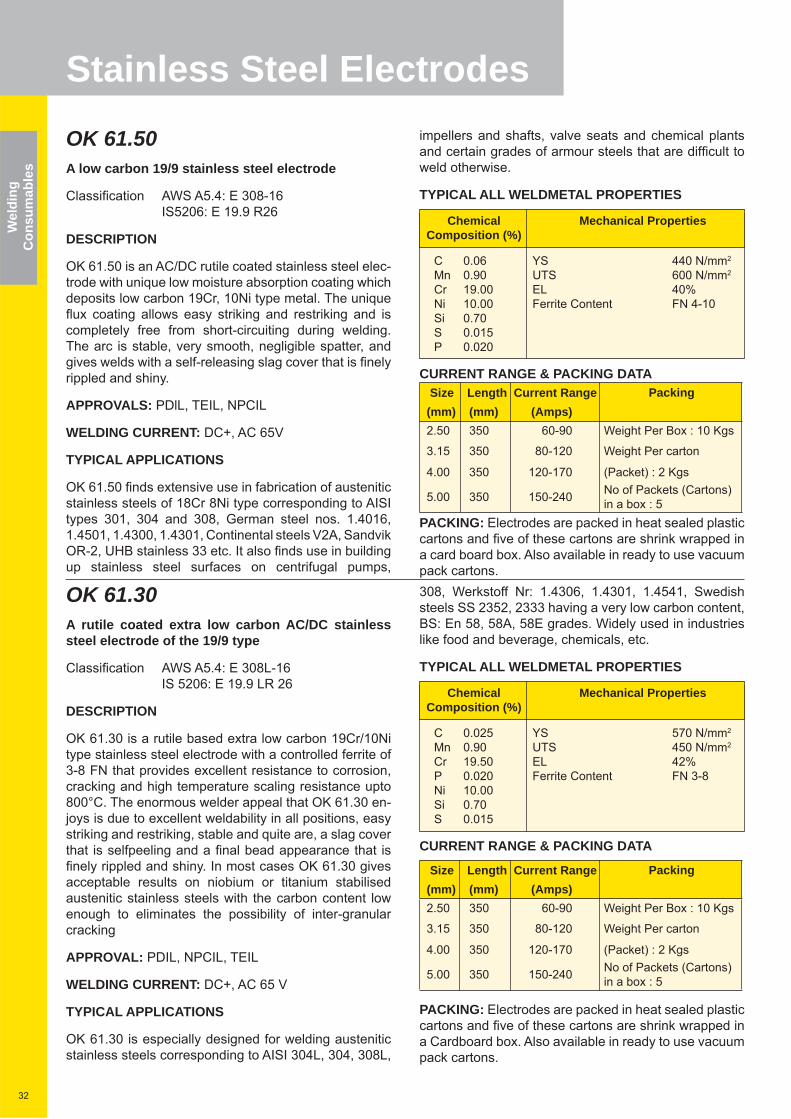
32
Wel
ding
Con
sum
able
s
308, Werkstoff Nr: 1.4306, 1.4301, 1.4541, Swedish steels SS 2352, 2333 having a very low carbon content, BS: En 58, 58A, 58E grades. Widely used in industries like food and beverage, chemicals, etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.025 YS 570 N/mm2
Mn 0.90 UTS 450 N/mm2
Cr 19.50 EL 42% P 0.020 Ferrite Content FN 3-8 Ni 10.00 Si 0.70 S 0.015
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
impellers and shafts, valve seats and chemical plants and certain grades of armour steels that are diffi cult to weld otherwise.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 440 N/mm2
Mn 0.90 UTS 600 N/mm2
Cr 19.00 EL 40% Ni 10.00 Ferrite Content FN 4-10 Si 0.70 S 0.015 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
Stainless Steel ElectrodesOK 61.50A low carbon 19/9 stainless steel electrode
Classifi cation AWS A5.4: E 308-16 IS5206: E 19.9 R26
DESCRIPTION
OK 61.50 is an AC/DC rutile coated stainless steel elec-trode with unique low moisture absorption coating which deposits low carbon 19Cr, 10Ni type metal. The unique fl ux coating allows easy striking and restriking and is completely free from short-circuiting during welding. The arc is stable, very smooth, negligible spatter, and gives welds with a self-releasing slag cover that is fi nely rippled and shiny.
APPROVALS: PDlL, TEIL, NPCIL
WELDING CURRENT: DC+, AC 65V
TYPICAL APPLICATIONS
OK 61.50 fi nds extensive use in fabrication of austenitic stainless steels of 18Cr 8Ni type corresponding to AISI types 301, 304 and 308, German steel nos. 1.4016, 1.4501, 1.4300, 1.4301, Continental steels V2A, Sandvik OR-2, UHB stainless 33 etc. It also fi nds use in building up stainless steel surfaces on centrifugal pumps,
OK 61.30A rutile coated extra low carbon AC/DC stainless steel electrode of the 19/9 type
Classifi cation AWS A5.4: E 308L-16 IS 5206: E 19.9 LR 26
DESCRIPTION
OK 61.30 is a rutile based extra low carbon 19Cr/10Ni type stainless steel electrode with a controlled ferrite of 3-8 FN that provides excellent resistance to corrosion, cracking and high temperature scaling resistance upto 800°C. The enormous welder appeal that OK 61.30 en-joys is due to excellent weldability in all positions, easy striking and restriking, stable and quite are, a slag cover that is self peeling and a fi nal bead appearance that is fi nely rippled and shiny. In most cases OK 61.30 gives acceptable results on niobium or titanium stabilised austenitic stainless steels with the carbon content low enough to eliminates the possibility of inter-granular cracking
APPROVAL: PDIL, NPCIL, TEIL
WELDING CURRENT: DC+, AC 65 V
TYPICAL APPLICATIONS
OK 61.30 is especially designed for welding austenitic stainless steels corresponding to AISI 304L, 304, 308L,
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
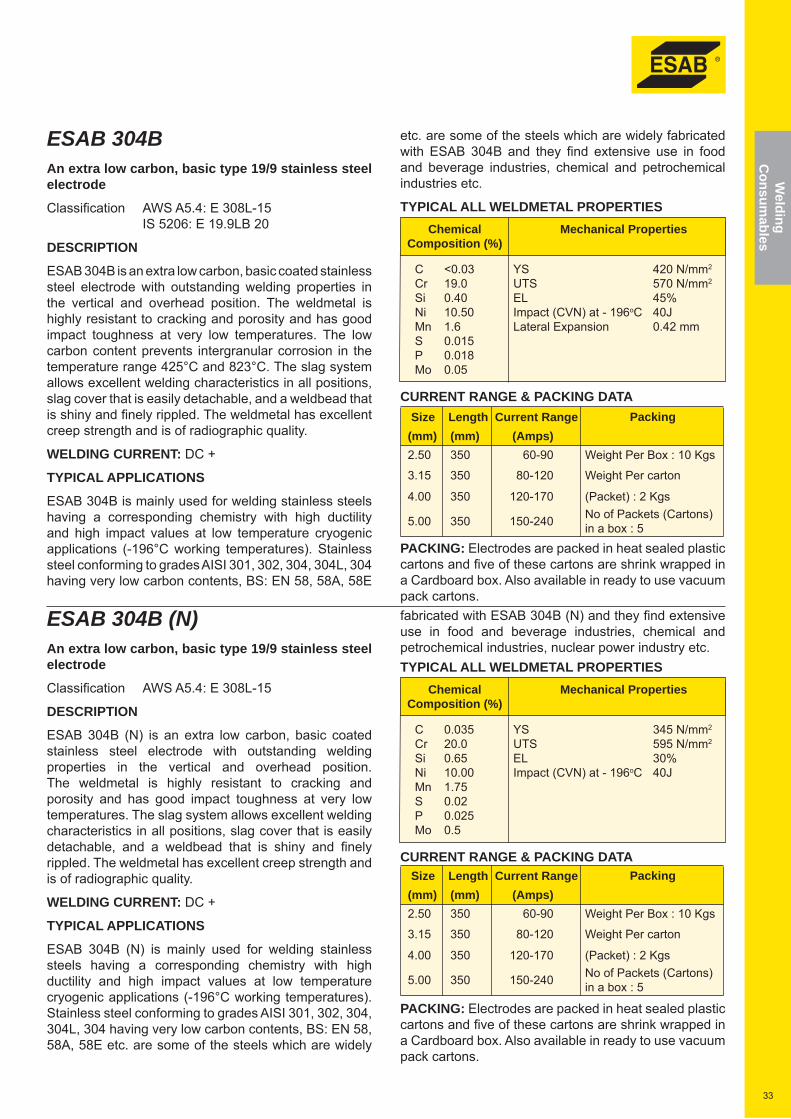
33
Welding
Consum
ables
ESAB 304BAn extra low carbon, basic type 19/9 stainless steel electrode
Classifi cation AWS A5.4: E 308L-15 IS 5206: E 19.9LB 20
DESCRIPTION
ESAB 304B is an extra low carbon, basic coated stainless steel electrode with outstanding welding properties in the vertical and overhead position. The weldmetal is highly resistant to cracking and porosity and has good impact toughness at very low temperatures. The low carbon content prevents intergranular corrosion in the temperature range 425°C and 823°C. The slag system allows excellent welding characteristics in all positions, slag cover that is easily detachable, and a weldbead that is shiny and fi nely rippled. The weldmetal has excellent creep strength and is of radiographic quality.
WELDING CURRENT: DC +
TYPICAL APPLICATIONS
ESAB 304B is mainly used for welding stainless steels having a corresponding chemistry with high ductility and high impact values at low temperature cryogenic applications (-196°C working temperatures). Stainless steel conforming to grades AISI 301, 302, 304, 304L, 304 having very low carbon contents, BS: EN 58, 58A, 58E
ESAB 304B (N)An extra low carbon, basic type 19/9 stainless steel electrode
Classifi cation AWS A5.4: E 308L-15
DESCRIPTION
ESAB 304B (N) is an extra low carbon, basic coated stainless steel electrode with outstanding welding properties in the vertical and overhead position. The weldmetal is highly resistant to cracking and porosity and has good impact toughness at very low temperatures. The slag system allows excellent welding characteristics in all positions, slag cover that is easily detachable, and a weldbead that is shiny and fi nely rippled. The weldmetal has excellent creep strength and is of radiographic quality.
WELDING CURRENT: DC +
TYPICAL APPLICATIONS
ESAB 304B (N) is mainly used for welding stainless steels having a corresponding chemistry with high ductility and high impact values at low temperature cryogenic applications (-196°C working temperatures). Stainless steel conforming to grades AISI 301, 302, 304, 304L, 304 having very low carbon contents, BS: EN 58, 58A, 58E etc. are some of the steels which are widely
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
etc. are some of the steels which are widely fabricated with ESAB 304B and they fi nd extensive use in food and beverage industries, chemical and petrochemical industries etc.
TYPICAL ALL WELDMETAL PROPERTIES Chemical Mechanical Properties Composition (%)
C <0.03 YS 420 N/mm2
Cr 19.0 UTS 570 N/mm2
Si 0.40 EL 45% Ni 10.50 Impact (CVN) at - 196oC 40J Mn 1.6 Lateral Expansion 0.42 mm S 0.015 P 0.018 Mo 0.05
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.fabricated with ESAB 304B (N) and they fi nd extensive use in food and beverage industries, chemical and petrochemical industries, nuclear power industry etc.TYPICAL ALL WELDMETAL PROPERTIES Chemical Mechanical Properties Composition (%)
C 0.035 YS 345 N/mm2
Cr 20.0 UTS 595 N/mm2
Si 0.65 EL 30% Ni 10.00 Impact (CVN) at - 196oC 40J Mn 1.75 S 0.02 P 0.025 Mo 0.5
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
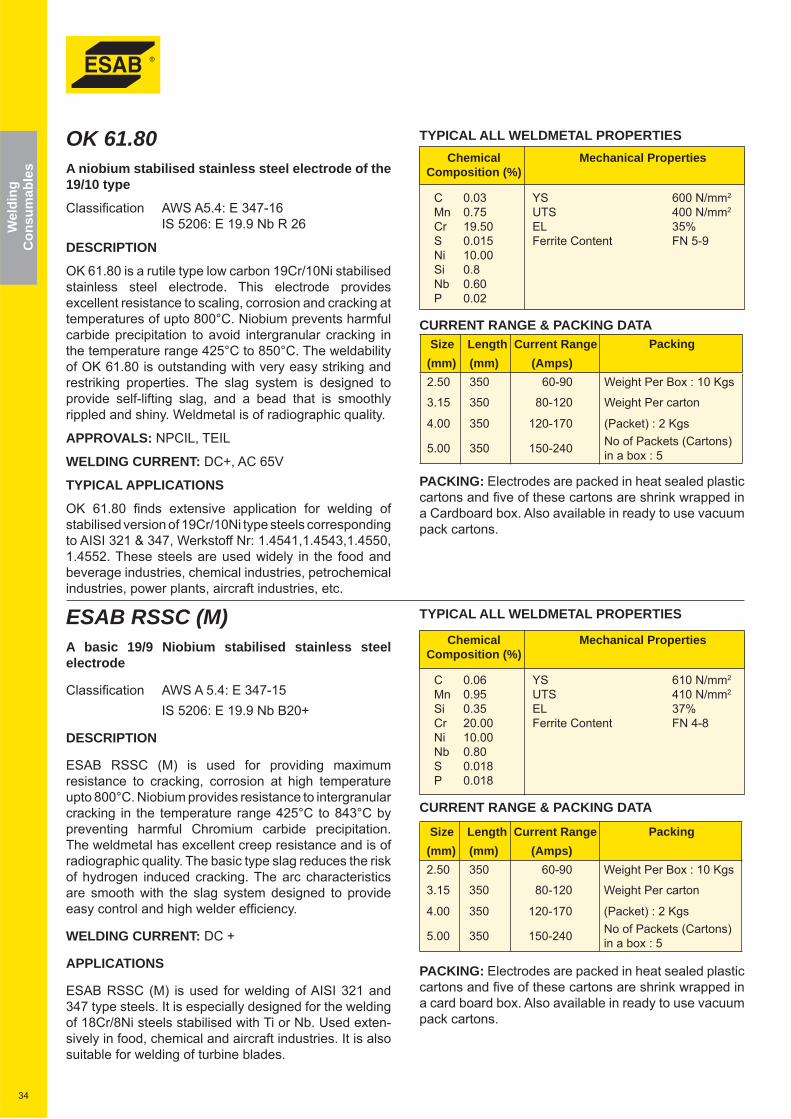
34
Wel
ding
Con
sum
able
s
TYPICAL ALL WELDMETAL PROPERTIES Chemical Mechanical Properties Composition (%)
C 0.03 YS 600 N/mm2
Mn 0.75 UTS 400 N/mm2
Cr 19.50 EL 35% S 0.015 Ferrite Content FN 5-9 Ni 10.00 Si 0.8 Nb 0.60 P 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
OK 61.80A niobium stabilised stainless steel electrode of the 19/10 type
Classifi cation AWS A5.4: E 347-16 IS 5206: E 19.9 Nb R 26
DESCRIPTION
OK 61.80 is a rutile type low carbon 19Cr/10Ni stabilised stainless steel electrode. This electrode provides excellent resistance to scaling, corrosion and cracking at temperatures of upto 800°C. Niobium prevents harmful carbide precipitation to avoid intergranular cracking in the temperature range 425°C to 850°C. The weldability of OK 61.80 is outstanding with very easy striking and restriking properties. The slag system is designed to provide self-lifting slag, and a bead that is smoothly rippled and shiny. Weldmetal is of radiographic quality.
APPROVALS: NPCIL, TEIL
WELDING CURRENT: DC+, AC 65V
TYPICAL APPLICATIONS
OK 61.80 fi nds extensive application for welding of stabilised version of 19Cr/10Ni type steels corresponding to AISI 321 & 347, Werkstoff Nr: 1.4541,1.4543,1.4550, 1.4552. These steels are used widely in the food and beverage industries, chemical industries, petrochemical industries, power plants, aircraft industries, etc.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 610 N/mm2
Mn 0.95 UTS 410 N/mm2
Si 0.35 EL 37% Cr 20.00 Ferrite Content FN 4-8 Ni 10.00 Nb 0.80 S 0.018 P 0.018
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
ESAB RSSC (M)A basic 19/9 Niobium stabilised stainless steelelectrode
Classifi cation AWS A 5.4: E 347-15 IS 5206: E 19.9 Nb B20+
DESCRIPTION
ESAB RSSC (M) is used for providing maximum resistance to cracking, corrosion at high temperature upto 800°C. Niobium provides resistance to intergranular cracking in the temperature range 425°C to 843°C by preventing harmful Chromium carbide precipitation. The weldmetal has excellent creep resistance and is of radiographic quality. The basic type slag reduces the risk of hydrogen induced cracking. The arc characteristics are smooth with the slag system designed to provide easy control and high welder effi ciency.
WELDING CURRENT: DC +
APPLICATIONS
ESAB RSSC (M) is used for welding of AISI 321 and 347 type steels. It is especially designed for the welding of 18Cr/8Ni steels stabilised with Ti or Nb. Used exten-sively in food, chemical and aircraft industries. It is also suitable for welding of turbine blades.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
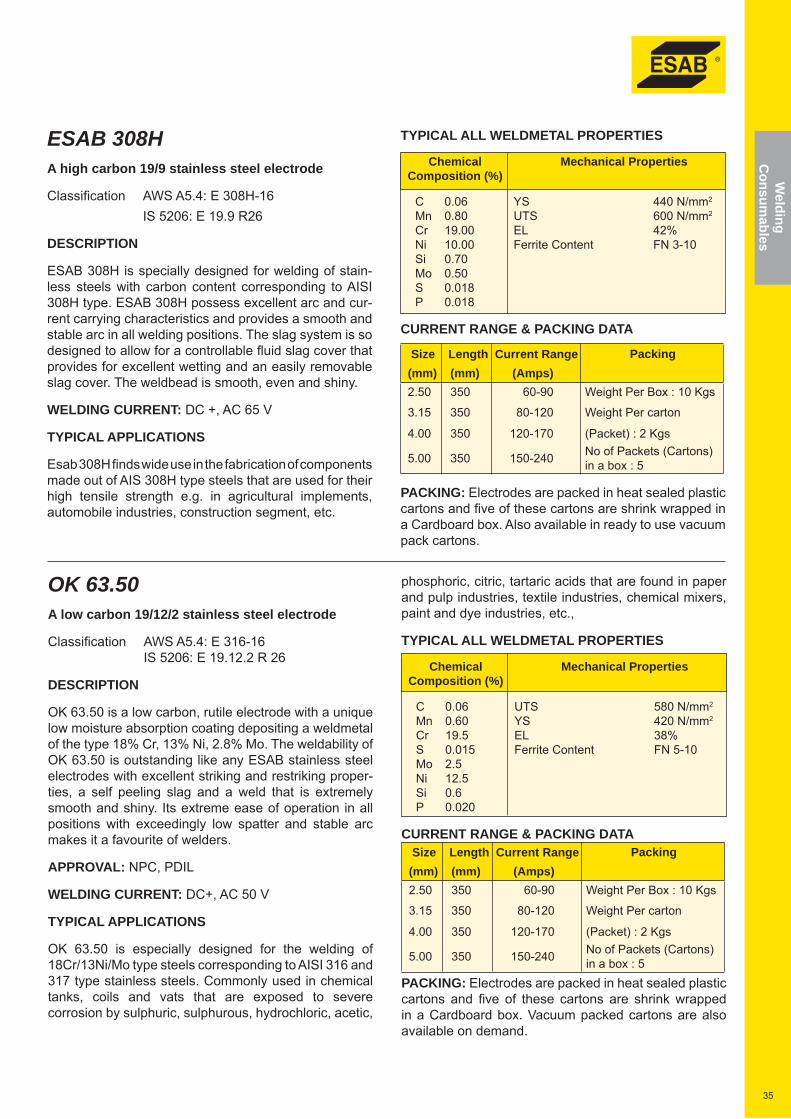
35
Welding
Consum
ables
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 440 N/mm2
Mn 0.80 UTS 600 N/mm2
Cr 19.00 EL 42% Ni 10.00 Ferrite Content FN 3-10 Si 0.70 Mo 0.50 S 0.018 P 0.018
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
ESAB 308HA high carbon 19/9 stainless steel electrode
Classifi cation AWS A5.4: E 308H-16 IS 5206: E 19.9 R26
DESCRIPTION
ESAB 308H is specially designed for welding of stain-less steels with carbon content corresponding to AISI 308H type. ESAB 308H possess excellent arc and cur-rent carrying characteristics and provides a smooth and stable arc in all welding positions. The slag system is so designed to allow for a controllable fl uid slag cover that provides for excellent wetting and an easily removable slag cover. The weldbead is smooth, even and shiny.
WELDING CURRENT: DC +, AC 65 V
TYPICAL APPLICATIONS
Esab 308H fi nds wide use in the fabrication of components made out of AIS 308H type steels that are used for their high tensile strength e.g. in agricultural implements, automobile industries, construction segment, etc.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
phosphoric, citric, tartaric acids that are found in paper and pulp industries, textile industries, chemical mixers, paint and dye industries, etc.,
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 UTS 580 N/mm2
Mn 0.60 YS 420 N/mm2
Cr 19.5 EL 38% S 0.015 Ferrite Content FN 5-10 Mo 2.5 Ni 12.5 Si 0.6 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Vacuum packed cartons are also available on demand.
OK 63.50A low carbon 19/12/2 stainless steel electrode
Classifi cation AWS A5.4: E 316-16 IS 5206: E 19.12.2 R 26
DESCRIPTION
OK 63.50 is a low carbon, rutile electrode with a unique low moisture absorption coating depositing a weldmetal of the type 18% Cr, 13% Ni, 2.8% Mo. The weldability of OK 63.50 is outstanding like any ESAB stainless steel electrodes with excellent striking and restriking proper-ties, a self peeling slag and a weld that is extremely smooth and shiny. Its extreme ease of operation in all positions with exceedingly low spatter and stable arc makes it a favourite of welders.
APPROVAL: NPC, PDIL
WELDING CURRENT: DC+, AC 50 V
TYPICAL APPLICATIONS
OK 63.50 is especially designed for the welding of 18Cr/13Ni/Mo type steels corresponding to AISI 316 and 317 type stainless steels. Commonly used in chemical tanks, coils and vats that are exposed to severe corrosion by sulphuric, sulphurous, hydrochloric, acetic,
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
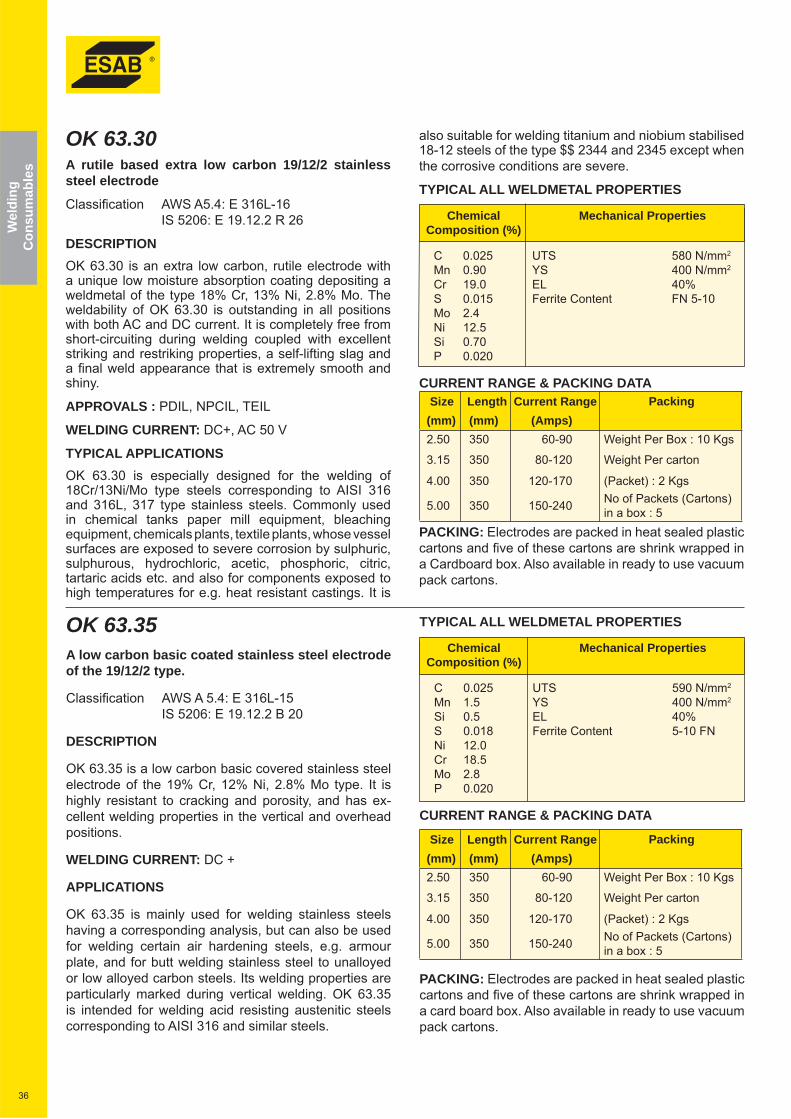
36
Wel
ding
Con
sum
able
s
also suitable for welding titanium and niobium stabilised 18-12 steels of the type $$ 2344 and 2345 except when the corrosive conditions are severe.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.025 UTS 580 N/mm2
Mn 0.90 YS 400 N/mm2
Cr 19.0 EL 40% S 0.015 Ferrite Content FN 5-10 Mo 2.4 Ni 12.5 Si 0.70 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
OK 63.30A rutile based extra low carbon 19/12/2 stainless steel electrode
Classifi cation AWS A5.4: E 316L-16 IS 5206: E 19.12.2 R 26
DESCRIPTIONOK 63.30 is an extra low carbon, rutile electrode with a unique low moisture absorption coating depositing a weldmetal of the type 18% Cr, 13% Ni, 2.8% Mo. The weldability of OK 63.30 is outstanding in all positions with both AC and DC current. It is completely free from short-circuiting during welding coupled with excellent striking and restriking properties, a self-lifting slag and a fi nal weld appearance that is extremely smooth and shiny.
APPROVALS : PDIL, NPCIL, TEIL
WELDING CURRENT: DC+, AC 50 V
TYPICAL APPLICATIONSOK 63.30 is especially designed for the welding of 18Cr/13Ni/Mo type steels corresponding to AISI 316 and 316L, 317 type stainless steels. Commonly used in chemical tanks paper mill equipment, bleaching equipment, chemicals plants, textile plants, whose vessel surfaces are exposed to severe corrosion by sulphuric, sulphurous, hydrochloric, acetic, phosphoric, citric, tartaric acids etc. and also for components exposed to high temperatures for e.g. heat resistant castings. It is
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.025 UTS 590 N/mm2
Mn 1.5 YS 400 N/mm2
Si 0.5 EL 40% S 0.018 Ferrite Content 5-10 FN Ni 12.0 Cr 18.5 Mo 2.8 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
OK 63.35A low carbon basic coated stainless steel electrode of the 19/12/2 type.
Classifi cation AWS A 5.4: E 316L-15 IS 5206: E 19.12.2 B 20
DESCRIPTION
OK 63.35 is a low carbon basic covered stainless steel electrode of the 19% Cr, 12% Ni, 2.8% Mo type. It is highly resistant to cracking and porosity, and has ex-cellent welding properties in the vertical and overhead positions.
WELDING CURRENT: DC +
APPLICATIONS
OK 63.35 is mainly used for welding stainless steels having a corresponding analysis, but can also be used for welding certain air hardening steels, e.g. armour plate, and for butt welding stainless steel to unalloyed or low alloyed carbon steels. Its welding properties are particularly marked during vertical welding. OK 63.35 is intended for welding acid resisting austenitic steels corresponding to AISI 316 and similar steels.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
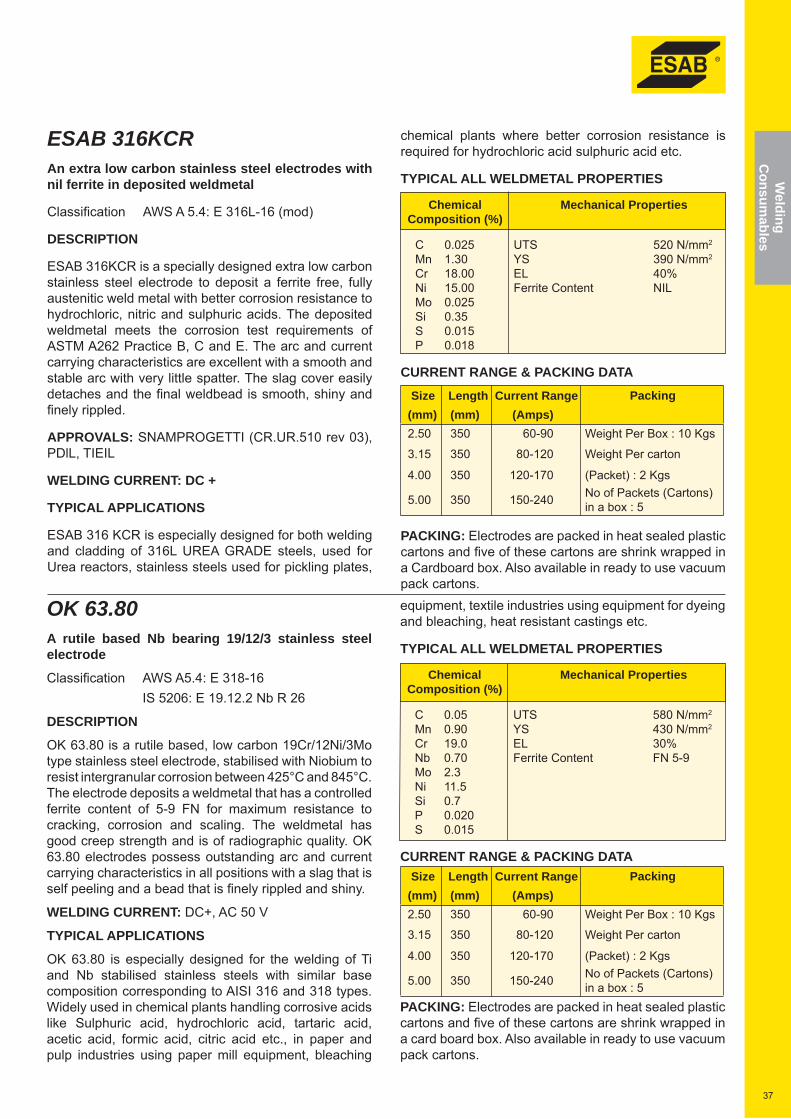
37
Welding
Consum
ables
chemical plants where better corrosion resistance is required for hydrochloric acid sulphuric acid etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.025 UTS 520 N/mm2
Mn 1.30 YS 390 N/mm2
Cr 18.00 EL 40% Ni 15.00 Ferrite Content NIL Mo 0.025 Si 0.35 S 0.015 P 0.018
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
ESAB 316KCRAn extra low carbon stainless steel electrodes with nil ferrite in deposited weldmetal
Classifi cation AWS A 5.4: E 316L-16 (mod)
DESCRIPTION
ESAB 316KCR is a specially designed extra low carbon stainless steel electrode to deposit a ferrite free, fully austenitic weld metal with better corrosion resistance to hydrochloric, nitric and sulphuric acids. The deposited weldmetal meets the corrosion test requirements of ASTM A262 Practice B, C and E. The arc and current carrying characteristics are excellent with a smooth and stable arc with very little spatter. The slag cover easily detaches and the fi nal weldbead is smooth, shiny and fi nely rippled.
APPROVALS: SNAMPROGETTI (CR.UR.510 rev 03), PDlL, TIEIL
WELDING CURRENT: DC +
TYPICAL APPLICATIONS
ESAB 316 KCR is especially designed for both welding and cladding of 316L UREA GRADE steels, used for Urea reactors, stainless steels used for pickling plates,
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
equipment, textile industries using equipment for dyeing and bleaching, heat resistant castings etc.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.05 UTS 580 N/mm2
Mn 0.90 YS 430 N/mm2
Cr 19.0 EL 30% Nb 0.70 Ferrite Content FN 5-9 Mo 2.3 Ni 11.5 Si 0.7 P 0.020 S 0.015
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
OK 63.80A rutile based Nb bearing 19/12/3 stainless steel electrode
Classifi cation AWS A5.4: E 318-16 IS 5206: E 19.12.2 Nb R 26
DESCRIPTION
OK 63.80 is a rutile based, low carbon 19Cr/12Ni/3Mo type stainless steel electrode, stabilised with Niobium to resist intergranular corrosion between 425°C and 845°C. The electrode deposits a weldmetal that has a controlled ferrite content of 5-9 FN for maximum resistance to cracking, corrosion and scaling. The weldmetal has good creep strength and is of radiographic quality. OK 63.80 electrodes possess outstanding arc and current carrying characteristics in all positions with a slag that is self peeling and a bead that is fi nely rippled and shiny.
WELDING CURRENT: DC+, AC 50 V
TYPICAL APPLICATIONS
OK 63.80 is especially designed for the welding of Ti and Nb stabilised stainless steels with similar base composition corresponding to AISI 316 and 318 types. Widely used in chemical plants handling corrosive acids like Sulphuric acid, hydrochloric acid, tartaric acid, acetic acid, formic acid, citric acid etc., in paper and pulp industries using paper mill equipment, bleaching
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
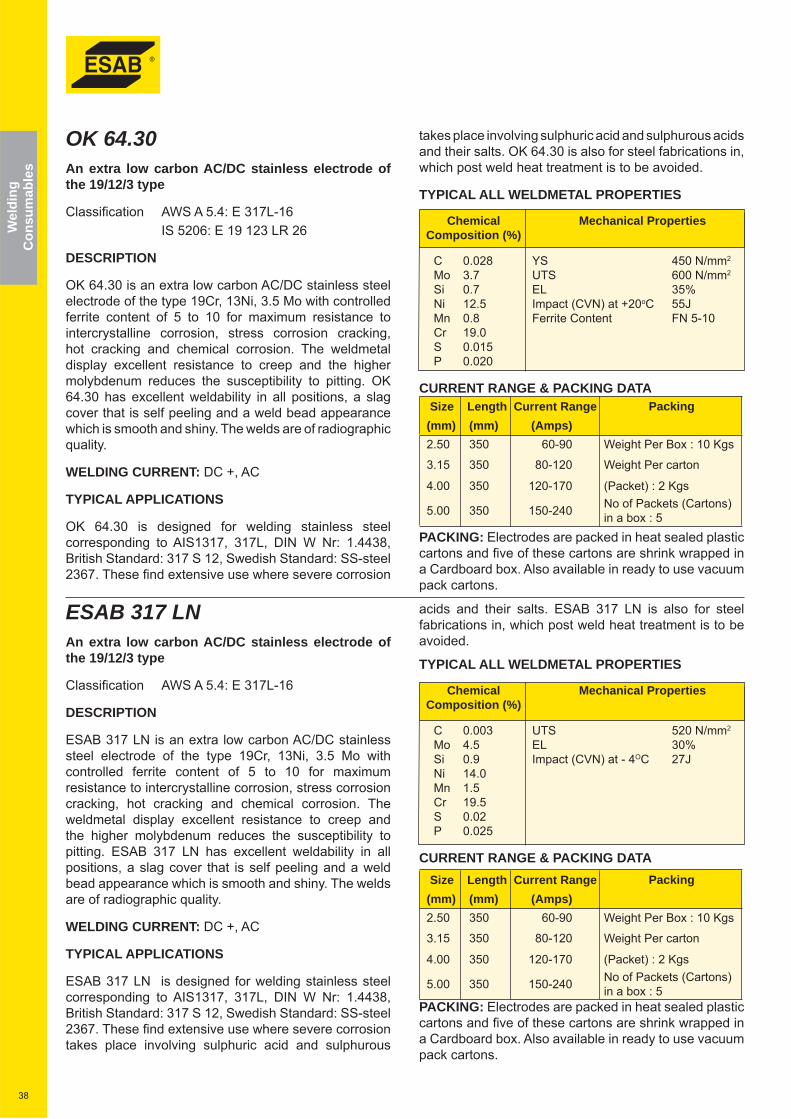
38
Wel
ding
Con
sum
able
s
takes place involving sulphuric acid and sulphurous acids and their salts. OK 64.30 is also for steel fabrications in, which post weld heat treatment is to be avoided.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.028 YS 450 N/mm2
Mo 3.7 UTS 600 N/mm2
Si 0.7 EL 35% Ni 12.5 Impact (CVN) at +20oC 55J Mn 0.8 Ferrite Content FN 5-10 Cr 19.0 S 0.015 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
acids and their salts. ESAB 317 LN is also for steel fabrications in, which post weld heat treatment is to be avoided.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.003 UTS 520 N/mm2
Mo 4.5 EL 30% Si 0.9 Impact (CVN) at - 4OC 27J Ni 14.0 Mn 1.5 Cr 19.5 S 0.02 P 0.025
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
OK 64.30An extra low carbon AC/DC stainless electrode of the 19/12/3 type
Classifi cation AWS A 5.4: E 317L-16 IS 5206: E 19 123 LR 26
DESCRIPTION
OK 64.30 is an extra low carbon AC/DC stainless steel electrode of the type 19Cr, 13Ni, 3.5 Mo with controlled ferrite content of 5 to 10 for maximum resistance to inter crystalline corrosion, stress corrosion cracking, hot cracking and chemical corrosion. The weldmetal display excellent resistance to creep and the higher molybdenum reduces the susceptibility to pitting. OK 64.30 has excellent weldability in all positions, a slag cover that is self peeling and a weld bead appearance which is smooth and shiny. The welds are of radiographic quality.
WELDING CURRENT: DC +, AC
TYPICAL APPLICATIONS
OK 64.30 is designed for welding stainless steel corresponding to AIS1317, 317L, DIN W Nr: 1.4438, British Standard: 317 S 12, Swedish Standard: SS-steel 2367. These fi nd extensive use where severe corrosion
ESAB 317 LNAn extra low carbon AC/DC stainless electrode of the 19/12/3 type
Classifi cation AWS A 5.4: E 317L-16
DESCRIPTION
ESAB 317 LN is an extra low carbon AC/DC stainless steel electrode of the type 19Cr, 13Ni, 3.5 Mo with controlled ferrite content of 5 to 10 for maximum resistance to inter crystalline corrosion, stress corrosion cracking, hot cracking and chemical corrosion. The weldmetal display excellent resistance to creep and the higher molybdenum reduces the susceptibility to pitting. ESAB 317 LN has excellent weldability in all positions, a slag cover that is self peeling and a weld bead appearance which is smooth and shiny. The welds are of radiographic quality.
WELDING CURRENT: DC +, AC
TYPICAL APPLICATIONS
ESAB 317 LN is designed for welding stainless steel corresponding to AIS1317, 317L, DIN W Nr: 1.4438, British Standard: 317 S 12, Swedish Standard: SS-steel 2367. These fi nd extensive use where severe corrosion takes place involving sulphuric acid and sulphurous
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
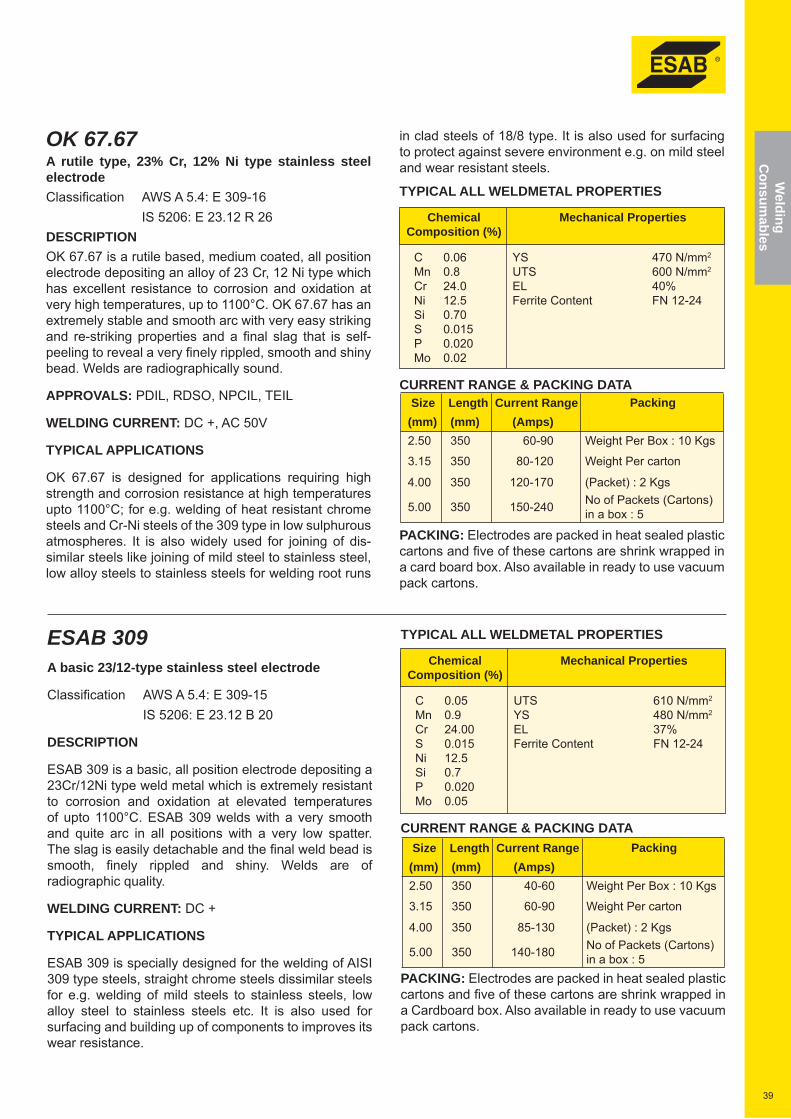
39
Welding
Consum
ables
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.05 UTS 610 N/mm2
Mn 0.9 YS 480 N/mm2
Cr 24.00 EL 37% S 0.015 Ferrite Content FN 12-24 Ni 12.5 Si 0.7 P 0.020 Mo 0.05
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
ESAB 309A basic 23/12-type stainless steel electrode
Classifi cation AWS A 5.4: E 309-15 IS 5206: E 23.12 B 20
DESCRIPTION
ESAB 309 is a basic, all position electrode depositing a 23Cr/12Ni type weld metal which is extremely resistant to corrosion and oxidation at elevated temperatures of upto 1100°C. ESAB 309 welds with a very smooth and quite arc in all positions with a very low spatter. The slag is easily detachable and the fi nal weld bead is smooth, fi nely rippled and shiny. Welds are of radiographic quality.
WELDING CURRENT: DC +
TYPICAL APPLICATIONS
ESAB 309 is specially designed for the welding of AISI 309 type steels, straight chrome steels dissimilar steels for e.g. welding of mild steels to stainless steels, low alloy steel to stainless steels etc. It is also used for surfacing and building up of components to improves its wear resistance.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 40-60 Weight Per Box : 10 Kgs
3.15 350 60-90 Weight Per carton
4.00 350 85-130 (Packet) : 2 Kgs
5.00 350 140-180 No of Packets (Cartons) in a box : 5
in clad steels of 18/8 type. It is also used for surfacing to protect against severe environment e.g. on mild steel and wear resistant steels.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 YS 470 N/mm2
Mn 0.8 UTS 600 N/mm2
Cr 24.0 EL 40% Ni 12.5 Ferrite Content FN 12-24 Si 0.70 S 0.015 P 0.020 Mo 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
OK 67.67A rutile type, 23% Cr, 12% Ni type stainless steel electrodeClassifi cation AWS A 5.4: E 309-16 IS 5206: E 23.12 R 26DESCRIPTIONOK 67.67 is a rutile based, medium coated, all position electrode depositing an alloy of 23 Cr, 12 Ni type which has excellent resistance to corrosion and oxidation at very high temperatures, up to 1100°C. OK 67.67 has an extremely stable and smooth arc with very easy striking and re-striking properties and a fi nal slag that is self-peeling to reveal a very fi nely rippled, smooth and shiny bead. Welds are radiographically sound.
APPROVALS: PDIL, RDSO, NPCIL, TEIL
WELDING CURRENT: DC +, AC 50V
TYPICAL APPLICATIONS
OK 67.67 is designed for applications requiring high strength and corrosion resistance at high temperatures upto 1100°C; for e.g. welding of heat resistant chrome steels and Cr-Ni steels of the 309 type in low sulphurous atmospheres. It is also widely used for joining of dis-similar steels like joining of mild steel to stainless steel, low alloy steels to stainless steels for welding root runs
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
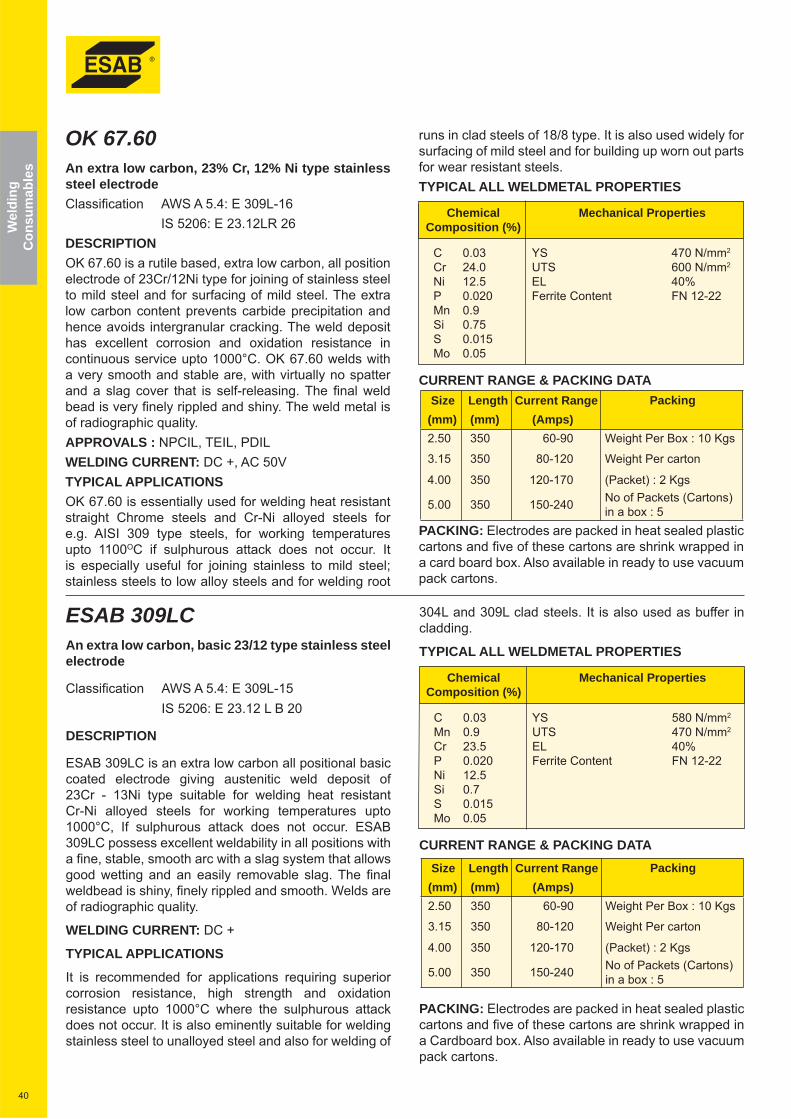
40
Wel
ding
Con
sum
able
s
runs in clad steels of 18/8 type. It is also used widely for surfacing of mild steel and for building up worn out parts for wear resistant steels.TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.03 YS 470 N/mm2
Cr 24.0 UTS 600 N/mm2
Ni 12.5 EL 40% P 0.020 Ferrite Content FN 12-22 Mn 0.9 Si 0.75 S 0.015 Mo 0.05
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
OK 67.60An extra low carbon, 23% Cr, 12% Ni type stainless steel electrodeClassifi cation AWS A 5.4: E 309L-16 IS 5206: E 23.12LR 26DESCRIPTIONOK 67.60 is a rutile based, extra low carbon, all position electrode of 23Cr/12Ni type for joining of stainless steel to mild steel and for surfacing of mild steel. The extra low carbon content prevents carbide precipitation and hence avoids intergranular cracking. The weld deposit has excellent corrosion and oxidation resistance in continuous service upto 1000°C. OK 67.60 welds with a very smooth and stable are, with virtually no spatter and a slag cover that is self-releasing. The fi nal weld bead is very fi nely rippled and shiny. The weld metal is of radiographic quality.APPROVALS : NPCIL, TEIL, PDILWELDING CURRENT: DC +, AC 50VTYPICAL APPLICATIONSOK 67.60 is essentially used for welding heat resistant straight Chrome steels and Cr-Ni alloyed steels for e.g. AISI 309 type steels, for working temperatures upto 1100OC if sulphurous attack does not occur. It is especially useful for joining stainless to mild steel; stainless steels to low alloy steels and for welding root
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
304L and 309L clad steels. It is also used as buffer in cladding.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.03 YS 580 N/mm2
Mn 0.9 UTS 470 N/mm2
Cr 23.5 EL 40% P 0.020 Ferrite Content FN 12-22 Ni 12.5 Si 0.7 S 0.015 Mo 0.05
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
ESAB 309LCAn extra low carbon, basic 23/12 type stainless steel electrode
Classifi cation AWS A 5.4: E 309L-15 IS 5206: E 23.12 L B 20
DESCRIPTION
ESAB 309LC is an extra low carbon all positional basic coated electrode giving austenitic weld deposit of 23Cr - 13Ni type suitable for welding heat resistant Cr-Ni alloyed steels for working temperatures upto 1000°C, If sulphurous attack does not occur. ESAB 309LC possess excellent weldability in all positions with a fi ne, stable, smooth arc with a slag system that allows good wetting and an easily removable slag. The fi nal weldbead is shiny, fi nely rippled and smooth. Welds are of radiographic quality.
WELDING CURRENT: DC +
TYPICAL APPLICATIONS
It is recommended for applications requiring superior corrosion resistance, high strength and oxidation resistance upto 1000°C where the sulphurous attack does not occur. It is also eminently suitable for welding stainless steel to unalloyed steel and also for welding of
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
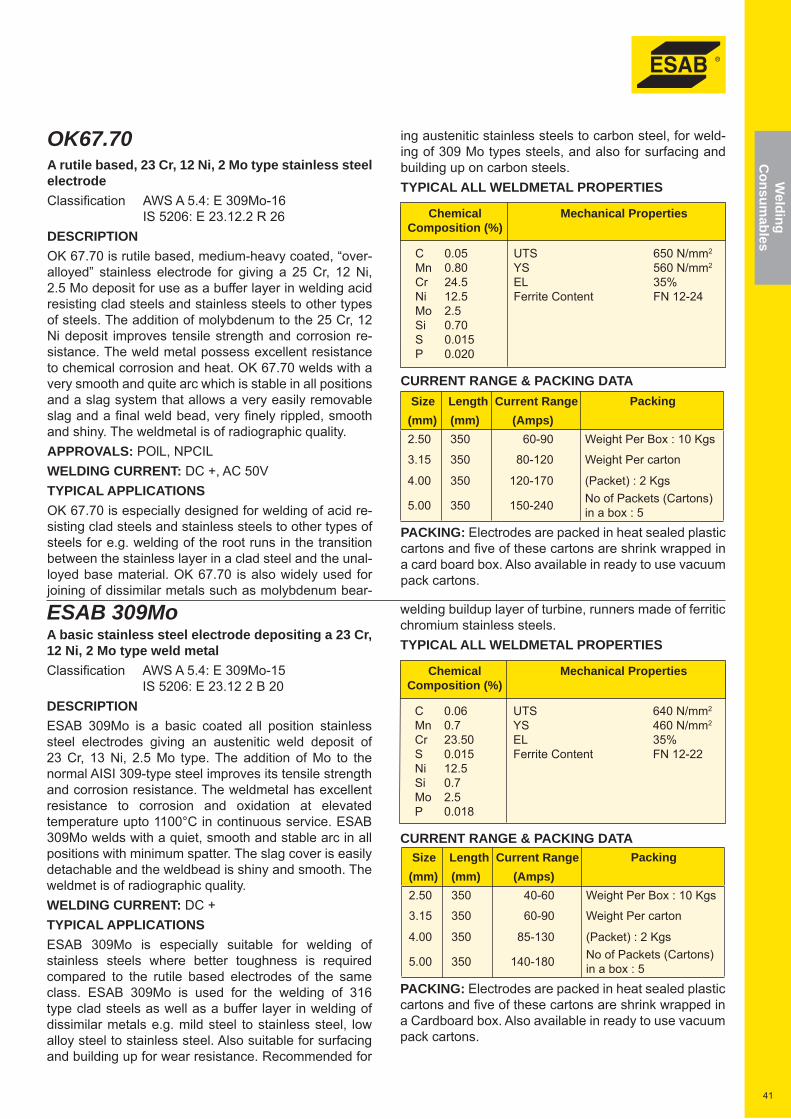
41
Welding
Consum
ables
ing austenitic stainless steels to carbon steel, for weld-ing of 309 Mo types steels, and also for surfacing and building up on carbon steels.TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.05 UTS 650 N/mm2
Mn 0.80 YS 560 N/mm2
Cr 24.5 EL 35% Ni 12.5 Ferrite Content FN 12-24 Mo 2.5 Si 0.70 S 0.015 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
OK67.70A rutile based, 23 Cr, 12 Ni, 2 Mo type stainless steel electrodeClassifi cation AWS A 5.4: E 309Mo-16 IS 5206: E 23.12.2 R 26DESCRIPTIONOK 67.70 is rutile based, medium-heavy coated, “over-alloyed” stainless electrode for giving a 25 Cr, 12 Ni, 2.5 Mo deposit for use as a buffer layer in welding acid resisting clad steels and stainless steels to other types of steels. The addition of molybdenum to the 25 Cr, 12 Ni deposit improves tensile strength and corrosion re-sistance. The weld metal possess excellent resistance to chemical corrosion and heat. OK 67.70 welds with a very smooth and quite arc which is stable in all positions and a slag system that allows a very easily removable slag and a fi nal weld bead, very fi nely rippled, smooth and shiny. The weldmetal is of radiographic quality.APPROVALS: POlL, NPCILWELDING CURRENT: DC +, AC 50VTYPICAL APPLICATIONSOK 67.70 is especially designed for welding of acid re-sisting clad steels and stainless steels to other types of steels for e.g. welding of the root runs in the transition between the stainless layer in a clad steel and the unal-loyed base material. OK 67.70 is also widely used for joining of dissimilar metals such as molybdenum bear-
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
welding build up layer of turbine, runners made of ferritic chromium stainless steels.TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 UTS 640 N/mm2
Mn 0.7 YS 460 N/mm2
Cr 23.50 EL 35% S 0.015 Ferrite Content FN 12-22 Ni 12.5 Si 0.7 Mo 2.5 P 0.018
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
ESAB 309MoA basic stainless steel electrode depositing a 23 Cr, 12 Ni, 2 Mo type weld metalClassifi cation AWS A 5.4: E 309Mo-15 IS 5206: E 23.12 2 B 20DESCRIPTIONESAB 309Mo is a basic coated all position stainless steel electrodes giving an austenitic weld deposit of 23 Cr, 13 Ni, 2.5 Mo type. The addition of Mo to the normal AISI 309-type steel improves its tensile strength and corrosion resistance. The weldmetal has excellent resistance to corrosion and oxidation at elevated temperature upto 1100°C in continuous service. ESAB 309Mo welds with a quiet, smooth and stable arc in all positions with minimum spatter. The slag cover is easily detachable and the weldbead is shiny and smooth. The weldmet is of radiographic quality.WELDING CURRENT: DC +TYPICAL APPLICATIONSESAB 309Mo is especially suitable for welding of stainless steels where better toughness is required compared to the rutile based electrodes of the same class. ESAB 309Mo is used for the welding of 316 type clad steels as well as a buffer layer in welding of dissimilar metals e.g. mild steel to stainless steel, low alloy steel to stainless steel. Also suitable for surfacing and building up for wear resistance. Recommended for
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 40-60 Weight Per Box : 10 Kgs
3.15 350 60-90 Weight Per carton
4.00 350 85-130 (Packet) : 2 Kgs
5.00 350 140-180 No of Packets (Cartons) in a box : 5
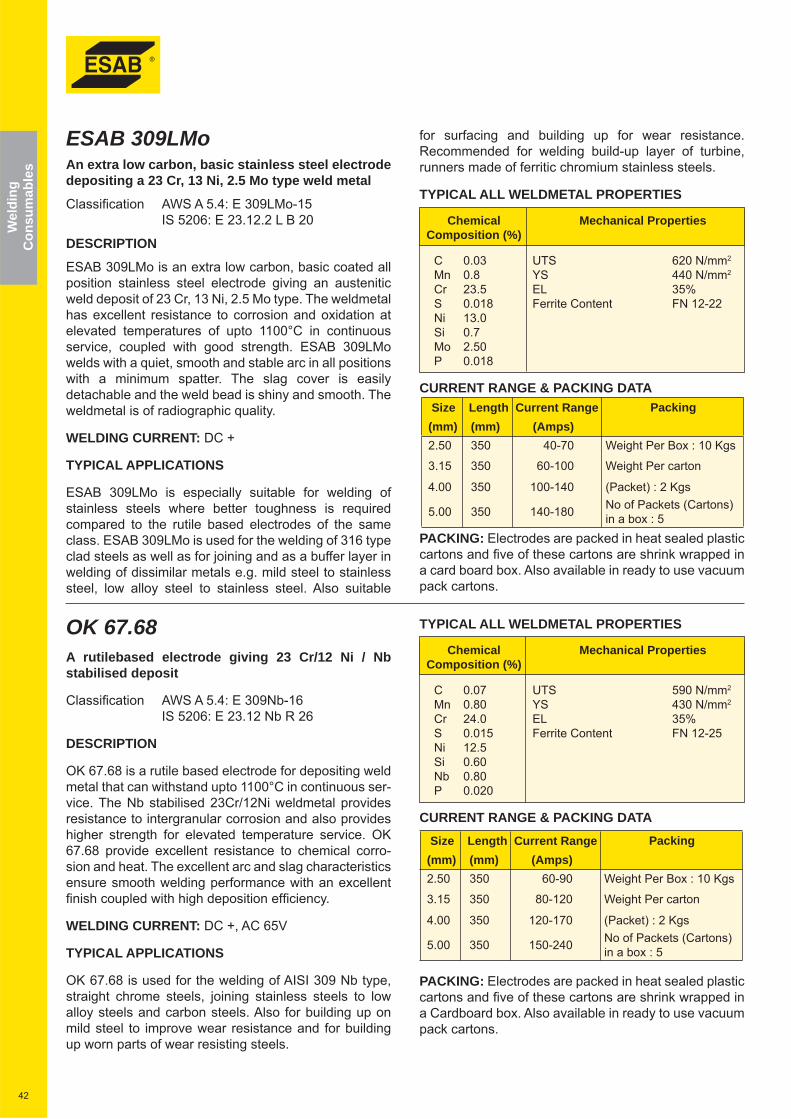
42
Wel
ding
Con
sum
able
s
for surfacing and building up for wear resistance. Recommended for welding build-up layer of turbine, runners made of ferritic chromium stainless steels.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.03 UTS 620 N/mm2
Mn 0.8 YS 440 N/mm2
Cr 23.5 EL 35% S 0.018 Ferrite Content FN 12-22 Ni 13.0 Si 0.7 Mo 2.50 P 0.018
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
ESAB 309LMoAn extra low carbon, basic stainless steel electrode depositing a 23 Cr, 13 Ni, 2.5 Mo type weld metal
Classifi cation AWS A 5.4: E 309LMo-15 IS 5206: E 23.12.2 L B 20
DESCRIPTION
ESAB 309LMo is an extra low carbon, basic coated all position stainless steel electrode giving an austenitic weld deposit of 23 Cr, 13 Ni, 2.5 Mo type. The weldmetal has excellent resistance to corrosion and oxidation at elevated temperatures of upto 1100°C in continuous service, coupled with good strength. ESAB 309LMo welds with a quiet, smooth and stable arc in all positions with a minimum spatter. The slag cover is easily detachable and the weld bead is shiny and smooth. The weldmetal is of radiographic quality.
WELDING CURRENT: DC +
TYPICAL APPLICATIONS
ESAB 309LMo is especially suitable for welding of stainless steels where better toughness is required compared to the rutile based electrodes of the same class. ESAB 309LMo is used for the welding of 316 type clad steels as well as for joining and as a buffer layer in welding of dissimilar metals e.g. mild steel to stainless steel, low alloy steel to stainless steel. Also suitable
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 40-70 Weight Per Box : 10 Kgs
3.15 350 60-100 Weight Per carton
4.00 350 100-140 (Packet) : 2 Kgs
5.00 350 140-180 No of Packets (Cartons) in a box : 5
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.07 UTS 590 N/mm2
Mn 0.80 YS 430 N/mm2
Cr 24.0 EL 35% S 0.015 Ferrite Content FN 12-25 Ni 12.5 Si 0.60 Nb 0.80 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
OK 67.68A rutilebased electrode giving 23 Cr/12 Ni / Nb stabilised deposit
Classifi cation AWS A 5.4: E 309Nb-16 IS 5206: E 23.12 Nb R 26
DESCRIPTION
OK 67.68 is a rutile based electrode for depositing weld metal that can withstand upto 1100°C in continuous ser-vice. The Nb stabilised 23Cr/12Ni weldmetal provides resistance to intergranular corrosion and also provides higher strength for elevated temperature service. OK 67.68 provide excellent resistance to chemical corro-sion and heat. The excellent arc and slag characteristics ensure smooth welding performance with an excellent fi nish coupled with high deposition effi ciency.
WELDING CURRENT: DC +, AC 65V
TYPICAL APPLICATIONS
OK 67.68 is used for the welding of AISI 309 Nb type, straight chrome steels, joining stainless steels to low alloy steels and carbon steels. Also for building up on mild steel to improve wear resistance and for building up worn parts of wear resisting steels.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
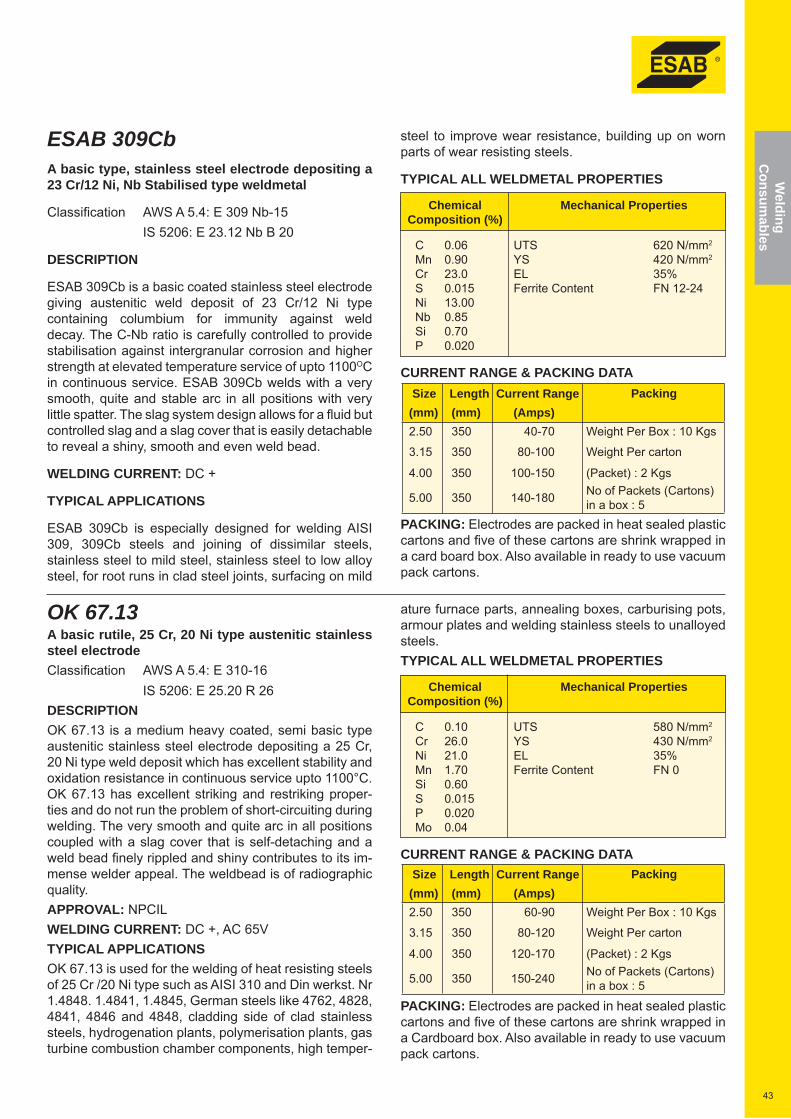
43
Welding
Consum
ables
steel to improve wear resistance, building up on worn parts of wear resisting steels.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 UTS 620 N/mm2
Mn 0.90 YS 420 N/mm2
Cr 23.0 EL 35% S 0.015 Ferrite Content FN 12-24 Ni 13.00 Nb 0.85 Si 0.70 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
ESAB 309CbA basic type, stainless steel electrode depositing a 23 Cr/12 Ni, Nb Stabilised type weldmetal
Classifi cation AWS A 5.4: E 309 Nb-15 IS 5206: E 23.12 Nb B 20
DESCRIPTION
ESAB 309Cb is a basic coated stainless steel electrode giving austenitic weld deposit of 23 Cr/12 Ni type containing columbium for immunity against weld decay. The C-Nb ratio is carefully controlled to provide stabilisation against intergranular corrosion and higher strength at elevated temperature service of upto 1100OC in continuous service. ESAB 309Cb welds with a very smooth, quite and stable arc in all positions with very little spatter. The slag system design allows for a fl uid but controlled slag and a slag cover that is easily detachable to reveal a shiny, smooth and even weld bead.
WELDING CURRENT: DC +
TYPICAL APPLICATIONS
ESAB 309Cb is especially designed for welding AISI 309, 309Cb steels and joining of dissimilar steels, stainless steel to mild steel, stainless steel to low alloy steel, for root runs in clad steel joints, surfacing on mild
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 40-70 Weight Per Box : 10 Kgs
3.15 350 80-100 Weight Per carton
4.00 350 100-150 (Packet) : 2 Kgs
5.00 350 140-180 No of Packets (Cartons) in a box : 5
ature furnace parts, annealing boxes, carburising pots, armour plates and welding stainless steels to unalloyed steels.TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.10 UTS 580 N/mm2
Cr 26.0 YS 430 N/mm2
Ni 21.0 EL 35% Mn 1.70 Ferrite Content FN 0 Si 0.60 S 0.015 P 0.020 Mo 0.04
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
OK 67.13A basic rutile, 25 Cr, 20 Ni type austenitic stainless steel electrodeClassifi cation AWS A 5.4: E 310-16 IS 5206: E 25.20 R 26DESCRIPTIONOK 67.13 is a medium heavy coated, semi basic type austenitic stainless steel electrode depositing a 25 Cr, 20 Ni type weld deposit which has excellent stability and oxidation resistance in continuous service upto 1100°C. OK 67.13 has excellent striking and restriking proper-ties and do not run the problem of short-circuiting during welding. The very smooth and quite arc in all positions coupled with a slag cover that is self-detaching and a weld bead fi nely rippled and shiny contributes to its im-mense welder appeal. The weldbead is of radiographic quality.APPROVAL: NPCILWELDING CURRENT: DC +, AC 65VTYPICAL APPLICATIONSOK 67.13 is used for the welding of heat resisting steels of 25 Cr /20 Ni type such as AISI 310 and Din werkst. Nr 1.4848. 1.4841, 1.4845, German steels like 4762, 4828, 4841, 4846 and 4848, cladding side of clad stainless steels, hydrogenation plants, polymerisation plants, gas turbine combustion chamber components, high temper-
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
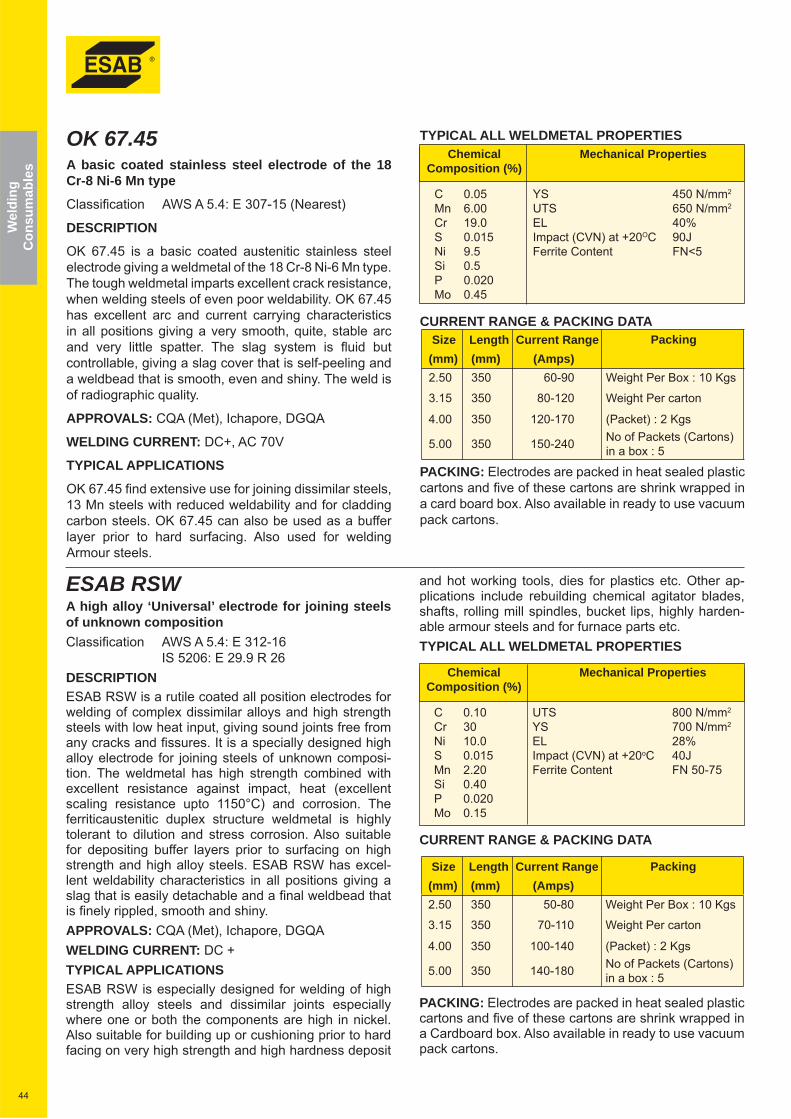
44
Wel
ding
Con
sum
able
s
TYPICAL ALL WELDMETAL PROPERTIES Chemical Mechanical Properties Composition (%)
C 0.05 YS 450 N/mm2
Mn 6.00 UTS 650 N/mm2
Cr 19.0 EL 40% S 0.015 Impact (CVN) at +20OC 90J Ni 9.5 Ferrite Content FN<5 Si 0.5 P 0.020 Mo 0.45
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
OK 67.45A basic coated stainless steel electrode of the 18 Cr-8 Ni-6 Mn type
Classifi cation AWS A 5.4: E 307-15 (Nearest)
DESCRIPTION
OK 67.45 is a basic coated austenitic stainless steel electrode giving a weldmetal of the 18 Cr-8 Ni-6 Mn type. The tough weldmetal imparts excellent crack resistance, when welding steels of even poor weldability. OK 67.45 has excellent arc and current carrying characteristics in all positions giving a very smooth, quite, stable arc and very little spatter. The slag system is fl uid but controllable, giving a slag cover that is self-peeling and a weldbead that is smooth, even and shiny. The weld is of radiographic quality.
APPROVALS: CQA (Met), Ichapore, DGQA
WELDING CURRENT: DC+, AC 70V
TYPICAL APPLICATIONS
OK 67.45 fi nd extensive use for joining dissimilar steels, 13 Mn steels with reduced weldability and for cladding carbon steels. OK 67.45 can also be used as a buffer layer prior to hard surfacing. Also used for welding Armour steels.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
and hot working tools, dies for plastics etc. Other ap-plications include rebuilding chemical agitator blades, shafts, rolling mill spindles, bucket lips, highly harden-able armour steels and for furnace parts etc.TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.10 UTS 800 N/mm2
Cr 30 YS 700 N/mm2
Ni 10.0 EL 28% S 0.015 Impact (CVN) at +20oC 40J Mn 2.20 Ferrite Content FN 50-75 Si 0.40 P 0.020 Mo 0.15
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
ESAB RSWA high alloy ‘Universal’ electrode for joining steels of unknown compositionClassifi cation AWS A 5.4: E 312-16 IS 5206: E 29.9 R 26DESCRIPTIONESAB RSW is a rutile coated all position electrodes for welding of complex dissimilar alloys and high strength steels with low heat input, giving sound joints free from any cracks and fi ssures. It is a specially designed high alloy electrode for joining steels of unknown composi-tion. The weldmetal has high strength combined with excellent resistance against impact, heat (excellent scaling resistance upto 1150°C) and corrosion. The ferritic austenitic duplex structure weldmetal is highly tolerant to dilution and stress corrosion. Also suitable for depositing buffer layers prior to surfacing on high strength and high alloy steels. ESAB RSW has excel-lent weldability characteristics in all positions giving a slag that is easily detachable and a fi nal weldbead that is fi nely rippled, smooth and shiny.APPROVALS: CQA (Met), Ichapore, DGQAWELDING CURRENT: DC +TYPICAL APPLICATIONSESAB RSW is especially designed for welding of high strength alloy steels and dissimilar joints especially where one or both the components are high in nickel. Also suitable for building up or cushioning prior to hard facing on very high strength and high hardness deposit
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 50-80 Weight Per Box : 10 Kgs
3.15 350 70-110 Weight Per carton
4.00 350 100-140 (Packet) : 2 Kgs
5.00 350 140-180 No of Packets (Cartons) in a box : 5
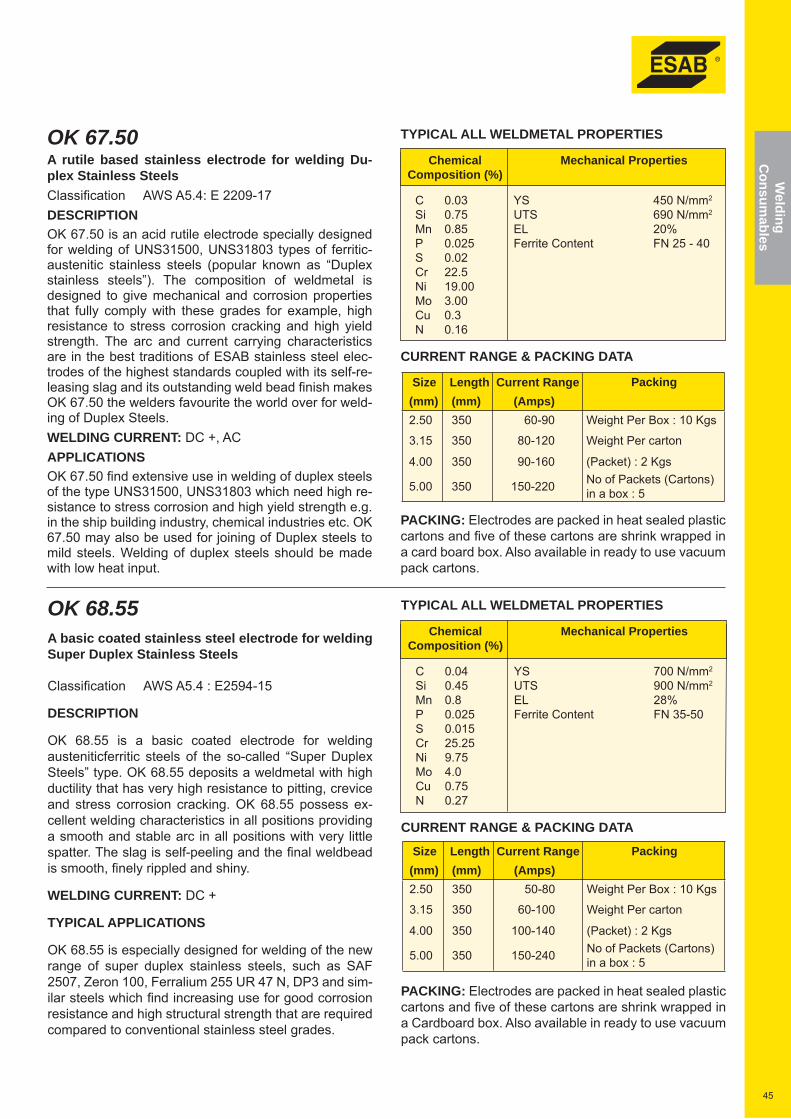
45
Welding
Consum
ables
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.03 YS 450 N/mm2
Si 0.75 UTS 690 N/mm2
Mn 0.85 EL 20% P 0.025 Ferrite Content FN 25 - 40 S 0.02 Cr 22.5 Ni 19.00 Mo 3.00 Cu 0.3 N 0.16
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
OK 67.50A rutile based stainless electrode for welding Du-plex Stainless SteelsClassifi cation AWS A5.4: E 2209-17DESCRIPTIONOK 67.50 is an acid rutile electrode specially designed for welding of UNS31500, UNS31803 types of ferritic-austenitic stainless steels (popular known as “Duplex stainless steels”). The composition of weldmetal is designed to give mechanical and corrosion properties that fully comply with these grades for example, high resistance to stress corrosion cracking and high yield strength. The arc and current carrying characteristics are in the best traditions of ESAB stainless steel elec-trodes of the highest standards coupled with its self-re-leasing slag and its outstanding weld bead fi nish makes OK 67.50 the welders favourite the world over for weld-ing of Duplex Steels.WELDING CURRENT: DC +, ACAPPLICATIONSOK 67.50 fi nd extensive use in welding of duplex steels of the type UNS31500, UNS31803 which need high re-sistance to stress corrosion and high yield strength e.g. in the ship building industry, chemical industries etc. OK 67.50 may also be used for joining of Duplex steels to mild steels. Welding of duplex steels should be made with low heat input.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 90-160 (Packet) : 2 Kgs
5.00 350 150-220 No of Packets (Cartons) in a box : 5
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.04 YS 700 N/mm2
Si 0.45 UTS 900 N/mm2
Mn 0.8 EL 28% P 0.025 Ferrite Content FN 35-50 S 0.015 Cr 25.25 Ni 9.75 Mo 4.0 Cu 0.75 N 0.27
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
OK 68.55A basic coated stainless steel electrode for welding Super Duplex Stainless Steels
Classifi cation AWS A5.4 : E2594-15
DESCRIPTION
OK 68.55 is a basic coated electrode for welding austenitic ferritic steels of the so-called “Super Duplex Steels” type. OK 68.55 deposits a weldmetal with high ductility that has very high resistance to pitting, crevice and stress corrosion cracking. OK 68.55 possess ex-cellent welding characteristics in all positions providing a smooth and stable arc in all positions with very little spatter. The slag is self-peeling and the fi nal weldbead is smooth, fi nely rippled and shiny.
WELDING CURRENT: DC +
TYPICAL APPLICATIONS
OK 68.55 is especially designed for welding of the new range of super duplex stainless steels, such as SAF 2507, Zeron 100, Ferralium 255 UR 47 N, DP3 and sim-ilar steels which fi nd increasing use for good corrosion resistance and high structural strength that are required compared to conventional stainless steel grades.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 50-80 Weight Per Box : 10 Kgs
3.15 350 60-100 Weight Per carton
4.00 350 100-140 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
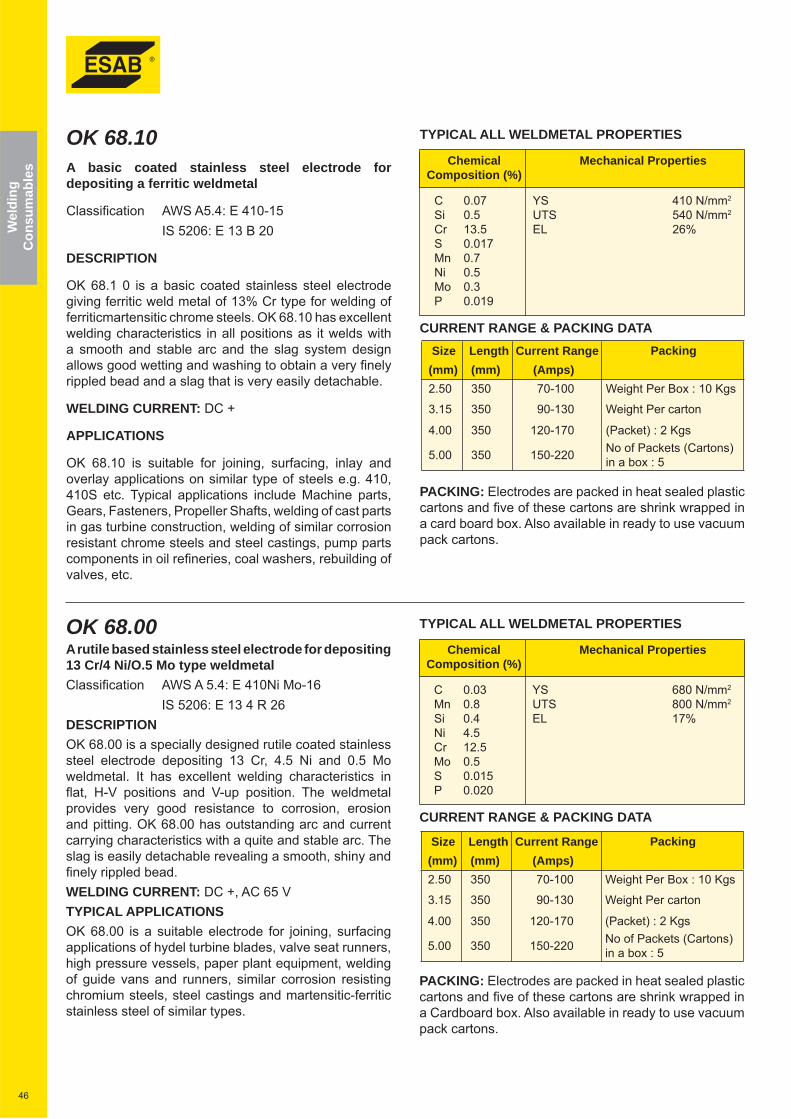
46
Wel
ding
Con
sum
able
s
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.07 YS 410 N/mm2
Si 0.5 UTS 540 N/mm2
Cr 13.5 EL 26% S 0.017 Mn 0.7 Ni 0.5 Mo 0.3 P 0.019
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
OK 68.10A basic coated stainless steel electrode for depositing a ferritic weldmetal
Classifi cation AWS A5.4: E 410-15 IS 5206: E 13 B 20
DESCRIPTION
OK 68.1 0 is a basic coated stainless steel electrode giving ferritic weld metal of 13% Cr type for welding of ferritic martensitic chrome steels. OK 68.10 has excellent welding characteristics in all positions as it welds with a smooth and stable arc and the slag system design allows good wetting and washing to obtain a very fi nely rippled bead and a slag that is very easily detachable.
WELDING CURRENT: DC +
APPLICATIONS
OK 68.10 is suitable for joining, surfacing, inlay and overlay applications on similar type of steels e.g. 410, 410S etc. Typical applications include Machine parts, Gears, Fasteners, Propeller Shafts, welding of cast parts in gas turbine construction, welding of similar corrosion resistant chrome steels and steel castings, pump parts components in oil refi neries, coal washers, rebuilding of valves, etc.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 70-100 Weight Per Box : 10 Kgs
3.15 350 90-130 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-220 No of Packets (Cartons) in a box : 5
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.03 YS 680 N/mm2
Mn 0.8 UTS 800 N/mm2
Si 0.4 EL 17% Ni 4.5 Cr 12.5 Mo 0.5 S 0.015 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
OK 68.00A rutile based stainless steel electrode for depositing 13 Cr/4 Ni/O.5 Mo type weldmetalClassifi cation AWS A 5.4: E 410Ni Mo-16 IS 5206: E 13 4 R 26DESCRIPTIONOK 68.00 is a specially designed rutile coated stainless steel electrode depositing 13 Cr, 4.5 Ni and 0.5 Mo weldmetal. It has excellent welding characteristics in fl at, H-V positions and V-up position. The weldmetal provides very good resistance to corrosion, erosion and pitting. OK 68.00 has outstanding arc and current carrying characteristics with a quite and stable arc. The slag is easily detachable revealing a smooth, shiny and fi nely rippled bead.WELDING CURRENT: DC +, AC 65 VTYPICAL APPLICATIONSOK 68.00 is a suitable electrode for joining, surfacing applications of hydel turbine blades, valve seat runners, high pressure vessels, paper plant equipment, welding of guide vans and runners, similar corrosion resisting chromium steels, steel castings and martensitic-ferritic stainless steel of similar types.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 70-100 Weight Per Box : 10 Kgs
3.15 350 90-130 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-220 No of Packets (Cartons) in a box : 5
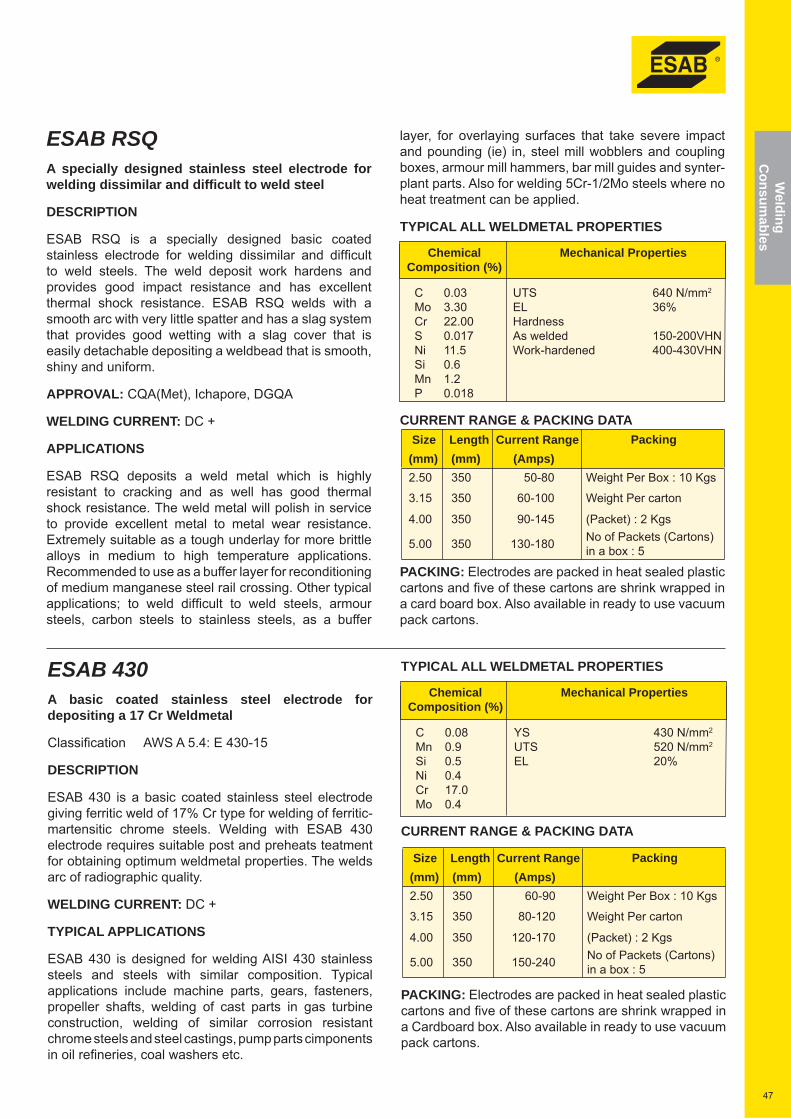
47
Welding
Consum
ables
layer, for overlaying surfaces that take severe impact and pounding (ie) in, steel mill wobblers and coupling boxes, armour mill hammers, bar mill guides and synter-plant parts. Also for welding 5Cr-1/2Mo steels where no heat treatment can be applied.
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.03 UTS 640 N/mm2
Mo 3.30 EL 36% Cr 22.00 Hardness S 0.017 As welded 150-200VHN Ni 11.5 Work-hardened 400-430VHN Si 0.6 Mn 1.2 P 0.018
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
ESAB RSQA specially designed stainless steel electrode for welding dissimilar and diffi cult to weld steel
DESCRIPTION
ESAB RSQ is a specially designed basic coated stainless electrode for welding dissimilar and diffi cult to weld steels. The weld deposit work hardens and provides good impact resistance and has excellent thermal shock resistance. ESAB RSQ welds with a smooth arc with very little spatter and has a slag system that provides good wetting with a slag cover that is easily detachable depositing a weldbead that is smooth, shiny and uniform.
APPROVAL: CQA(Met), Ichapore, DGQA
WELDING CURRENT: DC +
APPLICATIONS
ESAB RSQ deposits a weld metal which is highly resistant to cracking and as well has good thermal shock resistance. The weld metal will polish in service to provide excellent metal to metal wear resistance. Extremely suitable as a tough underlay for more brittle alloys in medium to high temperature applications. Recommended to use as a buffer layer for reconditioning of medium manganese steel rail crossing. Other typical applications; to weld diffi cult to weld steels, armour steels, carbon steels to stainless steels, as a buffer
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 50-80 Weight Per Box : 10 Kgs
3.15 350 60-100 Weight Per carton
4.00 350 90-145 (Packet) : 2 Kgs
5.00 350 130-180 No of Packets (Cartons) in a box : 5
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.08 YS 430 N/mm2
Mn 0.9 UTS 520 N/mm2
Si 0.5 EL 20% Ni 0.4 Cr 17.0 Mo 0.4
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
ESAB 430A basic coated stainless steel electrode for depositing a 17 Cr Weldmetal
Classifi cation AWS A 5.4: E 430-15
DESCRIPTION
ESAB 430 is a basic coated stainless steel electrode giving ferritic weld of 17% Cr type for welding of ferritic-martensitic chrome steels. Welding with ESAB 430 electrode requires suitable post and preheats teatment for obtaining optimum weldmetal properties. The welds arc of radiographic quality.
WELDING CURRENT: DC +
TYPICAL APPLICATIONS
ESAB 430 is designed for welding AISI 430 stainless steels and steels with similar composition. Typical applications include machine parts, gears, fasteners, propeller shafts, welding of cast parts in gas turbine construction, welding of similar corrosion resistant chrome steels and steel castings, pump parts cimponents in oil refi neries, coal washers etc.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 60-90 Weight Per Box : 10 Kgs
3.15 350 80-120 Weight Per carton
4.00 350 120-170 (Packet) : 2 Kgs
5.00 350 150-240 No of Packets (Cartons) in a box : 5
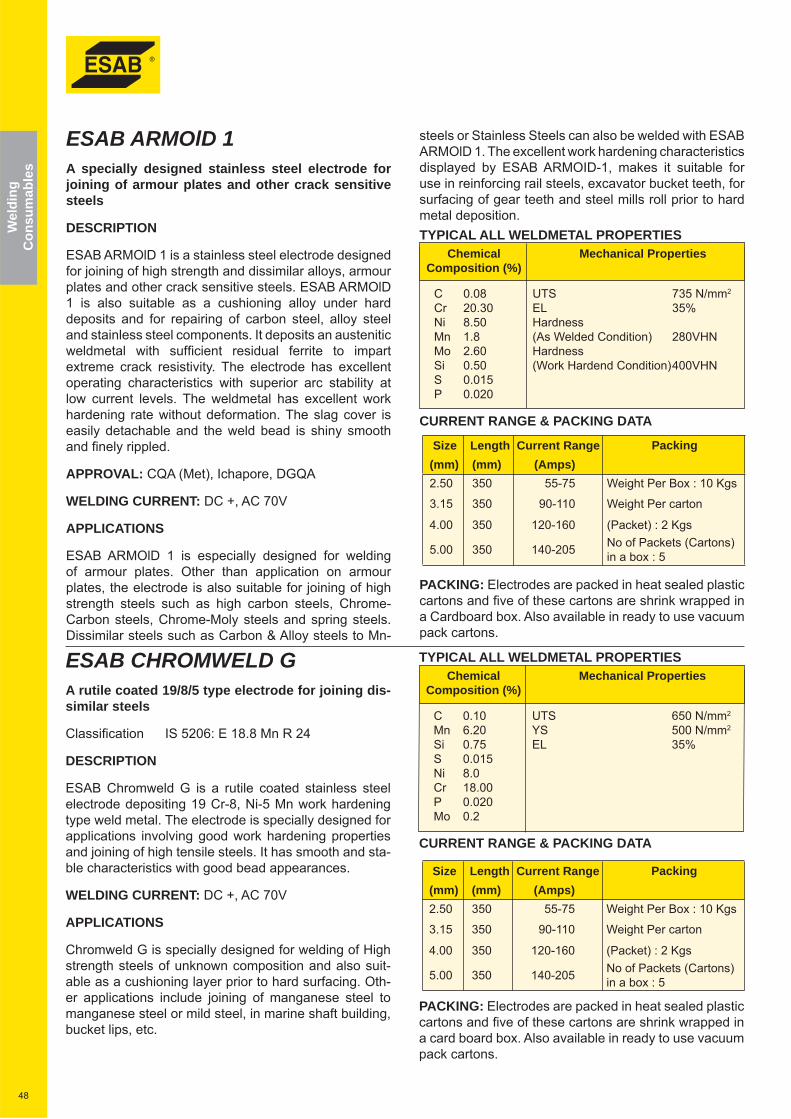
48
Wel
ding
Con
sum
able
s
steels or Stainless Steels can also be welded with ESAB ARMOlD 1. The excellent work hardening characteristics displayed by ESAB ARMOID-1, makes it suitable for use in reinforcing rail steels, excavator bucket teeth, for surfacing of gear teeth and steel mills roll prior to hard metal deposition.TYPICAL ALL WELDMETAL PROPERTIES Chemical Mechanical Properties Composition (%)
C 0.08 UTS 735 N/mm2
Cr 20.30 EL 35% Ni 8.50 Hardness Mn 1.8 (As Welded Condition) 280VHN Mo 2.60 Hardness Si 0.50 (Work Hardend Condition) 400VHN S 0.015 P 0.020
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
ESAB ARMOlD 1A specially designed stainless steel electrode for joining of armour plates and other crack sensitive steels
DESCRIPTION
ESAB ARMOlD 1 is a stainless steel electrode designed for joining of high strength and dissimilar alloys, armour plates and other crack sensitive steels. ESAB ARMOlD 1 is also suitable as a cushioning alloy under hard deposits and for repairing of carbon steel, alloy steel and stainless steel components. It deposits an austenitic weldmetal with suffi cient residual ferrite to impart extreme crack resistivity. The electrode has excellent operating characteristics with superior arc stability at low current levels. The weldmetal has excellent work hardening rate without deformation. The slag cover is easily detachable and the weld bead is shiny smooth and fi nely rippled.
APPROVAL: CQA (Met), Ichapore, DGQA
WELDING CURRENT: DC +, AC 70V
APPLICATIONS
ESAB ARMOlD 1 is especially designed for welding of armour plates. Other than application on armour plates, the electrode is also suitable for joining of high strength steels such as high carbon steels, Chrome-Carbon steels, Chrome-Moly steels and spring steels. Dissimilar steels such as Carbon & Alloy steels to Mn-
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 55-75 Weight Per Box : 10 Kgs
3.15 350 90-110 Weight Per carton
4.00 350 120-160 (Packet) : 2 Kgs
5.00 350 140-205 No of Packets (Cartons) in a box : 5
TYPICAL ALL WELDMETAL PROPERTIES Chemical Mechanical Properties Composition (%)
C 0.10 UTS 650 N/mm2
Mn 6.20 YS 500 N/mm2
Si 0.75 EL 35% S 0.015 Ni 8.0 Cr 18.00 P 0.020 Mo 0.2
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a card board box. Also available in ready to use vacuum pack cartons.
ESAB CHROMWELD GA rutile coated 19/8/5 type electrode for joining dis-similar steels
Classifi cation IS 5206: E 18.8 Mn R 24
DESCRIPTION
ESAB Chromweld G is a rutile coated stainless steel electrode depositing 19 Cr-8, Ni-5 Mn work hardening type weld metal. The electrode is specially designed for applications involving good work hardening properties and joining of high tensile steels. It has smooth and sta-ble characteristics with good bead appearances.
WELDING CURRENT: DC +, AC 70V
APPLICATIONS
Chromweld G is specially designed for welding of High strength steels of unknown composition and also suit-able as a cushioning layer prior to hard surfacing. Oth-er applications include joining of manganese steel to manganese steel or mild steel, in marine shaft building, bucket lips, etc.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 55-75 Weight Per Box : 10 Kgs
3.15 350 90-110 Weight Per carton
4.00 350 120-160 (Packet) : 2 Kgs
5.00 350 140-205 No of Packets (Cartons) in a box : 5
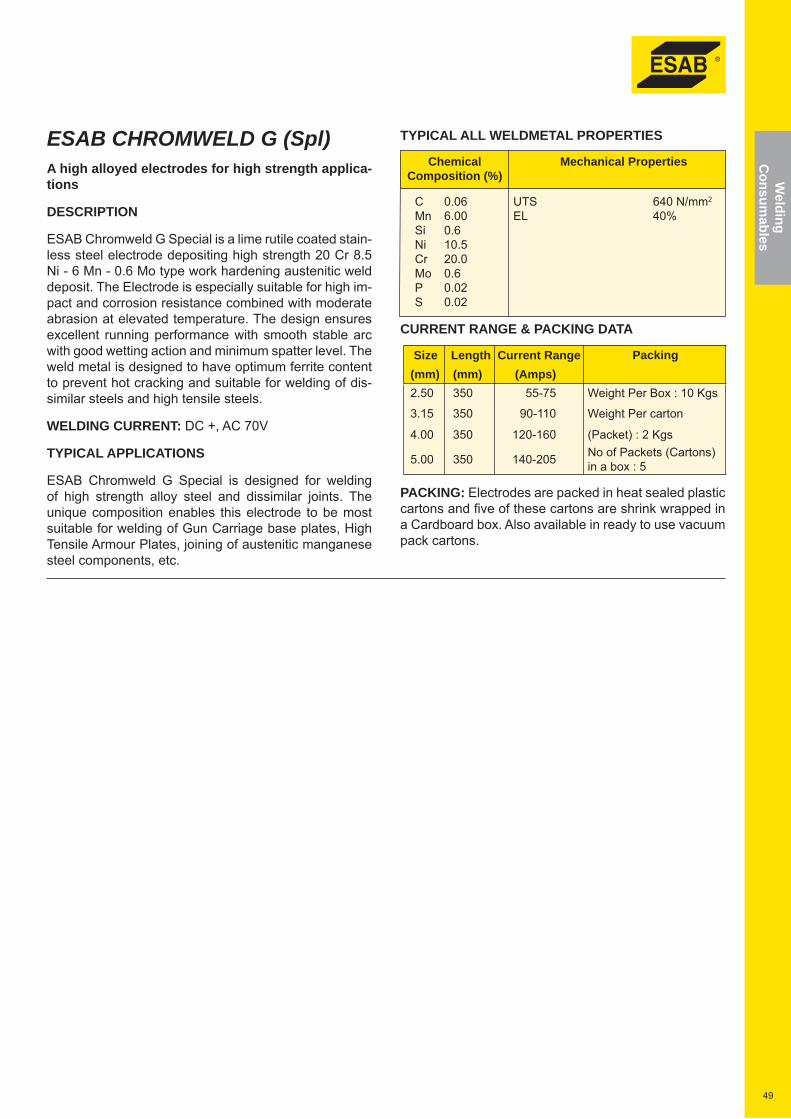
49
Welding
Consum
ables
TYPICAL ALL WELDMETAL PROPERTIES
Chemical Mechanical Properties Composition (%)
C 0.06 UTS 640 N/mm2
Mn 6.00 EL 40% Si 0.6 Ni 10.5 Cr 20.0 Mo 0.6 P 0.02 S 0.02
CURRENT RANGE & PACKING DATA
PACKING: Electrodes are packed in heat sealed plastic cartons and fi ve of these cartons are shrink wrapped in a Cardboard box. Also available in ready to use vacuum pack cartons.
ESAB CHROMWELD G (Spl)A high alloyed electrodes for high strength applica-tions
DESCRIPTION
ESAB Chromweld G Special is a lime rutile coated stain-less steel electrode depositing high strength 20 Cr 8.5 Ni - 6 Mn - 0.6 Mo type work hardening austenitic weld deposit. The Electrode is especially suitable for high im-pact and corrosion resistance combined with moderate abrasion at elevated temperature. The design ensures excellent running performance with smooth stable arc with good wetting action and minimum spatter level. The weld metal is designed to have optimum ferrite content to prevent hot cracking and suitable for welding of dis-similar steels and high tensile steels.
WELDING CURRENT: DC +, AC 70V
TYPICAL APPLICATIONS
ESAB Chromweld G Special is designed for welding of high strength alloy steel and dissimilar joints. The unique composition enables this electrode to be most suitable for welding of Gun Carriage base plates, High Tensile Armour Plates, joining of austenitic manganese steel components, etc.
Size Length Current Range Packing (mm) (mm) (Amps) 2.50 350 55-75 Weight Per Box : 10 Kgs
3.15 350 90-110 Weight Per carton
4.00 350 120-160 (Packet) : 2 Kgs
5.00 350 140-205 No of Packets (Cartons) in a box : 5
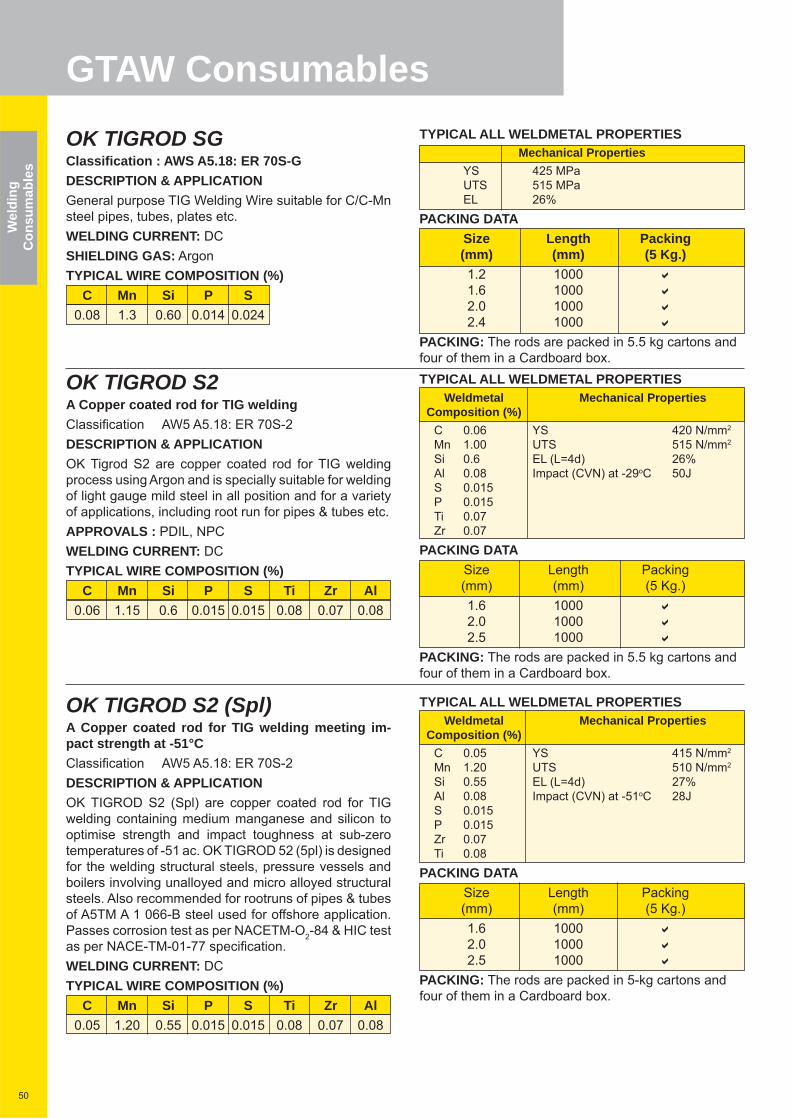
50
Wel
ding
Con
sum
able
s
OK TIGROD SGClassifi cation : AWS A5.18: ER 70S-GDESCRIPTION & APPLICATIONGeneral purpose TIG Welding Wire suitable for C/C-Mn steel pipes, tubes, plates etc.WELDING CURRENT: DC SHIELDING GAS: ArgonTYPICAL WIRE COMPOSITION (%) C Mn Si P S 0.08 1.3 0.60 0.014 0.024
TYPICAL ALL WELDMETAL PROPERTIESMechanical Properties
YS 425 MPa UTS 515 MPa EL 26%PACKING DATA Size Length Packing (mm) (mm) (5 Kg.) 1.2 1000 1.6 1000 2.0 1000 2.4 1000 PACKING: The rods are packed in 5.5 kg cartons and four of them in a Cardboard box.
GTAW Consumables
OK TIGROD S2 (Spl)A Copper coated rod for TIG welding meeting im-pact strength at -51°CClassifi cation AW5 A5.18: ER 70S-2DESCRIPTION & APPLICATIONOK TIGROD S2 (Spl) are copper coated rod for TIG welding containing medium manganese and silicon to optimise strength and impact toughness at sub-zero temperatures of -51 ac. OK TIGROD 52 (5pl) is designed for the welding structural steels, pressure vessels and boilers involving unalloyed and micro alloyed structural steels. Also recommended for rootruns of pipes & tubes of A5TM A 1 066-B steel used for offshore application. Passes corrosion test as per NACETM-O2-84 & HIC test as per NACE-TM-01-77 specifi cation.WELDING CURRENT: DC TYPICAL WIRE COMPOSITION (%) C Mn Si P S Ti Zr Al 0.05 1.20 0.55 0.015 0.015 0.08 0.07 0.08
TYPICAL ALL WELDMETAL PROPERTIES Weldmetal Mechanical Properties Composition (%) C 0.05 YS 415 N/mm2
Mn 1.20 UTS 510 N/mm2
Si 0.55 EL (L=4d) 27% Al 0.08 Impact (CVN) at -51oC 28J S 0.015 P 0.015 Zr 0.07 Ti 0.08PACKING DATA Size Length Packing (mm) (mm) (5 Kg.) 1.6 1000 2.0 1000 2.5 1000 PACKING: The rods are packed in 5-kg cartons and four of them in a Cardboard box.
OK TIGROD S2A Copper coated rod for TIG weldingClassifi cation AW5 A5.18: ER 70S-2DESCRIPTION & APPLICATIONOK Tigrod S2 are copper coated rod for TIG welding process using Argon and is specially suitable for welding of light gauge mild steel in all position and for a variety of applications, including root run for pipes & tubes etc.APPROVALS : PDIL, NPCWELDING CURRENT: DC TYPICAL WIRE COMPOSITION (%) C Mn Si P S Ti Zr Al 0.06 1.15 0.6 0.015 0.015 0.08 0.07 0.08
TYPICAL ALL WELDMETAL PROPERTIES Weldmetal Mechanical Properties Composition (%) C 0.06 YS 420 N/mm2
Mn 1.00 UTS 515 N/mm2
Si 0.6 EL (L=4d) 26% Al 0.08 Impact (CVN) at -29oC 50J S 0.015 P 0.015 Ti 0.07 Zr 0.07PACKING DATA Size Length Packing (mm) (mm) (5 Kg.) 1.6 1000 2.0 1000 2.5 1000 PACKING: The rods are packed in 5.5 kg cartons and four of them in a Cardboard box.
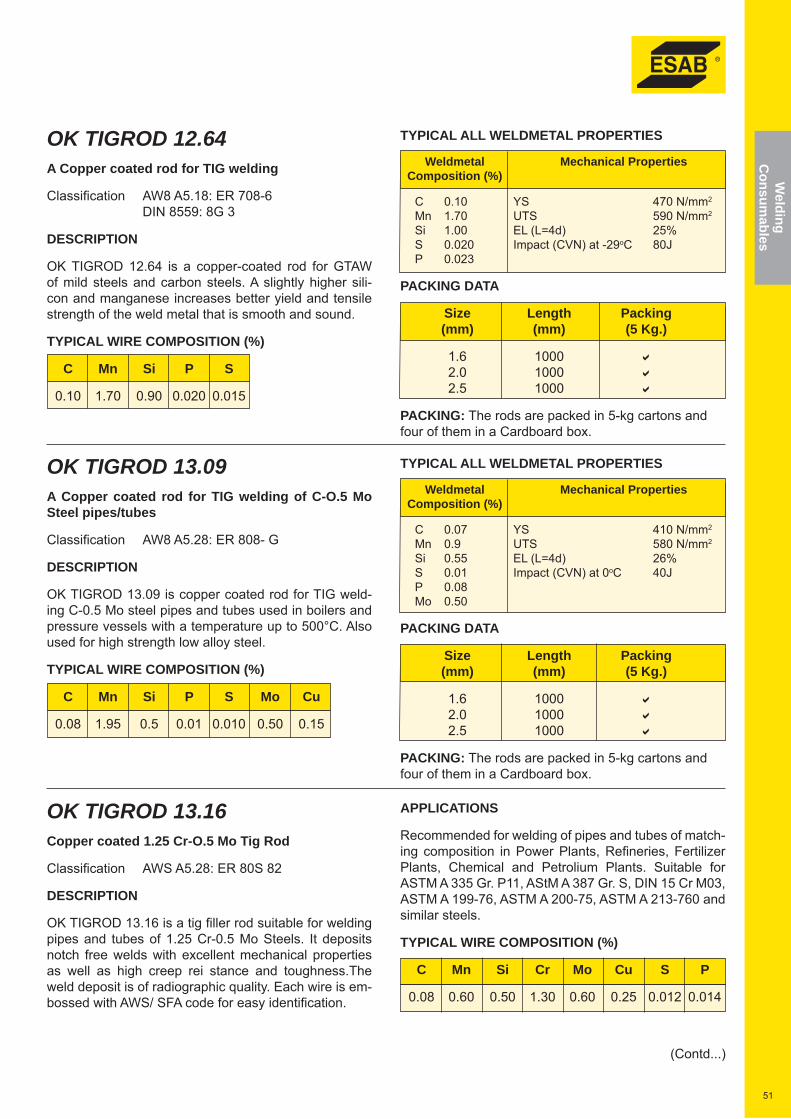
51
Welding
Consum
ables
OK TIGROD 13.09A Copper coated rod for TIG welding of C-O.5 Mo Steel pipes/tubes
Classifi cation AW8 A5.28: ER 808- G
DESCRIPTION
OK TIGROD 13.09 is copper coated rod for TIG weld-ing C-0.5 Mo steel pipes and tubes used in boilers and pressure vessels with a temperature up to 500°C. Also used for high strength low alloy steel.
TYPICAL WIRE COMPOSITION (%)
C Mn Si P S Mo Cu
0.08 1.95 0.5 0.01 0.010 0.50 0.15
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.10 YS 470 N/mm2
Mn 1.70 UTS 590 N/mm2
Si 1.00 EL (L=4d) 25% S 0.020 Impact (CVN) at -29oC 80J P 0.023
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.0 1000 2.5 1000
PACKING: The rods are packed in 5-kg cartons and four of them in a Cardboard box.
OK TIGROD 12.64A Copper coated rod for TIG welding
Classifi cation AW8 A5.18: ER 708-6 DIN 8559: 8G 3
DESCRIPTION
OK TIGROD 12.64 is a copper-coated rod for GTAW of mild steels and carbon steels. A slightly higher sili-con and manganese increases better yield and tensile strength of the weld metal that is smooth and sound.
TYPICAL WIRE COMPOSITION (%)
C Mn Si P S
0.10 1.70 0.90 0.020 0.015
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.07 YS 410 N/mm2
Mn 0.9 UTS 580 N/mm2
Si 0.55 EL (L=4d) 26% S 0.01 Impact (CVN) at 0oC 40J P 0.08 Mo 0.50
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.0 1000 2.5 1000
PACKING: The rods are packed in 5-kg cartons and four of them in a Cardboard box.
OK TIGROD 13.16Copper coated 1.25 Cr-O.5 Mo Tig Rod
Classifi cation AWS A5.28: ER 80S 82
DESCRIPTION
OK TIGROD 13.16 is a tig fi ller rod suitable for welding pipes and tubes of 1.25 Cr-0.5 Mo Steels. It deposits notch free welds with excellent mechanical properties as well as high creep rei stance and toughness.The weld deposit is of radiographic quality. Each wire is em-bossed with AWS/ SFA code for easy identifi cation.
APPLICATIONS
Recommended for welding of pipes and tubes of match-ing composition in Power Plants, Refi neries, Fertilizer Plants, Chemical and Petrolium Plants. Suitable for ASTM A 335 Gr. P11, AStM A 387 Gr. S, DIN 15 Cr M03, ASTM A 199-76, ASTM A 200-75, ASTM A 213-760 and similar steels.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Mo Cu S P
0.08 0.60 0.50 1.30 0.60 0.25 0.012 0.014
(Contd...)
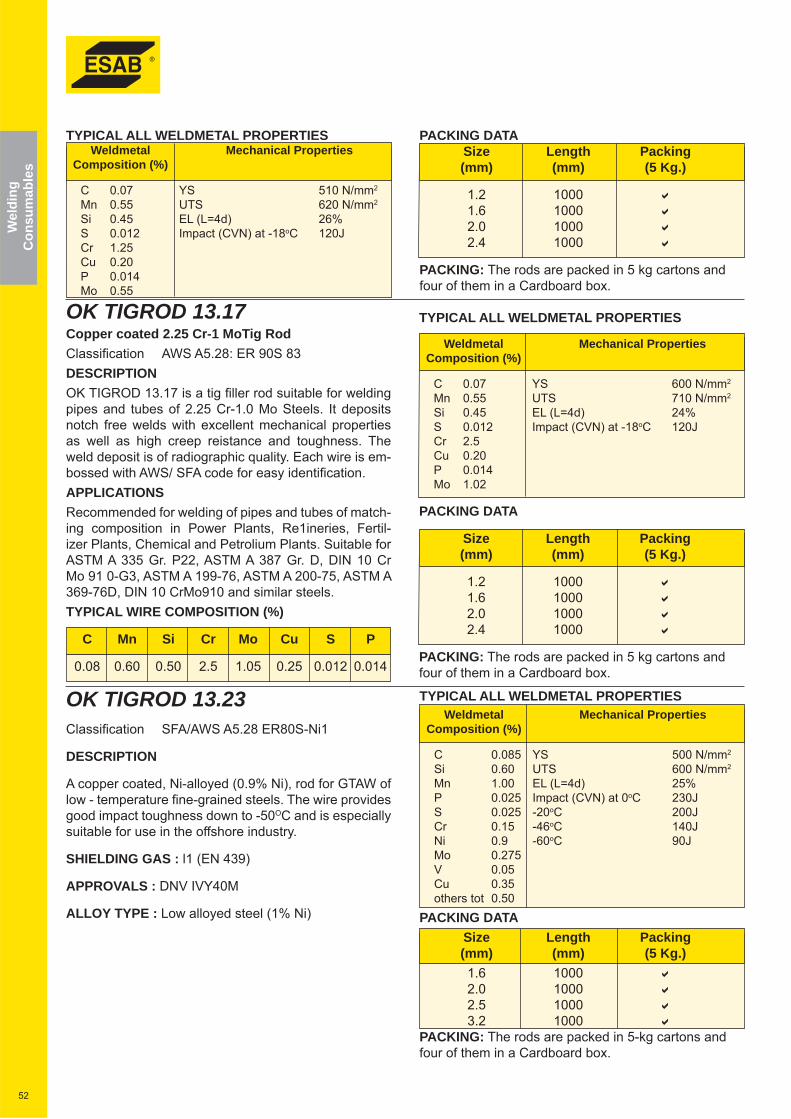
52
Wel
ding
Con
sum
able
s
OK TIGROD 13.23Classifi cation SFA/AWS A5.28 ER80S-Ni1
DESCRIPTION
A copper coated, Ni-alloyed (0.9% Ni), rod for GTAW of low - temperature fi ne-grained steels. The wire provides good impact toughness down to -50OC and is especially suitable for use in the offshore industry.
SHIELDING GAS : l1 (EN 439)
APPROVALS : DNV IVY40M
ALLOY TYPE : Low alloyed steel (1% Ni)
TYPICAL ALL WELDMETAL PROPERTIES Weldmetal Mechanical Properties Composition (%)
C 0.085 YS 500 N/mm2
Si 0.60 UTS 600 N/mm2
Mn 1.00 EL (L=4d) 25% P 0.025 Impact (CVN) at 0oC 230J S 0.025 -20oC 200J Cr 0.15 -46oC 140J Ni 0.9 -60oC 90J Mo 0.275 V 0.05 Cu 0.35 others tot 0.50PACKING DATA Size Length Packing (mm) (mm) (5 Kg.) 1.6 1000 2.0 1000 2.5 1000 3.2 1000 PACKING: The rods are packed in 5-kg cartons and four of them in a Cardboard box.
OK TIGROD 13.17Copper coated 2.25 Cr-1 MoTig RodClassifi cation AWS A5.28: ER 90S 83DESCRIPTIONOK TIGROD 13.17 is a tig fi ller rod suitable for welding pipes and tubes of 2.25 Cr-1.0 Mo Steels. It deposits notch free welds with excellent mechanical properties as well as high creep reistance and toughness. The weld deposit is of radiographic quality. Each wire is em-bossed with AWS/ SFA code for easy identifi cation.APPLICATIONSRecommended for welding of pipes and tubes of match-ing composition in Power Plants, Re1ineries, Fertil-izer Plants, Chemical and Petrolium Plants. Suitable for ASTM A 335 Gr. P22, ASTM A 387 Gr. D, DIN 10 Cr Mo 91 0-G3, ASTM A 199-76, ASTM A 200-75, ASTM A 369-76D, DIN 10 CrMo910 and similar steels.TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Mo Cu S P
0.08 0.60 0.50 2.5 1.05 0.25 0.012 0.014
TYPICAL ALL WELDMETAL PROPERTIES Weldmetal Mechanical Properties Composition (%)
C 0.07 YS 510 N/mm2
Mn 0.55 UTS 620 N/mm2
Si 0.45 EL (L=4d) 26% S 0.012 Impact (CVN) at -18oC 120J Cr 1.25 Cu 0.20 P 0.014 Mo 0.55
PACKING DATA Size Length Packing (mm) (mm) (5 Kg.)
1.2 1000 1.6 1000 2.0 1000 2.4 1000
PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.07 YS 600 N/mm2
Mn 0.55 UTS 710 N/mm2
Si 0.45 EL (L=4d) 24% S 0.012 Impact (CVN) at -18oC 120J Cr 2.5 Cu 0.20 P 0.014 Mo 1.02
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.2 1000 1.6 1000 2.0 1000 2.4 1000
PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
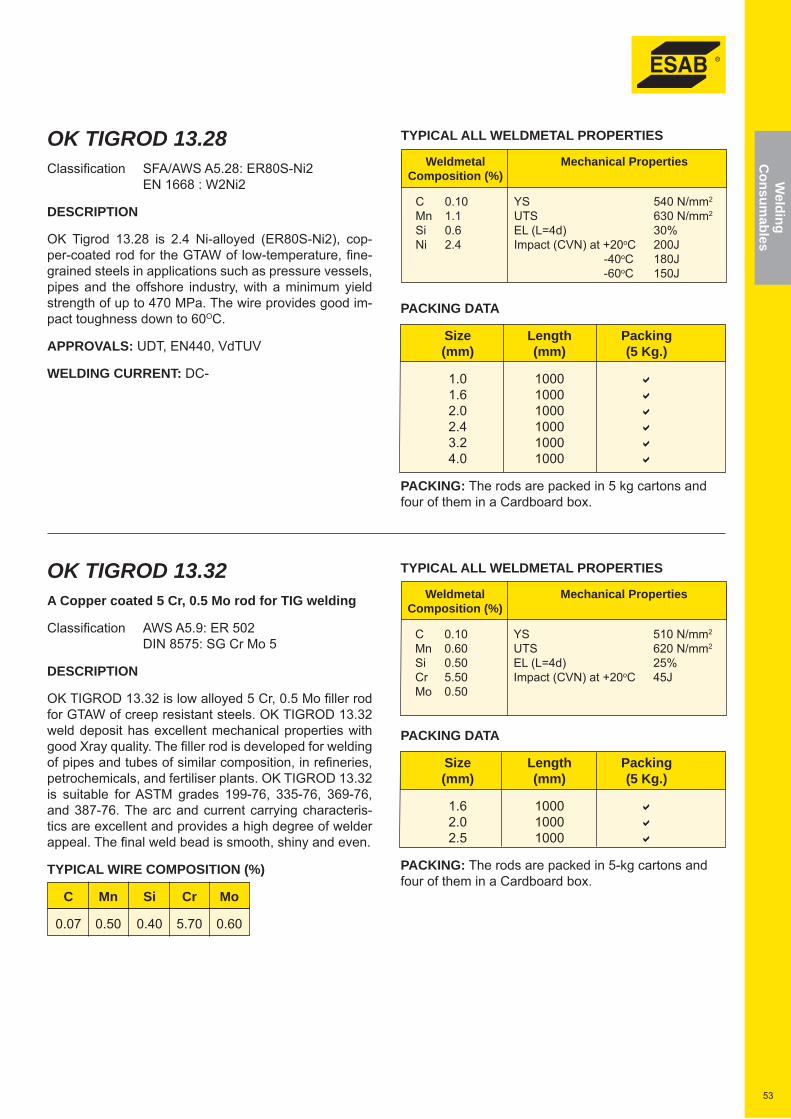
53
Welding
Consum
ables
OK TIGROD 13.28Classifi cation SFA/AWS A5.28: ER80S-Ni2 EN 1668 : W2Ni2
DESCRIPTION
OK Tigrod 13.28 is 2.4 Ni-alloyed (ER80S-Ni2), cop-per-coated rod for the GTAW of low-temperature, fi ne-grained steels in applications such as pressure vessels, pipes and the offshore industry, with a minimum yield strength of up to 470 MPa. The wire provides good im-pact toughness down to 60OC.
APPROVALS: UDT, EN440, VdTUV
WELDING CURRENT: DC-
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.10 YS 540 N/mm2
Mn 1.1 UTS 630 N/mm2
Si 0.6 EL (L=4d) 30% Ni 2.4 Impact (CVN) at +20oC 200J -40oC 180J -60oC 150J
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.0 1000 1.6 1000 2.0 1000 2.4 1000 3.2 1000 4.0 1000
PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
OK TIGROD 13.32A Copper coated 5 Cr, 0.5 Mo rod for TIG welding
Classifi cation AWS A5.9: ER 502 DIN 8575: SG Cr Mo 5
DESCRIPTION
OK TIGROD 13.32 is low alloyed 5 Cr, 0.5 Mo fi ller rod for GTAW of creep resistant steels. OK TIGROD 13.32 weld deposit has excellent mechanical properties with good X ray quality. The fi ller rod is developed for welding of pipes and tubes of similar composition, in refi neries, petrochemicals, and fertiliser plants. OK TIGROD 13.32 is suitable for ASTM grades 199-76, 335-76, 369-76, and 387-76. The arc and current carrying characteris-tics are excellent and provides a high degree of welder appeal. The fi nal weld bead is smooth, shiny and even.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Mo
0.07 0.50 0.40 5.70 0.60
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.10 YS 510 N/mm2
Mn 0.60 UTS 620 N/mm2
Si 0.50 EL (L=4d) 25% Cr 5.50 Impact (CVN) at +20oC 45J Mo 0.50
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.0 1000 2.5 1000
PACKING: The rods are packed in 5-kg cartons and four of them in a Cardboard box.
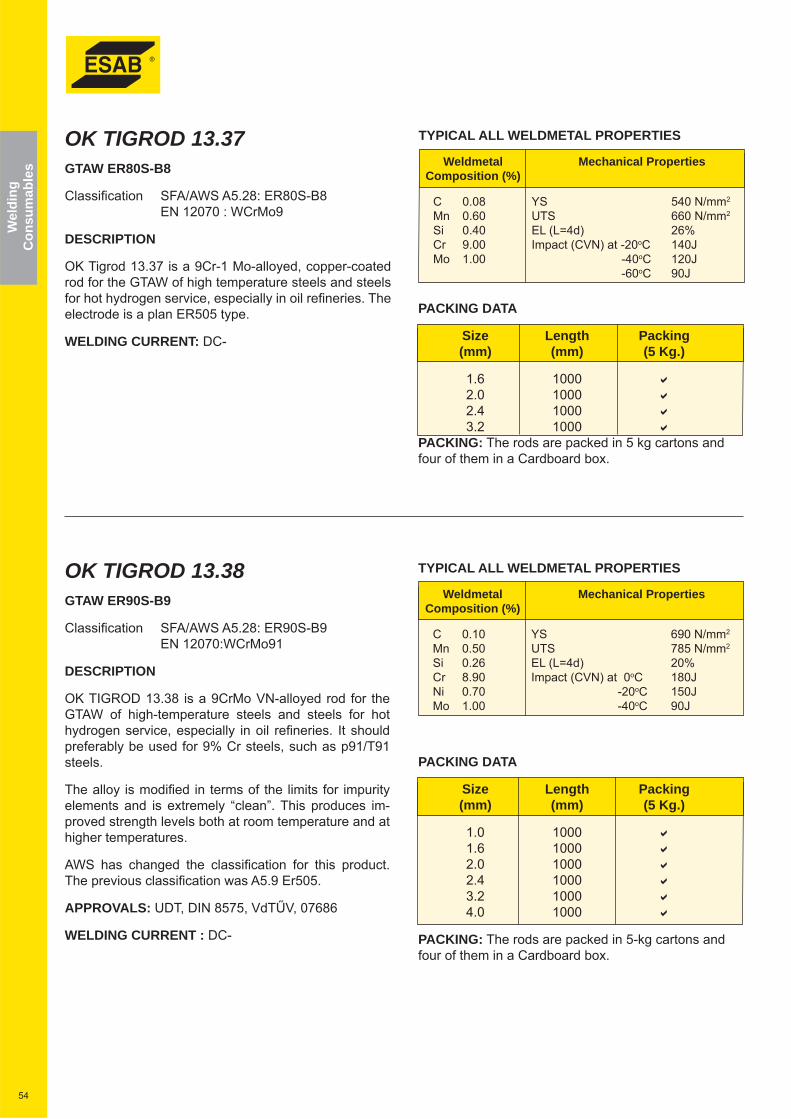
54
Wel
ding
Con
sum
able
s
OK TIGROD 13.37GTAW ER80S-B8
Classifi cation SFA/AWS A5.28: ER80S-B8 EN 12070 : WCrMo9
DESCRIPTION
OK Tigrod 13.37 is a 9Cr-1 Mo-alloyed, copper-coated rod for the GTAW of high temperature steels and steels for hot hydrogen service, especially in oil refi neries. The electrode is a plan ER505 type.
WELDING CURRENT: DC-
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.08 YS 540 N/mm2
Mn 0.60 UTS 660 N/mm2
Si 0.40 EL (L=4d) 26% Cr 9.00 Impact (CVN) at -20oC 140J Mo 1.00 -40oC 120J -60oC 90J
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.0 1000 2.4 1000 3.2 1000 PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
OK TIGROD 13.38GTAW ER90S-B9
Classifi cation SFA/AWS A5.28: ER90S-B9 EN 12070:WCrMo91
DESCRIPTION
OK TIGROD 13.38 is a 9CrMo VN-alloyed rod for the GTAW of high-temperature steels and steels for hot hydrogen service, especially in oil refi neries. It should preferably be used for 9% Cr steels, such as p91/T91 steels.
The alloy is modifi ed in terms of the limits for impurity elements and is extremely “clean”. This produces im-proved strength levels both at room temperature and at higher temperatures.
AWS has changed the classifi cation for this product. The previous classifi cation was A5.9 Er505.
APPROVALS: UDT, DIN 8575, VdTŰV, 07686
WELDING CURRENT : DC-
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.10 YS 690 N/mm2
Mn 0.50 UTS 785 N/mm2
Si 0.26 EL (L=4d) 20% Cr 8.90 Impact (CVN) at 0oC 180J Ni 0.70 -20oC 150J Mo 1.00 -40oC 90J
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.0 1000 1.6 1000 2.0 1000 2.4 1000 3.2 1000 4.0 1000
PACKING: The rods are packed in 5-kg cartons and four of them in a Cardboard box.
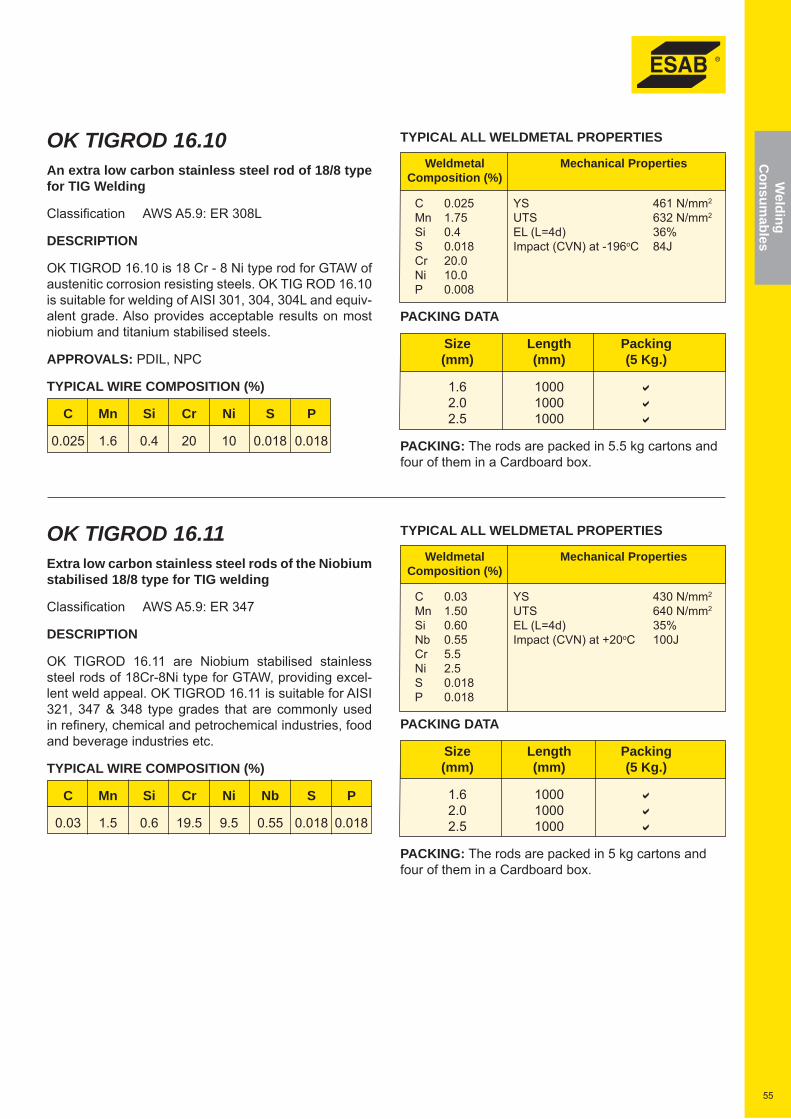
55
Welding
Consum
ables
OK TIGROD 16.10An extra low carbon stainless steel rod of 18/8 type for TIG Welding
Classifi cation AWS A5.9: ER 308L
DESCRIPTION
OK TIGROD 16.10 is 18 Cr - 8 Ni type rod for GTAW of austenitic corrosion resisting steels. OK TIG ROD 16.10 is suitable for welding of AISI 301, 304, 304L and equiv-alent grade. Also provides acceptable results on most niobium and titanium stabilised steels.
APPROVALS: PDIL, NPC
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni S P
0.025 1.6 0.4 20 10 0.018 0.018
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.025 YS 461 N/mm2
Mn 1.75 UTS 632 N/mm2
Si 0.4 EL (L=4d) 36% S 0.018 Impact (CVN) at -196oC 84J Cr 20.0 Ni 10.0 P 0.008
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.0 1000 2.5 1000
PACKING: The rods are packed in 5.5 kg cartons and four of them in a Cardboard box.
OK TIGROD 16.11Extra low carbon stainless steel rods of the Niobium stabilised 18/8 type for TIG welding
Classifi cation AWS A5.9: ER 347
DESCRIPTION
OK TIGROD 16.11 are Niobium stabilised stainless steel rods of 18Cr-8Ni type for GTAW, providing excel-lent weld appeal. OK TIGROD 16.11 is suitable for AISI 321, 347 & 348 type grades that are commonly used in refi nery, chemical and petrochemical industries, food and beverage industries etc.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni Nb S P
0.03 1.5 0.6 19.5 9.5 0.55 0.018 0.018
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.03 YS 430 N/mm2
Mn 1.50 UTS 640 N/mm2
Si 0.60 EL (L=4d) 35% Nb 0.55 Impact (CVN) at +20oC 100J Cr 5.5 Ni 2.5 S 0.018 P 0.018
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.0 1000 2.5 1000
PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
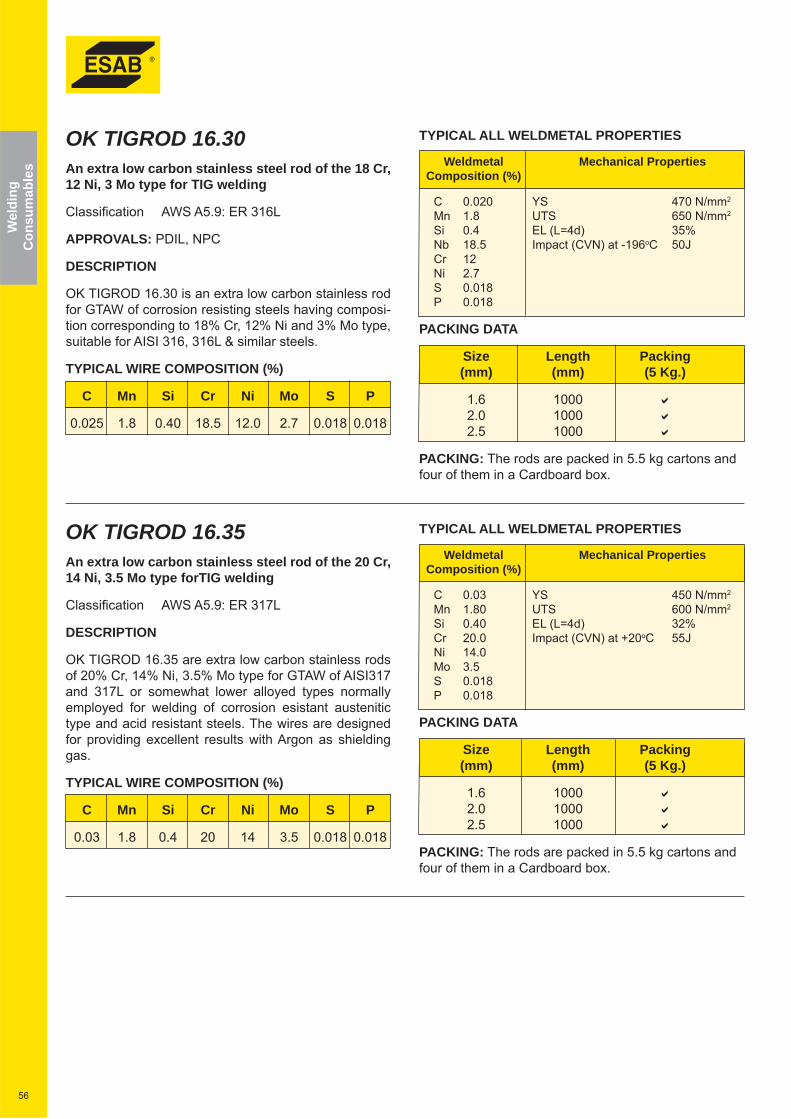
56
Wel
ding
Con
sum
able
s
OK TIGROD 16.30An extra low carbon stainless steel rod of the 18 Cr, 12 Ni, 3 Mo type for TIG welding
Classifi cation AWS A5.9: ER 316L
APPROVALS: PDIL, NPC
DESCRIPTION
OK TIGROD 16.30 is an extra low carbon stainless rod for GTAW of corrosion resisting steels having composi-tion corresponding to 18% Cr, 12% Ni and 3% Mo type, suitable for AISI 316, 316L & similar steels.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni Mo S P
0.025 1.8 0.40 18.5 12.0 2.7 0.018 0.018
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.020 YS 470 N/mm2
Mn 1.8 UTS 650 N/mm2
Si 0.4 EL (L=4d) 35% Nb 18.5 Impact (CVN) at -196oC 50J Cr 12 Ni 2.7 S 0.018 P 0.018
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.0 1000 2.5 1000
PACKING: The rods are packed in 5.5 kg cartons and four of them in a Cardboard box.
OK TIGROD 16.35An extra low carbon stainless steel rod of the 20 Cr, 14 Ni, 3.5 Mo type forTIG welding
Classifi cation AWS A5.9: ER 317L
DESCRIPTION
OK TIGROD 16.35 are extra low carbon stainless rods of 20% Cr, 14% Ni, 3.5% Mo type for GTAW of AISI317 and 317L or somewhat lower alloyed types normally employed for welding of corrosion esistant austenitic type and acid resistant steels. The wires are designed for providing excellent results with Argon as shielding gas.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni Mo S P
0.03 1.8 0.4 20 14 3.5 0.018 0.018
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.03 YS 450 N/mm2
Mn 1.80 UTS 600 N/mm2
Si 0.40 EL (L=4d) 32% Cr 20.0 Impact (CVN) at +20oC 55J Ni 14.0 Mo 3.5 S 0.018 P 0.018
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.0 1000 2.5 1000
PACKING: The rods are packed in 5.5 kg cartons and four of them in a Cardboard box.
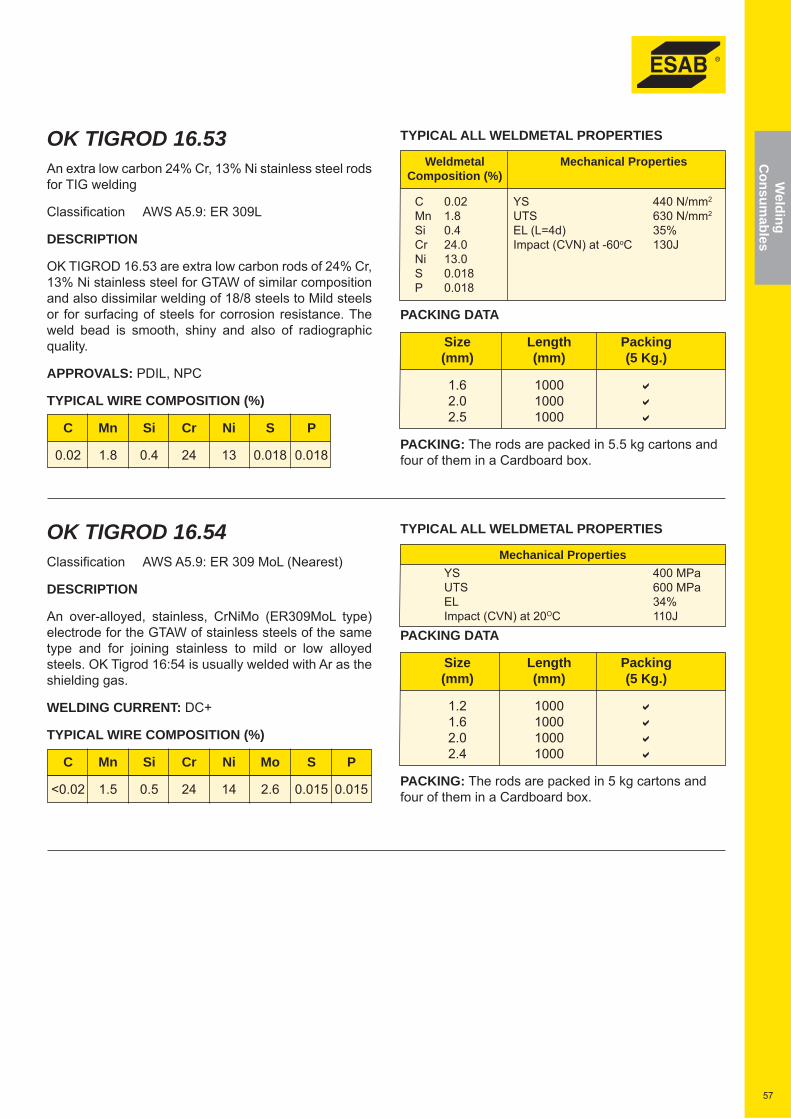
57
Welding
Consum
ables
OK TIGROD 16.53An extra low carbon 24% Cr, 13% Ni stainless steel rods for TIG welding
Classifi cation AWS A5.9: ER 309L
DESCRIPTION
OK TIGROD 16.53 are extra low carbon rods of 24% Cr, 13% Ni stainless steel for GTAW of similar composition and also dissimilar welding of 18/8 steels to Mild steels or for surfacing of steels for corrosion resistance. The weld bead is smooth, shiny and also of radiographic quality.
APPROVALS: PDIL, NPC
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni S P
0.02 1.8 0.4 24 13 0.018 0.018
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
C 0.02 YS 440 N/mm2
Mn 1.8 UTS 630 N/mm2
Si 0.4 EL (L=4d) 35% Cr 24.0 Impact (CVN) at -60oC 130J Ni 13.0 S 0.018 P 0.018
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.0 1000 2.5 1000
PACKING: The rods are packed in 5.5 kg cartons and four of them in a Cardboard box.
OK TIGROD 16.54Classifi cation AWS A5.9: ER 309 MoL (Nearest)
DESCRIPTION
An over-alloyed, stainless, CrNiMo (ER309MoL type) electrode for the GTAW of stainless steels of the same type and for joining stainless to mild or low alloyed steels. OK Tigrod 16:54 is usually welded with Ar as the shielding gas.
WELDING CURRENT: DC+
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni Mo S P
<0.02 1.5 0.5 24 14 2.6 0.015 0.015
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties YS 400 MPa UTS 600 MPa EL 34% Impact (CVN) at 20OC 110JPACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.2 1000 1.6 1000 2.0 1000 2.4 1000
PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
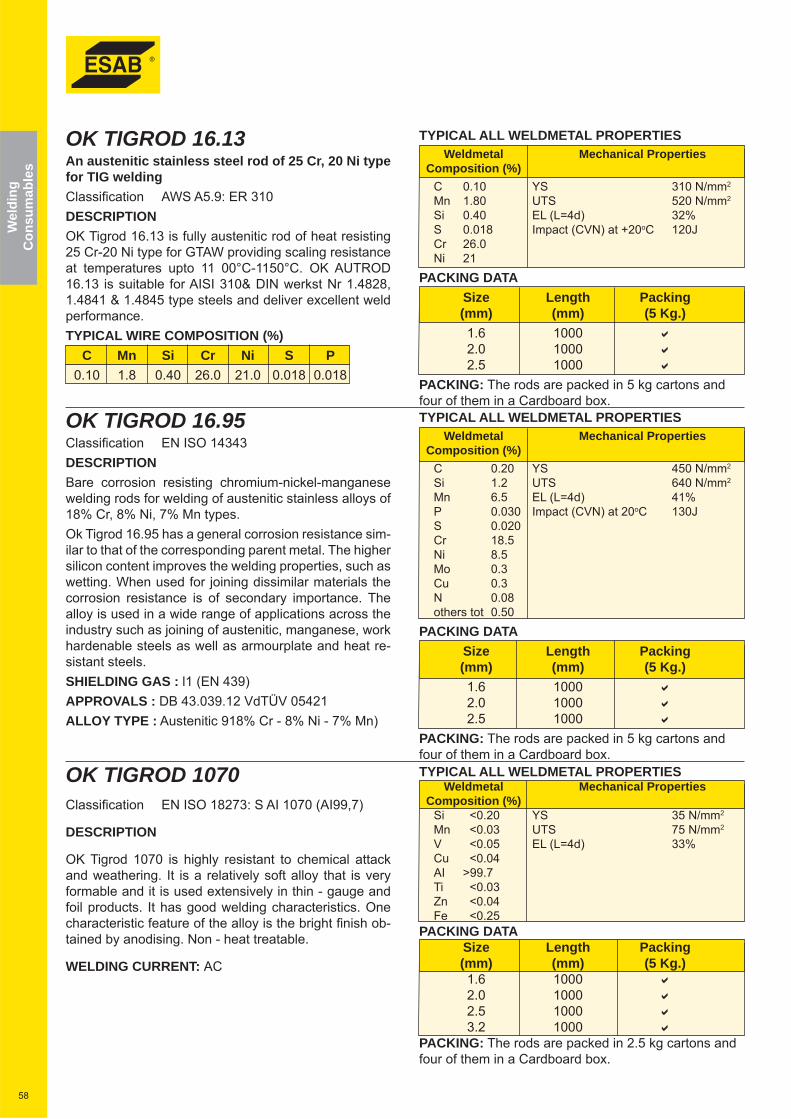
58
Wel
ding
Con
sum
able
s
OK TIGROD 16.13An austenitic stainless steel rod of 25 Cr, 20 Ni type for TIG weldingClassifi cation AWS A5.9: ER 310DESCRIPTIONOK Tigrod 16.13 is fully austenitic rod of heat resisting 25 Cr-20 Ni type for GTAW providing scaling resistance at temperatures upto 11 00°C-1150°C. OK AUTROD 16.13 is suitable for AISI 310& DIN werkst Nr 1.4828, 1.4841 & 1.4845 type steels and deliver excellent weld performance.TYPICAL WIRE COMPOSITION (%) C Mn Si Cr Ni S P 0.10 1.8 0.40 26.0 21.0 0.018 0.018
OK TIGROD 1070Classifi cation EN ISO 18273: S AI 1070 (AI99,7)
DESCRIPTION
OK Tigrod 1070 is highly resistant to chemical attack and weathering. It is a relatively soft alloy that is very formable and it is used extensively in thin - gauge and foil products. It has good welding characteristics. One characteristic feature of the alloy is the bright fi nish ob-tained by anodising. Non - heat treatable.
WELDING CURRENT: AC
TYPICAL ALL WELDMETAL PROPERTIES Weldmetal Mechanical Properties Composition (%) C 0.10 YS 310 N/mm2
Mn 1.80 UTS 520 N/mm2
Si 0.40 EL (L=4d) 32% S 0.018 Impact (CVN) at +20oC 120J Cr 26.0 Ni 21PACKING DATA Size Length Packing (mm) (mm) (5 Kg.) 1.6 1000 2.0 1000 2.5 1000 PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES Weldmetal Mechanical Properties Composition (%) Si <0.20 YS 35 N/mm2
Mn <0.03 UTS 75 N/mm2
V <0.05 EL (L=4d) 33% Cu <0.04 AI >99.7 Ti <0.03 Zn <0.04 Fe <0.25PACKING DATA Size Length Packing (mm) (mm) (5 Kg.) 1.6 1000 2.0 1000 2.5 1000 3.2 1000 PACKING: The rods are packed in 2.5 kg cartons and four of them in a Cardboard box.
OK TIGROD 16.95Classifi cation EN ISO 14343DESCRIPTIONBare corrosion resisting chromium-nickel-manganese welding rods for welding of austenitic stainless alloys of 18% Cr, 8% Ni, 7% Mn types.Ok Tigrod 16.95 has a general corrosion resistance sim-ilar to that of the corresponding parent metal. The higher silicon content improves the welding properties, such as wetting. When used for joining dissimilar materials the corrosion resistance is of secondary importance. The alloy is used in a wide range of applications across the industry such as joining of austenitic, manganese, work hardenable steels as well as armourplate and heat re-sistant steels.SHIELDING GAS : l1 (EN 439)APPROVALS : DB 43.039.12 VdTÜV 05421ALLOY TYPE : Austenitic 918% Cr - 8% Ni - 7% Mn)
TYPICAL ALL WELDMETAL PROPERTIES Weldmetal Mechanical Properties Composition (%) C 0.20 YS 450 N/mm2
Si 1.2 UTS 640 N/mm2
Mn 6.5 EL (L=4d) 41% P 0.030 Impact (CVN) at 20oC 130J S 0.020 Cr 18.5 Ni 8.5 Mo 0.3 Cu 0.3 N 0.08 others tot 0.50PACKING DATA Size Length Packing (mm) (mm) (5 Kg.) 1.6 1000 2.0 1000 2.5 1000 PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
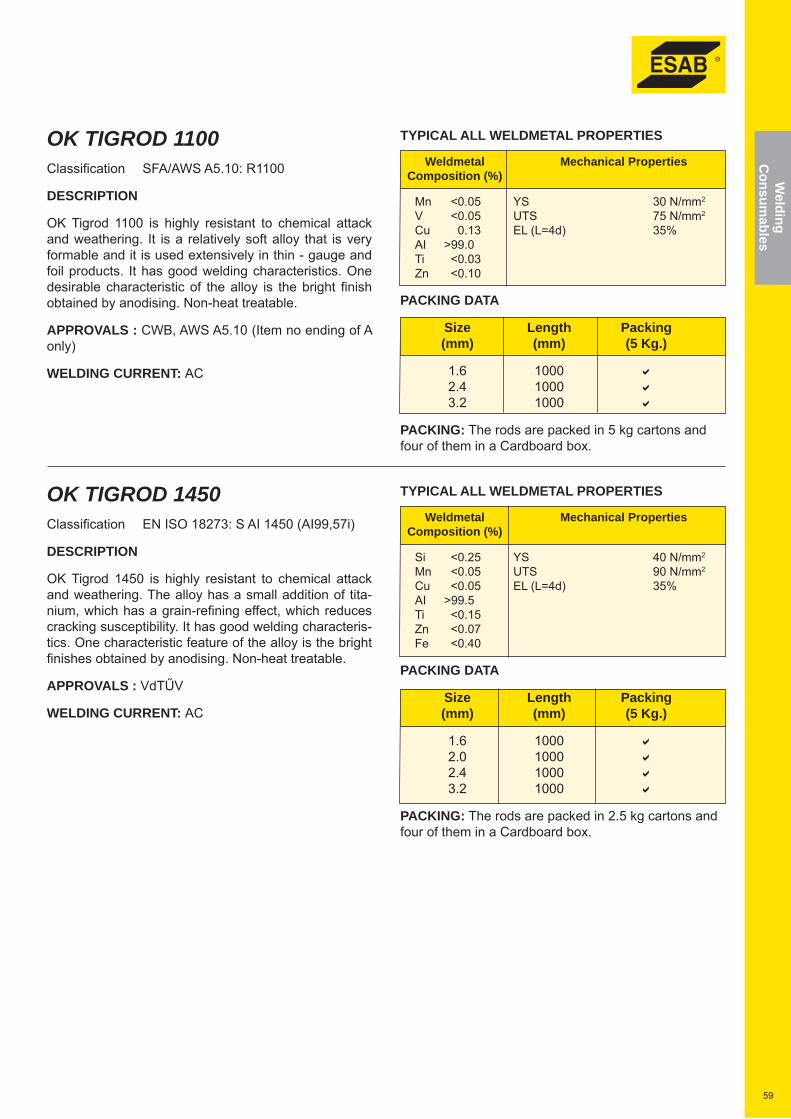
59
Welding
Consum
ables
OK TIGROD 1100Classifi cation SFA/AWS A5.10: R1100
DESCRIPTION
OK Tigrod 1100 is highly resistant to chemical attack and weathering. It is a relatively soft alloy that is very formable and it is used extensively in thin - gauge and foil products. It has good welding characteristics. One desirable characteristic of the alloy is the bright fi nish obtained by anodising. Non-heat treatable.
APPROVALS : CWB, AWS A5.10 (Item no ending of A only)
WELDING CURRENT: AC
OK TIGROD 1450Classifi cation EN ISO 18273: S AI 1450 (AI99,57i)
DESCRIPTION
OK Tigrod 1450 is highly resistant to chemical attack and weathering. The alloy has a small addition of tita-nium, which has a grain-refi ning effect, which reduces cracking susceptibility. It has good welding characteris-tics. One characteristic feature of the alloy is the bright fi nishes obtained by anodising. Non-heat treatable.
APPROVALS : VdTŰV
WELDING CURRENT: AC
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
Mn <0.05 YS 30 N/mm2
V <0.05 UTS 75 N/mm2
Cu 0.13 EL (L=4d) 35% AI >99.0 Ti <0.03 Zn <0.10
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.4 1000 3.2 1000
PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
Si <0.25 YS 40 N/mm2
Mn <0.05 UTS 90 N/mm2
Cu <0.05 EL (L=4d) 35% AI >99.5 Ti <0.15 Zn <0.07 Fe <0.40
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.0 1000 2.4 1000 3.2 1000
PACKING: The rods are packed in 2.5 kg cartons and four of them in a Cardboard box.
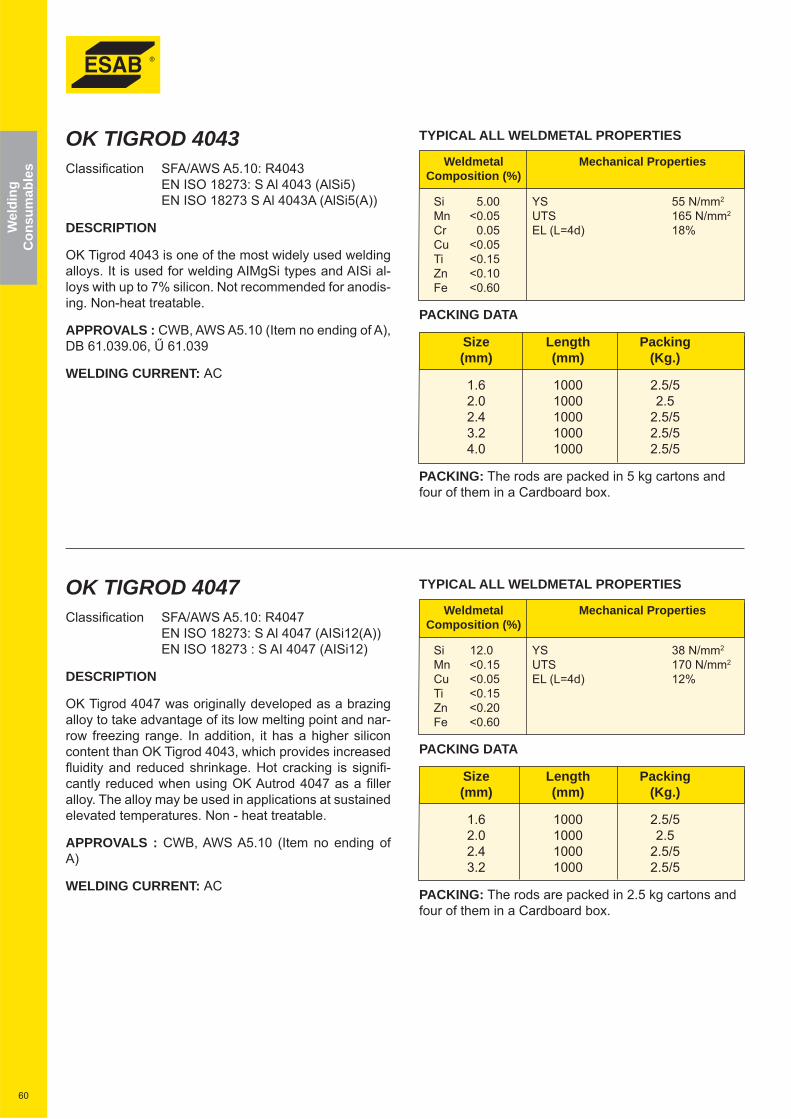
60
Wel
ding
Con
sum
able
s
OK TIGROD 4043Classifi cation SFA/AWS A5.10: R4043 EN ISO 18273: S Al 4043 (AlSi5) EN ISO 18273 S Al 4043A (AlSi5(A))
DESCRIPTION
OK Tigrod 4043 is one of the most widely used welding alloys. It is used for welding AIMgSi types and AISi al-loys with up to 7% silicon. Not recommended for anodis-ing. Non-heat treatable.
APPROVALS : CWB, AWS A5.10 (Item no ending of A), DB 61.039.06, Ű 61.039
WELDING CURRENT: AC
OK TIGROD 4047Classifi cation SFA/AWS A5.10: R4047 EN ISO 18273: S Al 4047 (AISi12(A)) EN ISO 18273 : S AI 4047 (AISi12)
DESCRIPTION
OK Tigrod 4047 was originally developed as a brazing alloy to take advantage of its low melting point and nar-row freezing range. In addition, it has a higher silicon content than OK Tigrod 4043, which provides increased fl uidity and reduced shrinkage. Hot cracking is signifi -cantly reduced when using OK Autrod 4047 as a fi ller alloy. The alloy may be used in applications at sustained elevated temperatures. Non - heat treatable.
APPROVALS : CWB, AWS A5.10 (Item no ending of A)
WELDING CURRENT: AC
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
Si 5.00 YS 55 N/mm2
Mn <0.05 UTS 165 N/mm2
Cr 0.05 EL (L=4d) 18% Cu <0.05 Ti <0.15 Zn <0.10 Fe <0.60
PACKING DATA
Size Length Packing (mm) (mm) (Kg.)
1.6 1000 2.5/5 2.0 1000 2.5 2.4 1000 2.5/5 3.2 1000 2.5/5 4.0 1000 2.5/5
PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
Si 12.0 YS 38 N/mm2
Mn <0.15 UTS 170 N/mm2
Cu <0.05 EL (L=4d) 12% Ti <0.15 Zn <0.20 Fe <0.60
PACKING DATA
Size Length Packing (mm) (mm) (Kg.)
1.6 1000 2.5/5 2.0 1000 2.5 2.4 1000 2.5/5 3.2 1000 2.5/5
PACKING: The rods are packed in 2.5 kg cartons and four of them in a Cardboard box.
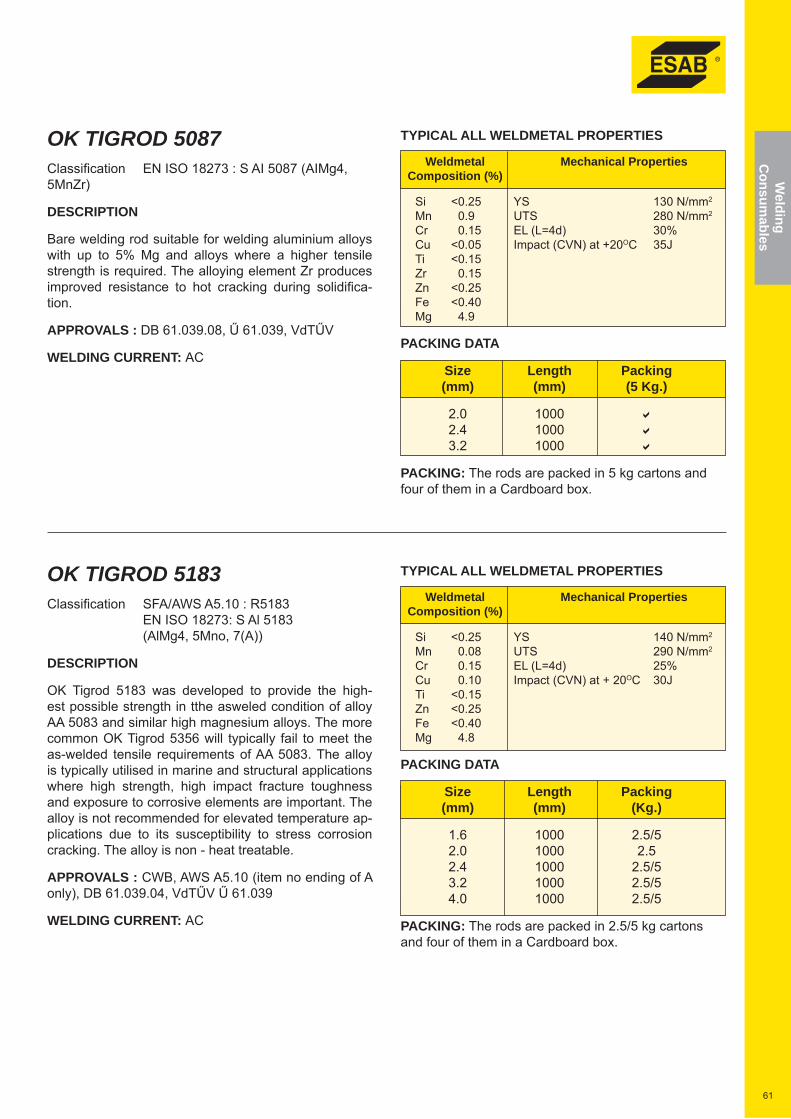
61
Welding
Consum
ables
OK TIGROD 5087Classifi cation EN ISO 18273 : S AI 5087 (AIMg4, 5MnZr)
DESCRIPTION
Bare welding rod suitable for welding aluminium alloys with up to 5% Mg and alloys where a higher tensile strength is required. The alloying element Zr produces improved resistance to hot cracking during solidifi ca-tion.
APPROVALS : DB 61.039.08, Ű 61.039, VdTŰV
WELDING CURRENT: AC
OK TIGROD 5183Classifi cation SFA/AWS A5.10 : R5183 EN ISO 18273: S Al 5183 (AlMg4, 5Mno, 7(A))
DESCRIPTION
OK Tigrod 5183 was developed to provide the high-est possible strength in tthe asweled condition of alloy AA 5083 and similar high magnesium alloys. The more common OK Tigrod 5356 will typically fail to meet the as-welded tensile requirements of AA 5083. The alloy is typically utilised in marine and structural applications where high strength, high impact fracture toughness and exposure to corrosive elements are important. The alloy is not recommended for elevated temperature ap-plications due to its susceptibility to stress corrosion cracking. The alloy is non - heat treatable.
APPROVALS : CWB, AWS A5.10 (item no ending of A only), DB 61.039.04, VdTŰV Ű 61.039
WELDING CURRENT: AC
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
Si <0.25 YS 130 N/mm2
Mn 0.9 UTS 280 N/mm2
Cr 0.15 EL (L=4d) 30% Cu <0.05 Impact (CVN) at +20OC 35J Ti <0.15 Zr 0.15 Zn <0.25 Fe <0.40 Mg 4.9
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
2.0 1000 2.4 1000 3.2 1000
PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
Si <0.25 YS 140 N/mm2
Mn 0.08 UTS 290 N/mm2
Cr 0.15 EL (L=4d) 25% Cu 0.10 Impact (CVN) at + 20OC 30J Ti <0.15 Zn <0.25 Fe <0.40 Mg 4.8
PACKING DATA
Size Length Packing (mm) (mm) (Kg.)
1.6 1000 2.5/5 2.0 1000 2.5 2.4 1000 2.5/5 3.2 1000 2.5/5 4.0 1000 2.5/5
PACKING: The rods are packed in 2.5/5 kg cartons and four of them in a Cardboard box.
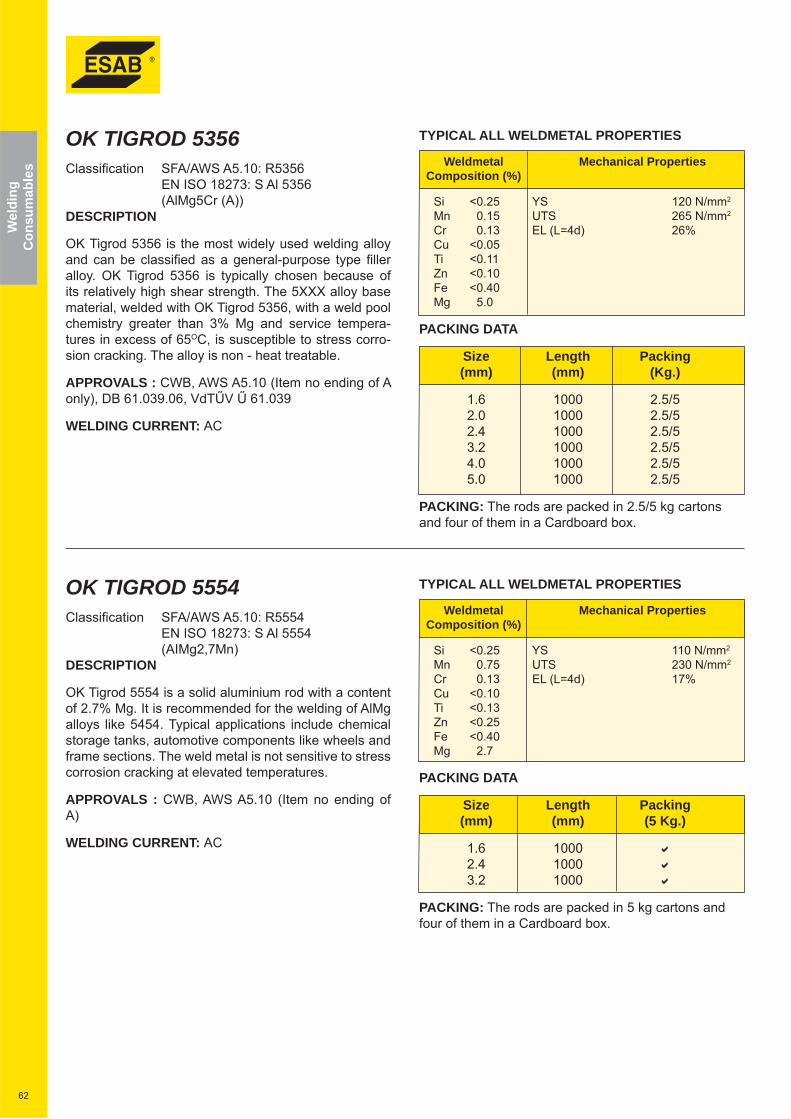
62
Wel
ding
Con
sum
able
s
OK TIGROD 5356Classifi cation SFA/AWS A5.10: R5356 EN ISO 18273: S Al 5356 (AlMg5Cr (A))DESCRIPTION
OK Tigrod 5356 is the most widely used welding alloy and can be classifi ed as a general-purpose type fi ller alloy. OK Tigrod 5356 is typically chosen because of its relatively high shear strength. The 5XXX alloy base material, welded with OK Tigrod 5356, with a weld pool chemistry greater than 3% Mg and service tempera-tures in excess of 65OC, is susceptible to stress corro-sion cracking. The alloy is non - heat treatable.
APPROVALS : CWB, AWS A5.10 (Item no ending of A only), DB 61.039.06, VdTŰV Ű 61.039
WELDING CURRENT: AC
OK TIGROD 5554Classifi cation SFA/AWS A5.10: R5554 EN ISO 18273: S Al 5554 (AIMg2,7Mn)DESCRIPTION
OK Tigrod 5554 is a solid aluminium rod with a content of 2.7% Mg. It is recommended for the welding of AlMg alloys like 5454. Typical applications include chemical storage tanks, automotive components like wheels and frame sections. The weld metal is not sensitive to stress corrosion cracking at elevated temperatures.
APPROVALS : CWB, AWS A5.10 (Item no ending of A)
WELDING CURRENT: AC
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
Si <0.25 YS 120 N/mm2
Mn 0.15 UTS 265 N/mm2
Cr 0.13 EL (L=4d) 26% Cu <0.05 Ti <0.11 Zn <0.10 Fe <0.40 Mg 5.0
PACKING DATA
Size Length Packing (mm) (mm) (Kg.)
1.6 1000 2.5/5 2.0 1000 2.5/5 2.4 1000 2.5/5 3.2 1000 2.5/5 4.0 1000 2.5/5 5.0 1000 2.5/5
PACKING: The rods are packed in 2.5/5 kg cartons and four of them in a Cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
Si <0.25 YS 110 N/mm2
Mn 0.75 UTS 230 N/mm2
Cr 0.13 EL (L=4d) 17% Cu <0.10 Ti <0.13 Zn <0.25 Fe <0.40 Mg 2.7
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.4 1000 3.2 1000
PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
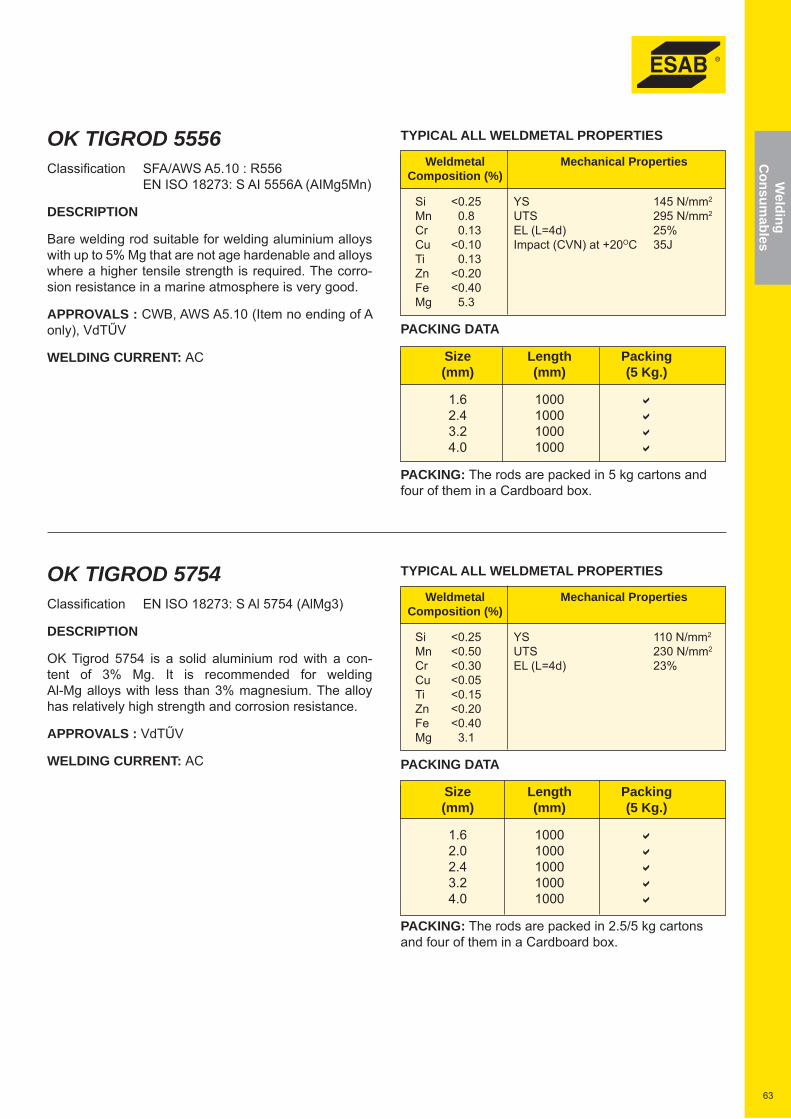
63
Welding
Consum
ables
OK TIGROD 5556Classifi cation SFA/AWS A5.10 : R556 EN ISO 18273: S AI 5556A (AIMg5Mn)
DESCRIPTION
Bare welding rod suitable for welding aluminium alloys with up to 5% Mg that are not age hardenable and alloys where a higher tensile strength is required. The corro-sion resistance in a marine atmosphere is very good.
APPROVALS : CWB, AWS A5.10 (Item no ending of A only), VdTŰV
WELDING CURRENT: AC
OK TIGROD 5754Classifi cation EN ISO 18273: S Al 5754 (AlMg3)
DESCRIPTION
OK Tigrod 5754 is a solid aluminium rod with a con-tent of 3% Mg. It is recommended for welding Al-Mg alloys with less than 3% magnesium. The alloy has relatively high strength and corrosion resistance.
APPROVALS : VdTŰV
WELDING CURRENT: AC
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
Si <0.25 YS 145 N/mm2
Mn 0.8 UTS 295 N/mm2
Cr 0.13 EL (L=4d) 25% Cu <0.10 Impact (CVN) at +20OC 35J Ti 0.13 Zn <0.20 Fe <0.40 Mg 5.3
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.4 1000 3.2 1000 4.0 1000
PACKING: The rods are packed in 5 kg cartons and four of them in a Cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES
Weldmetal Mechanical Properties Composition (%)
Si <0.25 YS 110 N/mm2
Mn <0.50 UTS 230 N/mm2
Cr <0.30 EL (L=4d) 23% Cu <0.05 Ti <0.15 Zn <0.20 Fe <0.40 Mg 3.1
PACKING DATA
Size Length Packing (mm) (mm) (5 Kg.)
1.6 1000 2.0 1000 2.4 1000 3.2 1000 4.0 1000
PACKING: The rods are packed in 2.5/5 kg cartons and four of them in a Cardboard box.
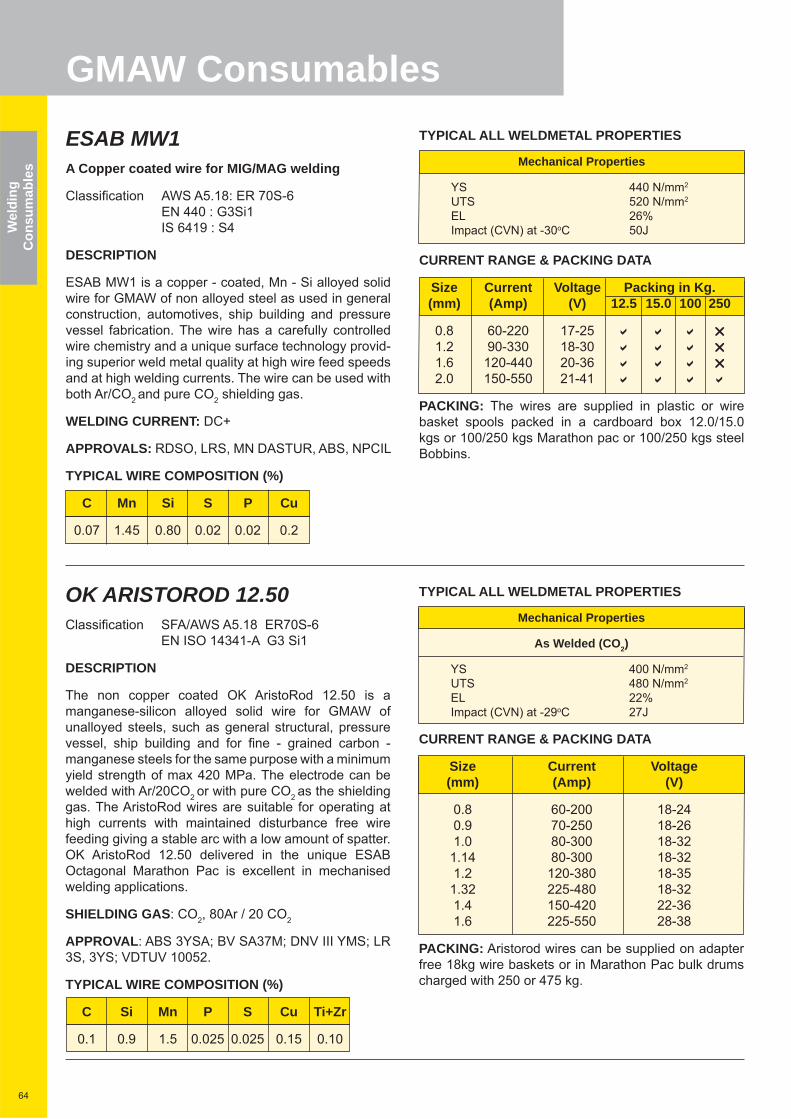
64
Wel
ding
Con
sum
able
s
GMAW ConsumablesESAB MW1A Copper coated wire for MIG/MAG welding
Classifi cation AWS A5.18: ER 70S-6 EN 440 : G3Si1 IS 6419 : S4
DESCRIPTION
ESAB MW1 is a copper - coated, Mn - Si alloyed solid wire for GMAW of non alloyed steel as used in general construction, automotives, ship building and pressure vessel fabrication. The wire has a carefully controlled wire chemistry and a unique surface technology provid-ing superior weld metal quality at high wire feed speeds and at high welding currents. The wire can be used with both Ar/CO2 and pure CO2 shielding gas.
WELDING CURRENT: DC+
APPROVALS: RDSO, LRS, MN DASTUR, ABS, NPCIL
TYPICAL WIRE COMPOSITION (%)
C Mn Si S P Cu
0.07 1.45 0.80 0.02 0.02 0.2
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 440 N/mm2
UTS 520 N/mm2
EL 26% Impact (CVN) at -30oC 50J CURRENT RANGE & PACKING DATA
Size Current Voltage Packing in Kg. (mm) (Amp) (V) 12.5 15.0 100 250
0.8 60-220 17-25 1.2 90-330 18-30 1.6 120-440 20-36 2.0 150-550 21-41
PACKING: The wires are supplied in plastic or wire basket spools packed in a cardboard box 12.0/15.0 kgs or 100/250 kgs Marathon pac or 100/250 kgs steel Bobbins.
OK ARISTOROD 12.50Classifi cation SFA/AWS A5.18 ER70S-6 EN ISO 14341-A G3 Si1
DESCRIPTION
The non copper coated OK AristoRod 12.50 is a manganese-silicon alloyed solid wire for GMAW of unalloyed steels, such as general structural, pressure vessel, ship building and for fi ne - grained carbon - manganese steels for the same purpose with a minimum yield strength of max 420 MPa. The electrode can be welded with Ar/20CO2 or with pure CO2 as the shielding gas. The AristoRod wires are suitable for operating at high currents with maintained disturbance free wire feeding giving a stable arc with a low amount of spatter.OK AristoRod 12.50 delivered in the unique ESAB Octagonal Marathon Pac is excellent in mechanised welding applications.
SHIELDING GAS: CO2, 80Ar / 20 CO2
APPROVAL: ABS 3YSA; BV SA37M; DNV III YMS; LR 3S, 3YS; VDTUV 10052.
TYPICAL WIRE COMPOSITION (%)
C Si Mn P S Cu Ti+Zr
0.1 0.9 1.5 0.025 0.025 0.15 0.10
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
As Welded (CO2)
YS 400 N/mm2
UTS 480 N/mm2
EL 22% Impact (CVN) at -29oC 27J
CURRENT RANGE & PACKING DATA
Size Current Voltage (mm) (Amp) (V)
0.8 60-200 18-24 0.9 70-250 18-26 1.0 80-300 18-32 1.14 80-300 18-32 1.2 120-380 18-35 1.32 225-480 18-32 1.4 150-420 22-36 1.6 225-550 28-38
PACKING: Aristorod wires can be supplied on adapter free 18kg wire baskets or in Marathon Pac bulk drums charged with 250 or 475 kg.
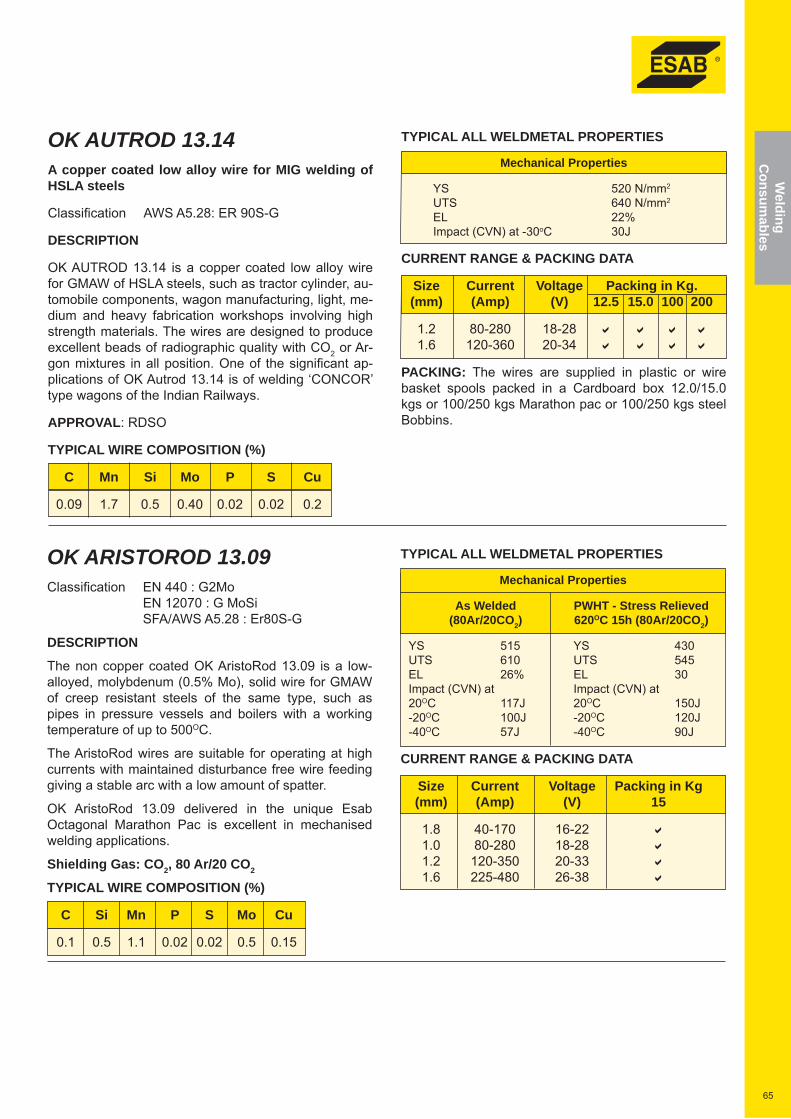
65
Welding
Consum
ables
OK AUTROD 13.14A copper coated low alloy wire for MIG welding of HSLA steels
Classifi cation AWS A5.28: ER 90S-G
DESCRIPTION
OK AUTROD 13.14 is a copper coated low alloy wire for GMAW of HSLA steels, such as tractor cylinder, au-tomobile components, wagon manufacturing, light, me-dium and heavy fabrication workshops involving high strength materials. The wires are designed to produce excellent beads of radiographic quality with CO2 or Ar-gon mixtures in all position. One of the signifi cant ap-plications of OK Autrod 13.14 is of welding ‘CONCOR’ type wagons of the Indian Railways.
APPROVAL: RDSO
TYPICAL WIRE COMPOSITION (%)
C Mn Si Mo P S Cu
0.09 1.7 0.5 0.40 0.02 0.02 0.2
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 520 N/mm2
UTS 640 N/mm2
EL 22% Impact (CVN) at -30oC 30J
CURRENT RANGE & PACKING DATA
Size Current Voltage Packing in Kg. (mm) (Amp) (V) 12.5 15.0 100 200
1.2 80-280 18-28 1.6 120-360 20-34
PACKING: The wires are supplied in plastic or wire basket spools packed in a Cardboard box 12.0/15.0 kgs or 100/250 kgs Marathon pac or 100/250 kgs steel Bobbins.
OK ARISTOROD 13.09Classifi cation EN 440 : G2Mo EN 12070 : G MoSi SFA/AWS A5.28 : Er80S-G
DESCRIPTION
The non copper coated OK AristoRod 13.09 is a low-alloyed, molybdenum (0.5% Mo), solid wire for GMAW of creep resistant steels of the same type, such as pipes in pressure vessels and boilers with a working temperature of up to 500OC.
The AristoRod wires are suitable for operating at high currents with maintained disturbance free wire feeding giving a stable arc with a low amount of spatter.
OK AristoRod 13.09 delivered in the unique Esab Octagonal Marathon Pac is excellent in mechanised welding applications.
Shielding Gas: CO2, 80 Ar/20 CO2
TYPICAL WIRE COMPOSITION (%)
C Si Mn P S Mo Cu
0.1 0.5 1.1 0.02 0.02 0.5 0.15
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
As Welded PWHT - Stress Relieved (80Ar/20CO2) 620OC 15h (80Ar/20CO2)
YS 515 YS 430 UTS 610 UTS 545 EL 26% EL 30 Impact (CVN) at Impact (CVN) at 20OC 117J 20OC 150J -20OC 100J -20OC 120J -40OC 57J -40OC 90J
CURRENT RANGE & PACKING DATA
Size Current Voltage Packing in Kg (mm) (Amp) (V) 15
1.8 40-170 16-22 1.0 80-280 18-28 1.2 120-350 20-33 1.6 225-480 26-38
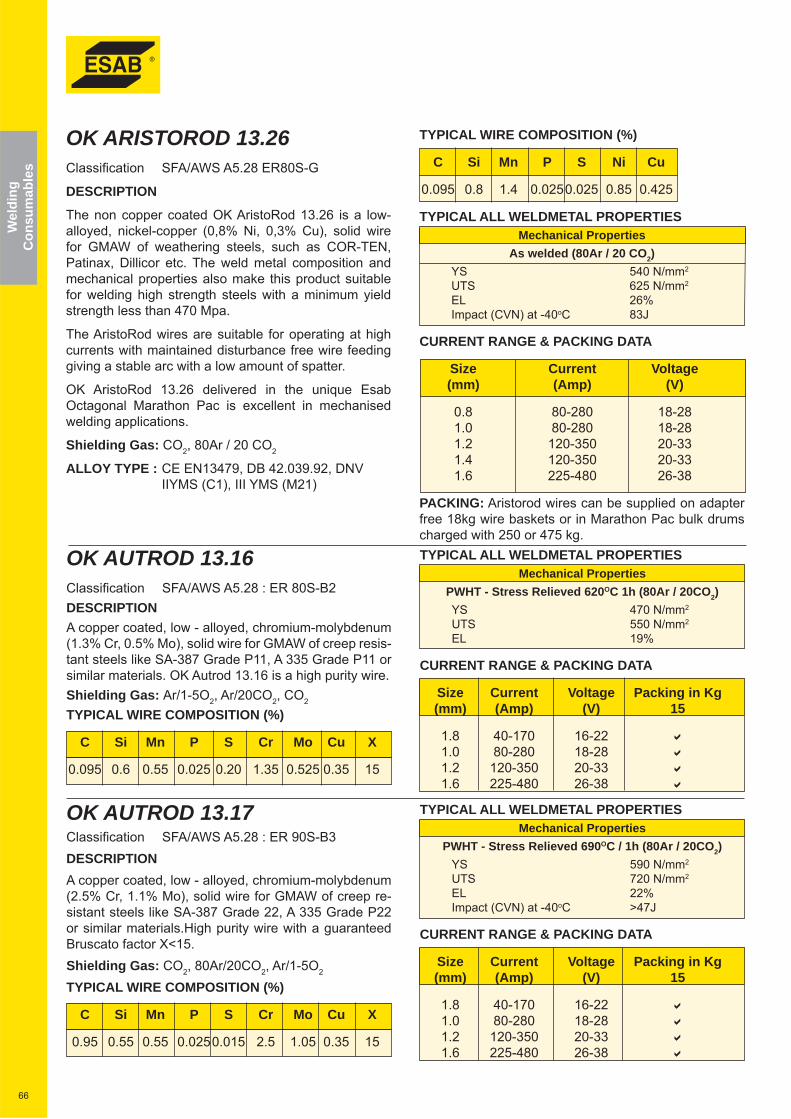
66
Wel
ding
Con
sum
able
s
OK ARISTOROD 13.26Classifi cation SFA/AWS A5.28 ER80S-G
DESCRIPTION
The non copper coated OK AristoRod 13.26 is a low-alloyed, nickel-copper (0,8% Ni, 0,3% Cu), solid wire for GMAW of weathering steels, such as COR-TEN, Patinax, Dillicor etc. The weld metal composition and mechanical properties also make this product suitable for welding high strength steels with a minimum yield strength less than 470 Mpa.
The AristoRod wires are suitable for operating at high currents with maintained disturbance free wire feeding giving a stable arc with a low amount of spatter.
OK AristoRod 13.26 delivered in the unique Esab Octagonal Marathon Pac is excellent in mechanised welding applications.
Shielding Gas: CO2, 80Ar / 20 CO2
ALLOY TYPE : CE EN13479, DB 42.039.92, DNV IIYMS (C1), III YMS (M21)
TYPICAL WIRE COMPOSITION (%)
C Si Mn P S Ni Cu
0.095 0.8 1.4 0.025 0.025 0.85 0.425
TYPICAL ALL WELDMETAL PROPERTIESMechanical Properties
As welded (80Ar / 20 CO2) YS 540 N/mm2
UTS 625 N/mm2
EL 26% Impact (CVN) at -40oC 83J
CURRENT RANGE & PACKING DATA
Size Current Voltage (mm) (Amp) (V)
0.8 80-280 18-28 1.0 80-280 18-28 1.2 120-350 20-33 1.4 120-350 20-33 1.6 225-480 26-38
PACKING: Aristorod wires can be supplied on adapter free 18kg wire baskets or in Marathon Pac bulk drums charged with 250 or 475 kg.
OK AUTROD 13.16Classifi cation SFA/AWS A5.28 : ER 80S-B2 DESCRIPTIONA copper coated, low - alloyed, chromium-molybdenum (1.3% Cr, 0.5% Mo), solid wire for GMAW of creep resis-tant steels like SA-387 Grade P11, A 335 Grade P11 or similar materials. OK Autrod 13.16 is a high purity wire.Shielding Gas: Ar/1-5O2, Ar/20CO2, CO2
TYPICAL WIRE COMPOSITION (%)
C Si Mn P S Cr Mo Cu X
0.095 0.6 0.55 0.025 0.20 1.35 0.525 0.35 15
TYPICAL ALL WELDMETAL PROPERTIESMechanical Properties
PWHT - Stress Relieved 620OC 1h (80Ar / 20CO2) YS 470 N/mm2
UTS 550 N/mm2
EL 19%
CURRENT RANGE & PACKING DATA
Size Current Voltage Packing in Kg (mm) (Amp) (V) 15
1.8 40-170 16-22 1.0 80-280 18-28 1.2 120-350 20-33 1.6 225-480 26-38
OK AUTROD 13.17Classifi cation SFA/AWS A5.28 : ER 90S-B3 DESCRIPTIONA copper coated, low - alloyed, chromium-molybdenum (2.5% Cr, 1.1% Mo), solid wire for GMAW of creep re-sistant steels like SA-387 Grade 22, A 335 Grade P22 or similar materials.High purity wire with a guaranteed Bruscato factor X<15.Shielding Gas: CO2, 80Ar/20CO2, Ar/1-5O2
TYPICAL WIRE COMPOSITION (%)
C Si Mn P S Cr Mo Cu X
0.95 0.55 0.55 0.025 0.015 2.5 1.05 0.35 15
TYPICAL ALL WELDMETAL PROPERTIESMechanical Properties
PWHT - Stress Relieved 690OC / 1h (80Ar / 20CO2) YS 590 N/mm2
UTS 720 N/mm2
EL 22% Impact (CVN) at -40oC >47J
CURRENT RANGE & PACKING DATA
Size Current Voltage Packing in Kg (mm) (Amp) (V) 15
1.8 40-170 16-22 1.0 80-280 18-28 1.2 120-350 20-33 1.6 225-480 26-38
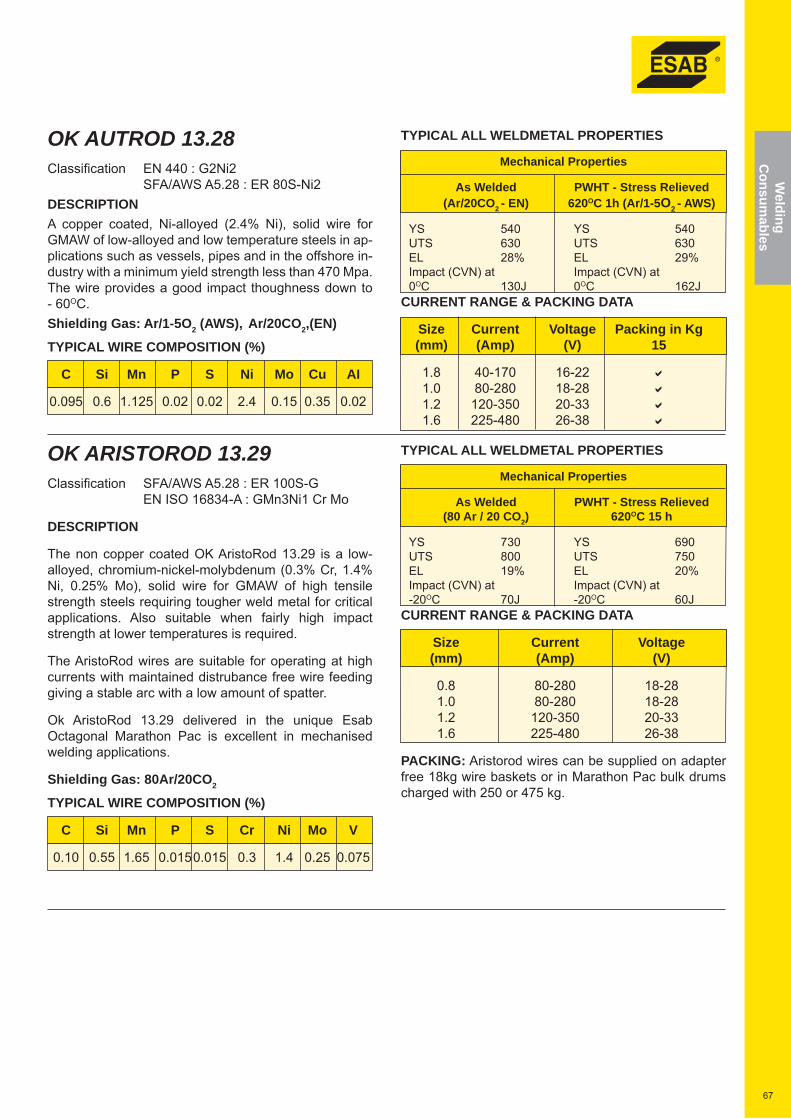
67
Welding
Consum
ables
OK AUTROD 13.28Classifi cation EN 440 : G2Ni2 SFA/AWS A5.28 : ER 80S-Ni2 DESCRIPTIONA copper coated, Ni-alloyed (2.4% Ni), solid wire for GMAW of low-alloyed and low temperature steels in ap-plications such as vessels, pipes and in the offshore in-dustry with a minimum yield strength less than 470 Mpa. The wire provides a good impact thoughness down to - 60OC.Shielding Gas: Ar/1-5O2 (AWS), Ar/20CO2,(EN)
TYPICAL WIRE COMPOSITION (%)
C Si Mn P S Ni Mo Cu AI
0.095 0.6 1.125 0.02 0.02 2.4 0.15 0.35 0.02
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
As Welded PWHT - Stress Relieved (Ar/20CO2 - EN) 620OC 1h (Ar/1-5O2 - AWS)
YS 540 YS 540 UTS 630 UTS 630 EL 28% EL 29% Impact (CVN) at Impact (CVN) at 0OC 130J 0OC 162JCURRENT RANGE & PACKING DATA
Size Current Voltage Packing in Kg (mm) (Amp) (V) 15
1.8 40-170 16-22 1.0 80-280 18-28 1.2 120-350 20-33 1.6 225-480 26-38
OK ARISTOROD 13.29Classifi cation SFA/AWS A5.28 : ER 100S-G EN ISO 16834-A : GMn3Ni1 Cr Mo
DESCRIPTION
The non copper coated OK AristoRod 13.29 is a low-alloyed, chromium-nickel-molybdenum (0.3% Cr, 1.4% Ni, 0.25% Mo), solid wire for GMAW of high tensile strength steels requiring tougher weld metal for critical applications. Also suitable when fairly high impact strength at lower temperatures is required.
The AristoRod wires are suitable for operating at high currents with maintained distrubance free wire feeding giving a stable arc with a low amount of spatter.
Ok AristoRod 13.29 delivered in the unique Esab Octagonal Marathon Pac is excellent in mechanised welding applications.
Shielding Gas: 80Ar/20CO2
TYPICAL WIRE COMPOSITION (%)
C Si Mn P S Cr Ni Mo V
0.10 0.55 1.65 0.015 0.015 0.3 1.4 0.25 0.075
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
As Welded PWHT - Stress Relieved (80 Ar / 20 CO2) 620OC 15 h
YS 730 YS 690 UTS 800 UTS 750 EL 19% EL 20% Impact (CVN) at Impact (CVN) at -20OC 70J -20OC 60JCURRENT RANGE & PACKING DATA
Size Current Voltage (mm) (Amp) (V)
0.8 80-280 18-28 1.0 80-280 18-28 1.2 120-350 20-33 1.6 225-480 26-38
PACKING: Aristorod wires can be supplied on adapter free 18kg wire baskets or in Marathon Pac bulk drums charged with 250 or 475 kg.
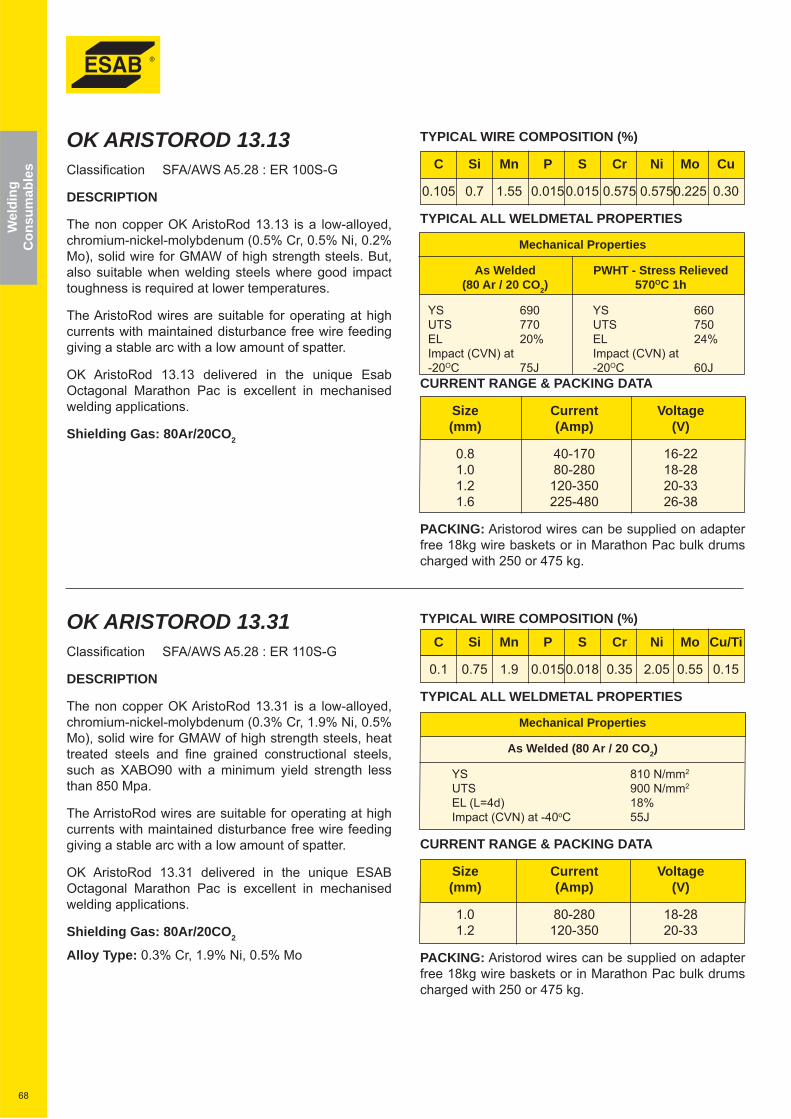
68
Wel
ding
Con
sum
able
s
OK ARISTOROD 13.13Classifi cation SFA/AWS A5.28 : ER 100S-G
DESCRIPTION
The non copper OK AristoRod 13.13 is a low-alloyed, chromium-nickel-molybdenum (0.5% Cr, 0.5% Ni, 0.2% Mo), solid wire for GMAW of high strength steels. But, also suitable when welding steels where good impact toughness is required at lower temperatures.
The AristoRod wires are suitable for operating at high currents with maintained disturbance free wire feeding giving a stable arc with a low amount of spatter.
OK AristoRod 13.13 delivered in the unique Esab Octagonal Marathon Pac is excellent in mechanised welding applications.
Shielding Gas: 80Ar/20CO2
TYPICAL WIRE COMPOSITION (%)
C Si Mn P S Cr Ni Mo Cu
0.105 0.7 1.55 0.015 0.015 0.575 0.575 0.225 0.30
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
As Welded PWHT - Stress Relieved (80 Ar / 20 CO2) 570OC 1h
YS 690 YS 660 UTS 770 UTS 750 EL 20% EL 24% Impact (CVN) at Impact (CVN) at -20OC 75J -20OC 60JCURRENT RANGE & PACKING DATA
Size Current Voltage (mm) (Amp) (V)
0.8 40-170 16-22 1.0 80-280 18-28 1.2 120-350 20-33 1.6 225-480 26-38
PACKING: Aristorod wires can be supplied on adapter free 18kg wire baskets or in Marathon Pac bulk drums charged with 250 or 475 kg.
OK ARISTOROD 13.31Classifi cation SFA/AWS A5.28 : ER 110S-G
DESCRIPTION
The non copper OK AristoRod 13.31 is a low-alloyed, chromium-nickel-molybdenum (0.3% Cr, 1.9% Ni, 0.5% Mo), solid wire for GMAW of high strength steels, heat treated steels and fi ne grained constructional steels, such as XABO90 with a minimum yield strength less than 850 Mpa.
The ArristoRod wires are suitable for operating at high currents with maintained disturbance free wire feeding giving a stable arc with a low amount of spatter.
OK AristoRod 13.31 delivered in the unique ESAB Octagonal Marathon Pac is excellent in mechanised welding applications.
Shielding Gas: 80Ar/20CO2
Alloy Type: 0.3% Cr, 1.9% Ni, 0.5% Mo
TYPICAL WIRE COMPOSITION (%)
C Si Mn P S Cr Ni Mo Cu/Ti
0.1 0.75 1.9 0.015 0.018 0.35 2.05 0.55 0.15
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
As Welded (80 Ar / 20 CO2)
YS 810 N/mm2
UTS 900 N/mm2
EL (L=4d) 18% Impact (CVN) at -40oC 55J
CURRENT RANGE & PACKING DATA
Size Current Voltage (mm) (Amp) (V)
1.0 80-280 18-28 1.2 120-350 20-33
PACKING: Aristorod wires can be supplied on adapter free 18kg wire baskets or in Marathon Pac bulk drums charged with 250 or 475 kg.
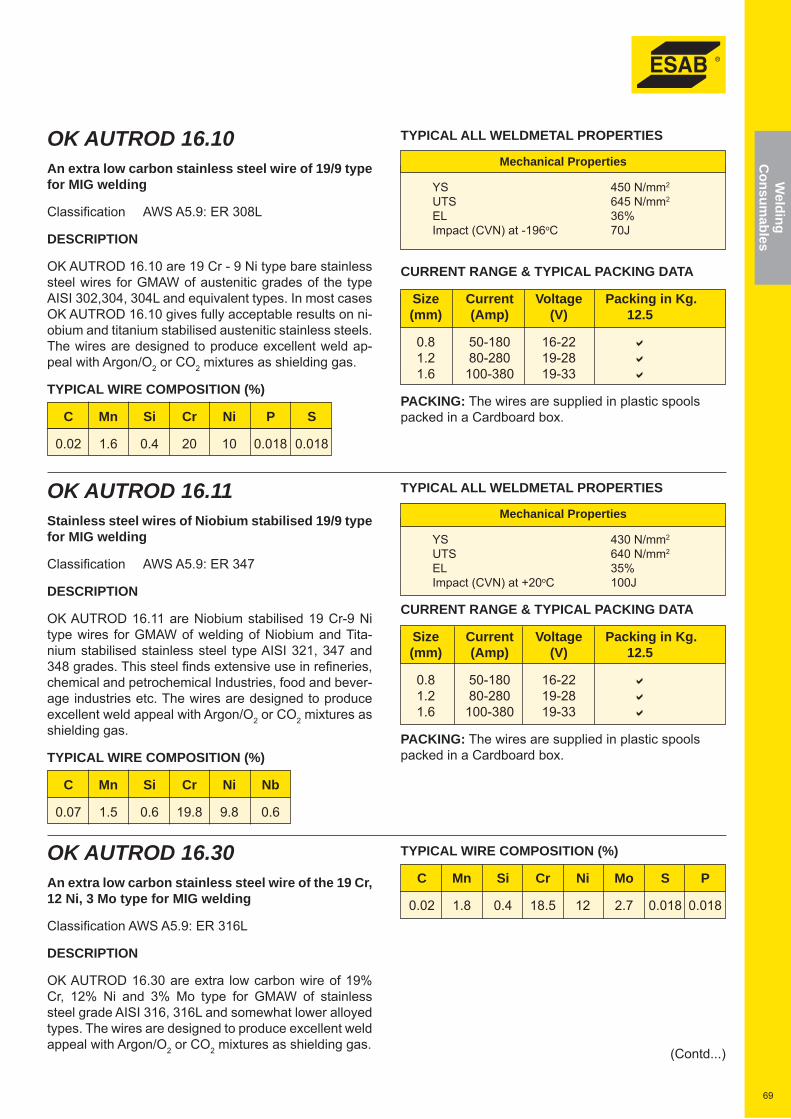
69
Welding
Consum
ables
OK AUTROD 16.11Stainless steel wires of Niobium stabilised 19/9 type for MIG welding
Classifi cation AWS A5.9: ER 347
DESCRIPTION
OK AUTROD 16.11 are Niobium stabilised 19 Cr-9 Ni type wires for GMAW of welding of Niobium and Tita-nium stabilised stainless steel type AISI 321, 347 and 348 grades. This steel fi nds extensive use in refi neries, chemical and petrochemical Industries, food and bever-age industries etc. The wires are designed to produce excellent weld appeal with Argon/O2 or CO2 mixtures as shielding gas.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni Nb
0.07 1.5 0.6 19.8 9.8 0.6
OK AUTROD 16.10An extra low carbon stainless steel wire of 19/9 type for MIG welding
Classifi cation AWS A5.9: ER 308L
DESCRIPTION
OK AUTROD 16.10 are 19 Cr - 9 Ni type bare stainless steel wires for GMAW of austenitic grades of the type AISI 302,304, 304L and equivalent types. In most cases OK AUTROD 16.10 gives fully acceptable results on ni-obium and titanium stabilised austenitic stainless steels. The wires are designed to produce excellent weld ap-peal with Argon/O2 or CO2 mixtures as shielding gas.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni P S
0.02 1.6 0.4 20 10 0.018 0.018
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 450 N/mm2
UTS 645 N/mm2
EL 36% Impact (CVN) at -196oC 70J
CURRENT RANGE & TYPICAL PACKING DATA
Size Current Voltage Packing in Kg. (mm) (Amp) (V) 12.5
0.8 50-180 16-22 1.2 80-280 19-28 1.6 100-380 19-33
PACKING: The wires are supplied in plastic spools packed in a Cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 430 N/mm2
UTS 640 N/mm2
EL 35% Impact (CVN) at +20oC 100J
CURRENT RANGE & TYPICAL PACKING DATA
Size Current Voltage Packing in Kg. (mm) (Amp) (V) 12.5
0.8 50-180 16-22 1.2 80-280 19-28 1.6 100-380 19-33
PACKING: The wires are supplied in plastic spools packed in a Cardboard box.
OK AUTROD 16.30An extra low carbon stainless steel wire of the 19 Cr, 12 Ni, 3 Mo type for MIG welding
Classifi cation AWS A5.9: ER 316L
DESCRIPTION
OK AUTROD 16.30 are extra low carbon wire of 19% Cr, 12% Ni and 3% Mo type for GMAW of stainless steel grade AISI 316, 316L and somewhat lower alloyed types. The wires are designed to produce excellent weld appeal with Argon/O2 or CO2 mixtures as shielding gas.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni Mo S P
0.02 1.8 0.4 18.5 12 2.7 0.018 0.018
(Contd...)
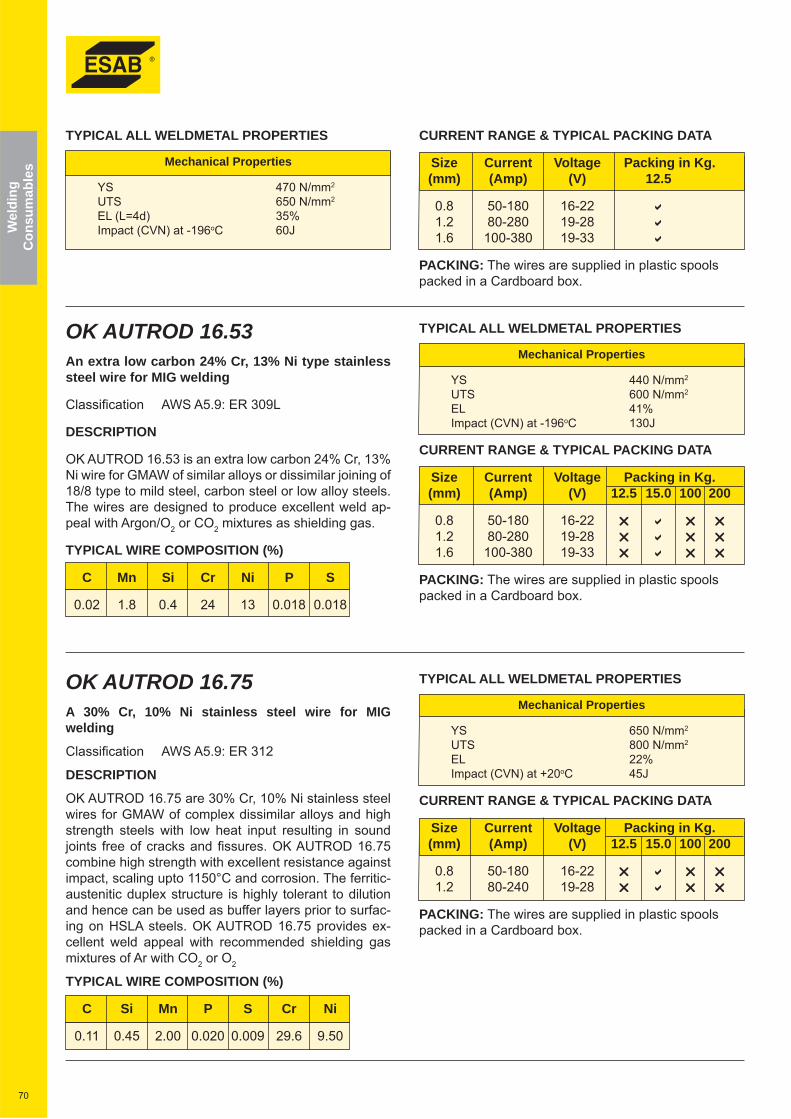
70
Wel
ding
Con
sum
able
s
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 470 N/mm2
UTS 650 N/mm2
EL (L=4d) 35% Impact (CVN) at -196oC 60J
CURRENT RANGE & TYPICAL PACKING DATA
Size Current Voltage Packing in Kg. (mm) (Amp) (V) 12.5
0.8 50-180 16-22 1.2 80-280 19-28 1.6 100-380 19-33
PACKING: The wires are supplied in plastic spools packed in a Cardboard box.
OK AUTROD 16.53An extra low carbon 24% Cr, 13% Ni type stainless steel wire for MIG welding
Classifi cation AWS A5.9: ER 309L
DESCRIPTION
OK AUTROD 16.53 is an extra low carbon 24% Cr, 13% Ni wire for GMAW of similar alloys or dissimilar joining of 18/8 type to mild steel, carbon steel or low alloy steels. The wires are designed to produce excellent weld ap-peal with Argon/O2 or CO2 mixtures as shielding gas.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni P S
0.02 1.8 0.4 24 13 0.018 0.018
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 440 N/mm2
UTS 600 N/mm2
EL 41% Impact (CVN) at -196oC 130J
CURRENT RANGE & TYPICAL PACKING DATA
Size Current Voltage Packing in Kg. (mm) (Amp) (V) 12.5 15.0 100 200
0.8 50-180 16-22 1.2 80-280 19-28 1.6 100-380 19-33
PACKING: The wires are supplied in plastic spools packed in a Cardboard box.
OK AUTROD 16.75A 30% Cr, 10% Ni stainless steel wire for MIG welding
Classifi cation AWS A5.9: ER 312
DESCRIPTION
OK AUTROD 16.75 are 30% Cr, 10% Ni stainless steel wires for GMAW of complex dissimilar alloys and high strength steels with low heat input resulting in sound joints free of cracks and fi ssures. OK AUTROD 16.75 combine high strength with excellent resistance against impact, scaling upto 1150°C and corrosion. The ferritic-austenitic duplex structure is highly tolerant to dilution and hence can be used as buffer layers prior to surfac-ing on HSLA steels. OK AUTROD 16.75 provides ex-cellent weld appeal with recommended shielding gas mixtures of Ar with CO2 or O2
TYPICAL WIRE COMPOSITION (%)
C Si Mn P S Cr Ni
0.11 0.45 2.00 0.020 0.009 29.6 9.50
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 650 N/mm2
UTS 800 N/mm2
EL 22% Impact (CVN) at +20oC 45J
CURRENT RANGE & TYPICAL PACKING DATA
Size Current Voltage Packing in Kg. (mm) (Amp) (V) 12.5 15.0 100 200
0.8 50-180 16-22 1.2 80-240 19-28
PACKING: The wires are supplied in plastic spools packed in a Cardboard box.
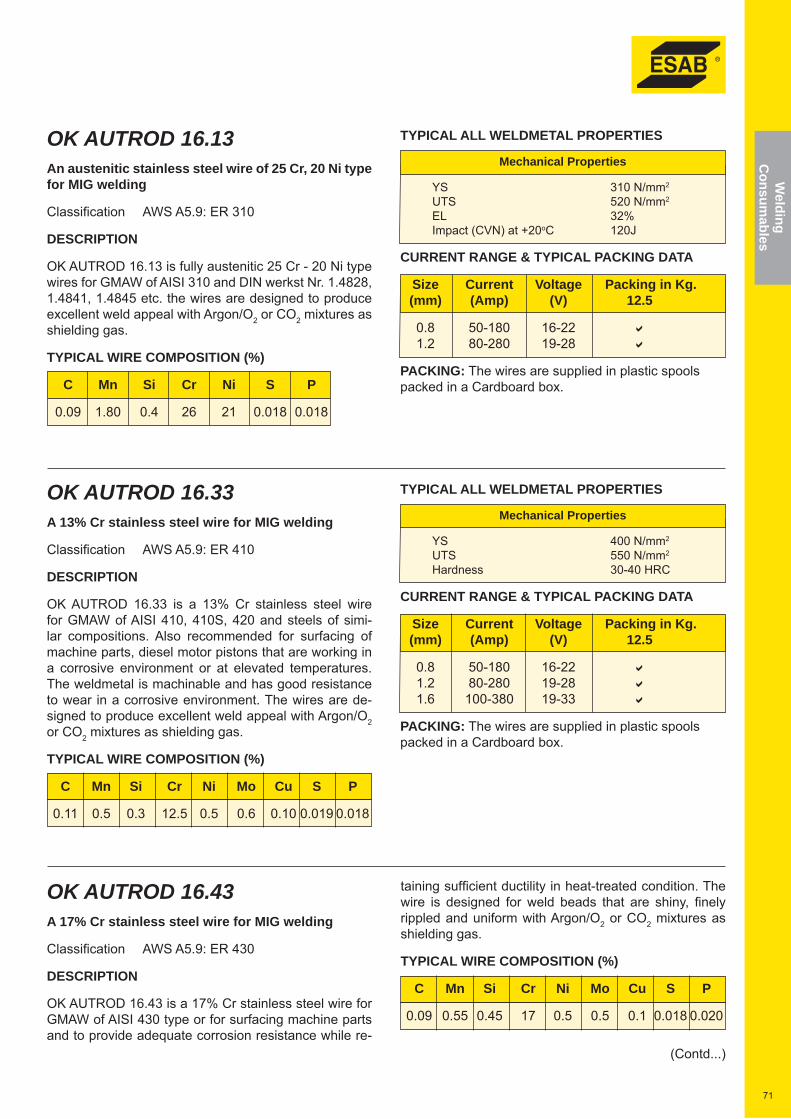
71
Welding
Consum
ables
OK AUTROD 16.33A 13% Cr stainless steel wire for MIG welding
Classifi cation AWS A5.9: ER 410
DESCRIPTION
OK AUTROD 16.33 is a 13% Cr stainless steel wire for GMAW of AISI 410, 410S, 420 and steels of simi-lar compositions. Also recommended for surfacing of machine parts, diesel motor pistons that are working in a corrosive environment or at elevated temperatures. The weldmetal is machinable and has good resistance to wear in a corrosive environment. The wires are de-signed to produce excellent weld appeal with Argon/O2 or CO2 mixtures as shielding gas.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni Mo Cu S P
0.11 0.5 0.3 12.5 0.5 0.6 0.10 0.019 0.018
OK AUTROD 16.13An austenitic stainless steel wire of 25 Cr, 20 Ni type for MIG welding
Classifi cation AWS A5.9: ER 310
DESCRIPTION
OK AUTROD 16.13 is fully austenitic 25 Cr - 20 Ni type wires for GMAW of AISI 310 and DIN werkst Nr. 1.4828, 1.4841, 1.4845 etc. the wires are designed to produce excellent weld appeal with Argon/O2 or CO2 mixtures as shielding gas.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni S P
0.09 1.80 0.4 26 21 0.018 0.018
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 310 N/mm2
UTS 520 N/mm2
EL 32% Impact (CVN) at +20oC 120J
CURRENT RANGE & TYPICAL PACKING DATA
Size Current Voltage Packing in Kg. (mm) (Amp) (V) 12.5
0.8 50-180 16-22 1.2 80-280 19-28
PACKING: The wires are supplied in plastic spools packed in a Cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 400 N/mm2
UTS 550 N/mm2
Hardness 30-40 HRC
CURRENT RANGE & TYPICAL PACKING DATA
Size Current Voltage Packing in Kg. (mm) (Amp) (V) 12.5
0.8 50-180 16-22 1.2 80-280 19-28 1.6 100-380 19-33
PACKING: The wires are supplied in plastic spools packed in a Cardboard box.
OK AUTROD 16.43A 17% Cr stainless steel wire for MIG welding
Classifi cation AWS A5.9: ER 430
DESCRIPTION
OK AUTROD 16.43 is a 17% Cr stainless steel wire for GMAW of AISI 430 type or for surfacing machine parts and to provide adequate corrosion resistance while re-
taining suffi cient ductility in heat-treated condition. The wire is designed for weld beads that are shiny, fi nely rippled and uniform with Argon/O2 or CO2 mixtures as shielding gas.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni Mo Cu S P
0.09 0.55 0.45 17 0.5 0.5 0.1 0.018 0.020
(Contd...)
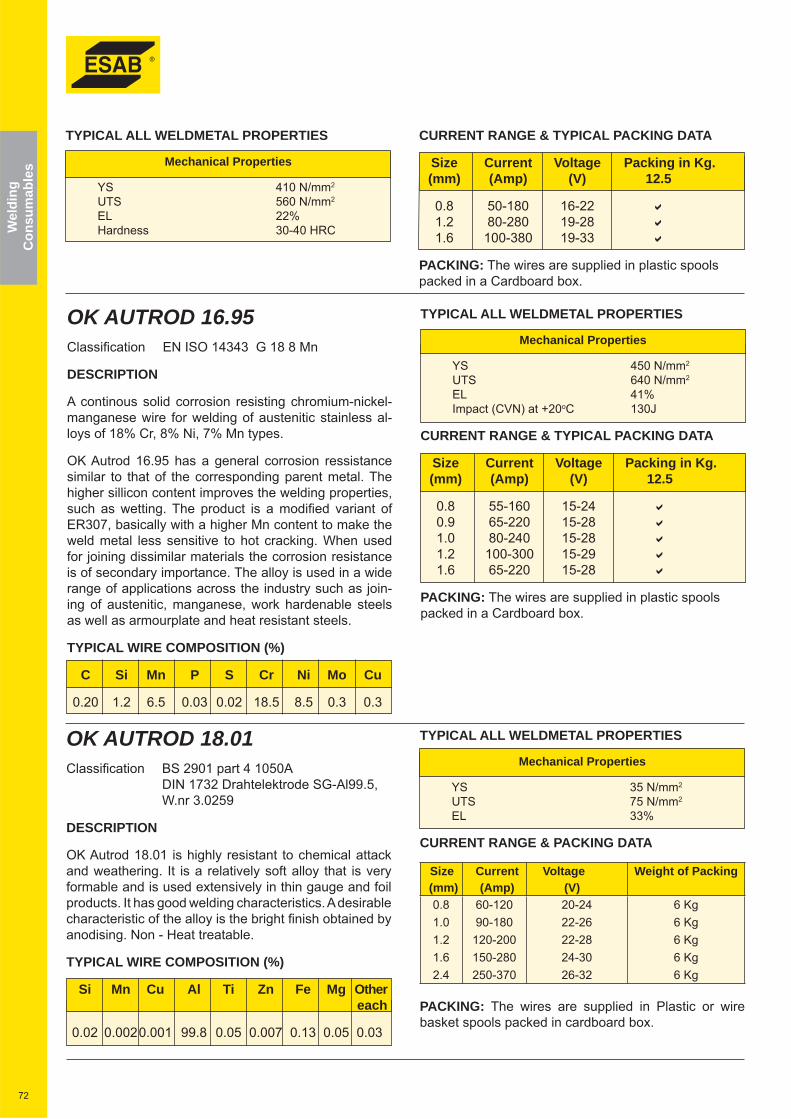
72
Wel
ding
Con
sum
able
s
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 410 N/mm2
UTS 560 N/mm2
EL 22% Hardness 30-40 HRC
CURRENT RANGE & TYPICAL PACKING DATA
Size Current Voltage Packing in Kg. (mm) (Amp) (V) 12.5
0.8 50-180 16-22 1.2 80-280 19-28 1.6 100-380 19-33
PACKING: The wires are supplied in plastic spools packed in a Cardboard box.
OK AUTROD 16.95Classifi cation EN ISO 14343 G 18 8 Mn
DESCRIPTION
A continous solid corrosion resisting chromium-nickel-manganese wire for welding of austenitic stainless al-loys of 18% Cr, 8% Ni, 7% Mn types.
OK Autrod 16.95 has a general corrosion ressistance similar to that of the corresponding parent metal. The higher sillicon content improves the welding properties, such as wetting. The product is a modifi ed variant of ER307, basically with a higher Mn content to make the weld metal less sensitive to hot cracking. When used for joining dissimilar materials the corrosion resistance is of secondary importance. The alloy is used in a wide range of applications across the industry such as join-ing of austenitic, manganese, work hardenable steels as well as armourplate and heat resistant steels.
TYPICAL WIRE COMPOSITION (%)
C Si Mn P S Cr Ni Mo Cu
0.20 1.2 6.5 0.03 0.02 18.5 8.5 0.3 0.3
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 450 N/mm2
UTS 640 N/mm2
EL 41% Impact (CVN) at +20oC 130J
CURRENT RANGE & TYPICAL PACKING DATA
Size Current Voltage Packing in Kg. (mm) (Amp) (V) 12.5
0.8 55-160 15-24 0.9 65-220 15-28 1.0 80-240 15-28 1.2 100-300 15-29 1.6 65-220 15-28
PACKING: The wires are supplied in plastic spools packed in a Cardboard box.
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 35 N/mm2
UTS 75 N/mm2
EL 33%
CURRENT RANGE & PACKING DATA
PACKING: The wires are supplied in Plastic or wire basket spools packed in cardboard box.
OK AUTROD 18.01Classifi cation BS 2901 part 4 1050A DIN 1732 Drahtelektrode SG-Al99.5, W.nr 3.0259
DESCRIPTION
OK Autrod 18.01 is highly resistant to chemical attack and weathering. It is a relatively soft alloy that is very formable and is used extensively in thin gauge and foil products. It has good welding characteristics. A desirable characteristic of the alloy is the bright fi nish obtained by anodising. Non - Heat treatable.
TYPICAL WIRE COMPOSITION (%)
Si Mn Cu Al Ti Zn Fe Mg Other each
0.02 0.002 0.001 99.8 0.05 0.007 0.13 0.05 0.03
Size Current Voltage Weight of Packing (mm) (Amp) (V)
0.8 60-120 20-24 6 Kg1.0 90-180 22-26 6 Kg1.2 120-200 22-28 6 Kg1.6 150-280 24-30 6 Kg2.4 250-370 26-32 6 Kg
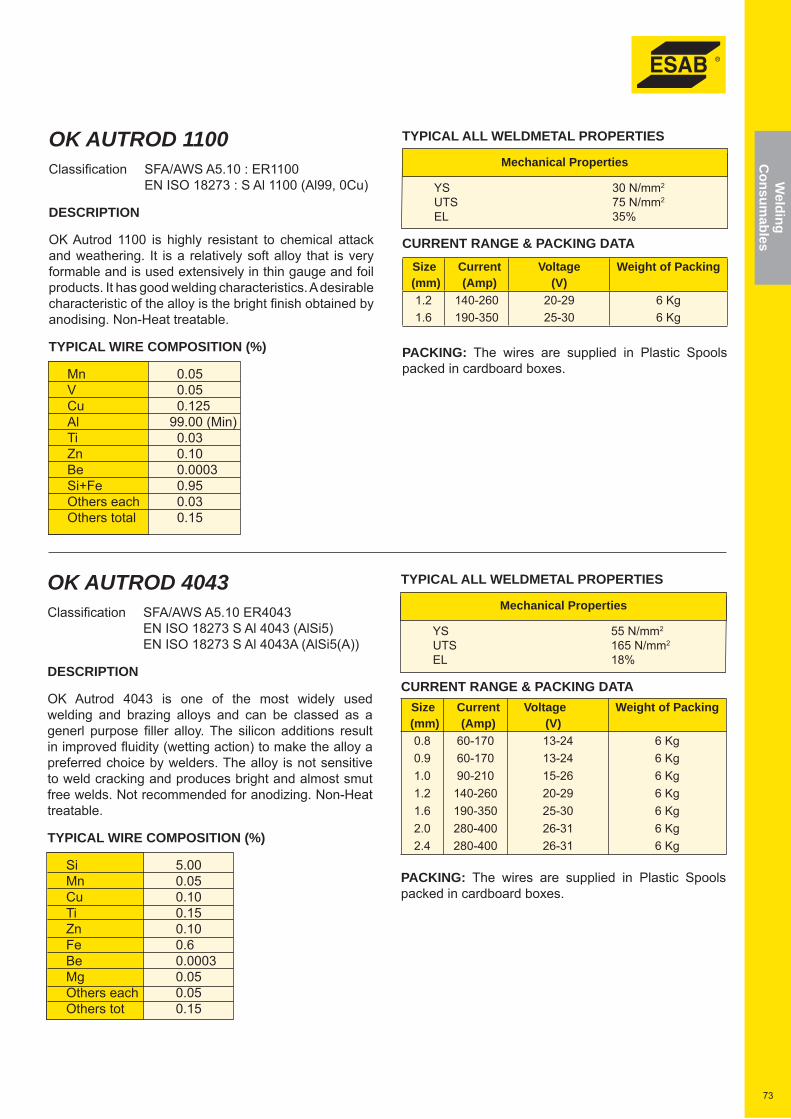
73
Welding
Consum
ables
OK AUTROD 4043Classifi cation SFA/AWS A5.10 ER4043 EN ISO 18273 S Al 4043 (AlSi5) EN ISO 18273 S Al 4043A (AlSi5(A))
DESCRIPTION
OK Autrod 4043 is one of the most widely used welding and brazing alloys and can be classed as a generl purpose fi ller alloy. The silicon additions result in improved fl uidity (wetting action) to make the alloy a preferred choice by welders. The alloy is not sensitive to weld cracking and produces bright and almost smut free welds. Not recommended for anodizing. Non-Heat treatable.
TYPICAL WIRE COMPOSITION (%)
Si 5.00 Mn 0.05 Cu 0.10 Ti 0.15 Zn 0.10 Fe 0.6 Be 0.0003 Mg 0.05 Others each 0.05 Others tot 0.15
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 55 N/mm2
UTS 165 N/mm2
EL 18%
CURRENT RANGE & PACKING DATA
PACKING: The wires are supplied in Plastic Spools packed in cardboard boxes.
Size Current Voltage Weight of Packing (mm) (Amp) (V)
0.8 60-170 13-24 6 Kg0.9 60-170 13-24 6 Kg1.0 90-210 15-26 6 Kg1.2 140-260 20-29 6 Kg1.6 190-350 25-30 6 Kg2.0 280-400 26-31 6 Kg2.4 280-400 26-31 6 Kg
OK AUTROD 1100Classifi cation SFA/AWS A5.10 : ER1100 EN ISO 18273 : S Al 1100 (Al99, 0Cu)
DESCRIPTION
OK Autrod 1100 is highly resistant to chemical attack and weathering. It is a relatively soft alloy that is very formable and is used extensively in thin gauge and foil products. It has good welding characteristics. A desirable characteristic of the alloy is the bright fi nish obtained by anodising. Non-Heat treatable.
TYPICAL WIRE COMPOSITION (%)
Mn 0.05 V 0.05 Cu 0.125 Al 99.00 (Min) Ti 0.03 Zn 0.10 Be 0.0003 Si+Fe 0.95 Others each 0.03 Others total 0.15
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 30 N/mm2
UTS 75 N/mm2
EL 35%
CURRENT RANGE & PACKING DATA
PACKING: The wires are supplied in Plastic Spools packed in cardboard boxes.
Size Current Voltage Weight of Packing (mm) (Amp) (V)
1.2 140-260 20-29 6 Kg1.6 190-350 25-30 6 Kg
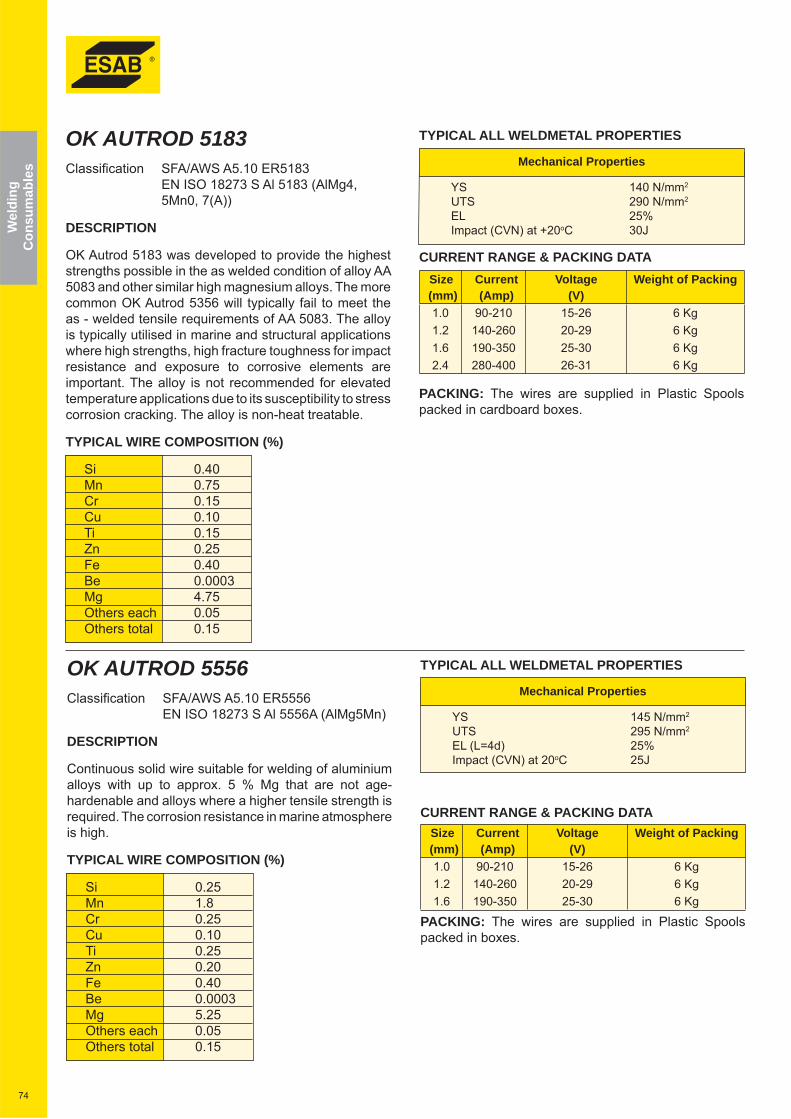
74
Wel
ding
Con
sum
able
s
OK AUTROD 5556Classifi cation SFA/AWS A5.10 ER5556 EN ISO 18273 S Al 5556A (AlMg5Mn)
DESCRIPTION
Continuous solid wire suitable for welding of aluminium alloys with up to approx. 5 % Mg that are not age-hardenable and alloys where a higher tensile strength is required. The corrosion resistance in marine atmosphere is high.
TYPICAL WIRE COMPOSITION (%)
Si 0.25 Mn 1.8 Cr 0.25 Cu 0.10 Ti 0.25 Zn 0.20 Fe 0.40 Be 0.0003 Mg 5.25 Others each 0.05 Others total 0.15
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 145 N/mm2
UTS 295 N/mm2
EL (L=4d) 25% Impact (CVN) at 20oC 25J
CURRENT RANGE & PACKING DATA
PACKING: The wires are supplied in Plastic Spools packed in boxes.
Size Current Voltage Weight of Packing (mm) (Amp) (V)
1.0 90-210 15-26 6 Kg1.2 140-260 20-29 6 Kg1.6 190-350 25-30 6 Kg
OK AUTROD 5183Classifi cation SFA/AWS A5.10 ER5183 EN ISO 18273 S Al 5183 (AlMg4, 5Mn0, 7(A))
DESCRIPTION
OK Autrod 5183 was developed to provide the highest strengths possible in the as welded condition of alloy AA 5083 and other similar high magnesium alloys. The more common OK Autrod 5356 will typically fail to meet the as - welded tensile requirements of AA 5083. The alloy is typically utilised in marine and structural applications where high strengths, high fracture toughness for impact resistance and exposure to corrosive elements are important. The alloy is not recommended for elevated temperature applications due to its susceptibility to stress corrosion cracking. The alloy is non-heat treatable.
TYPICAL WIRE COMPOSITION (%)
Si 0.40 Mn 0.75 Cr 0.15 Cu 0.10 Ti 0.15 Zn 0.25 Fe 0.40 Be 0.0003 Mg 4.75 Others each 0.05 Others total 0.15
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 140 N/mm2
UTS 290 N/mm2
EL 25% Impact (CVN) at +20oC 30J
CURRENT RANGE & PACKING DATA
PACKING: The wires are supplied in Plastic Spools packed in cardboard boxes.
Size Current Voltage Weight of Packing (mm) (Amp) (V)
1.0 90-210 15-26 6 Kg1.2 140-260 20-29 6 Kg1.6 190-350 25-30 6 Kg2.4 280-400 26-31 6 Kg
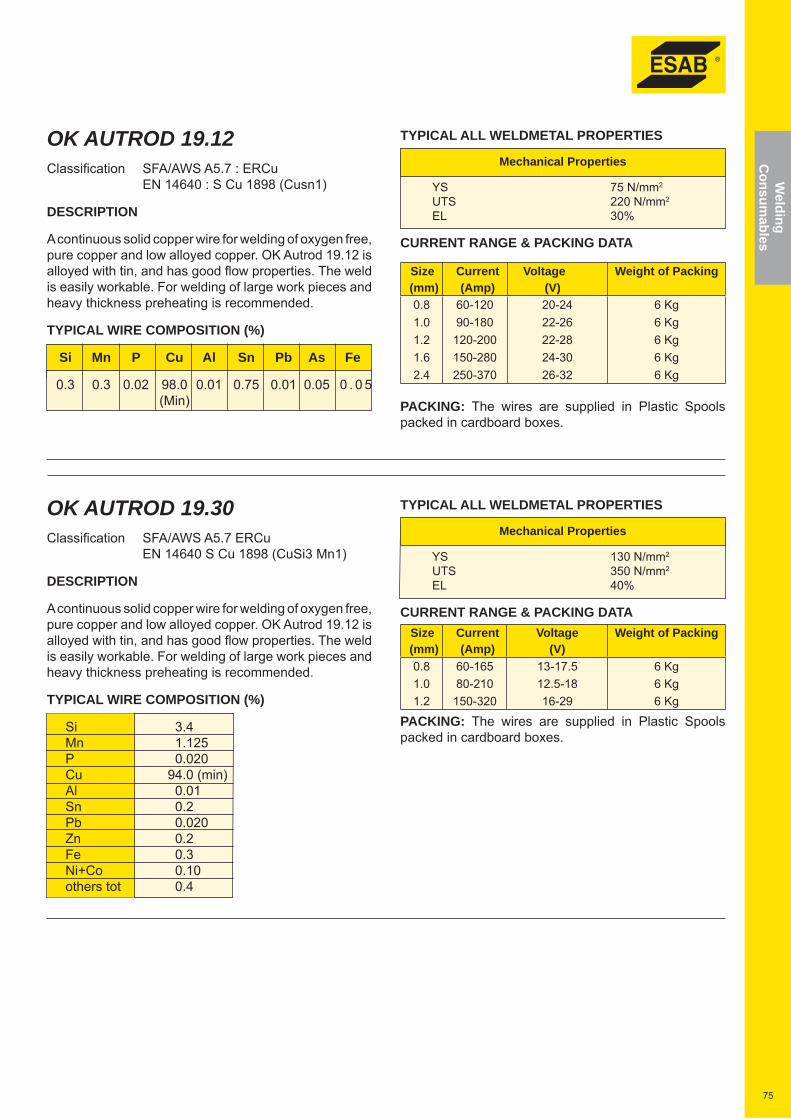
75
Welding
Consum
ables
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 75 N/mm2
UTS 220 N/mm2
EL 30%
CURRENT RANGE & PACKING DATA
PACKING: The wires are supplied in Plastic Spools packed in cardboard boxes.
OK AUTROD 19.12Classifi cation SFA/AWS A5.7 : ERCu EN 14640 : S Cu 1898 (Cusn1)
DESCRIPTION
A continuous solid copper wire for welding of oxygen free, pure copper and low alloyed copper. OK Autrod 19.12 is alloyed with tin, and has good fl ow properties. The weld is easily workable. For welding of large work pieces and heavy thickness preheating is recommended.
TYPICAL WIRE COMPOSITION (%)
Si Mn P Cu Al Sn Pb As Fe
0.3 0.3 0.02 98.0 0.01 0.75 0.01 0.05 0 . 0 5 (Min)
Size Current Voltage Weight of Packing (mm) (Amp) (V)
0.8 60-120 20-24 6 Kg1.0 90-180 22-26 6 Kg1.2 120-200 22-28 6 Kg1.6 150-280 24-30 6 Kg2.4 250-370 26-32 6 Kg
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 130 N/mm2
UTS 350 N/mm2
EL 40%
CURRENT RANGE & PACKING DATA
PACKING: The wires are supplied in Plastic Spools packed in cardboard boxes.
OK AUTROD 19.30Classifi cation SFA/AWS A5.7 ERCu EN 14640 S Cu 1898 (CuSi3 Mn1)
DESCRIPTION
A continuous solid copper wire for welding of oxygen free, pure copper and low alloyed copper. OK Autrod 19.12 is alloyed with tin, and has good fl ow properties. The weld is easily workable. For welding of large work pieces and heavy thickness preheating is recommended.
TYPICAL WIRE COMPOSITION (%)
Si 3.4 Mn 1.125 P 0.020 Cu 94.0 (min) Al 0.01 Sn 0.2 Pb 0.020 Zn 0.2 Fe 0.3 Ni+Co 0.10 others tot 0.4
Size Current Voltage Weight of Packing (mm) (Amp) (V)
0.8 60-165 13-17.5 6 Kg1.0 80-210 12.5-18 6 Kg1.2 150-320 16-29 6 Kg
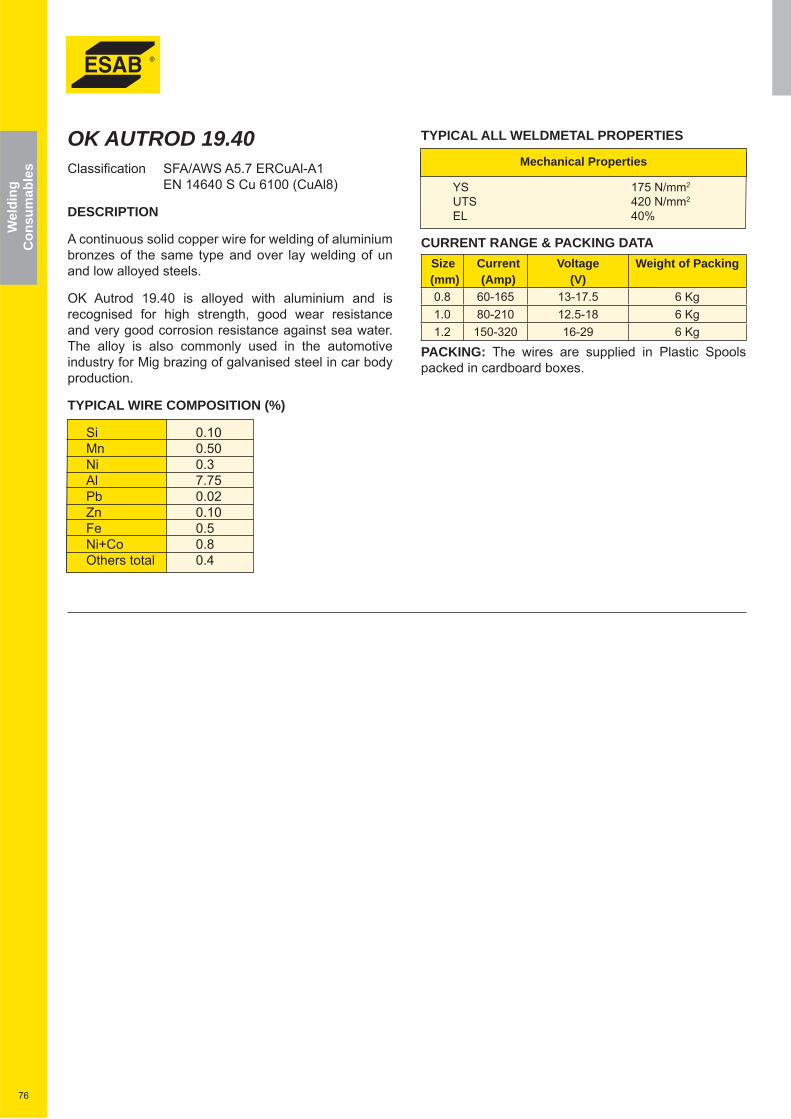
76
Wel
ding
Con
sum
able
s
TYPICAL ALL WELDMETAL PROPERTIES
Mechanical Properties
YS 175 N/mm2
UTS 420 N/mm2
EL 40%
CURRENT RANGE & PACKING DATA
PACKING: The wires are supplied in Plastic Spools packed in cardboard boxes.
OK AUTROD 19.40Classifi cation SFA/AWS A5.7 ERCuAl-A1 EN 14640 S Cu 6100 (CuAl8)
DESCRIPTION
A continuous solid copper wire for welding of aluminium bronzes of the same type and over lay welding of un and low alloyed steels.
OK Autrod 19.40 is alloyed with aluminium and is recognised for high strength, good wear resistance and very good corrosion resistance against sea water. The alloy is also commonly used in the automotive industry for Mig brazing of galvanised steel in car body production.
TYPICAL WIRE COMPOSITION (%)
Si 0.10 Mn 0.50 Ni 0.3 Al 7.75 Pb 0.02 Zn 0.10 Fe 0.5 Ni+Co 0.8 Others total 0.4
Size Current Voltage Weight of Packing (mm) (Amp) (V)
0.8 60-165 13-17.5 6 Kg1.0 80-210 12.5-18 6 Kg1.2 150-320 16-29 6 Kg
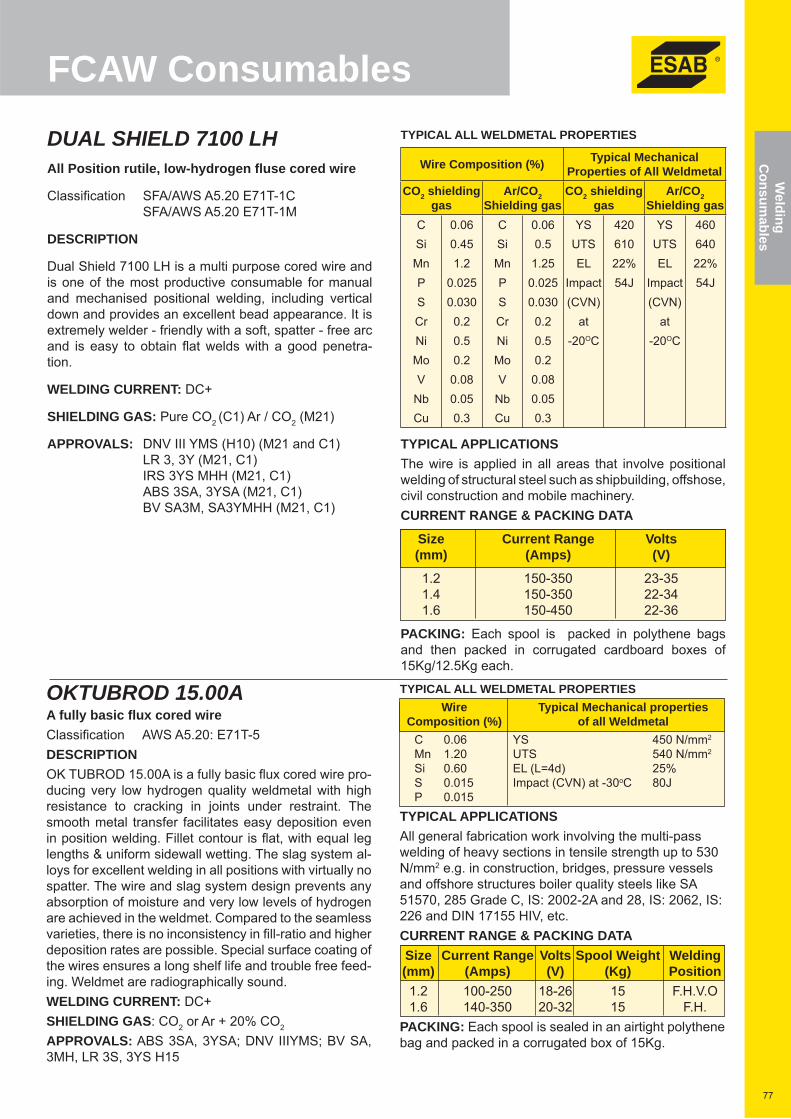
77
Welding
Consum
ables
TYPICAL ALL WELDMETAL PROPERTIES Wire Typical Mechanical properties Composition (%) of all Weldmetal C 0.06 YS 450 N/mm2
Mn 1.20 UTS 540 N/mm2
Si 0.60 EL (L=4d) 25% S 0.015 Impact (CVN) at -30oC 80J P 0.015TYPICAL APPLICATIONSAll general fabrication work involving the multi-pass welding of heavy sections in tensile strength up to 530 N/mm2 e.g. in construction, bridges, pressure vessels and offshore structures boiler quality steels like SA 515 70, 285 Grade C, IS: 2002-2A and 28, IS: 2062, IS: 226 and DIN 17155 HIV, etc. CURRENT RANGE & PACKING DATA Size Current Range Volts Spool Weight Welding (mm) (Amps) (V) (Kg) Position 1.2 100-250 18-26 15 F.H.V.O 1.6 140-350 20-32 15 F.H.PACKING: Each spool is sealed in an airtight polythene bag and packed in a corrugated box of 15Kg.
TYPICAL ALL WELDMETAL PROPERTIES
TYPICAL APPLICATIONSThe wire is applied in all areas that involve positional welding of structural steel such as shipbuilding, offshose, civil construction and mobile machinery.CURRENT RANGE & PACKING DATA
Size Current Range Volts (mm) (Amps) (V)
1.2 150-350 23-35 1.4 150-350 22-34 1.6 150-450 22-36
PACKING: Each spool is packed in polythene bags and then packed in corrugated cardboard boxes of 15Kg/12.5Kg each.
OKTUBROD 15.00AA fully basic fl ux cored wireClassifi cation AWS A5.20: E71T-5DESCRIPTIONOK TUBROD 15.00A is a fully basic fl ux cored wire pro-ducing very low hydrogen quality weldmetal with high resistance to cracking in joints under restraint. The smooth metal transfer facilitates easy deposition even in position welding. Fillet contour is fl at, with equal leg lengths & uniform sidewall wetting. The slag system al-loys for excellent welding in all positions with virtually no spatter. The wire and slag system design prevents any absorption of moisture and very low levels of hydrogen are achieved in the weldmet. Compared to the seamless varieties, there is no inconsistency in fi ll-ratio and higher deposition rates are possible. Special surface coating of the wires ensures a long shelf life and trouble free feed-ing. Weldmet are radiographically sound.WELDING CURRENT: DC+SHIELDING GAS: CO2 or Ar + 20% CO2
APPROVALS: ABS 3SA, 3YSA; DNV IIIYMS; BV SA, 3MH, LR 3S, 3YS H15
DUAL SHIELD 7100 LHAll Position rutile, low-hydrogen fl use cored wire
Classifi cation SFA/AWS A5.20 E71T-1C SFA/AWS A5.20 E71T-1M
DESCRIPTION
Dual Shield 7100 LH is a multi purpose cored wire and is one of the most productive consumable for manual and mechanised positional welding, including vertical down and provides an excellent bead appearance. It is extremely welder - friendly with a soft, spatter - free arc and is easy to obtain fl at welds with a good penetra-tion.
WELDING CURRENT: DC+
SHIELDING GAS: Pure CO2 (C1) Ar / CO2 (M21)
APPROVALS: DNV III YMS (H10) (M21 and C1) LR 3, 3Y (M21, C1) IRS 3YS MHH (M21, C1) ABS 3SA, 3YSA (M21, C1) BV SA3M, SA3YMHH (M21, C1)
FCAW Consumables
Wire Composition (%) Typical MechanicalProperties of All Weldmetal
CO2 shieldinggas
Ar/CO2Shielding gas
CO2 shieldinggas
Ar/CO2Shielding gas
C 0.06 C 0.06 YS 420 YS 460Si 0.45 Si 0.5 UTS 610 UTS 640Mn 1.2 Mn 1.25 EL 22% EL 22%P 0.025 P 0.025 Impact 54J Impact 54JS 0.030 S 0.030 (CVN) (CVN)Cr 0.2 Cr 0.2 at atNi 0.5 Ni 0.5 -20OC -20OCMo 0.2 Mo 0.2V 0.08 V 0.08
Nb 0.05 Nb 0.05Cu 0.3 Cu 0.3
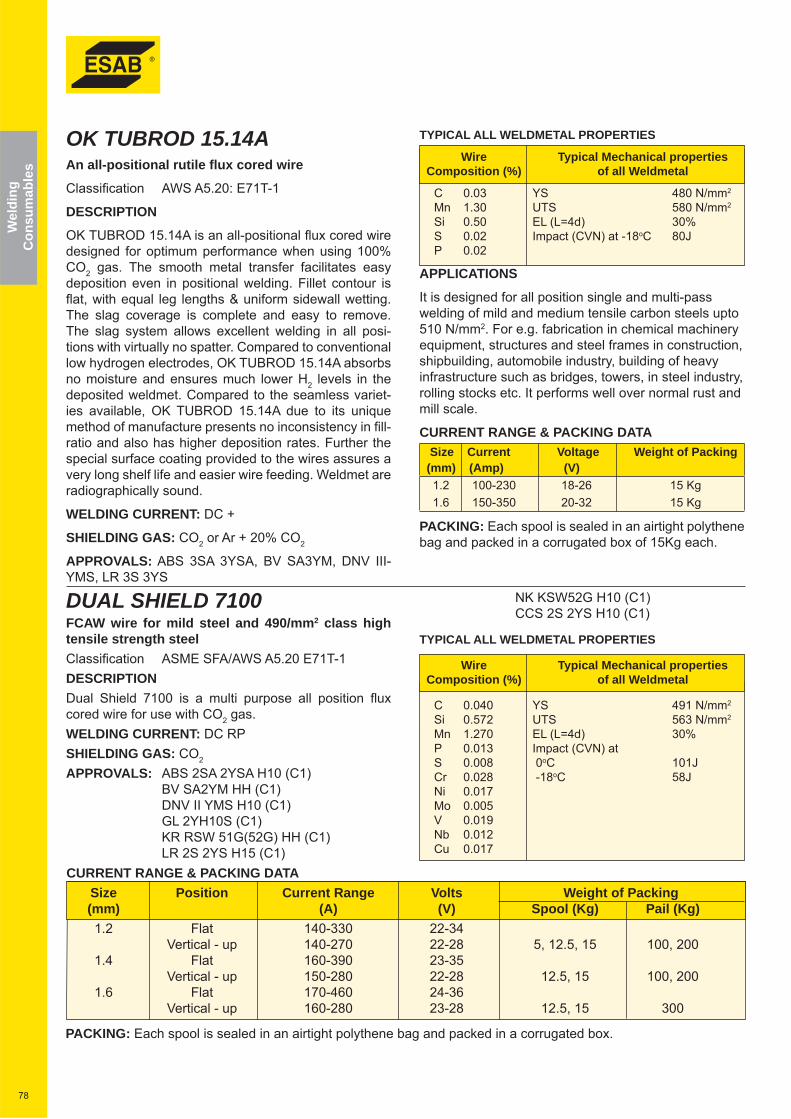
78
Wel
ding
Con
sum
able
s
NK KSW52G H10 (C1) CCS 2S 2YS H10 (C1)
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.040 YS 491 N/mm2
Si 0.572 UTS 563 N/mm2
Mn 1.270 EL (L=4d) 30% P 0.013 Impact (CVN) at S 0.008 0oC 101J Cr 0.028 -18oC 58J Ni 0.017 Mo 0.005 V 0.019 Nb 0.012 Cu 0.017
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.03 YS 480 N/mm2
Mn 1.30 UTS 580 N/mm2
Si 0.50 EL (L=4d) 30% S 0.02 Impact (CVN) at -18oC 80J P 0.02
APPLICATIONS
It is designed for all position single and multi-pass welding of mild and medium tensile carbon steels upto 510 N/mm2. For e.g. fabrication in chemical machinery equipment, structures and steel frames in construction, shipbuilding, automobile industry, building of heavy infrastructure such as bridges, towers, in steel industry, rolling stocks etc. It performs well over normal rust and mill scale.
CURRENT RANGE & PACKING DATA
PACKING: Each spool is sealed in an airtight polythene bag and packed in a corrugated box of 15Kg each.
OK TUBROD 15.14AAn all-positional rutile fl ux cored wire
Classifi cation AWS A5.20: E71T-1
DESCRIPTION
OK TUBROD 15.14A is an all-positional fl ux cored wire designed for optimum performance when using 100% CO2 gas. The smooth metal transfer facilitates easy deposition even in positional welding. Fillet contour is fl at, with equal leg lengths & uniform sidewall wetting. The slag coverage is complete and easy to remove. The slag system allows excellent welding in all posi-tions with virtually no spatter. Compared to conventional low hydrogen electrodes, OK TUBROD 15.14A absorbs no moisture and ensures much lower H2 levels in the deposited weldmet. Compared to the seamless variet-ies available, OK TUBROD 15.14A due to its unique method of manufacture presents no inconsistency in fi ll-ratio and also has higher deposition rates. Further the special surface coating provided to the wires assures a very long shelf life and easier wire feeding. Weldmet are radiographically sound.
WELDING CURRENT: DC +
SHIELDING GAS: CO2 or Ar + 20% CO2
APPROVALS: ABS 3SA 3YSA, BV SA3YM, DNV III-YMS, LR 3S 3YS
Size Current Voltage Weight of Packing (mm) (Amp) (V)
1.2 100-230 18-26 15 Kg1.6 150-350 20-32 15 Kg
DUAL SHIELD 7100FCAW wire for mild steel and 490/mm2 class high tensile strength steelClassifi cation ASME SFA/AWS A5.20 E71T-1DESCRIPTIONDual Shield 7100 is a multi purpose all position fl ux cored wire for use with CO2 gas.WELDING CURRENT: DC RPSHIELDING GAS: CO2
APPROVALS: ABS 2SA 2YSA H10 (C1) BV SA2YM HH (C1) DNV II YMS H10 (C1) GL 2YH10S (C1) KR RSW 51G(52G) HH (C1) LR 2S 2YS H15 (C1)CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (A) (V) Spool (Kg) Pail (Kg) 1.2 Flat 140-330 22-34 Vertical - up 140-270 22-28 5, 12.5, 15 100, 200 1.4 Flat 160-390 23-35 Vertical - up 150-280 22-28 12.5, 15 100, 200 1.6 Flat 170-460 24-36 Vertical - up 160-280 23-28 12.5, 15 300
PACKING: Each spool is sealed in an airtight polythene bag and packed in a corrugated box.
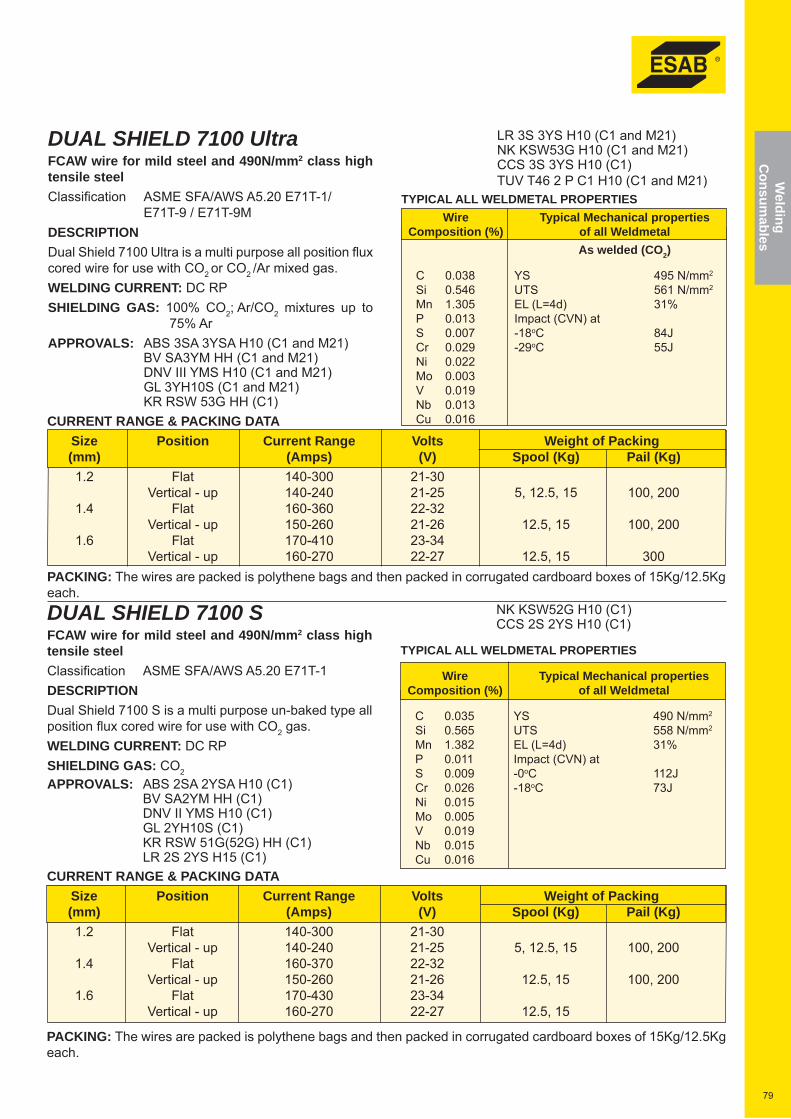
79
Welding
Consum
ables
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) Pail (Kg) 1.2 Flat 140-300 21-30 Vertical - up 140-240 21-25 5, 12.5, 15 100, 200 1.4 Flat 160-360 22-32 Vertical - up 150-260 21-26 12.5, 15 100, 200 1.6 Flat 170-410 23-34 Vertical - up 160-270 22-27 12.5, 15 300
LR 3S 3YS H10 (C1 and M21) NK KSW53G H10 (C1 and M21) CCS 3S 3YS H10 (C1) TUV T46 2 P C1 H10 (C1 and M21)TYPICAL ALL WELDMETAL PROPERTIES Wire Typical Mechanical properties Composition (%) of all Weldmetal As welded (CO2)
C 0.038 YS 495 N/mm2
Si 0.546 UTS 561 N/mm2
Mn 1.305 EL (L=4d) 31% P 0.013 Impact (CVN) at S 0.007 -18oC 84J Cr 0.029 -29oC 55J Ni 0.022 Mo 0.003 V 0.019 Nb 0.013 Cu 0.016
DUAL SHIELD 7100 UltraFCAW wire for mild steel and 490N/mm2 class high tensile steelClassifi cation ASME SFA/AWS A5.20 E71T-1/ E71T-9 / E71T-9MDESCRIPTIONDual Shield 7100 Ultra is a multi purpose all position fl ux cored wire for use with CO2 or CO2 /Ar mixed gas.WELDING CURRENT: DC RPSHIELDING GAS: 100% CO2; Ar/CO2 mixtures up to 75% ArAPPROVALS: ABS 3SA 3YSA H10 (C1 and M21) BV SA3YM HH (C1 and M21) DNV III YMS H10 (C1 and M21) GL 3YH10S (C1 and M21) KR RSW 53G HH (C1)
NK KSW52G H10 (C1) CCS 2S 2YS H10 (C1)
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.035 YS 490 N/mm2
Si 0.565 UTS 558 N/mm2
Mn 1.382 EL (L=4d) 31% P 0.011 Impact (CVN) at S 0.009 -0oC 112J Cr 0.026 -18oC 73J Ni 0.015 Mo 0.005 V 0.019 Nb 0.015 Cu 0.016
DUAL SHIELD 7100 SFCAW wire for mild steel and 490N/mm2 class high tensile steelClassifi cation ASME SFA/AWS A5.20 E71T-1DESCRIPTIONDual Shield 7100 S is a multi purpose un-baked type all position fl ux cored wire for use with CO2 gas.WELDING CURRENT: DC RPSHIELDING GAS: CO2
APPROVALS: ABS 2SA 2YSA H10 (C1) BV SA2YM HH (C1) DNV II YMS H10 (C1) GL 2YH10S (C1) KR RSW 51G(52G) HH (C1) LR 2S 2YS H15 (C1)CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) Pail (Kg) 1.2 Flat 140-300 21-30 Vertical - up 140-240 21-25 5, 12.5, 15 100, 200 1.4 Flat 160-370 22-32 Vertical - up 150-260 21-26 12.5, 15 100, 200 1.6 Flat 170-430 23-34 Vertical - up 160-270 22-27 12.5, 15
PACKING: The wires are packed is polythene bags and then packed in corrugated cardboard boxes of 15Kg/12.5Kg each.
PACKING: The wires are packed is polythene bags and then packed in corrugated cardboard boxes of 15Kg/12.5Kg each.
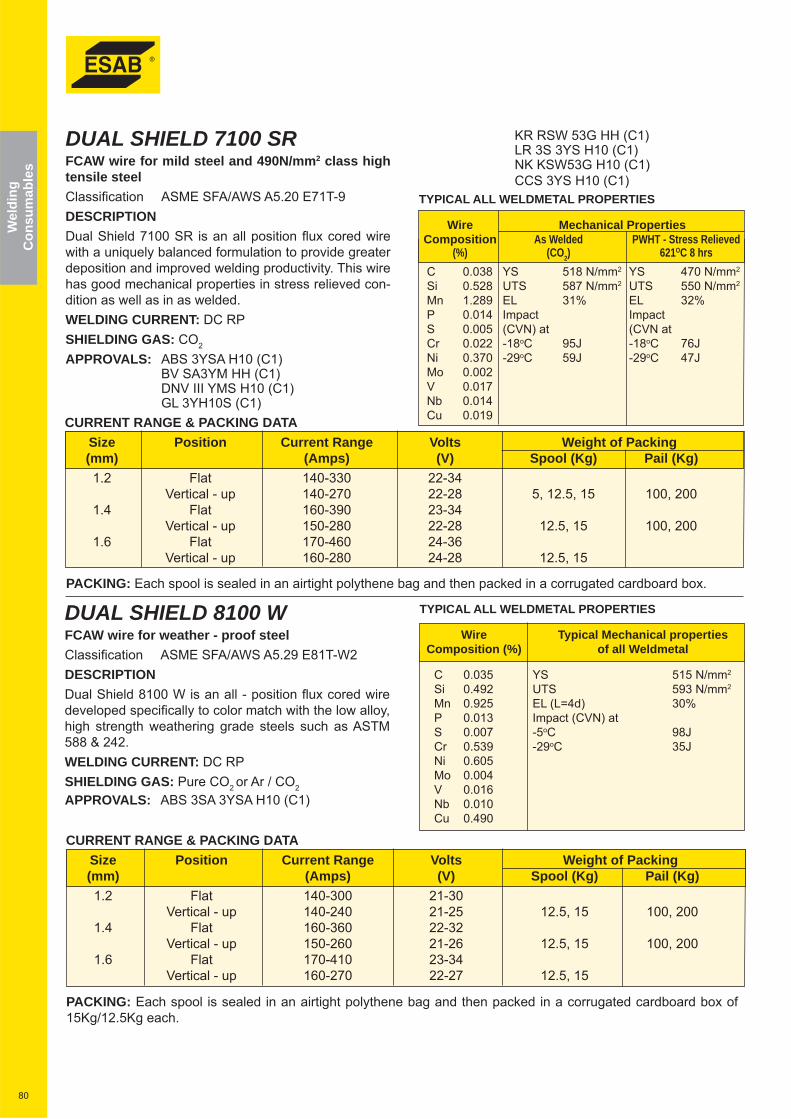
80
Wel
ding
Con
sum
able
s
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) Pail (Kg) 1.2 Flat 140-330 22-34 Vertical - up 140-270 22-28 5, 12.5, 15 100, 200 1.4 Flat 160-390 23-34 Vertical - up 150-280 22-28 12.5, 15 100, 200 1.6 Flat 170-460 24-36 Vertical - up 160-280 24-28 12.5, 15
KR RSW 53G HH (C1) LR 3S 3YS H10 (C1) NK KSW53G H10 (C1) CCS 3YS H10 (C1)TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded PWHT - Stress Relieved (%) (CO2) 621OC 8 hrs C 0.038 YS 518 N/mm2 YS 470 N/mm2
Si 0.528 UTS 587 N/mm2 UTS 550 N/mm2
Mn 1.289 EL 31% EL 32% P 0.014 Impact Impact S 0.005 (CVN) at (CVN at Cr 0.022 -18oC 95J -18oC 76J Ni 0.370 -29oC 59J -29oC 47J Mo 0.002 V 0.017 Nb 0.014 Cu 0.019
DUAL SHIELD 7100 SRFCAW wire for mild steel and 490N/mm2 class high tensile steelClassifi cation ASME SFA/AWS A5.20 E71T-9DESCRIPTIONDual Shield 7100 SR is an all position fl ux cored wire with a uniquely balanced formulation to provide greater deposition and improved welding productivity. This wire has good mechanical properties in stress relieved con-dition as well as in as welded.WELDING CURRENT: DC RPSHIELDING GAS: CO2
APPROVALS: ABS 3YSA H10 (C1) BV SA3YM HH (C1) DNV III YMS H10 (C1) GL 3YH10S (C1)
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.035 YS 515 N/mm2
Si 0.492 UTS 593 N/mm2
Mn 0.925 EL (L=4d) 30% P 0.013 Impact (CVN) at S 0.007 -5oC 98J Cr 0.539 -29oC 35J Ni 0.605 Mo 0.004 V 0.016 Nb 0.010 Cu 0.490
DUAL SHIELD 8100 WFCAW wire for weather - proof steelClassifi cation ASME SFA/AWS A5.29 E81T-W2DESCRIPTIONDual Shield 8100 W is an all - position fl ux cored wire developed specifi cally to color match with the low alloy, high strength weathering grade steels such as ASTM 588 & 242.WELDING CURRENT: DC RPSHIELDING GAS: Pure CO2 or Ar / CO2
APPROVALS: ABS 3SA 3YSA H10 (C1)
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) Pail (Kg) 1.2 Flat 140-300 21-30 Vertical - up 140-240 21-25 12.5, 15 100, 200 1.4 Flat 160-360 22-32 Vertical - up 150-260 21-26 12.5, 15 100, 200 1.6 Flat 170-410 23-34 Vertical - up 160-270 22-27 12.5, 15
PACKING: Each spool is sealed in an airtight polythene bag and then packed in a corrugated cardboard box.
PACKING: Each spool is sealed in an airtight polythene bag and then packed in a corrugated cardboard box of 15Kg/12.5Kg each.
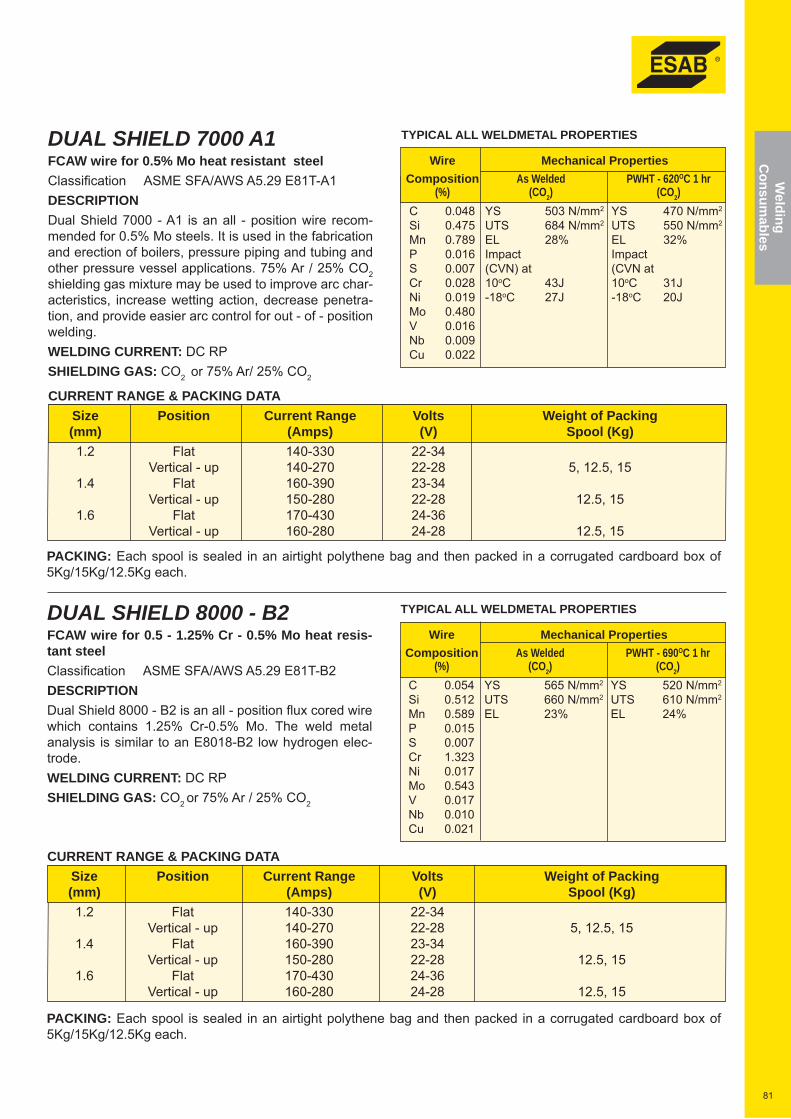
81
Welding
Consum
ables
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.2 Flat 140-330 22-34 Vertical - up 140-270 22-28 5, 12.5, 15 1.4 Flat 160-390 23-34 Vertical - up 150-280 22-28 12.5, 15 1.6 Flat 170-430 24-36 Vertical - up 160-280 24-28 12.5, 15
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.2 Flat 140-330 22-34 Vertical - up 140-270 22-28 5, 12.5, 15 1.4 Flat 160-390 23-34 Vertical - up 150-280 22-28 12.5, 15 1.6 Flat 170-430 24-36 Vertical - up 160-280 24-28 12.5, 15
TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded PWHT - 620OC 1 hr (%) (CO2) (CO2) C 0.048 YS 503 N/mm2 YS 470 N/mm2
Si 0.475 UTS 684 N/mm2 UTS 550 N/mm2
Mn 0.789 EL 28% EL 32% P 0.016 Impact Impact S 0.007 (CVN) at (CVN at Cr 0.028 10oC 43J 10oC 31J Ni 0.019 -18oC 27J -18oC 20J Mo 0.480 V 0.016 Nb 0.009 Cu 0.022
DUAL SHIELD 7000 A1FCAW wire for 0.5% Mo heat resistant steelClassifi cation ASME SFA/AWS A5.29 E81T-A1DESCRIPTIONDual Shield 7000 - A1 is an all - position wire recom-mended for 0.5% Mo steels. It is used in the fabrication and erection of boilers, pressure piping and tubing and other pressure vessel applications. 75% Ar / 25% CO2 shielding gas mixture may be used to improve arc char-acteristics, increase wetting action, decrease penetra-tion, and provide easier arc control for out - of - position welding.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or 75% Ar/ 25% CO2
TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded PWHT - 690OC 1 hr (%) (CO2) (CO2) C 0.054 YS 565 N/mm2 YS 520 N/mm2
Si 0.512 UTS 660 N/mm2 UTS 610 N/mm2
Mn 0.589 EL 23% EL 24% P 0.015 S 0.007 Cr 1.323 Ni 0.017 Mo 0.543 V 0.017 Nb 0.010 Cu 0.021
DUAL SHIELD 8000 - B2FCAW wire for 0.5 - 1.25% Cr - 0.5% Mo heat resis-tant steelClassifi cation ASME SFA/AWS A5.29 E81T-B2DESCRIPTIONDual Shield 8000 - B2 is an all - position fl ux cored wire which contains 1.25% Cr-0.5% Mo. The weld metal analysis is similar to an E8018-B2 low hydrogen elec-trode.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or 75% Ar / 25% CO2
PACKING: Each spool is sealed in an airtight polythene bag and then packed in a corrugated cardboard box of 5Kg/15Kg/12.5Kg each.
PACKING: Each spool is sealed in an airtight polythene bag and then packed in a corrugated cardboard box of 5Kg/15Kg/12.5Kg each.
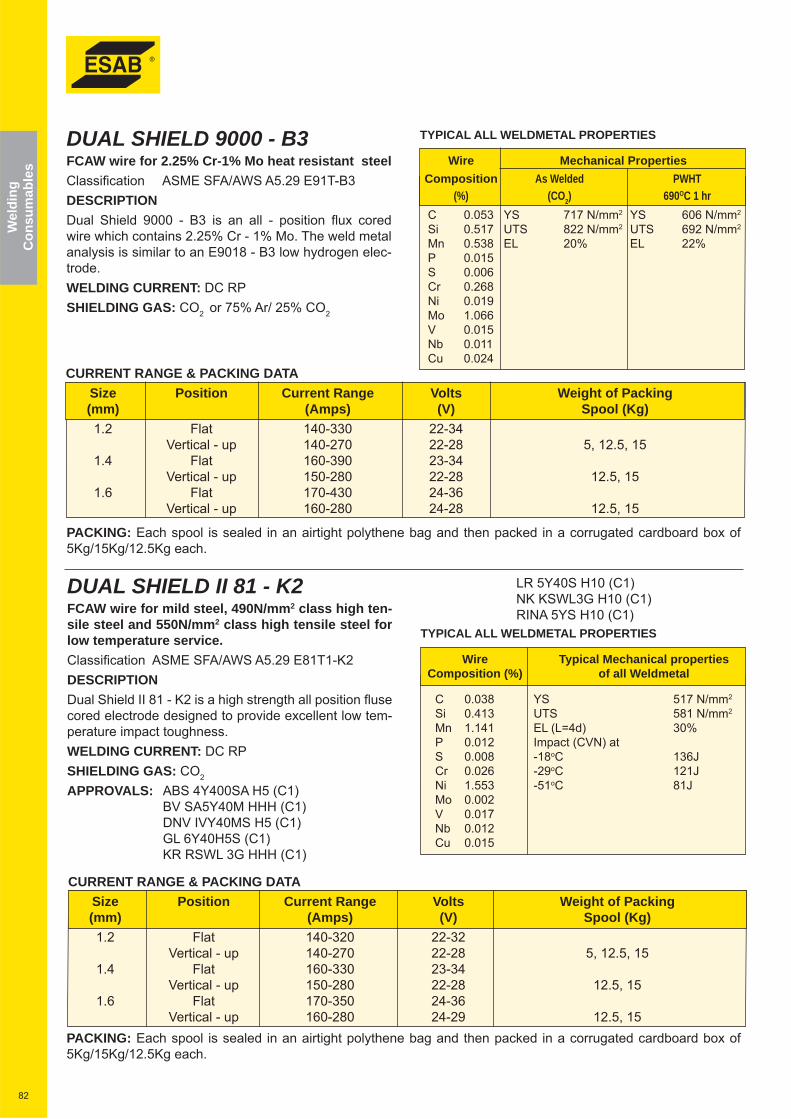
82
Wel
ding
Con
sum
able
s
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.2 Flat 140-330 22-34 Vertical - up 140-270 22-28 5, 12.5, 15 1.4 Flat 160-390 23-34 Vertical - up 150-280 22-28 12.5, 15 1.6 Flat 170-430 24-36 Vertical - up 160-280 24-28 12.5, 15
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.2 Flat 140-320 22-32 Vertical - up 140-270 22-28 5, 12.5, 15 1.4 Flat 160-330 23-34 Vertical - up 150-280 22-28 12.5, 15 1.6 Flat 170-350 24-36 Vertical - up 160-280 24-29 12.5, 15
TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded PWHT (%) (CO2) 690OC 1 hr C 0.053 YS 717 N/mm2 YS 606 N/mm2
Si 0.517 UTS 822 N/mm2 UTS 692 N/mm2
Mn 0.538 EL 20% EL 22% P 0.015 S 0.006 Cr 0.268 Ni 0.019 Mo 1.066 V 0.015 Nb 0.011 Cu 0.024
DUAL SHIELD 9000 - B3FCAW wire for 2.25% Cr-1% Mo heat resistant steelClassifi cation ASME SFA/AWS A5.29 E91T-B3DESCRIPTIONDual Shield 9000 - B3 is an all - position fl ux cored wire which contains 2.25% Cr - 1% Mo. The weld metal analysis is similar to an E9018 - B3 low hydrogen elec-trode.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or 75% Ar/ 25% CO2
LR 5Y40S H10 (C1) NK KSWL3G H10 (C1) RINA 5YS H10 (C1)TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.038 YS 517 N/mm2
Si 0.413 UTS 581 N/mm2
Mn 1.141 EL (L=4d) 30% P 0.012 Impact (CVN) at S 0.008 -18oC 136J Cr 0.026 -29oC 121J Ni 1.553 -51oC 81J Mo 0.002 V 0.017 Nb 0.012 Cu 0.015
DUAL SHIELD II 81 - K2FCAW wire for mild steel, 490N/mm2 class high ten-sile steel and 550N/mm2 class high tensile steel for low temperature service.Classifi cation ASME SFA/AWS A5.29 E81T1-K2DESCRIPTIONDual Shield II 81 - K2 is a high strength all position fl use cored electrode designed to provide excellent low tem-perature impact toughness.WELDING CURRENT: DC RPSHIELDING GAS: CO2
APPROVALS: ABS 4Y400SA H5 (C1) BV SA5Y40M HHH (C1) DNV IVY40MS H5 (C1) GL 6Y40H5S (C1) KR RSWL 3G HHH (C1)
PACKING: Each spool is sealed in an airtight polythene bag and then packed in a corrugated cardboard box of 5Kg/15Kg/12.5Kg each.
PACKING: Each spool is sealed in an airtight polythene bag and then packed in a corrugated cardboard box of 5Kg/15Kg/12.5Kg each.
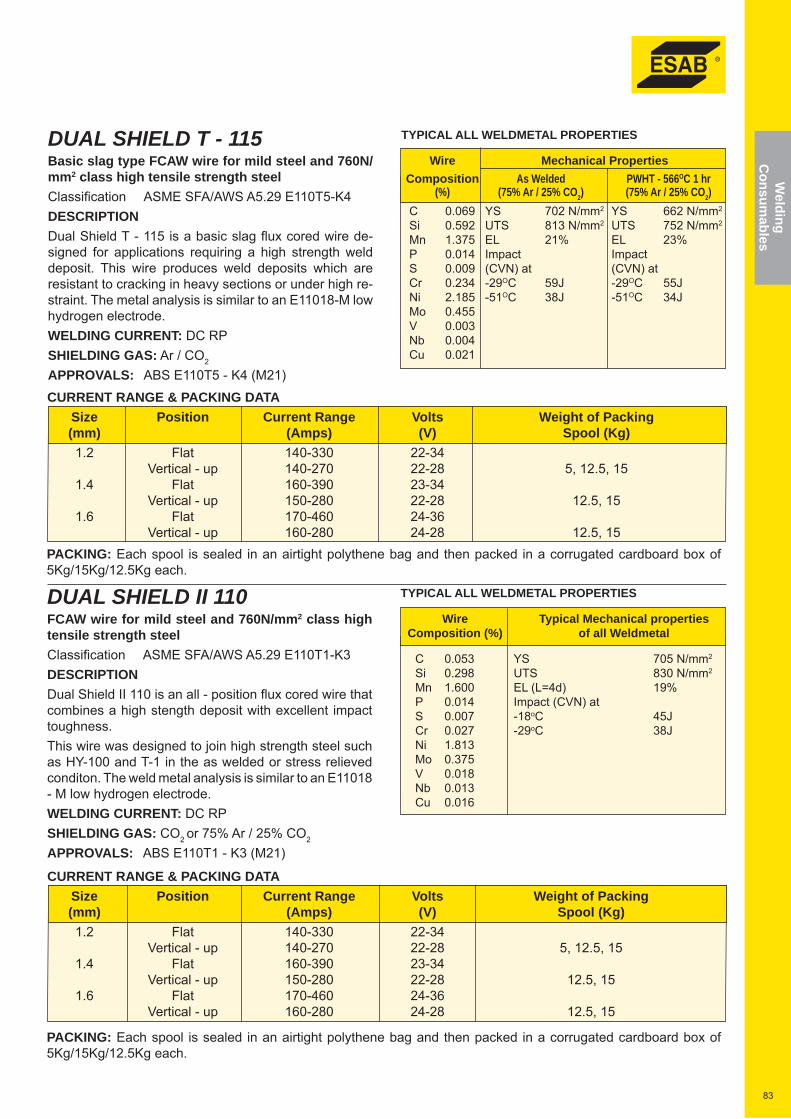
83
Welding
Consum
ables
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.2 Flat 140-330 22-34 Vertical - up 140-270 22-28 5, 12.5, 15 1.4 Flat 160-390 23-34 Vertical - up 150-280 22-28 12.5, 15 1.6 Flat 170-460 24-36 Vertical - up 160-280 24-28 12.5, 15
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.2 Flat 140-330 22-34 Vertical - up 140-270 22-28 5, 12.5, 15 1.4 Flat 160-390 23-34 Vertical - up 150-280 22-28 12.5, 15 1.6 Flat 170-460 24-36 Vertical - up 160-280 24-28 12.5, 15
TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded PWHT - 566OC 1 hr (%) (75% Ar / 25% CO2) (75% Ar / 25% CO2) C 0.069 YS 702 N/mm2 YS 662 N/mm2
Si 0.592 UTS 813 N/mm2 UTS 752 N/mm2
Mn 1.375 EL 21% EL 23% P 0.014 Impact Impact S 0.009 (CVN) at (CVN) at Cr 0.234 -29OC 59J -29OC 55J Ni 2.185 -51OC 38J -51OC 34J Mo 0.455 V 0.003 Nb 0.004 Cu 0.021
DUAL SHIELD T - 115Basic slag type FCAW wire for mild steel and 760N/mm2 class high tensile strength steelClassifi cation ASME SFA/AWS A5.29 E110T5-K4DESCRIPTIONDual Shield T - 115 is a basic slag fl ux cored wire de-signed for applications requiring a high strength weld deposit. This wire produces weld deposits which are resistant to cracking in heavy sections or under high re-straint. The metal analysis is similar to an E11018-M low hydrogen electrode.WELDING CURRENT: DC RPSHIELDING GAS: Ar / CO2
APPROVALS: ABS E110T5 - K4 (M21)
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.053 YS 705 N/mm2
Si 0.298 UTS 830 N/mm2
Mn 1.600 EL (L=4d) 19% P 0.014 Impact (CVN) at S 0.007 -18oC 45J Cr 0.027 -29oC 38J Ni 1.813 Mo 0.375 V 0.018 Nb 0.013 Cu 0.016
DUAL SHIELD II 110FCAW wire for mild steel and 760N/mm2 class high tensile strength steelClassifi cation ASME SFA/AWS A5.29 E110T1-K3DESCRIPTIONDual Shield II 110 is an all - position fl ux cored wire that combines a high stength deposit with excellent impact toughness.This wire was designed to join high strength steel such as HY-100 and T-1 in the as welded or stress relieved conditon. The weld metal analysis is similar to an E11018 - M low hydrogen electrode.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or 75% Ar / 25% CO2
APPROVALS: ABS E110T1 - K3 (M21)
PACKING: Each spool is sealed in an airtight polythene bag and then packed in a corrugated cardboard box of 5Kg/15Kg/12.5Kg each.
PACKING: Each spool is sealed in an airtight polythene bag and then packed in a corrugated cardboard box of 5Kg/15Kg/12.5Kg each.
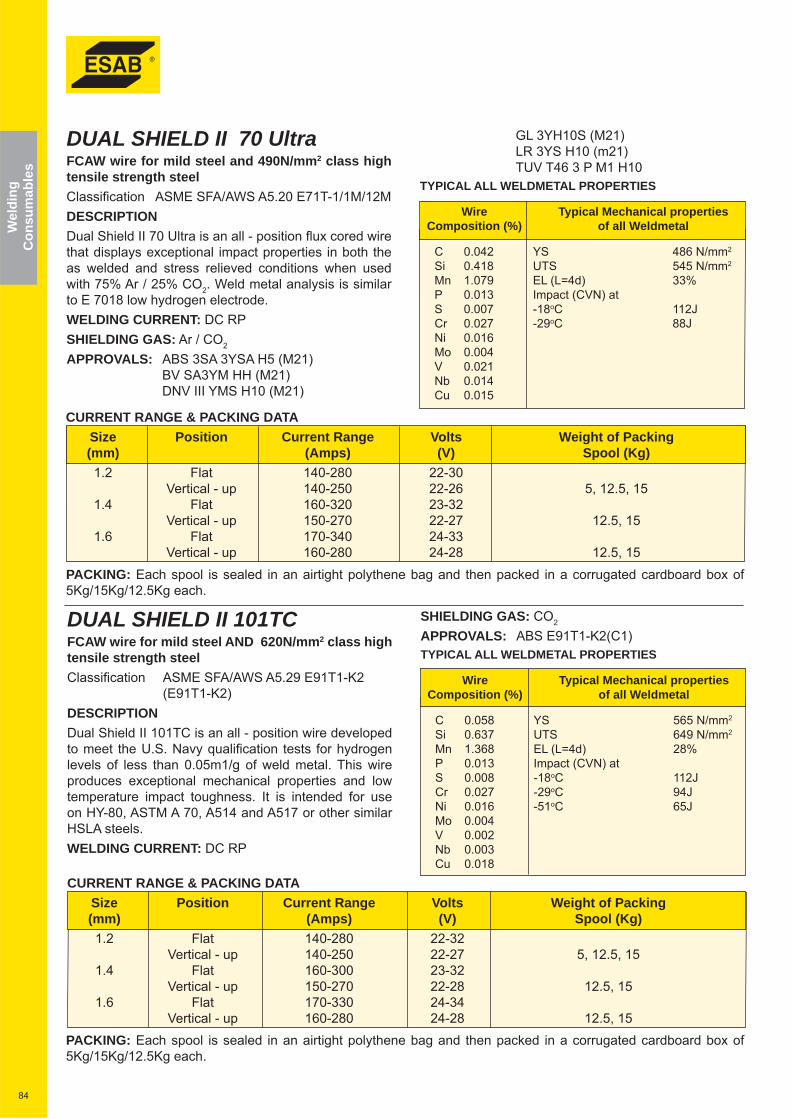
84
Wel
ding
Con
sum
able
s
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.2 Flat 140-280 22-30 Vertical - up 140-250 22-26 5, 12.5, 15 1.4 Flat 160-320 23-32 Vertical - up 150-270 22-27 12.5, 15 1.6 Flat 170-340 24-33 Vertical - up 160-280 24-28 12.5, 15
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.2 Flat 140-280 22-32 Vertical - up 140-250 22-27 5, 12.5, 15 1.4 Flat 160-300 23-32 Vertical - up 150-270 22-28 12.5, 15 1.6 Flat 170-330 24-34 Vertical - up 160-280 24-28 12.5, 15
GL 3YH10S (M21) LR 3YS H10 (m21) TUV T46 3 P M1 H10TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.042 YS 486 N/mm2
Si 0.418 UTS 545 N/mm2
Mn 1.079 EL (L=4d) 33% P 0.013 Impact (CVN) at S 0.007 -18oC 112J Cr 0.027 -29oC 88J Ni 0.016 Mo 0.004 V 0.021 Nb 0.014 Cu 0.015
DUAL SHIELD II 70 UltraFCAW wire for mild steel and 490N/mm2 class high tensile strength steelClassifi cation ASME SFA/AWS A5.20 E71T-1/1M/12MDESCRIPTIONDual Shield II 70 Ultra is an all - position fl ux cored wire that displays exceptional impact properties in both the as welded and stress relieved conditions when used with 75% Ar / 25% CO2. Weld metal analysis is similar to E 7018 low hydrogen electrode.WELDING CURRENT: DC RPSHIELDING GAS: Ar / CO2
APPROVALS: ABS 3SA 3YSA H5 (M21) BV SA3YM HH (M21) DNV III YMS H10 (M21)
SHIELDING GAS: CO2
APPROVALS: ABS E91T1-K2(C1)TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.058 YS 565 N/mm2
Si 0.637 UTS 649 N/mm2
Mn 1.368 EL (L=4d) 28% P 0.013 Impact (CVN) at S 0.008 -18oC 112J Cr 0.027 -29oC 94J Ni 0.016 -51oC 65J Mo 0.004 V 0.002 Nb 0.003 Cu 0.018
DUAL SHIELD II 101TCFCAW wire for mild steel AND 620N/mm2 class high tensile strength steelClassifi cation ASME SFA/AWS A5.29 E91T1-K2 (E91T1-K2)DESCRIPTIONDual Shield II 101TC is an all - position wire developed to meet the U.S. Navy qualifi cation tests for hydrogen levels of less than 0.05m1/g of weld metal. This wire produces exceptional mechanical properties and low temperature impact toughness. It is intended for use on HY-80, ASTM A 70, A514 and A517 or other similar HSLA steels.WELDING CURRENT: DC RP
PACKING: Each spool is sealed in an airtight polythene bag and then packed in a corrugated cardboard box of 5Kg/15Kg/12.5Kg each.
PACKING: Each spool is sealed in an airtight polythene bag and then packed in a corrugated cardboard box of 5Kg/15Kg/12.5Kg each.
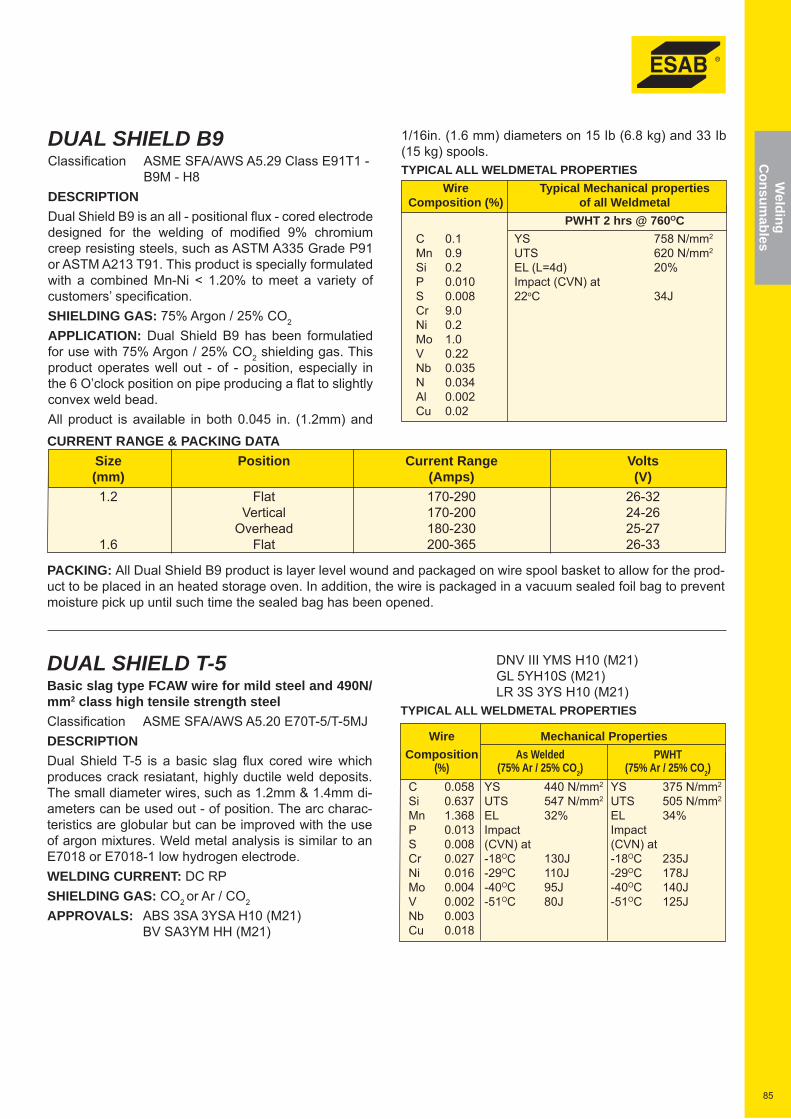
85
Welding
Consum
ables
CURRENT RANGE & PACKING DATA Size Position Current Range Volts (mm) (Amps) (V) 1.2 Flat 170-290 26-32 Vertical 170-200 24-26 Overhead 180-230 25-27 1.6 Flat 200-365 26-33
1/16in. (1.6 mm) diameters on 15 Ib (6.8 kg) and 33 Ib (15 kg) spools.TYPICAL ALL WELDMETAL PROPERTIES Wire Typical Mechanical properties Composition (%) of all Weldmetal PWHT 2 hrs @ 760OC C 0.1 YS 758 N/mm2
Mn 0.9 UTS 620 N/mm2
Si 0.2 EL (L=4d) 20% P 0.010 Impact (CVN) at S 0.008 22oC 34J Cr 9.0 Ni 0.2 Mo 1.0 V 0.22 Nb 0.035 N 0.034 Al 0.002 Cu 0.02
DUAL SHIELD B9Classifi cation ASME SFA/AWS A5.29 Class E91T1 - B9M - H8DESCRIPTIONDual Shield B9 is an all - positional fl ux - cored electrode designed for the welding of modifi ed 9% chromium creep resisting steels, such as ASTM A335 Grade P91 or ASTM A213 T91. This product is specially formulated with a combined Mn-Ni < 1.20% to meet a variety of customers’ specifi cation.SHIELDING GAS: 75% Argon / 25% CO2
APPLICATION: Dual Shield B9 has been formulatied for use with 75% Argon / 25% CO2 shielding gas. This product operates well out - of - position, especially in the 6 O’clock position on pipe producing a fl at to slightly convex weld bead.All product is available in both 0.045 in. (1.2mm) and
DNV III YMS H10 (M21) GL 5YH10S (M21) LR 3S 3YS H10 (M21)TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded PWHT (%) (75% Ar / 25% CO2) (75% Ar / 25% CO2) C 0.058 YS 440 N/mm2 YS 375 N/mm2
Si 0.637 UTS 547 N/mm2 UTS 505 N/mm2
Mn 1.368 EL 32% EL 34% P 0.013 Impact Impact S 0.008 (CVN) at (CVN) at Cr 0.027 -18OC 130J -18OC 235J Ni 0.016 -29OC 110J -29OC 178J Mo 0.004 -40OC 95J -40OC 140J V 0.002 -51OC 80J -51OC 125J Nb 0.003 Cu 0.018
DUAL SHIELD T-5Basic slag type FCAW wire for mild steel and 490N/mm2 class high tensile strength steelClassifi cation ASME SFA/AWS A5.20 E70T-5/T-5MJDESCRIPTIONDual Shield T-5 is a basic slag fl ux cored wire which produces crack resiatant, highly ductile weld deposits. The small diameter wires, such as 1.2mm & 1.4mm di-ameters can be used out - of position. The arc charac-teristics are globular but can be improved with the use of argon mixtures. Weld metal analysis is similar to an E7018 or E7018-1 low hydrogen electrode.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
APPROVALS: ABS 3SA 3YSA H10 (M21) BV SA3YM HH (M21)
PACKING: All Dual Shield B9 product is layer level wound and packaged on wire spool basket to allow for the prod-uct to be placed in an heated storage oven. In addition, the wire is packaged in a vacuum sealed foil bag to prevent moisture pick up until such time the sealed bag has been opened.
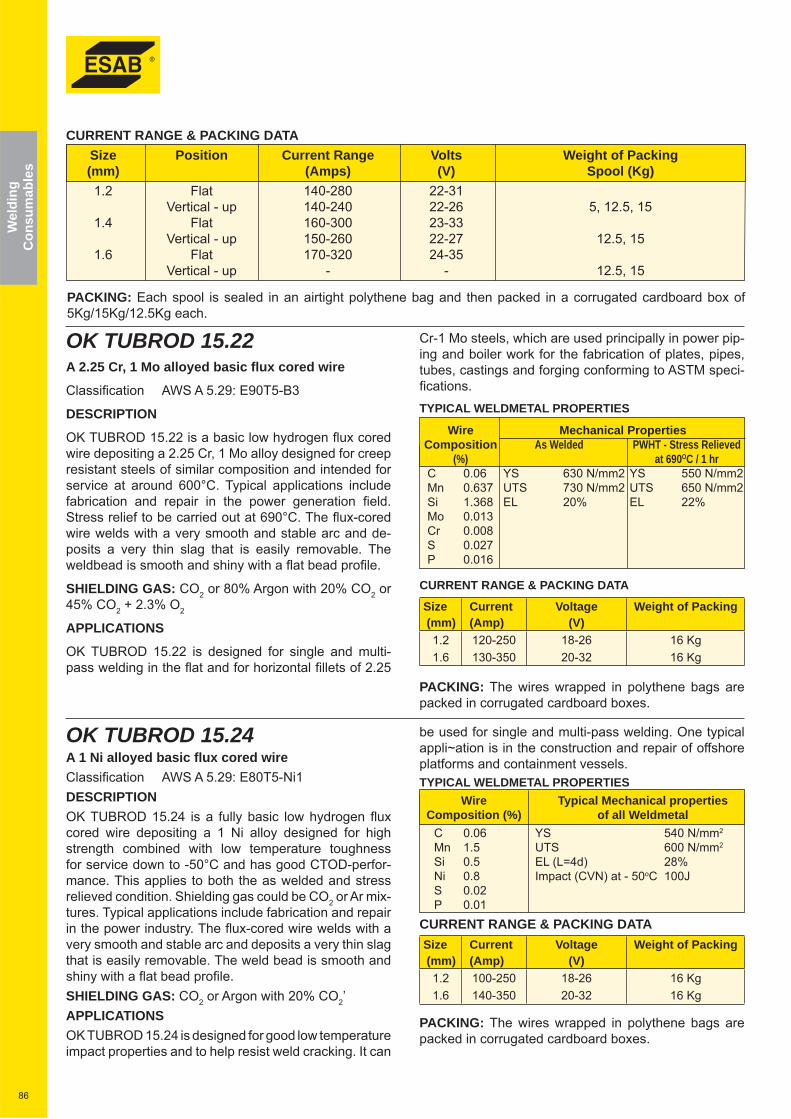
86
Wel
ding
Con
sum
able
s
Cr-1 Mo steels, which are used principally in power pip-ing and boiler work for the fabrication of plates, pipes, tubes, castings and forging conforming to ASTM speci-fi cations.TYPICAL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded PWHT - Stress Relieved (%) at 690OC / 1 hr C 0.06 YS 630 N/mm2 YS 550 N/mm2 Mn 0.637 UTS 730 N/mm2 UTS 650 N/mm2 Si 1.368 EL 20% EL 22% Mo 0.013 Cr 0.008 S 0.027 P 0.016
CURRENT RANGE & PACKING DATA
PACKING: The wires wrapped in polythene bags are packed in corrugated cardboard boxes.
OK TUBROD 15.22A 2.25 Cr, 1 Mo alloyed basic fl ux cored wire
Classifi cation AWS A 5.29: E90T5-B3
DESCRIPTION
OK TUBROD 15.22 is a basic low hydrogen fl ux cored wire depositing a 2.25 Cr, 1 Mo alloy designed for creep resistant steels of similar composition and intended for service at around 600°C. Typical applications include fabrication and repair in the power generation fi eld. Stress relief to be carried out at 690°C. The fl ux-cored wire welds with a very smooth and stable arc and de-posits a very thin slag that is easily removable. The weldbead is smooth and shiny with a fl at bead profi le.
SHIELDING GAS: CO2 or 80% Argon with 20% CO2 or 4 5% CO2 + 2.3% O2
APPLICATIONS
OK TUBROD 15.22 is designed for single and multi-pass welding in the fl at and for horizontal fi llets of 2.25
Size Current Voltage Weight of Packing (mm) (Amp) (V)
1.2 120-250 18-26 16 Kg1.6 130-350 20-32 16 Kg
Size Current Voltage Weight of Packing (mm) (Amp) (V)
1.2 100-250 18-26 16 Kg1.6 140-350 20-32 16 Kg
be used for single and multi-pass welding. One typical appli~ation is in the construction and repair of offshore platforms and containment vessels.TYPICAL WELDMETAL PROPERTIES Wire Typical Mechanical properties Composition (%) of all Weldmetal C 0.06 YS 540 N/mm2
Mn 1.5 UTS 600 N/mm2
Si 0.5 EL (L=4d) 28% Ni 0.8 Impact (CVN) at - 50oC 100J S 0.02 P 0.01 CURRENT RANGE & PACKING DATA
PACKING: The wires wrapped in polythene bags are packed in corrugated cardboard boxes.
OK TUBROD 15.24A 1 Ni alloyed basic fl ux cored wireClassifi cation AWS A 5.29: E80T5-Ni1DESCRIPTIONOK TUBROD 15.24 is a fully basic low hydrogen fl ux cored wire depositing a 1 Ni alloy designed for high strength combined with low temperature toughness for service down to -50°C and has good CTOD-perfor-mance. This applies to both the as welded and stress relieved condition. Shielding gas could be CO2 or Ar mix-tures. Typical applications include fabrication and repair in the power industry. The fl ux-cored wire welds with a very smooth and stable arc and deposits a very thin slag that is easily removable. The weld bead is smooth and shiny with a fl at bead profi le.SHIELDING GAS: CO2 or Argon with 20% CO2’APPLICATIONSOK TUBROD 15.24 is designed for good low temperature impact properties and to help resist weld cracking. It can
PACKING: Each spool is sealed in an airtight polythene bag and then packed in a corrugated cardboard box of 5Kg/15Kg/12.5Kg each.
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.2 Flat 140-280 22-31 Vertical - up 140-240 22-26 5, 12.5, 15 1.4 Flat 160-300 23-33 Vertical - up 150-260 22-27 12.5, 15 1.6 Flat 170-320 24-35 Vertical - up - - 12.5, 15
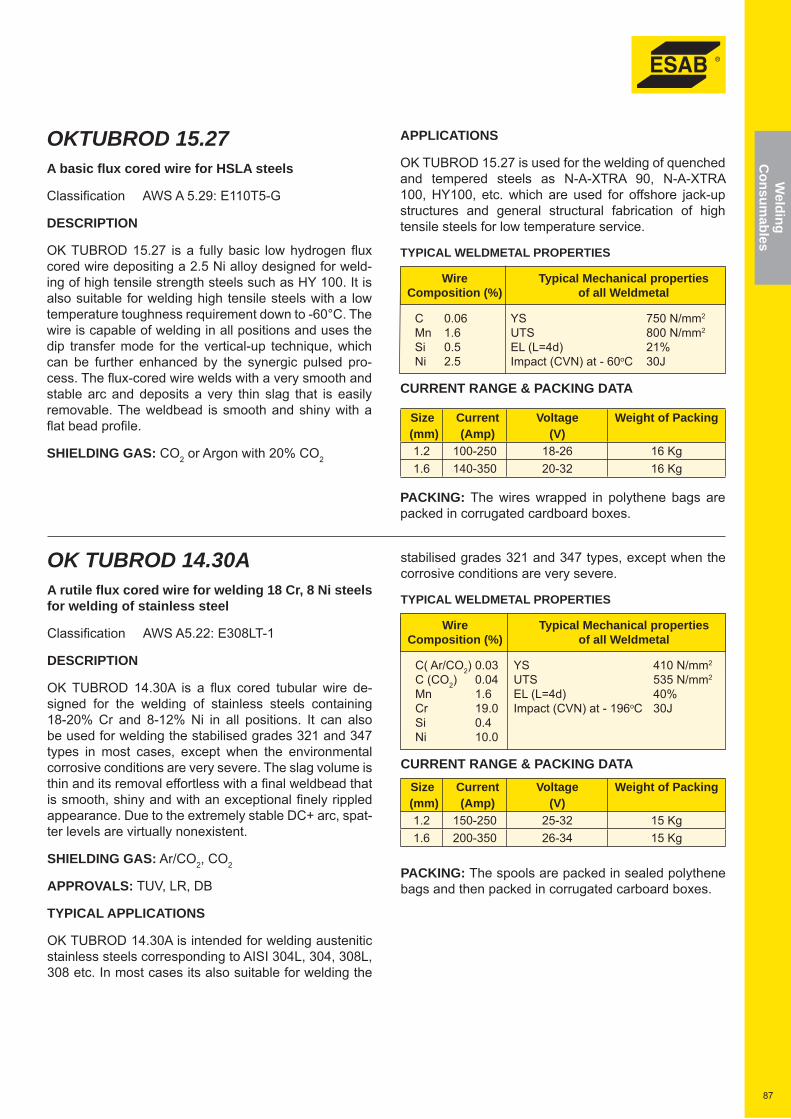
87
Welding
Consum
ables
APPLICATIONS
OK TUBROD 15.27 is used for the welding of quenched and tempered steels as N-A-XTRA 90, N-A-XTRA 100, HY100, etc. which are used for offshore jack-up structures and general structural fabrication of high tensile steels for low temperature service.
TYPICAL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.06 YS 750 N/mm2
Mn 1.6 UTS 800 N/mm2
Si 0.5 EL (L=4d) 21% Ni 2.5 Impact (CVN) at - 60oC 30J
CURRENT RANGE & PACKING DATA
PACKING: The wires wrapped in polythene bags are packed in corrugated cardboard boxes.
OKTUBROD 15.27A basic fl ux cored wire for HSLA steels
Classifi cation AWS A 5.29: E110T5-G
DESCRIPTION
OK TUBROD 15.27 is a fully basic low hydrogen fl ux cored wire depositing a 2.5 Ni alloy designed for weld-ing of high tensile strength steels such as HY 100. It is also suitable for welding high tensile steels with a low temperature toughness requirement down to -60°C. The wire is capable of welding in all positions and uses the dip transfer mode for the vertical-up technique, which can be further enhanced by the synergic pulsed pro-cess. The fl ux-cored wire welds with a very smooth and stable arc and deposits a very thin slag that is easily removable. The weldbead is smooth and shiny with a fl at bead profi le.
SHIELDING GAS: CO2 or Argon with 20% CO2
Size Current Voltage Weight of Packing (mm) (Amp) (V)
1.2 100-250 18-26 16 Kg1.6 140-350 20-32 16 Kg
Size Current Voltage Weight of Packing (mm) (Amp) (V)
1.2 150-250 25-32 15 Kg1.6 200-350 26-34 15 Kg
stabilised grades 321 and 347 types, except when the corrosive conditions are very severe.
TYPICAL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C( Ar/CO2) 0.03 YS 410 N/mm2
C (CO2) 0.04 UTS 535 N/mm2
Mn 1.6 EL (L=4d) 40% Cr 19.0 Impact (CVN) at - 196oC 30J Si 0.4 Ni 10.0
CURRENT RANGE & PACKING DATA
PACKING: The spools are packed in sealed polythene bags and then packed in corrugated carboard boxes.
OK TUBROD 14.30AA rutile fl ux cored wire for welding 18 Cr, 8 Ni steels for welding of stainless steel
Classifi cation AWS A5.22: E308LT-1
DESCRIPTION
OK TUBROD 14.30A is a fl ux cored tubular wire de-signed for the welding of stainless steels containing 18-20% Cr and 8-12% Ni in all positions. It can also be used for welding the stabilised grades 321 and 347 types in most cases, except when the environmental corrosive conditions are very severe. The slag volume is thin and its removal effortless with a fi nal weldbead that is smooth, shiny and with an exceptional fi nely rippled appearance. Due to the extremely stable DC+ arc, spat-ter levels are virtually non existent.
SHIELDING GAS: Ar/CO2, CO2
APPROVALS: TUV, LR, DB
TYPICAL APPLICATIONS
OK TUBROD 14.30A is intended for welding austenitic stainless steels corresponding to AISI 304L, 304, 308L, 308 etc. In most cases its also suitable for welding the
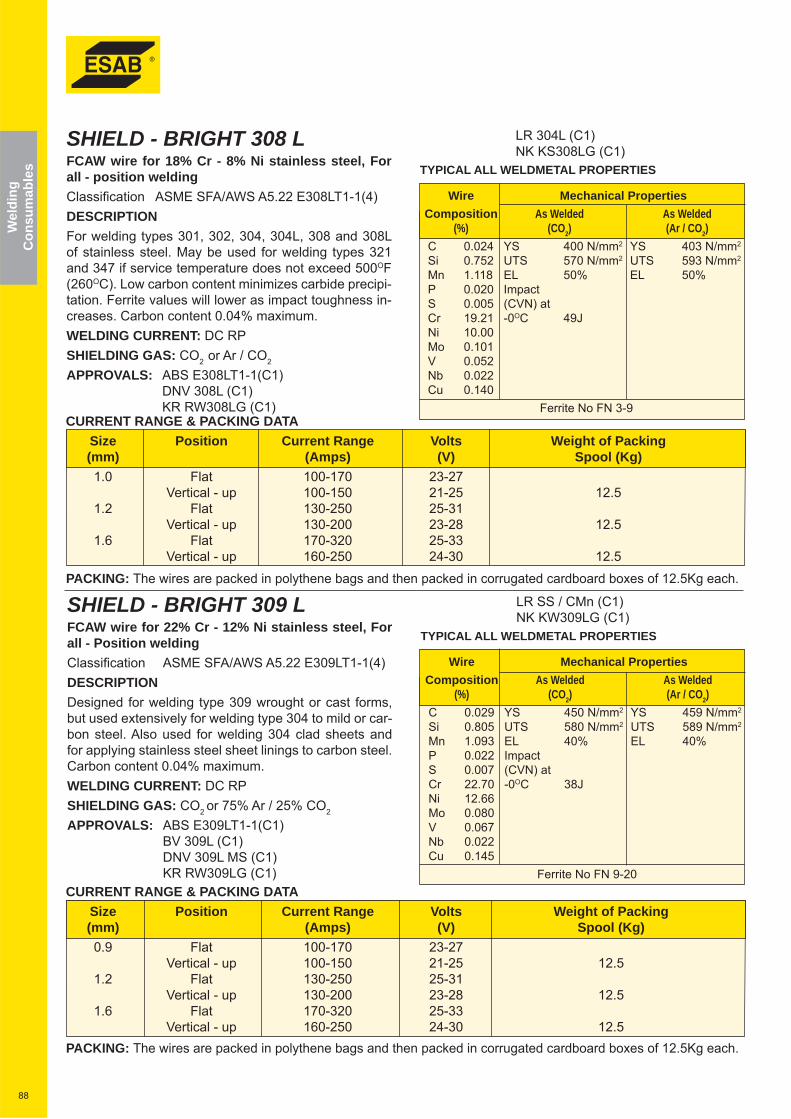
88
Wel
ding
Con
sum
able
s
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 100-170 23-27 Vertical - up 100-150 21-25 12.5 1.2 Flat 130-250 25-31 Vertical - up 130-200 23-28 12.5 1.6 Flat 170-320 25-33 Vertical - up 160-250 24-30 12.5
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 0.9 Flat 100-170 23-27 Vertical - up 100-150 21-25 12.5 1.2 Flat 130-250 25-31 Vertical - up 130-200 23-28 12.5 1.6 Flat 170-320 25-33 Vertical - up 160-250 24-30 12.5
LR 304L (C1) NK KS308LG (C1)TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded As Welded (%) (CO2) (Ar / CO2) C 0.024 YS 400 N/mm2 YS 403 N/mm2
Si 0.752 UTS 570 N/mm2 UTS 593 N/mm2
Mn 1.118 EL 50% EL 50% P 0.020 Impact S 0.005 (CVN) at Cr 19.21 -0OC 49J Ni 10.00 Mo 0.101 V 0.052 Nb 0.022 Cu 0.140 Ferrite No FN 3-9
SHIELD - BRIGHT 308 LFCAW wire for 18% Cr - 8% Ni stainless steel, For all - position weldingClassifi cation ASME SFA/AWS A5.22 E308LT1-1(4)DESCRIPTIONFor welding types 301, 302, 304, 304L, 308 and 308L of stainless steel. May be used for welding types 321 and 347 if service temperature does not exceed 500OF (260OC). Low carbon content minimizes carbide precipi-tation. Ferrite values will lower as impact toughness in-creases. Carbon content 0.04% maximum.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
APPROVALS: ABS E308LT1-1(C1) DNV 308L (C1) KR RW308LG (C1)
LR SS / CMn (C1) NK KW309LG (C1)TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded As Welded (%) (CO2) (Ar / CO2) C 0.029 YS 450 N/mm2 YS 459 N/mm2
Si 0.805 UTS 580 N/mm2 UTS 589 N/mm2
Mn 1.093 EL 40% EL 40% P 0.022 Impact S 0.007 (CVN) at Cr 22.70 -0OC 38J Ni 12.66 Mo 0.080 V 0.067 Nb 0.022 Cu 0.145 Ferrite No FN 9-20
SHIELD - BRIGHT 309 LFCAW wire for 22% Cr - 12% Ni stainless steel, For all - Position weldingClassifi cation ASME SFA/AWS A5.22 E309LT1-1(4)DESCRIPTIONDesigned for welding type 309 wrought or cast forms, but used extensively for welding type 304 to mild or car-bon steel. Also used for welding 304 clad sheets and for applying stainless steel sheet linings to carbon steel. Carbon content 0.04% maximum.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or 75% Ar / 25% CO2
APPROVALS: ABS E309LT1-1(C1) BV 309L (C1) DNV 309L MS (C1) KR RW309LG (C1)
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
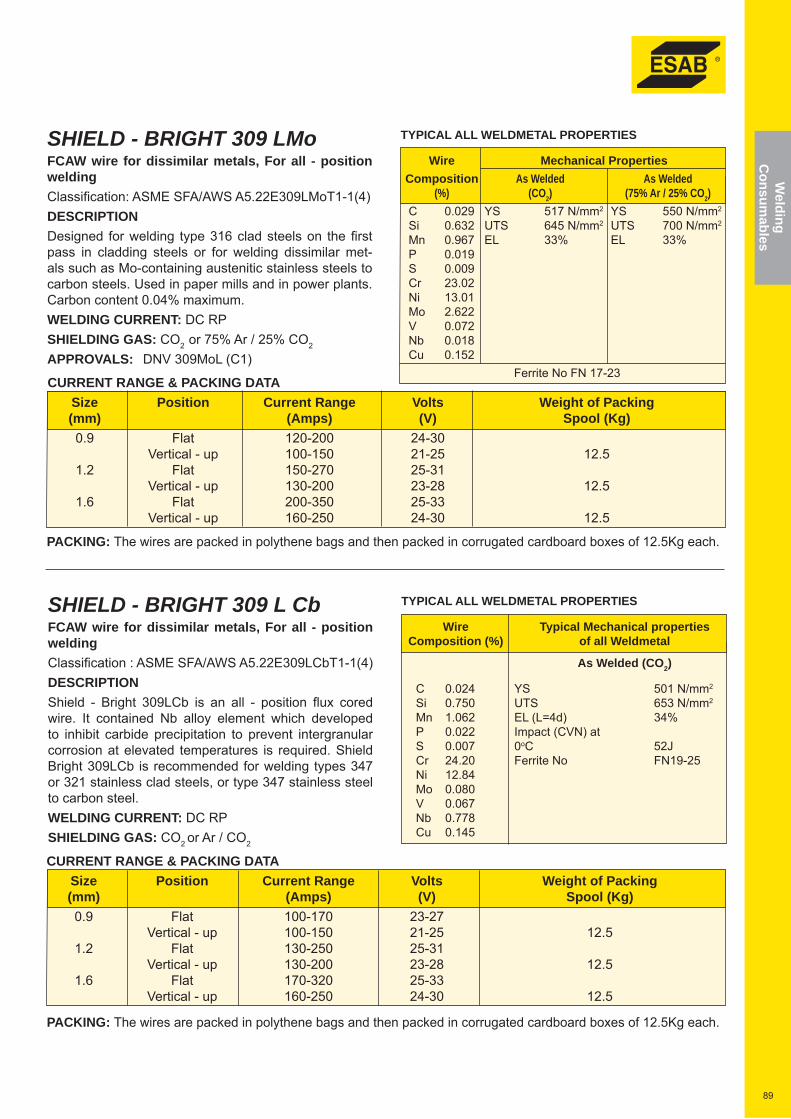
89
Welding
Consum
ables
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 0.9 Flat 120-200 24-30 Vertical - up 100-150 21-25 12.5 1.2 Flat 150-270 25-31 Vertical - up 130-200 23-28 12.5 1.6 Flat 200-350 25-33 Vertical - up 160-250 24-30 12.5
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 0.9 Flat 100-170 23-27 Vertical - up 100-150 21-25 12.5 1.2 Flat 130-250 25-31 Vertical - up 130-200 23-28 12.5 1.6 Flat 170-320 25-33 Vertical - up 160-250 24-30 12.5
TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded As Welded (%) (CO2) (75% Ar / 25% CO2) C 0.029 YS 517 N/mm2 YS 550 N/mm2
Si 0.632 UTS 645 N/mm2 UTS 700 N/mm2
Mn 0.967 EL 33% EL 33% P 0.019 S 0.009 Cr 23.02 Ni 13.01 Mo 2.622 V 0.072 Nb 0.018 Cu 0.152 Ferrite No FN 17-23
SHIELD - BRIGHT 309 LMo FCAW wire for dissimilar metals, For all - position weldingClassifi cation: ASME SFA/AWS A5.22E309LMoT1-1(4)DESCRIPTIONDesigned for welding type 316 clad steels on the fi rst pass in cladding steels or for welding dissimilar met-als such as Mo-containing austenitic stainless steels to carbon steels. Used in paper mills and in power plants. Carbon content 0.04% maximum.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or 75% Ar / 25% CO2
APPROVALS: DNV 309MoL (C1)
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
As Welded (CO2)
C 0.024 YS 501 N/mm2
Si 0.750 UTS 653 N/mm2
Mn 1.062 EL (L=4d) 34% P 0.022 Impact (CVN) at S 0.007 0oC 52J Cr 24.20 Ferrite No FN19-25 Ni 12.84 Mo 0.080 V 0.067 Nb 0.778 Cu 0.145
SHIELD - BRIGHT 309 L CbFCAW wire for dissimilar metals, For all - position weldingClassifi cation : ASME SFA/AWS A5.22E309LCbT1-1(4)DESCRIPTIONShield - Bright 309LCb is an all - position fl ux cored wire. It contained Nb alloy element which developed to inhibit carbide precipitation to prevent intergranular corrosion at elevated temperatures is required. Shield Bright 309LCb is recommended for welding types 347 or 321 stainless clad steels, or type 347 stainless steel to carbon steel.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
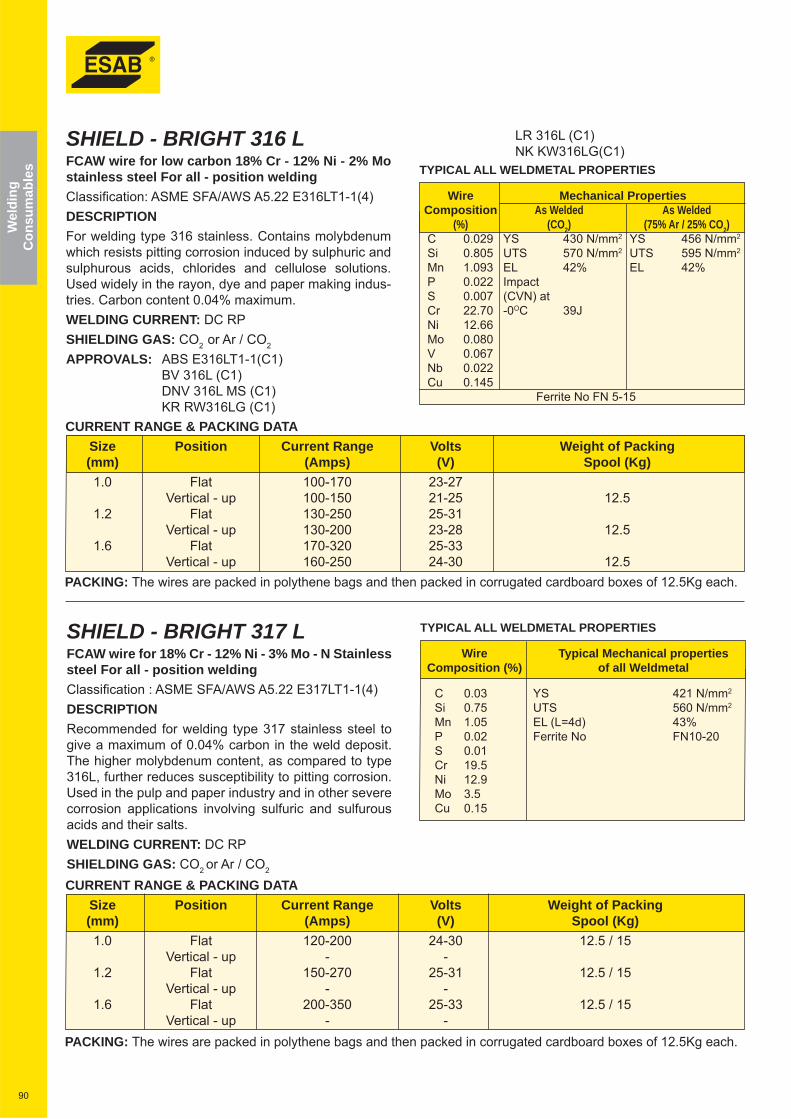
90
Wel
ding
Con
sum
able
s
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 100-170 23-27 Vertical - up 100-150 21-25 12.5 1.2 Flat 130-250 25-31 Vertical - up 130-200 23-28 12.5 1.6 Flat 170-320 25-33 Vertical - up 160-250 24-30 12.5
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 120-200 24-30 12.5 / 15 Vertical - up - - 1.2 Flat 150-270 25-31 12.5 / 15 Vertical - up - - 1.6 Flat 200-350 25-33 12.5 / 15 Vertical - up - -
LR 316L (C1) NK KW316LG(C1)TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded As Welded (%) (CO2) (75% Ar / 25% CO2) C 0.029 YS 430 N/mm2 YS 456 N/mm2
Si 0.805 UTS 570 N/mm2 UTS 595 N/mm2
Mn 1.093 EL 42% EL 42% P 0.022 Impact S 0.007 (CVN) at Cr 22.70 -0OC 39J Ni 12.66 Mo 0.080 V 0.067 Nb 0.022 Cu 0.145 Ferrite No FN 5-15
SHIELD - BRIGHT 316 LFCAW wire for low carbon 18% Cr - 12% Ni - 2% Mo stainless steel For all - position weldingClassifi cation: ASME SFA/AWS A5.22 E316LT1-1(4)DESCRIPTIONFor welding type 316 stainless. Contains molybdenum which resists pitting corrosion induced by sulphuric and sulphurous acids, chlorides and cellulose solutions. Used widely in the rayon, dye and paper making indus-tries. Carbon content 0.04% maximum.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
APPROVALS: ABS E316LT1-1(C1) BV 316L (C1) DNV 316L MS (C1) KR RW316LG (C1)
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.03 YS 421 N/mm2
Si 0.75 UTS 560 N/mm2
Mn 1.05 EL (L=4d) 43% P 0.02 Ferrite No FN10-20 S 0.01 Cr 19.5 Ni 12.9 Mo 3.5 Cu 0.15
SHIELD - BRIGHT 317 L FCAW wire for 18% Cr - 12% Ni - 3% Mo - N Stainless steel For all - position weldingClassifi cation : ASME SFA/AWS A5.22 E317LT1-1(4)DESCRIPTIONRecommended for welding type 317 stainless steel to give a maximum of 0.04% carbon in the weld deposit. The higher molybdenum content, as compared to type 316L, further reduces susceptibility to pitting corrosion. Used in the pulp and paper industry and in other severe corrosion applications involving sulfuric and sulfurous acids and their salts.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
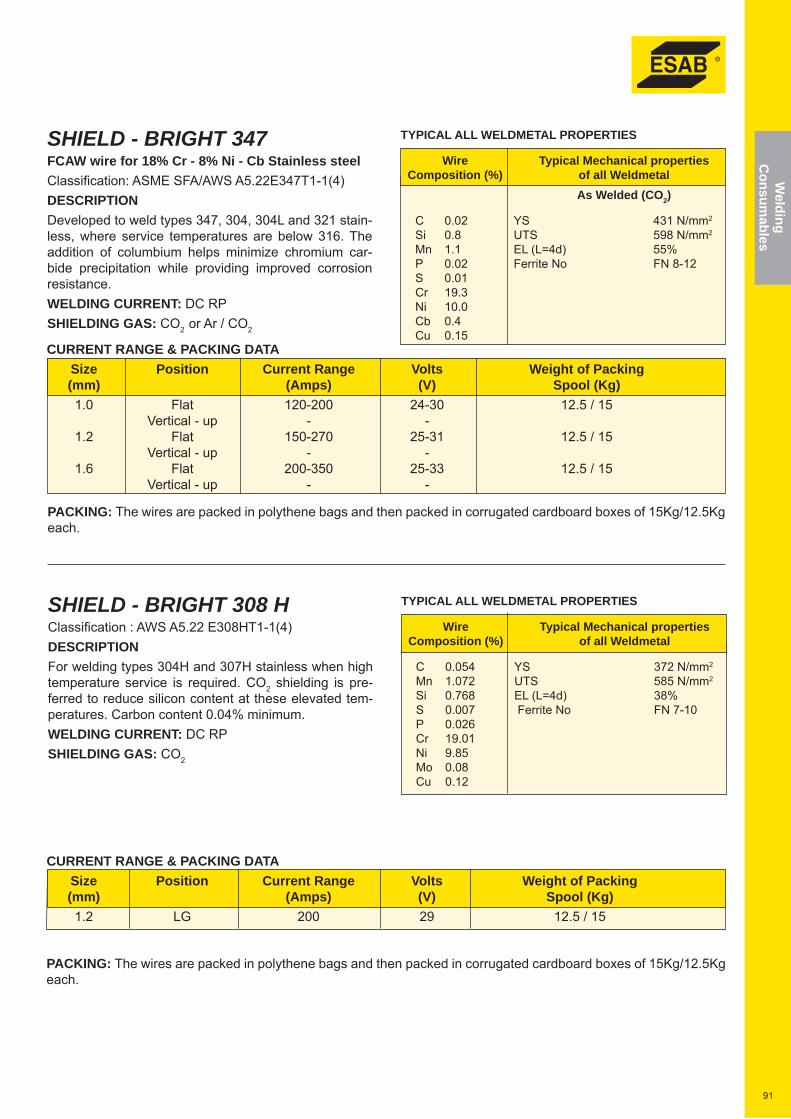
91
Welding
Consum
ables
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.2 LG 200 29 12.5 / 15
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal As Welded (CO2)
C 0.02 YS 431 N/mm2
Si 0.8 UTS 598 N/mm2
Mn 1.1 EL (L=4d) 55% P 0.02 Ferrite No FN 8-12 S 0.01 Cr 19.3 Ni 10.0 Cb 0.4 Cu 0.15
SHIELD - BRIGHT 347FCAW wire for 18% Cr - 8% Ni - Cb Stainless steelClassifi cation: ASME SFA/AWS A5.22E347T1-1(4)DESCRIPTIONDeveloped to weld types 347, 304, 304L and 321 stain-less, where service temperatures are below 316. The addition of columbium helps minimize chromium car-bide precipitation while providing improved corrosion resistance.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.054 YS 372 N/mm2
Mn 1.072 UTS 585 N/mm2
Si 0.768 EL (L=4d) 38% S 0.007 Ferrite No FN 7-10 P 0.026 Cr 19.01 Ni 9.85 Mo 0.08 Cu 0.12
SHIELD - BRIGHT 308 HClassifi cation : AWS A5.22 E308HT1-1(4)DESCRIPTIONFor welding types 304H and 307H stainless when high temperature service is required. CO2 shielding is pre-ferred to reduce silicon content at these elevated tem-peratures. Carbon content 0.04% minimum.WELDING CURRENT: DC RPSHIELDING GAS: CO2
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 120-200 24-30 12.5 / 15 Vertical - up - - 1.2 Flat 150-270 25-31 12.5 / 15 Vertical - up - - 1.6 Flat 200-350 25-33 12.5 / 15 Vertical - up - -
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 15Kg/12.5Kg each.
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 15Kg/12.5Kg each.
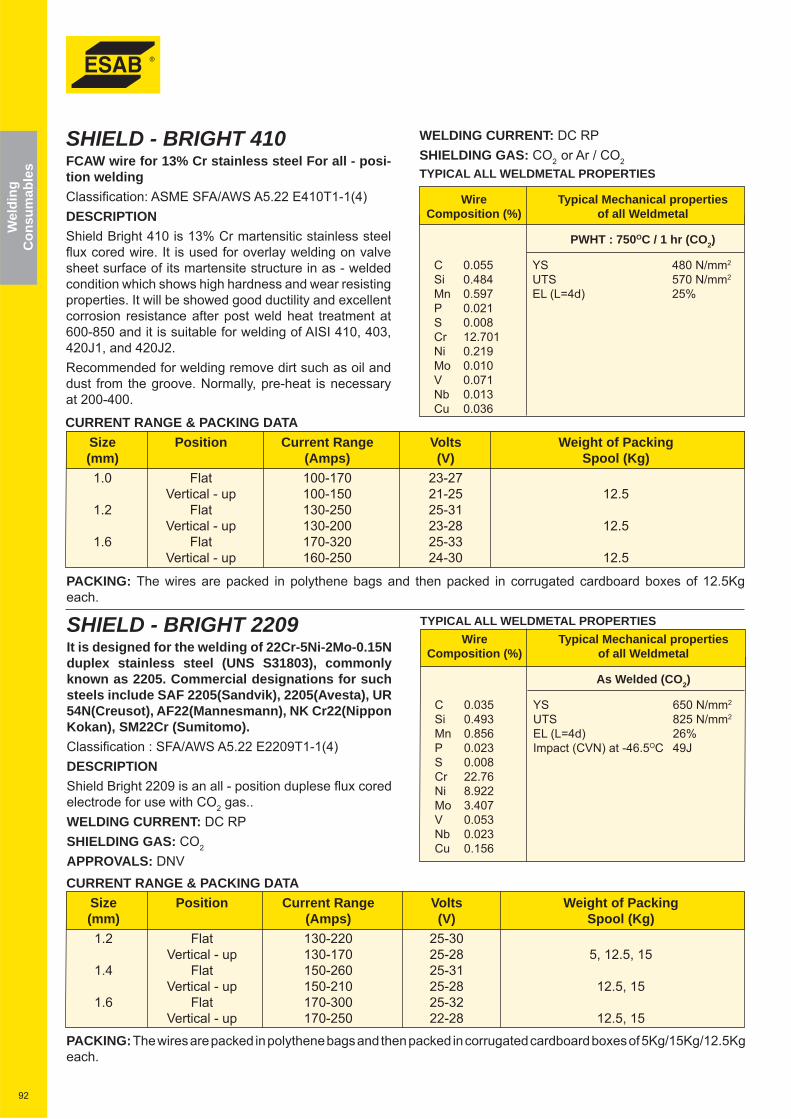
92
Wel
ding
Con
sum
able
s
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 100-170 23-27 Vertical - up 100-150 21-25 12.5 1.2 Flat 130-250 25-31 Vertical - up 130-200 23-28 12.5 1.6 Flat 170-320 25-33 Vertical - up 160-250 24-30 12.5
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.2 Flat 130-220 25-30 Vertical - up 130-170 25-28 5, 12.5, 15 1.4 Flat 150-260 25-31 Vertical - up 150-210 25-28 12.5, 15 1.6 Flat 170-300 25-32 Vertical - up 170-250 22-28 12.5, 15
WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
PWHT : 750OC / 1 hr (CO2)
C 0.055 YS 480 N/mm2
Si 0.484 UTS 570 N/mm2
Mn 0.597 EL (L=4d) 25% P 0.021 S 0.008 Cr 12.701 Ni 0.219 Mo 0.010 V 0.071 Nb 0.013 Cu 0.036
SHIELD - BRIGHT 410FCAW wire for 13% Cr stainless steel For all - posi-tion weldingClassifi cation: ASME SFA/AWS A5.22 E410T1-1(4)DESCRIPTIONShield Bright 410 is 13% Cr martensitic stainless steel fl ux cored wire. It is used for overlay welding on valve sheet surface of its martensite structure in as - welded condition which shows high hardness and wear resisting properties. It will be showed good ductility and excellent corrosion resistance after post weld heat treatment at 600-850 and it is suitable for welding of AISI 410, 403, 420J1, and 420J2.Recommended for welding remove dirt such as oil and dust from the groove. Normally, pre-heat is necessary at 200-400.
TYPICAL ALL WELDMETAL PROPERTIES Wire Typical Mechanical properties Composition (%) of all Weldmetal
As Welded (CO2)
C 0.035 YS 650 N/mm2
Si 0.493 UTS 825 N/mm2
Mn 0.856 EL (L=4d) 26% P 0.023 Impact (CVN) at -46.5OC 49J S 0.008 Cr 22.76 Ni 8.922 Mo 3.407 V 0.053 Nb 0.023 Cu 0.156
SHIELD - BRIGHT 2209 It is designed for the welding of 22Cr-5Ni-2Mo-0.15N duplex stainless steel (UNS S31803), commonly known as 2205. Commercial designations for such steels include SAF 2205(Sandvik), 2205(Avesta), UR 54N(Creusot), AF22(Mannesmann), NK Cr22(Nippon Kokan), SM22Cr (Sumitomo).Classifi cation : SFA/AWS A5.22 E2209T1-1(4)DESCRIPTIONShield Bright 2209 is an all - position duplese fl ux cored electrode for use with CO2 gas..WELDING CURRENT: DC RPSHIELDING GAS: CO2
APPROVALS: DNV
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 5Kg/15Kg/12.5Kg each.
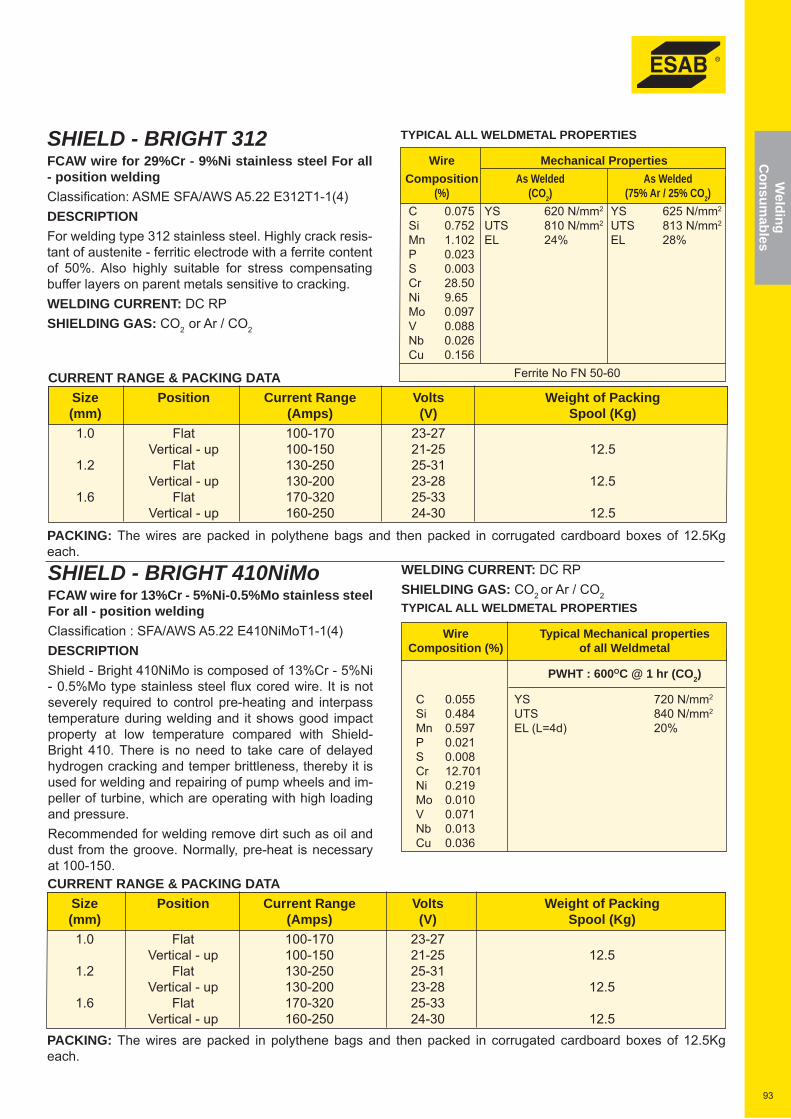
93
Welding
Consum
ables
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 100-170 23-27 Vertical - up 100-150 21-25 12.5 1.2 Flat 130-250 25-31 Vertical - up 130-200 23-28 12.5 1.6 Flat 170-320 25-33 Vertical - up 160-250 24-30 12.5
TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded As Welded (%) (CO2) (75% Ar / 25% CO2) C 0.075 YS 620 N/mm2 YS 625 N/mm2
Si 0.752 UTS 810 N/mm2 UTS 813 N/mm2
Mn 1.102 EL 24% EL 28% P 0.023 S 0.003 Cr 28.50 Ni 9.65 Mo 0.097 V 0.088 Nb 0.026 Cu 0.156 Ferrite No FN 50-60
SHIELD - BRIGHT 312FCAW wire for 29%Cr - 9%Ni stainless steel For all - position weldingClassifi cation: ASME SFA/AWS A5.22 E312T1-1(4)DESCRIPTIONFor welding type 312 stainless steel. Highly crack resis-tant of austenite - ferritic electrode with a ferrite content of 50%. Also highly suitable for stress compensating buffer layers on parent metals sensitive to cracking.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
PWHT : 600OC @ 1 hr (CO2)
C 0.055 YS 720 N/mm2
Si 0.484 UTS 840 N/mm2
Mn 0.597 EL (L=4d) 20% P 0.021 S 0.008 Cr 12.701 Ni 0.219 Mo 0.010 V 0.071 Nb 0.013 Cu 0.036
SHIELD - BRIGHT 410NiMoFCAW wire for 13%Cr - 5%Ni-0.5%Mo stainless steel For all - position weldingClassifi cation : SFA/AWS A5.22 E410NiMoT1-1(4)DESCRIPTIONShield - Bright 410NiMo is composed of 13%Cr - 5%Ni - 0.5%Mo type stainless steel fl ux cored wire. It is not severely required to control pre-heating and interpass temperature during welding and it shows good impact property at low temperature compared with Shield-Bright 410. There is no need to take care of delayed hydrogen cracking and temper brittleness, thereby it is used for welding and repairing of pump wheels and im-peller of turbine, which are operating with high loading and pressure.Recommended for welding remove dirt such as oil and dust from the groove. Normally, pre-heat is necessary at 100-150.
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 100-170 23-27 Vertical - up 100-150 21-25 12.5 1.2 Flat 130-250 25-31 Vertical - up 130-200 23-28 12.5 1.6 Flat 170-320 25-33 Vertical - up 160-250 24-30 12.5
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
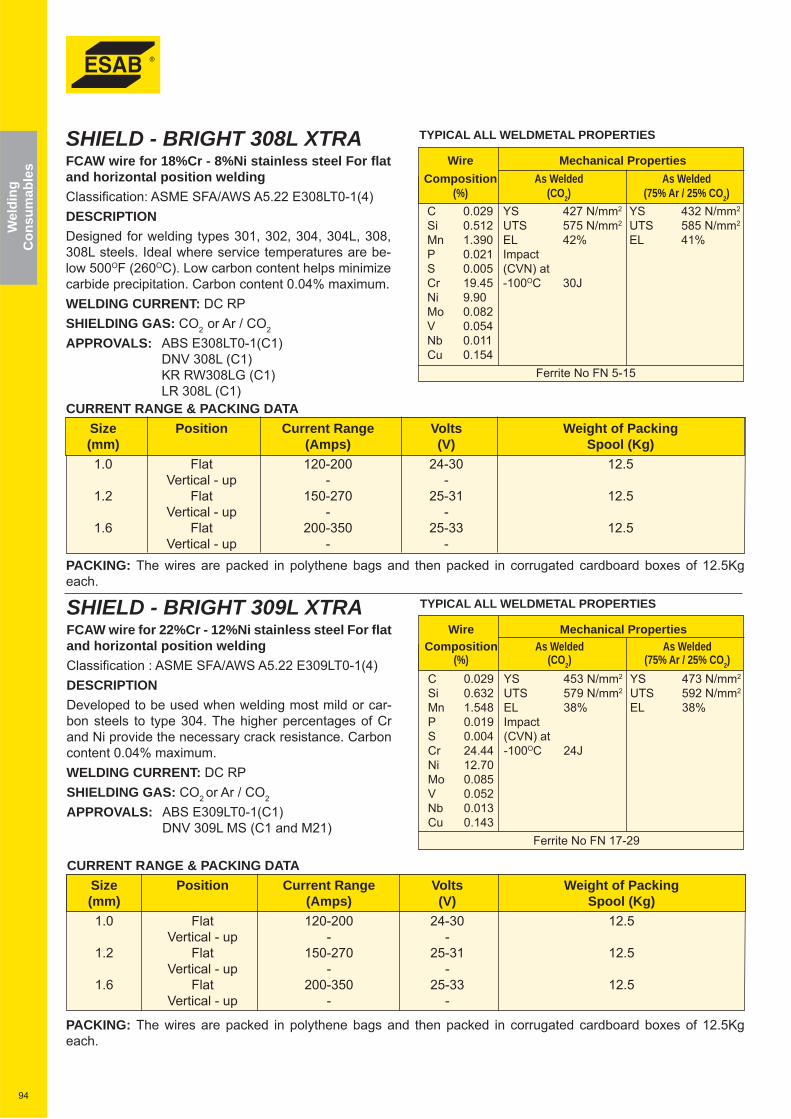
94
Wel
ding
Con
sum
able
s
TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded As Welded (%) (CO2) (75% Ar / 25% CO2) C 0.029 YS 427 N/mm2 YS 432 N/mm2
Si 0.512 UTS 575 N/mm2 UTS 585 N/mm2
Mn 1.390 EL 42% EL 41% P 0.021 Impact S 0.005 (CVN) at Cr 19.45 -100OC 30J Ni 9.90 Mo 0.082 V 0.054 Nb 0.011 Cu 0.154 Ferrite No FN 5-15
SHIELD - BRIGHT 308L XTRAFCAW wire for 18%Cr - 8%Ni stainless steel For fl at and horizontal position weldingClassifi cation: ASME SFA/AWS A5.22 E308LT0-1(4)DESCRIPTIONDesigned for welding types 301, 302, 304, 304L, 308, 308L steels. Ideal where service temperatures are be-low 500OF (260OC). Low carbon content helps minimize carbide precipitation. Carbon content 0.04% maximum.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
APPROVALS: ABS E308LT0-1(C1) DNV 308L (C1) KR RW308LG (C1) LR 308L (C1)
TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded As Welded (%) (CO2) (75% Ar / 25% CO2) C 0.029 YS 453 N/mm2 YS 473 N/mm2
Si 0.632 UTS 579 N/mm2 UTS 592 N/mm2
Mn 1.548 EL 38% EL 38% P 0.019 Impact S 0.004 (CVN) at Cr 24.44 -100OC 24J Ni 12.70 Mo 0.085 V 0.052 Nb 0.013 Cu 0.143 Ferrite No FN 17-29
SHIELD - BRIGHT 309L XTRAFCAW wire for 22%Cr - 12%Ni stainless steel For fl at and horizontal position weldingClassifi cation : ASME SFA/AWS A5.22 E309LT0-1(4)DESCRIPTIONDeveloped to be used when welding most mild or car-bon steels to type 304. The higher percentages of Cr and Ni provide the necessary crack resistance. Carbon content 0.04% maximum.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
APPROVALS: ABS E309LT0-1(C1) DNV 309L MS (C1 and M21)
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 120-200 24-30 12.5 Vertical - up - - 1.2 Flat 150-270 25-31 12.5 Vertical - up - - 1.6 Flat 200-350 25-33 12.5 Vertical - up - -
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 120-200 24-30 12.5 Vertical - up - - 1.2 Flat 150-270 25-31 12.5 Vertical - up - - 1.6 Flat 200-350 25-33 12.5 Vertical - up - -
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
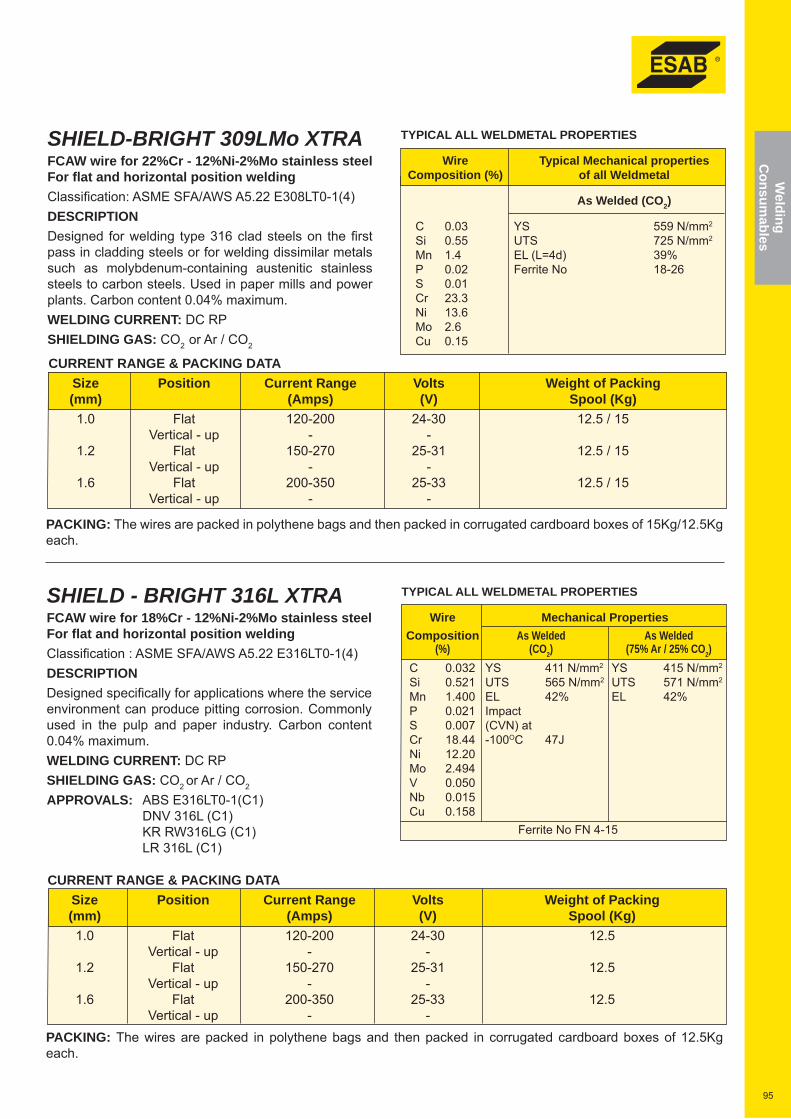
95
Welding
Consum
ables
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
As Welded (CO2)
C 0.03 YS 559 N/mm2
Si 0.55 UTS 725 N/mm2
Mn 1.4 EL (L=4d) 39% P 0.02 Ferrite No 18-26 S 0.01 Cr 23.3 Ni 13.6 Mo 2.6 Cu 0.15
SHIELD-BRIGHT 309LMo XTRAFCAW wire for 22%Cr - 12%Ni-2%Mo stainless steel For fl at and horizontal position weldingClassifi cation: ASME SFA/AWS A5.22 E308LT0-1(4)DESCRIPTIONDesigned for welding type 316 clad steels on the fi rst pass in cladding steels or for welding dissimilar metals such as molybdenum-containing austenitic stainless steels to carbon steels. Used in paper mills and power plants. Carbon content 0.04% maximum.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
TYPICAL ALL WELDMETAL PROPERTIES
Wire Mechanical Properties Composition As Welded As Welded (%) (CO2) (75% Ar / 25% CO2) C 0.032 YS 411 N/mm2 YS 415 N/mm2
Si 0.521 UTS 565 N/mm2 UTS 571 N/mm2
Mn 1.400 EL 42% EL 42% P 0.021 Impact S 0.007 (CVN) at Cr 18.44 -100OC 47J Ni 12.20 Mo 2.494 V 0.050 Nb 0.015 Cu 0.158 Ferrite No FN 4-15
SHIELD - BRIGHT 316L XTRAFCAW wire for 18%Cr - 12%Ni-2%Mo stainless steel For fl at and horizontal position weldingClassifi cation : ASME SFA/AWS A5.22 E316LT0-1(4)DESCRIPTIONDesigned specifi cally for applications where the service environment can produce pitting corrosion. Commonly used in the pulp and paper industry. Carbon content 0.04% maximum.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
APPROVALS: ABS E316LT0-1(C1) DNV 316L (C1) KR RW316LG (C1) LR 316L (C1)
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 120-200 24-30 12.5 / 15 Vertical - up - - 1.2 Flat 150-270 25-31 12.5 / 15 Vertical - up - - 1.6 Flat 200-350 25-33 12.5 / 15 Vertical - up - -
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 120-200 24-30 12.5 Vertical - up - - 1.2 Flat 150-270 25-31 12.5 Vertical - up - - 1.6 Flat 200-350 25-33 12.5 Vertical - up - -
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 15Kg/12.5Kg each.
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
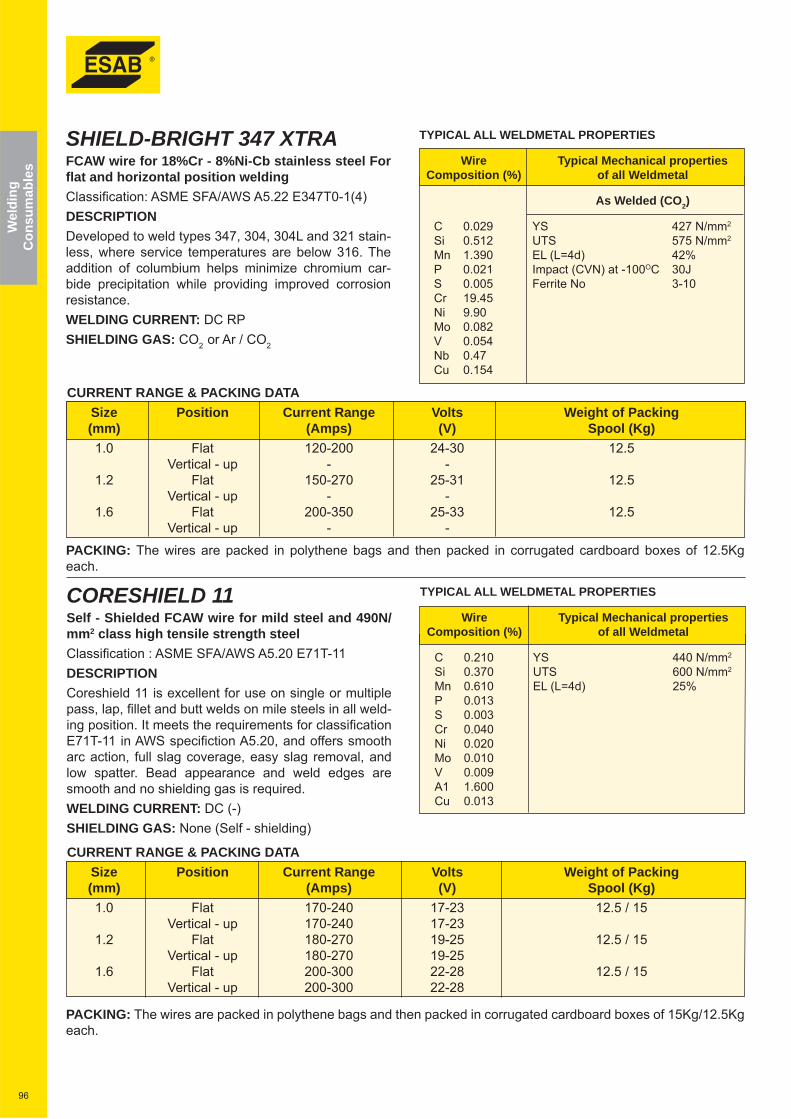
96
Wel
ding
Con
sum
able
s
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
As Welded (CO2)
C 0.029 YS 427 N/mm2
Si 0.512 UTS 575 N/mm2
Mn 1.390 EL (L=4d) 42% P 0.021 Impact (CVN) at -100OC 30J S 0.005 Ferrite No 3-10 Cr 19.45 Ni 9.90 Mo 0.082 V 0.054 Nb 0.47 Cu 0.154
SHIELD-BRIGHT 347 XTRAFCAW wire for 18%Cr - 8%Ni-Cb stainless steel For fl at and horizontal position weldingClassifi cation: ASME SFA/AWS A5.22 E347T0-1(4)DESCRIPTIONDeveloped to weld types 347, 304, 304L and 321 stain-less, where service temperatures are below 316. The addition of columbium helps minimize chromium car-bide precipitation while providing improved corrosion resistance.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.210 YS 440 N/mm2
Si 0.370 UTS 600 N/mm2
Mn 0.610 EL (L=4d) 25% P 0.013 S 0.003 Cr 0.040 Ni 0.020 Mo 0.010 V 0.009 A1 1.600 Cu 0.013
CORESHIELD 11Self - Shielded FCAW wire for mild steel and 490N/mm2 class high tensile strength steelClassifi cation : ASME SFA/AWS A5.20 E71T-11DESCRIPTIONCoreshield 11 is excellent for use on single or multiple pass, lap, fi llet and butt welds on mile steels in all weld-ing position. It meets the requirements for classifi cation E71T-11 in AWS specifi ction A5.20, and offers smooth arc action, full slag coverage, easy slag removal, and low spatter. Bead appearance and weld edges are smooth and no shielding gas is required.WELDING CURRENT: DC (-)SHIELDING GAS: None (Self - shielding)
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 120-200 24-30 12.5 Vertical - up - - 1.2 Flat 150-270 25-31 12.5 Vertical - up - - 1.6 Flat 200-350 25-33 12.5 Vertical - up - -
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 170-240 17-23 12.5 / 15 Vertical - up 170-240 17-23 1.2 Flat 180-270 19-25 12.5 / 15 Vertical - up 180-270 19-25 1.6 Flat 200-300 22-28 12.5 / 15 Vertical - up 200-300 22-28
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 12.5Kg each.
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 15Kg/12.5Kg each.
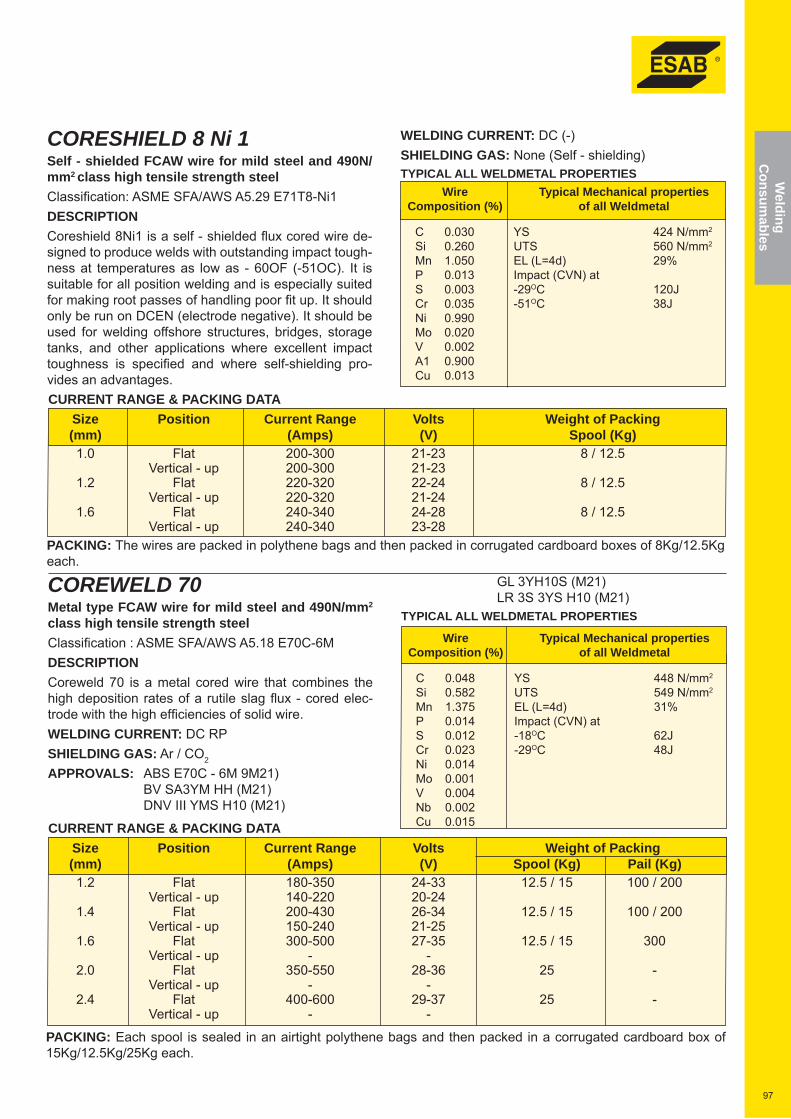
97
Welding
Consum
ables
WELDING CURRENT: DC (-)SHIELDING GAS: None (Self - shielding)TYPICAL ALL WELDMETAL PROPERTIES Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.030 YS 424 N/mm2
Si 0.260 UTS 560 N/mm2
Mn 1.050 EL (L=4d) 29% P 0.013 Impact (CVN) at S 0.003 -29OC 120J Cr 0.035 -51OC 38J Ni 0.990 Mo 0.020 V 0.002 A1 0.900 Cu 0.013
CORESHIELD 8 Ni 1Self - shielded FCAW wire for mild steel and 490N/mm2 class high tensile strength steelClassifi cation: ASME SFA/AWS A5.29 E71T8-Ni1DESCRIPTIONCoreshield 8Ni1 is a self - shielded fl ux cored wire de-signed to produce welds with outstanding impact tough-ness at temperatures as low as - 60OF (-51OC). It is suitable for all position welding and is especially suited for making root passes of handling poor fi t up. It should only be run on DCEN (electrode negative). It should be used for welding offshore structures, bridges, storage tanks, and other applications where excellent impact toughness is specifi ed and where self-shielding pro-vides an advantages.
COREWELD 70Metal type FCAW wire for mild steel and 490N/mm2 class high tensile strength steelClassifi cation : ASME SFA/AWS A5.18 E70C-6MDESCRIPTIONCoreweld 70 is a metal cored wire that combines the high deposition rates of a rutile slag fl ux - cored elec-trode with the high effi ciencies of solid wire.WELDING CURRENT: DC RPSHIELDING GAS: Ar / CO2
APPROVALS: ABS E70C - 6M 9M21) BV SA3YM HH (M21) DNV III YMS H10 (M21)
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) 1.0 Flat 200-300 21-23 8 / 12.5 Vertical - up 200-300 21-23 1.2 Flat 220-320 22-24 8 / 12.5 Vertical - up 220-320 21-24 1.6 Flat 240-340 24-28 8 / 12.5 Vertical - up 240-340 23-28
GL 3YH10S (M21) LR 3S 3YS H10 (M21)TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.048 YS 448 N/mm2
Si 0.582 UTS 549 N/mm2
Mn 1.375 EL (L=4d) 31% P 0.014 Impact (CVN) at S 0.012 -18OC 62J Cr 0.023 -29OC 48J Ni 0.014 Mo 0.001 V 0.004 Nb 0.002 Cu 0.015CURRENT RANGE & PACKING DATA
Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) Pail (Kg) 1.2 Flat 180-350 24-33 12.5 / 15 100 / 200 Vertical - up 140-220 20-24 1.4 Flat 200-430 26-34 12.5 / 15 100 / 200 Vertical - up 150-240 21-25 1.6 Flat 300-500 27-35 12.5 / 15 300 Vertical - up - - 2.0 Flat 350-550 28-36 25 - Vertical - up - - 2.4 Flat 400-600 29-37 25 - Vertical - up - -
PACKING: The wires are packed in polythene bags and then packed in corrugated cardboard boxes of 8Kg/12.5Kg each.
PACKING: Each spool is sealed in an airtight polythene bags and then packed in a corrugated cardboard box of 15Kg/12.5Kg/25Kg each.
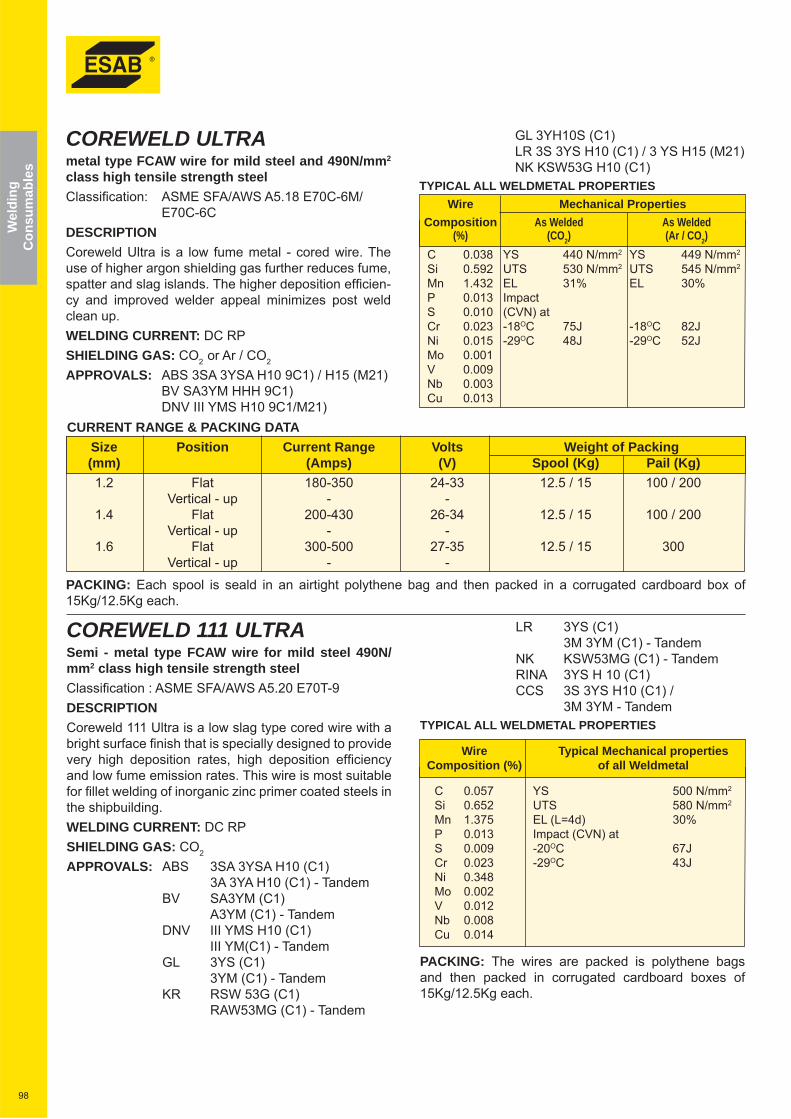
98
Wel
ding
Con
sum
able
s
GL 3YH10S (C1) LR 3S 3YS H10 (C1) / 3 YS H15 (M21) NK KSW53G H10 (C1) TYPICAL ALL WELDMETAL PROPERTIES Wire Mechanical Properties Composition As Welded As Welded (%) (CO2) (Ar / CO2) C 0.038 YS 440 N/mm2 YS 449 N/mm2
Si 0.592 UTS 530 N/mm2 UTS 545 N/mm2
Mn 1.432 EL 31% EL 30% P 0.013 Impact S 0.010 (CVN) at Cr 0.023 -18OC 75J -18OC 82J Ni 0.015 -29OC 48J -29OC 52J Mo 0.001 V 0.009 Nb 0.003 Cu 0.013
COREWELD ULTRAmetal type FCAW wire for mild steel and 490N/mm2
class high tensile strength steelClassifi cation: ASME SFA/AWS A5.18 E70C-6M/ E70C-6CDESCRIPTIONCoreweld Ultra is a low fume metal - cored wire. The use of higher argon shielding gas further reduces fume, spatter and slag islands. The higher deposition effi cien-cy and improved welder appeal minimizes post weld clean up.WELDING CURRENT: DC RPSHIELDING GAS: CO2 or Ar / CO2
APPROVALS: ABS 3SA 3YSA H10 9C1) / H15 (M21) BV SA3YM HHH 9C1) DNV III YMS H10 9C1/M21)
LR 3YS (C1) 3M 3YM (C1) - Tandem NK KSW53MG (C1) - Tandem RINA 3YS H 10 (C1) CCS 3S 3YS H10 (C1) / 3M 3YM - Tandem TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.057 YS 500 N/mm2
Si 0.652 UTS 580 N/mm2
Mn 1.375 EL (L=4d) 30% P 0.013 Impact (CVN) at S 0.009 -20OC 67J Cr 0.023 -29OC 43J Ni 0.348 Mo 0.002 V 0.012 Nb 0.008 Cu 0.014
PACKING: The wires are packed is polythene bags and then packed in corrugated cardboard boxes of 15Kg/12.5Kg each.
COREWELD 111 ULTRASemi - metal type FCAW wire for mild steel 490N/mm2 class high tensile strength steelClassifi cation : ASME SFA/AWS A5.20 E70T-9DESCRIPTIONCoreweld 111 Ultra is a low slag type cored wire with a bright surface fi nish that is specially designed to provide very high deposition rates, high deposition effi ciency and low fume emission rates. This wire is most suitable for fi llet welding of inorganic zinc primer coated steels in the shipbuilding.WELDING CURRENT: DC RPSHIELDING GAS: CO2
APPROVALS: ABS 3SA 3YSA H10 (C1) 3A 3YA H10 (C1) - Tandem BV SA3YM (C1) A3YM (C1) - Tandem DNV III YMS H10 (C1) III YM(C1) - Tandem GL 3YS (C1) 3YM (C1) - Tandem KR RSW 53G (C1) RAW53MG (C1) - Tandem
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) Pail (Kg) 1.2 Flat 180-350 24-33 12.5 / 15 100 / 200 Vertical - up - - 1.4 Flat 200-430 26-34 12.5 / 15 100 / 200 Vertical - up - - 1.6 Flat 300-500 27-35 12.5 / 15 300 Vertical - up - -
PACKING: Each spool is seald in an airtight polythene bag and then packed in a corrugated cardboard box of 15Kg/12.5Kg each.
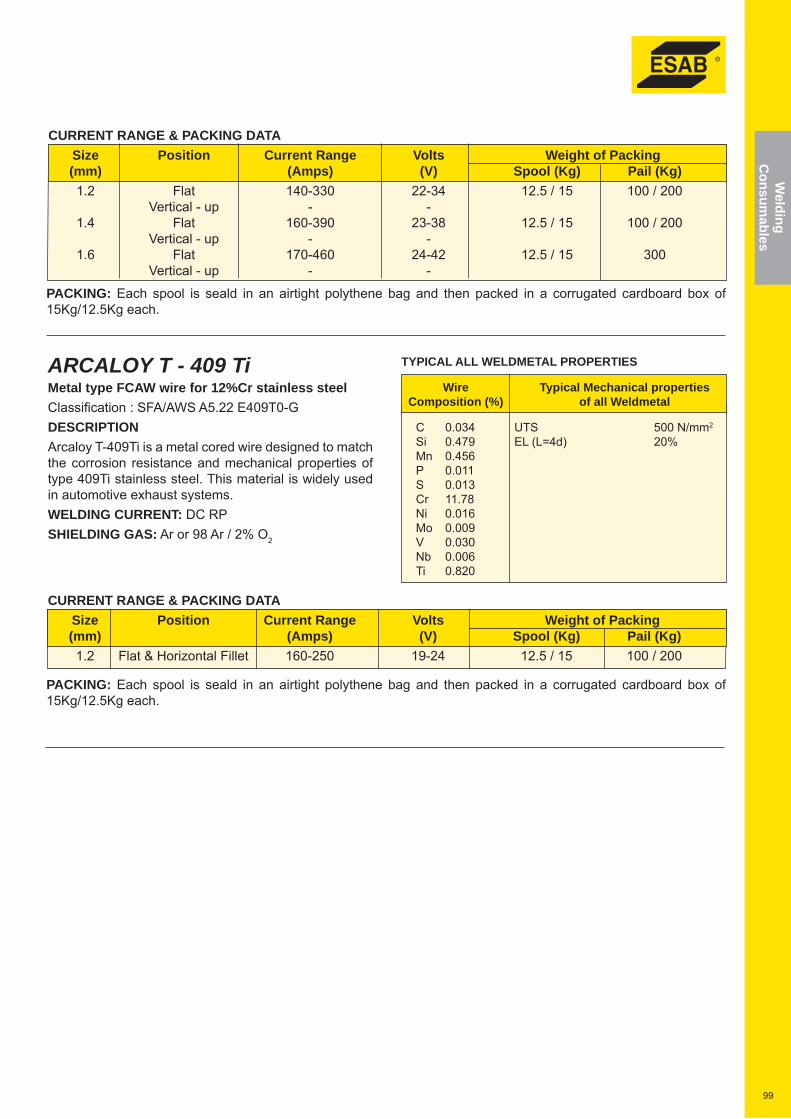
99
Welding
Consum
ables
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) Pail (Kg) 1.2 Flat 140-330 22-34 12.5 / 15 100 / 200 Vertical - up - - 1.4 Flat 160-390 23-38 12.5 / 15 100 / 200 Vertical - up - - 1.6 Flat 170-460 24-42 12.5 / 15 300 Vertical - up - -
CURRENT RANGE & PACKING DATA Size Position Current Range Volts Weight of Packing (mm) (Amps) (V) Spool (Kg) Pail (Kg) 1.2 Flat & Horizontal Fillet 160-250 19-24 12.5 / 15 100 / 200
TYPICAL ALL WELDMETAL PROPERTIES
Wire Typical Mechanical properties Composition (%) of all Weldmetal
C 0.034 UTS 500 N/mm2
Si 0.479 EL (L=4d) 20% Mn 0.456 P 0.011 S 0.013 Cr 11.78 Ni 0.016 Mo 0.009 V 0.030 Nb 0.006 Ti 0.820
ARCALOY T - 409 TiMetal type FCAW wire for 12%Cr stainless steelClassifi cation : SFA/AWS A5.22 E409T0-GDESCRIPTIONArcaloy T-409Ti is a metal cored wire designed to match the corrosion resistance and mechanical properties of type 409Ti stainless steel. This material is widely used in automotive exhaust systems.WELDING CURRENT: DC RPSHIELDING GAS: Ar or 98 Ar / 2% O2
PACKING: Each spool is seald in an airtight polythene bag and then packed in a corrugated cardboard box of 15Kg/12.5Kg each.
PACKING: Each spool is seald in an airtight polythene bag and then packed in a corrugated cardboard box of 15Kg/12.5Kg each.
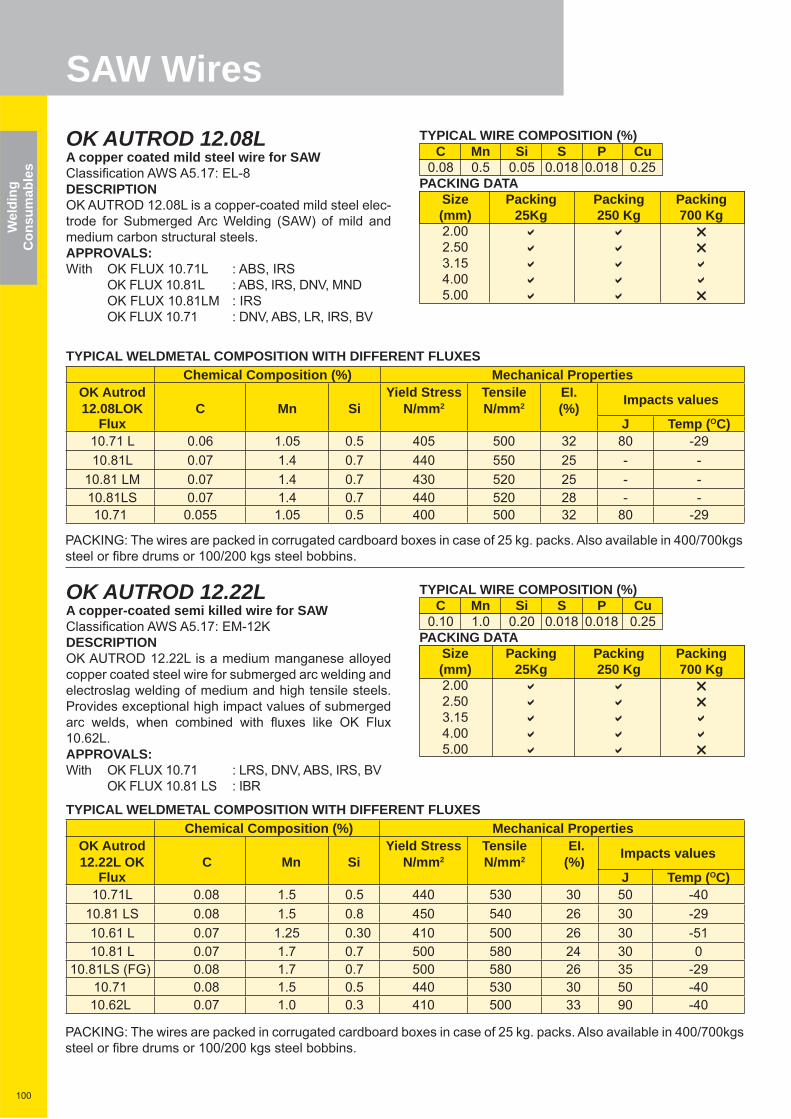
100
Wel
ding
Con
sum
able
s
TYPICAL WIRE COMPOSITION (%) C Mn Si S P Cu 0.08 0.5 0.05 0.018 0.018 0.25PACKING DATA Size Packing Packing Packing (mm) 25Kg 250 Kg 700 Kg 2.00 2.50 3.15 4.00 5.00
SAW WiresOK AUTROD 12.08LA copper coated mild steel wire for SAWClassifi cation AWS A5.17: EL-8DESCRIPTIONOK AUTROD 12.08L is a copper-coated mild steel elec-trode for Submerged Arc Welding (SAW) of mild and medium carbon structural steels.APPROVALS:With OK FLUX 10.71L : ABS, IRS OK FLUX 10.81L : ABS, IRS, DNV, MND OK FLUX 10.81LM : IRS OK FLUX 10.71 : DNV, ABS, LR, IRS, BV
OK AUTROD 12.22LA copper-coated semi killed wire for SAWClassifi cation AWS A5.17: EM-12KDESCRIPTIONOK AUTROD 12.22L is a medium manganese alloyed copper coated steel wire for submerged arc welding and electroslag welding of medium and high tensile steels. Provides exceptional high impact values of submerged arc welds, when combined with fl uxes like OK Flux 10.62L.APPROVALS:With OK FLUX 10.71 : LRS, DNV, ABS, IRS, BV OK FLUX 10.81 LS : IBR
TYPICAL WELDMETAL COMPOSITION WITH DIFFERENT FLUXESChemical Composition (%) Mechanical Properties
OK Autrod Yield Stress Tensile EI. Impacts values 12.08LOK C Mn Si N/mm2 N/mm2 (%) Flux J Temp (OC)
10.71 L 0.06 1.05 0.5 405 500 32 80 -29 10.81L 0.07 1.4 0.7 440 550 25 - -
10.81 LM 0.07 1.4 0.7 430 520 25 - - 10.81LS 0.07 1.4 0.7 440 520 28 - -
10.71 0.055 1.05 0.5 400 500 32 80 -29
TYPICAL WELDMETAL COMPOSITION WITH DIFFERENT FLUXES Chemical Composition (%) Mechanical Properties
OK Autrod Yield Stress Tensile EI. Impacts values 12.22L OK C Mn Si N/mm2 N/mm2 (%) Flux J Temp (OC)
10.71L 0.08 1.5 0.5 440 530 30 50 -40 10.81 LS 0.08 1.5 0.8 450 540 26 30 -29 10.61 L 0.07 1.25 0.30 410 500 26 30 -51 10.81 L 0.07 1.7 0.7 500 580 24 30 0
10.81LS (FG) 0.08 1.7 0.7 500 580 26 35 -2910.71 0.08 1.5 0.5 440 530 30 50 -4010.62L 0.07 1.0 0.3 410 500 33 90 -40
TYPICAL WIRE COMPOSITION (%) C Mn Si S P Cu 0.10 1.0 0.20 0.018 0.018 0.25PACKING DATA Size Packing Packing Packing (mm) 25Kg 250 Kg 700 Kg 2.00 2.50 3.15 4.00 5.00
PACKING: The wires are packed in corrugated cardboard boxes in case of 25 kg. packs. Also available in 400/700kgs steel or fi bre drums or 100/200 kgs steel bobbins.
PACKING: The wires are packed in corrugated cardboard boxes in case of 25 kg. packs. Also available in 400/700kgs steel or fi bre drums or 100/200 kgs steel bobbins.
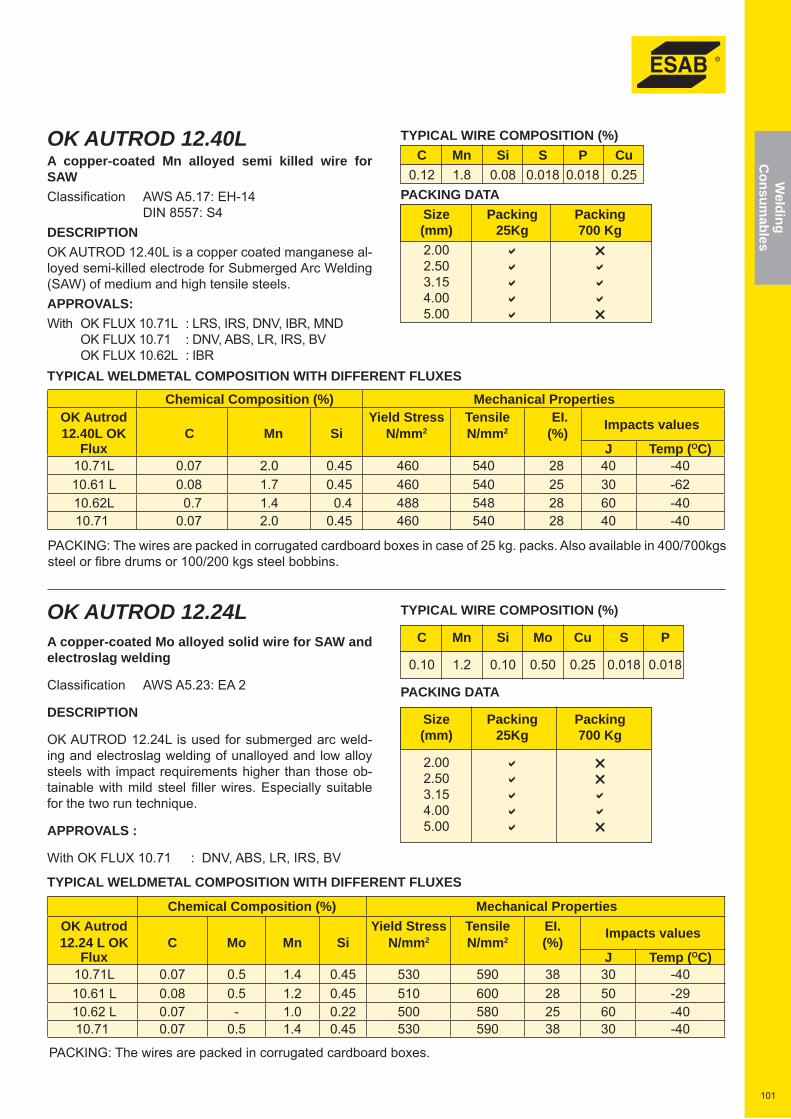
101
Welding
Consum
ables
TYPICAL WIRE COMPOSITION (%)
C Mn Si Mo Cu S P
0.10 1.2 0.10 0.50 0.25 0.018 0.018
PACKING DATA
Size Packing Packing (mm) 25Kg 700 Kg
2.00 2.50 3.15 4.00 5.00
TYPICAL WIRE COMPOSITION (%) C Mn Si S P Cu 0.12 1.8 0.08 0.018 0.018 0.25PACKING DATA Size Packing Packing (mm) 25Kg 700 Kg 2.00 2.50 3.15 4.00 5.00
OK AUTROD 12.40LA copper-coated Mn alloyed semi killed wire for SAWClassifi cation AWS A5.17: EH-14 DIN 8557: S4DESCRIPTIONOK AUTROD 12.40L is a copper coated manganese al-loyed semi-killed electrode for Submerged Arc Welding (SAW) of medium and high tensile steels.APPROVALS:With OK FLUX 10.71L : LRS, IRS, DNV, IBR, MND OK FLUX 10.71 : DNV, ABS, LR, IRS, BV OK FLUX 10.62L : IBR
OK AUTROD 12.24LA copper-coated Mo alloyed solid wire for SAW and electroslag welding
Classifi cation AWS A5.23: EA 2
DESCRIPTION
OK AUTROD 12.24L is used for submerged arc weld-ing and electroslag welding of unalloyed and low alloy steels with impact requirements higher than those ob-tainable with mild steel fi ller wires. Especially suitable for the two run technique.
APPROVALS :
With OK FLUX 10.71 : DNV, ABS, LR, IRS, BV
TYPICAL WELDMETAL COMPOSITION WITH DIFFERENT FLUXES
Chemical Composition (%) Mechanical Properties OK Autrod Yield Stress Tensile EI. Impacts values 12.40L OK C Mn Si N/mm2 N/mm2 (%)
Flux J Temp (OC) 10.71L 0.07 2.0 0.45 460 540 28 40 -40 10.61 L 0.08 1.7 0.45 460 540 25 30 -62 10.62L 0.7 1.4 0.4 488 548 28 60 -4010.71 0.07 2.0 0.45 460 540 28 40 -40
TYPICAL WELDMETAL COMPOSITION WITH DIFFERENT FLUXES
Chemical Composition (%) Mechanical Properties OK Autrod Yield Stress Tensile EI. Impacts values 12.24 L OK C Mo Mn Si N/mm2 N/mm2 (%)
Flux J Temp (OC) 10.71L 0.07 0.5 1.4 0.45 530 590 38 30 -40 10.61 L 0.08 0.5 1.2 0.45 510 600 28 50 -29 10.62 L 0.07 - 1.0 0.22 500 580 25 60 -4010.71 0.07 0.5 1.4 0.45 530 590 38 30 -40
PACKING: The wires are packed in corrugated cardboard boxes.
PACKING: The wires are packed in corrugated cardboard boxes in case of 25 kg. packs. Also available in 400/700kgs steel or fi bre drums or 100/200 kgs steel bobbins.
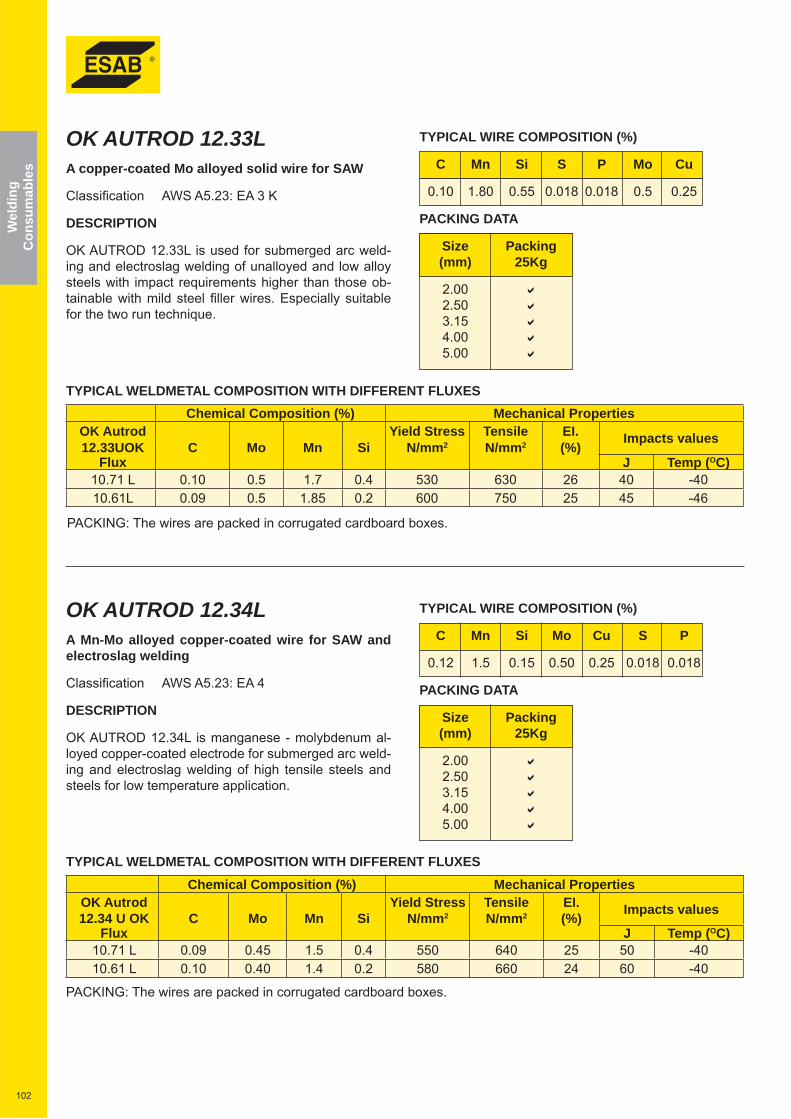
102
Wel
ding
Con
sum
able
s
OK AUTROD 12.33LA copper-coated Mo alloyed solid wire for SAW
Classifi cation AWS A5.23: EA 3 K
DESCRIPTION
OK AUTROD 12.33L is used for submerged arc weld-ing and electroslag welding of unalloyed and low alloy steels with impact requirements higher than those ob-tainable with mild steel fi ller wires. Especially suitable for the two run technique.
TYPICAL WIRE COMPOSITION (%)
C Mn Si S P Mo Cu
0.10 1.80 0.55 0.018 0.018 0.5 0.25
PACKING DATA
Size Packing (mm) 25Kg
2.00 2.50 3.15 4.00 5.00
OK AUTROD 12.34LA Mn-Mo alloyed copper-coated wire for SAW and electroslag welding
Classifi cation AWS A5.23: EA 4
DESCRIPTION
OK AUTROD 12.34L is manganese - molybdenum al-loyed copper-coated electrode for submerged arc weld-ing and electroslag welding of high tensile steels and steels for low temperature application.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Mo Cu S P
0.12 1.5 0.15 0.50 0.25 0.018 0.018
PACKING DATA
Size Packing (mm) 25Kg
2.00 2.50 3.15 4.00 5.00
TYPICAL WELDMETAL COMPOSITION WITH DIFFERENT FLUXES Chemical Composition (%) Mechanical Properties
OK Autrod Yield Stress Tensile EI. Impacts values 12.33UOK C Mo Mn Si N/mm2 N/mm2 (%)
Flux J Temp (OC) 10.71 L 0.10 0.5 1.7 0.4 530 630 26 40 -40 10.61L 0.09 0.5 1.85 0.2 600 750 25 45 -46
TYPICAL WELDMETAL COMPOSITION WITH DIFFERENT FLUXESChemical Composition (%) Mechanical Properties
OK Autrod Yield Stress Tensile EI. Impacts values 12.34 U OK C Mo Mn Si N/mm2 N/mm2 (%) Flux J Temp (OC)
10.71 L 0.09 0.45 1.5 0.4 550 640 25 50 -40 10.61 L 0.10 0.40 1.4 0.2 580 660 24 60 -40
PACKING: The wires are packed in corrugated cardboard boxes.
PACKING: The wires are packed in corrugated cardboard boxes.
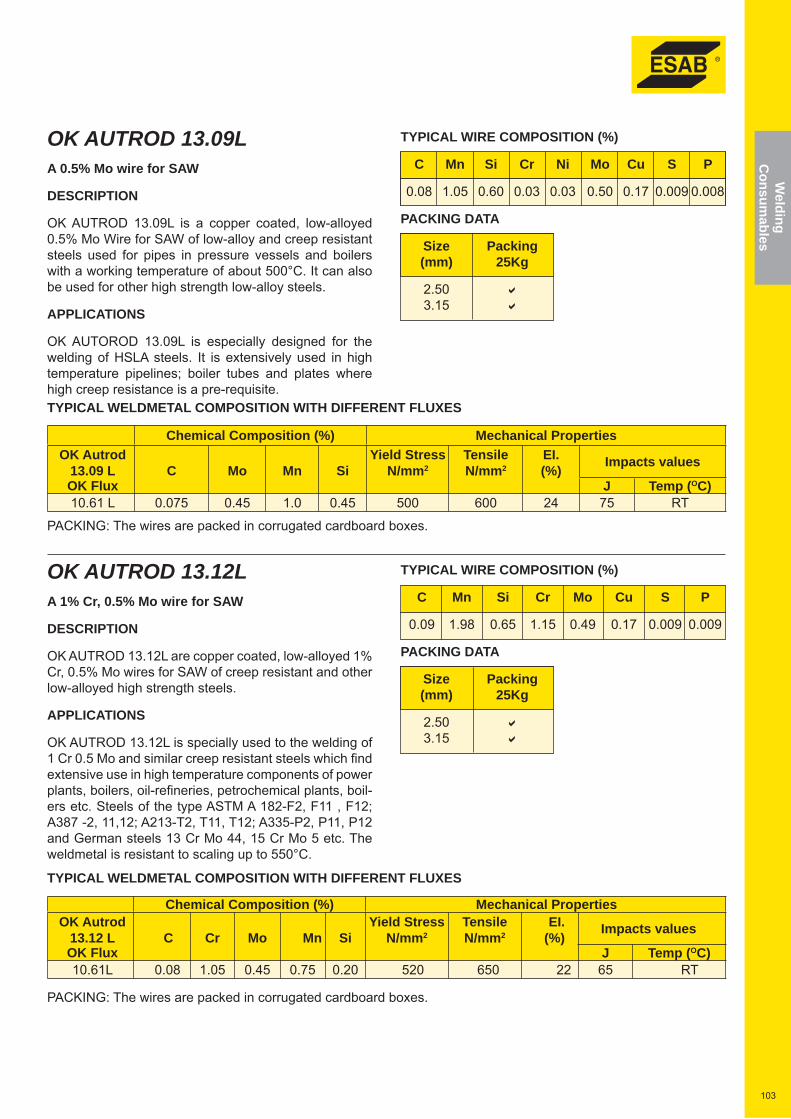
103
Welding
Consum
ables
OK AUTROD 13.09LA 0.5% Mo wire for SAW
DESCRIPTION
OK AUTROD 13.09L is a copper coated, low-alloyed 0.5% Mo Wire for SAW of low-alloy and creep resistant steels used for pipes in pressure vessels and boilers with a working temperature of about 500°C. It can also be used for other high strength low-alloy steels.
APPLICATIONS
OK AUTOROD 13.09L is especially designed for the welding of HSLA steels. It is extensively used in high temperature pipelines; boiler tubes and plates where high creep resistance is a pre-requisite.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni Mo Cu S P
0.08 1.05 0.60 0.03 0.03 0.50 0.17 0.009 0.008
PACKING DATA
Size Packing (mm) 25Kg
2.50 3.15
OK AUTROD 13.12LA 1% Cr, 0.5% Mo wire for SAW
DESCRIPTION
OK AUTROD 13.12L are copper coated, low-alloyed 1% Cr, 0.5% Mo wires for SAW of creep resistant and other low-alloyed high strength steels.
APPLICATIONS
OK AUTROD 13.12L is specially used to the welding of 1 Cr 0.5 Mo and similar creep resistant steels which fi nd extensive use in high temperature components of power plants, boilers, oil-refi neries, petrochemical plants, boil-ers etc. Steels of the type ASTM A 182-F2, F11 , F12; A387 -2, 11,12; A213-T2, T11, T12; A335-P2, P11, P12 and German steels 13 Cr Mo 44, 15 Cr Mo 5 etc. The weldmetal is resistant to scaling up to 550°C.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Mo Cu S P
0.09 1.98 0.65 1.15 0.49 0.17 0.009 0.009
PACKING DATA
Size Packing (mm) 25Kg
2.50 3.15
TYPICAL WELDMETAL COMPOSITION WITH DIFFERENT FLUXES
Chemical Composition (%) Mechanical Properties OK Autrod Yield Stress Tensile EI. Impacts values 13.09 L C Mo Mn Si N/mm2 N/mm2 (%)
OK Flux J Temp (OC) 10.61 L 0.075 0.45 1.0 0.45 500 600 24 75 RT
TYPICAL WELDMETAL COMPOSITION WITH DIFFERENT FLUXES
Chemical Composition (%) Mechanical Properties OK Autrod Yield Stress Tensile EI. Impacts values
13.12 L C Cr Mo Mn Si N/mm2 N/mm2 (%) OK Flux J Temp (OC) 10.61L 0.08 1.05 0.45 0.75 0.20 520 650 22 65 RT
PACKING: The wires are packed in corrugated cardboard boxes.
PACKING: The wires are packed in corrugated cardboard boxes.
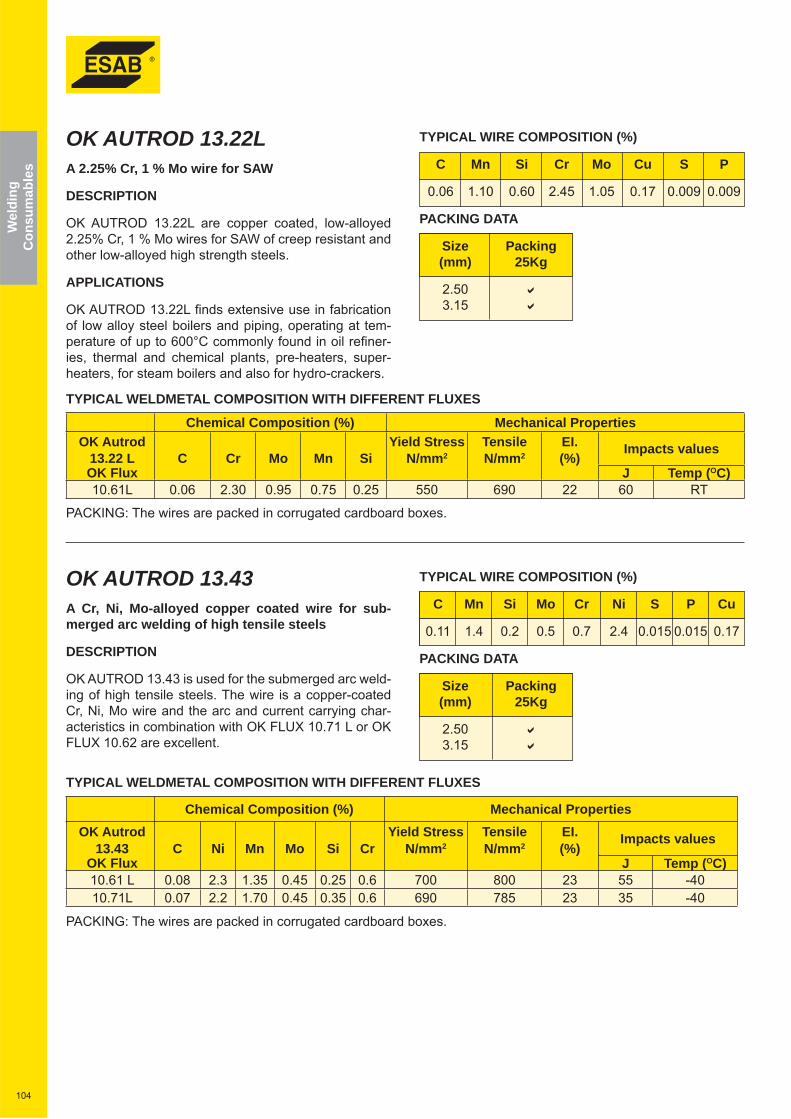
104
Wel
ding
Con
sum
able
s
OK AUTROD 13.22LA 2.25% Cr, 1 % Mo wire for SAW
DESCRIPTION
OK AUTROD 13.22L are copper coated, low-alloyed 2.25% Cr, 1 % Mo wires for SAW of creep resistant and other low-alloyed high strength steels.
APPLICATIONS
OK AUTROD 13.22L fi nds extensive use in fabrication of low alloy steel boilers and piping, operating at tem-perature of up to 600°C commonly found in oil refi ner-ies, thermal and chemical plants, pre-heaters, super-heaters, for steam boilers and also for hydro-crackers.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Mo Cu S P
0.06 1.10 0.60 2.45 1.05 0.17 0.009 0.009
PACKING DATA
Size Packing (mm) 25Kg
2.50 3.15
OK AUTROD 13.43A Cr, Ni, Mo-alloyed copper coated wire for sub-merged arc welding of high tensile steels
DESCRIPTION
OK AUTROD 13.43 is used for the submerged arc weld-ing of high tensile steels. The wire is a copper-coated Cr, Ni, Mo wire and the arc and current carrying char-acteristics in combination with OK FLUX 10.71 L or OK FLUX 10.62 are excellent.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Mo Cr Ni S P Cu
0.11 1.4 0.2 0.5 0.7 2.4 0.015 0.015 0.17
PACKING DATA
Size Packing (mm) 25Kg
2.50 3.15
TYPICAL WELDMETAL COMPOSITION WITH DIFFERENT FLUXES
Chemical Composition (%) Mechanical Properties OK Autrod Yield Stress Tensile EI. Impacts values
13.22 L C Cr Mo Mn Si N/mm2 N/mm2 (%) OK Flux J Temp (OC) 10.61L 0.06 2.30 0.95 0.75 0.25 550 690 22 60 RT
TYPICAL WELDMETAL COMPOSITION WITH DIFFERENT FLUXES
Chemical Composition (%) Mechanical Properties OK Autrod Yield Stress Tensile EI. Impacts values
13.43 C Ni Mn Mo Si Cr N/mm2 N/mm2 (%) OK Flux J Temp (OC) 10.61 L 0.08 2.3 1.35 0.45 0.25 0.6 700 800 23 55 -40 10.71L 0.07 2.2 1.70 0.45 0.35 0.6 690 785 23 35 -40
PACKING: The wires are packed in corrugated cardboard boxes.
PACKING: The wires are packed in corrugated cardboard boxes.
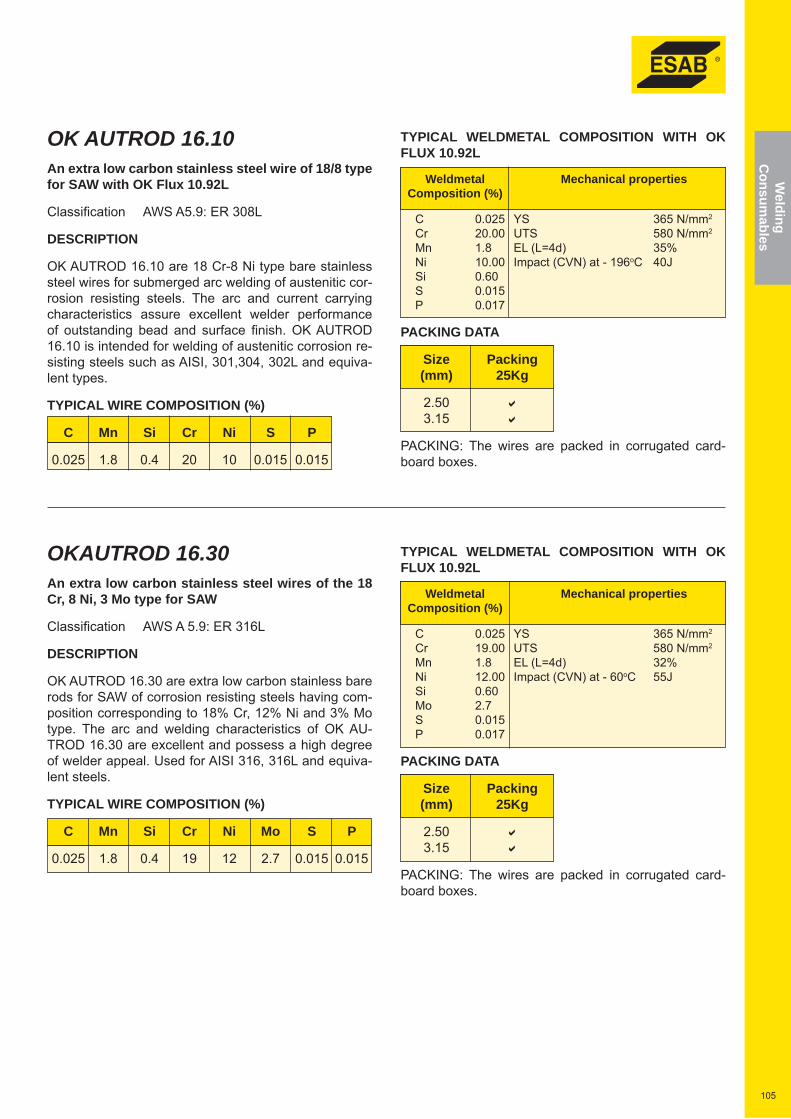
105
Welding
Consum
ables
OK AUTROD 16.10An extra low carbon stainless steel wire of 18/8 type for SAW with OK Flux 10.92L
Classifi cation AWS A5.9: ER 308L
DESCRIPTION
OK AUTROD 16.10 are 18 Cr-8 Ni type bare stainless steel wires for submerged arc welding of austenitic cor-rosion resisting steels. The arc and current carrying characteristics assure excellent welder performance of outstanding bead and surface fi nish. OK AUTROD 16.10 is intended for welding of austenitic corrosion re-sisting steels such as AISI, 301,304, 302L and equiva-lent types.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni S P
0.025 1.8 0.4 20 10 0.015 0.015
TYPICAL WELDMETAL COMPOSITION WITH OK FLUX 10.92L
Weldmetal Mechanical properties Composition (%)
C 0.025 YS 365 N/mm2
Cr 20.00 UTS 580 N/mm2
Mn 1.8 EL (L=4d) 35% Ni 10.00 Impact (CVN) at - 196oC 40J Si 0.60 S 0.015 P 0.017
PACKING DATA
Size Packing (mm) 25Kg
2.50 3.15
PACKING: The wires are packed in corrugated card-board boxes.
OKAUTROD 16.30An extra low carbon stainless steel wires of the 18 Cr, 8 Ni, 3 Mo type for SAW
Classifi cation AWS A 5.9: ER 316L
DESCRIPTION
OK AUTROD 16.30 are extra low carbon stainless bare rods for SAW of corrosion resisting steels having com-position corresponding to 18% Cr, 12% Ni and 3% Mo type. The arc and welding characteristics of OK AU-TROD 16.30 are excellent and possess a high degree of welder appeal. Used for AISI 316, 316L and equiva-lent steels.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni Mo S P
0.025 1.8 0.4 19 12 2.7 0.015 0.015
TYPICAL WELDMETAL COMPOSITION WITH OK FLUX 10.92L
Weldmetal Mechanical properties Composition (%)
C 0.025 YS 365 N/mm2
Cr 19.00 UTS 580 N/mm2
Mn 1.8 EL (L=4d) 32% Ni 12.00 Impact (CVN) at - 60oC 55J Si 0.60 Mo 2.7 S 0.015 P 0.017
PACKING DATA
Size Packing (mm) 25Kg
2.50 3.15
PACKING: The wires are packed in corrugated card-board boxes.
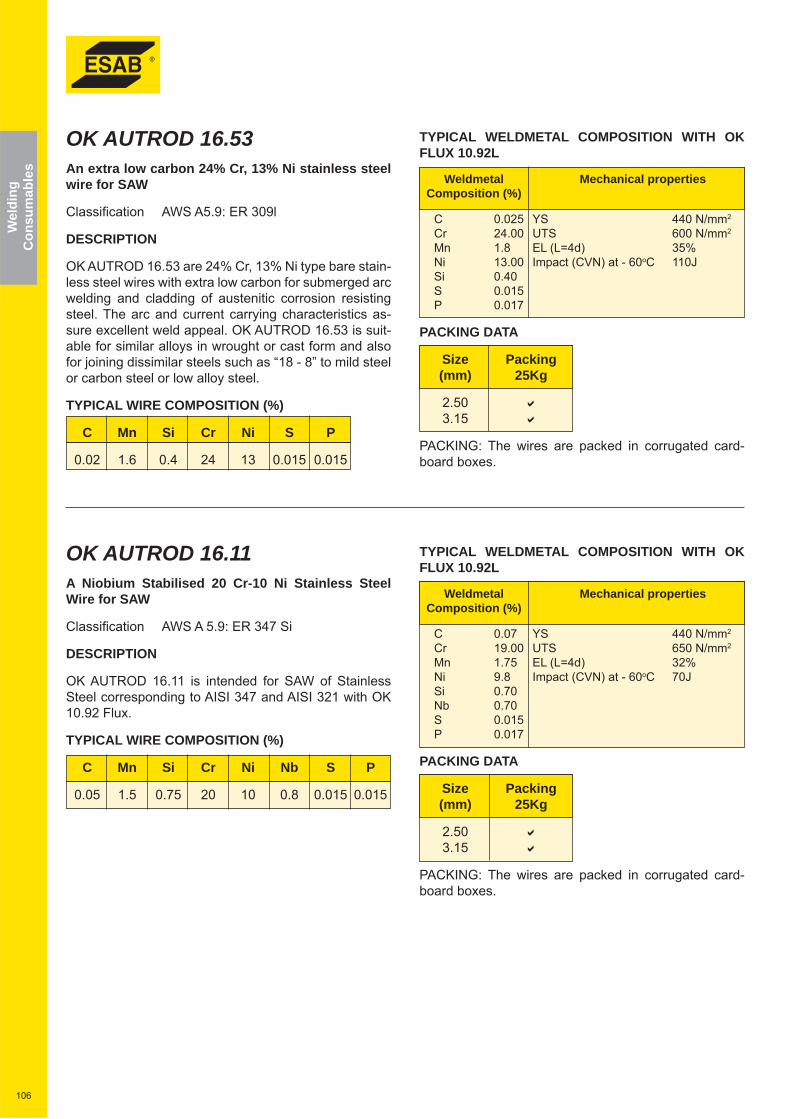
106
Wel
ding
Con
sum
able
s
OK AUTROD 16.53An extra low carbon 24% Cr, 13% Ni stainless steel wire for SAW
Classifi cation AWS A5.9: ER 309l
DESCRIPTION
OK AUTROD 16.53 are 24% Cr, 13% Ni type bare stain-less steel wires with extra low carbon for submerged arc welding and cladding of austenitic corrosion resisting steel. The arc and current carrying characteristics as-sure excellent weld appeal. OK AUTROD 16.53 is suit-able for similar alloys in wrought or cast form and also for joining dissimilar steels such as “18 - 8” to mild steel or carbon steel or low alloy steel.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni S P
0.02 1.6 0.4 24 13 0.015 0.015
TYPICAL WELDMETAL COMPOSITION WITH OK FLUX 10.92L
Weldmetal Mechanical properties Composition (%)
C 0.025 YS 440 N/mm2
Cr 24.00 UTS 600 N/mm2
Mn 1.8 EL (L=4d) 35% Ni 13.00 Impact (CVN) at - 60oC 110J Si 0.40 S 0.015 P 0.017
PACKING DATA
Size Packing (mm) 25Kg
2.50 3.15
PACKING: The wires are packed in corrugated card-board boxes.
OK AUTROD 16.11A Niobium Stabilised 20 Cr-10 Ni Stainless Steel Wire for SAW
Classifi cation AWS A 5.9: ER 347 Si
DESCRIPTION
OK AUTROD 16.11 is intended for SAW of Stainless Steel corresponding to AISI 347 and AISI 321 with OK 10.92 Flux.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni Nb S P
0.05 1.5 0.75 20 10 0.8 0.015 0.015
TYPICAL WELDMETAL COMPOSITION WITH OK FLUX 10.92L
Weldmetal Mechanical properties Composition (%)
C 0.07 YS 440 N/mm2
Cr 19.00 UTS 650 N/mm2
Mn 1.75 EL (L=4d) 32% Ni 9.8 Impact (CVN) at - 60oC 70J Si 0.70 Nb 0.70 S 0.015 P 0.017
PACKING DATA
Size Packing (mm) 25Kg
2.50 3.15
PACKING: The wires are packed in corrugated card-board boxes.
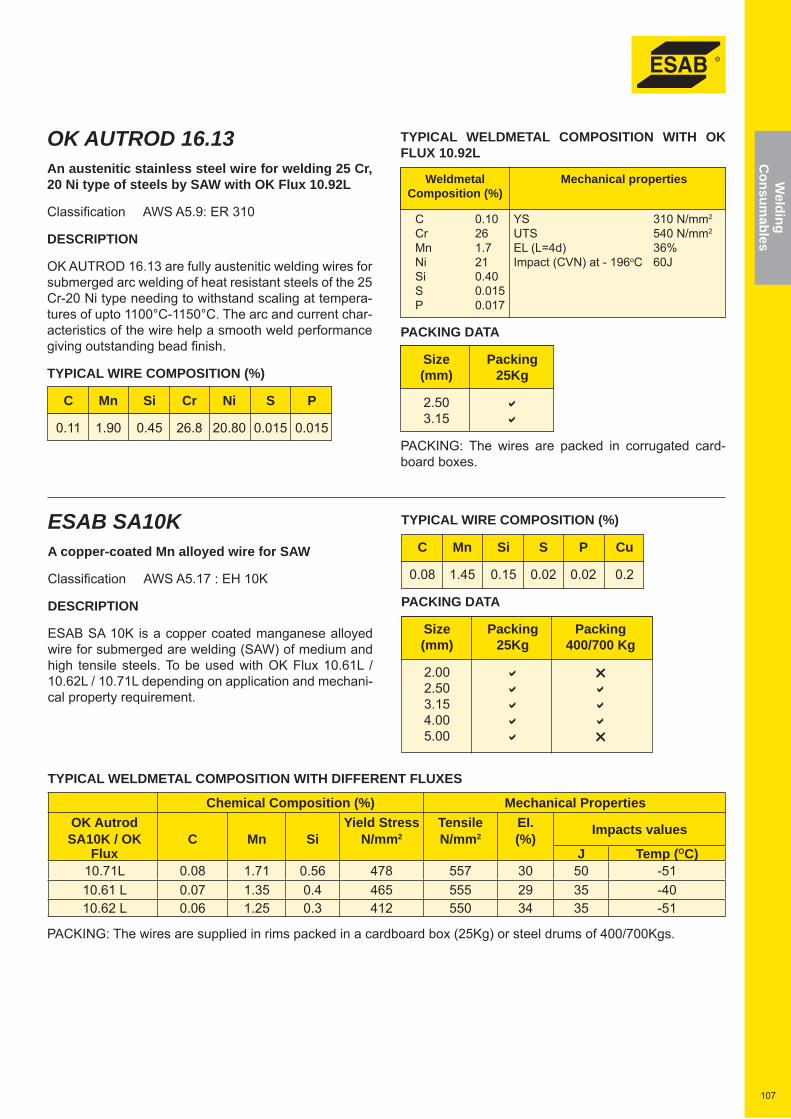
107
Welding
Consum
ables
OK AUTROD 16.13An austenitic stainless steel wire for welding 25 Cr, 20 Ni type of steels by SAW with OK Flux 10.92L
Classifi cation AWS A5.9: ER 310
DESCRIPTION
OK AUTROD 16.13 are fully austenitic welding wires for submerged arc welding of heat resistant steels of the 25 Cr-20 Ni type needing to withstand scaling at tempera-tures of upto 1100°C-1150°C. The arc and current char-acteristics of the wire help a smooth weld performance giving outstanding bead fi nish.
TYPICAL WIRE COMPOSITION (%)
C Mn Si Cr Ni S P
0.11 1.90 0.45 26.8 20.80 0.015 0.015
TYPICAL WELDMETAL COMPOSITION WITH OK FLUX 10.92L
Weldmetal Mechanical properties Composition (%)
C 0.10 YS 310 N/mm2
Cr 26 UTS 540 N/mm2
Mn 1.7 EL (L=4d) 36% Ni 21 Impact (CVN) at - 196oC 60J Si 0.40 S 0.015 P 0.017
PACKING DATA
Size Packing (mm) 25Kg
2.50 3.15
PACKING: The wires are packed in corrugated card-board boxes.
TYPICAL WIRE COMPOSITION (%)
C Mn Si S P Cu
0.08 1.45 0.15 0.02 0.02 0.2
PACKING DATA
Size Packing Packing (mm) 25Kg 400/700 Kg
2.00 2.50 3.15 4.00 5.00
ESAB SA10KA copper-coated Mn alloyed wire for SAW
Classifi cation AWS A5.17 : EH 10K
DESCRIPTION
ESAB SA 10K is a copper coated manganese alloyed wire for submerged are welding (SAW) of medium and high tensile steels. To be used with OK Flux 10.61L / 10.62L / 10.71L depending on application and mechani-cal property requirement.
TYPICAL WELDMETAL COMPOSITION WITH DIFFERENT FLUXES
Chemical Composition (%) Mechanical Properties OK Autrod Yield Stress Tensile EI. Impacts values SA10K / OK C Mn Si N/mm2 N/mm2 (%)
Flux J Temp (OC) 10.71L 0.08 1.71 0.56 478 557 30 50 -51 10.61 L 0.07 1.35 0.4 465 555 29 35 -40 10.62 L 0.06 1.25 0.3 412 550 34 35 -51
PACKING: The wires are supplied in rims packed in a cardboard box (25Kg) or steel drums of 400/700Kgs.
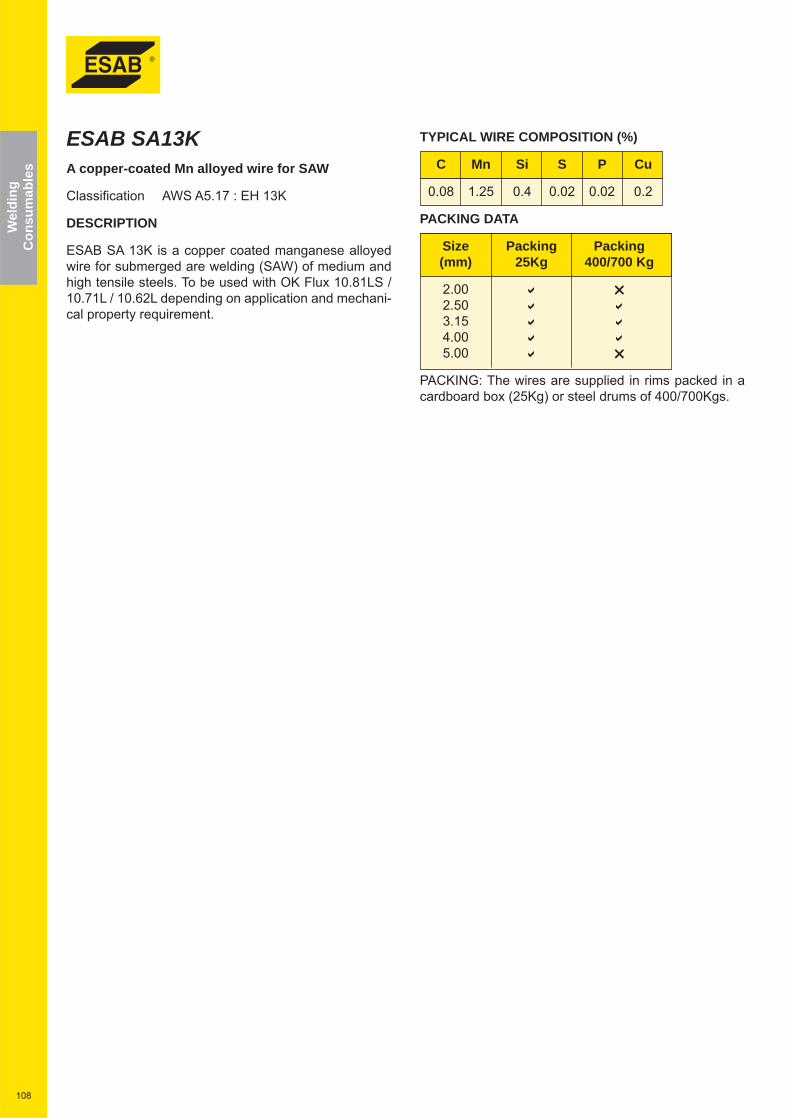
108
Wel
ding
Con
sum
able
s
TYPICAL WIRE COMPOSITION (%)
C Mn Si S P Cu
0.08 1.25 0.4 0.02 0.02 0.2
PACKING DATA
Size Packing Packing (mm) 25Kg 400/700 Kg
2.00 2.50 3.15 4.00 5.00
PACKING: The wires are supplied in rims packed in a cardboard box (25Kg) or steel drums of 400/700Kgs.
ESAB SA13KA copper-coated Mn alloyed wire for SAW
Classifi cation AWS A5.17 : EH 13K
DESCRIPTION
ESAB SA 13K is a copper coated manganese alloyed wire for submerged are welding (SAW) of medium and high tensile steels. To be used with OK Flux 10.81LS / 10.71L / 10.62L depending on application and mechani-cal property requirement.
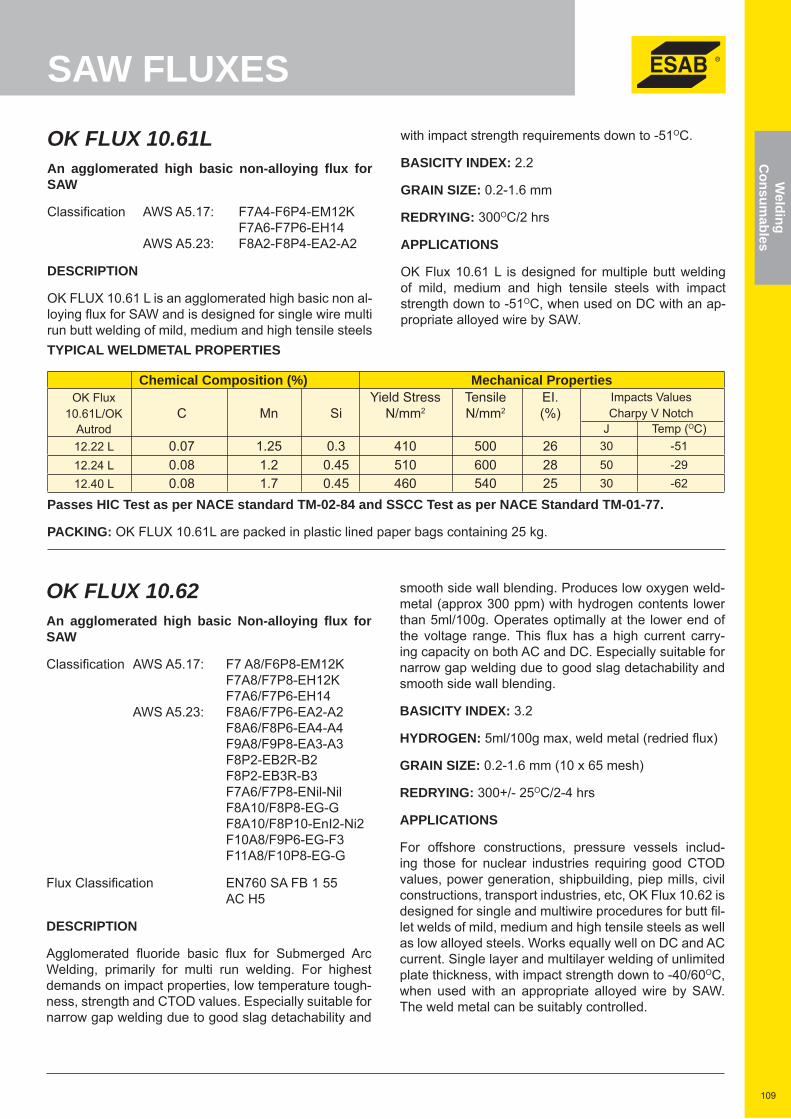
109
Welding
Consum
ables
OK FLUX 10.62An agglomerated high basic Non-alloying fl ux for SAW
Classifi cation AWS A5.17: F7 A8/F6P8-EM12K F7A8/F7P8-EH12K F7A6/F7P6-EH14 AWS A5.23: F8A6/F7P6-EA2-A2 F8A6/F8P6-EA4-A4 F9A8/F9P8-EA3-A3 F8P2-EB2R-B2 F8P2-EB3R-B3 F7A6/F7P8-ENil-Nil F8A10/F8P8-EG-G F8A10/F8P10-EnI2-Ni2 F10A8/F9P6-EG-F3 F11A8/F10P8-EG-G
Flux Classifi cation EN760 SA FB 1 55 AC H5
DESCRIPTION
Agglomerated fl uoride basic fl ux for Submerged Arc Welding, primarily for multi run welding. For highest demands on impact properties, low temperature tough-ness, strength and CTOD values. Especially suitable for narrow gap welding due to good slag detachability and
smooth side wall blending. Produces low oxygen weld-metal (approx 300 ppm) with hydrogen contents lower than 5ml/100g. Operates optimally at the lower end of the voltage range. This fl ux has a high current carry-ing capacity on both AC and DC. Especially suitable for narrow gap welding due to good slag detachability and smooth side wall blending.
BASICITY INDEX: 3.2
HYDROGEN: 5ml/100g max, weld metal (redried fl ux)
GRAIN SIZE: 0.2-1.6 mm (10 x 65 mesh)
REDRYING: 300+/- 25OC/2-4 hrs
APPLICATIONS
For offshore constructions, pressure vessels includ-ing those for nuclear industries requiring good CTOD values, power generation, shipbuilding, piep mills, civil constructions, transport industries, etc, OK Flux 10.62 is designed for single and multiwire procedures for butt fi l-let welds of mild, medium and high tensile steels as well as low alloyed steels. Works equally well on DC and AC current. Single layer and multilayer welding of unlimited plate thickness, with impact strength down to -40/60OC, when used with an appropriate alloyed wire by SAW. The weld metal can be suitably controlled.
SAW FLUXESOK FLUX 10.61LAn agglomerated high basic non-alloying fl ux for SAW
Classifi cation AWS A5.17: F7A4-F6P4-EM12K F7A6-F7P6-EH14 AWS A5.23: F8A2-F8P4-EA2-A2
DESCRIPTION
OK FLUX 10.61 L is an agglomerated high basic non al-loying fl ux for SAW and is designed for single wire multi run butt welding of mild, medium and high tensile steels
with impact strength requirements down to -51OC.
BASICITY INDEX: 2.2
GRAIN SIZE: 0.2-1.6 mm
REDRYING: 300OC/2 hrs
APPLICATIONS
OK Flux 10.61 L is designed for multiple butt welding of mild, medium and high tensile steels with impact strength down to -51OC, when used on DC with an ap-propriate alloyed wire by SAW.
TYPICAL WELDMETAL PROPERTIES
Chemical Composition (%) Mechanical Properties OK Flux Yield Stress Tensile EI. Impacts Values
10.61L/OK C Mn Si N/mm2 N/mm2 (%) Charpy V Notch Autrod J Temp (OC) 12.22 L 0.07 1.25 0.3 410 500 26 30 -51 12.24 L 0.08 1.2 0.45 510 600 28 50 -29 12.40 L 0.08 1.7 0.45 460 540 25 30 -62
Passes HIC Test as per NACE standard TM-02-84 and SSCC Test as per NACE Standard TM-01-77.
PACKING: OK FLUX 10.61L are packed in plastic lined paper bags containing 25 kg.
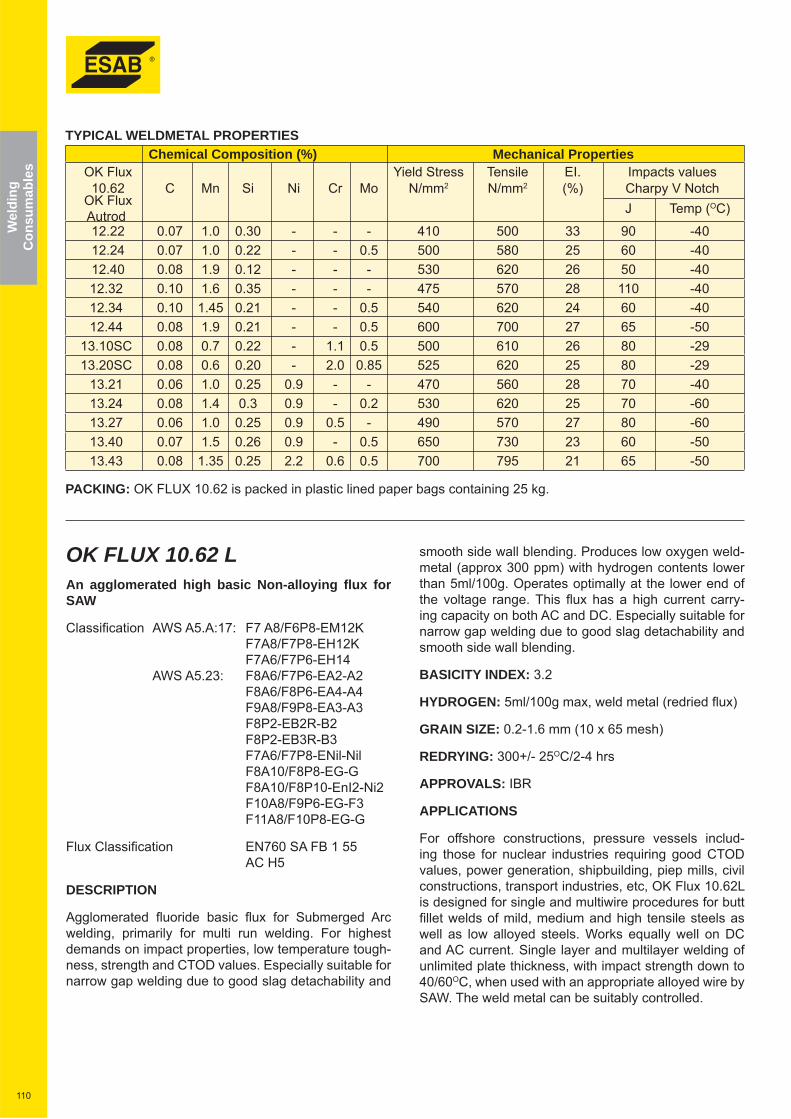
110
Wel
ding
Con
sum
able
s
TYPICAL WELDMETAL PROPERTIES Chemical Composition (%) Mechanical Properties
OK Flux Yield Stress Tensile EI. Impacts values 10.62 C Mn Si Ni Cr Mo N/mm2 N/mm2 (%) Charpy V Notch
OK Flux Autrod J Temp (OC)
12.22 0.07 1.0 0.30 - - - 410 500 33 90 -40 12.24 0.07 1.0 0.22 - - 0.5 500 580 25 60 -40 12.40 0.08 1.9 0.12 - - - 530 620 26 50 -4012.32 0.10 1.6 0.35 - - - 475 570 28 110 -4012.34 0.10 1.45 0.21 - - 0.5 540 620 24 60 -4012.44 0.08 1.9 0.21 - - 0.5 600 700 27 65 -50
13.10SC 0.08 0.7 0.22 - 1.1 0.5 500 610 26 80 -2913.20SC 0.08 0.6 0.20 - 2.0 0.85 525 620 25 80 -29
13.21 0.06 1.0 0.25 0.9 - - 470 560 28 70 -4013.24 0.08 1.4 0.3 0.9 - 0.2 530 620 25 70 -6013.27 0.06 1.0 0.25 0.9 0.5 - 490 570 27 80 -6013.40 0.07 1.5 0.26 0.9 - 0.5 650 730 23 60 -5013.43 0.08 1.35 0.25 2.2 0.6 0.5 700 795 21 65 -50
PACKING: OK FLUX 10.62 is packed in plastic lined paper bags containing 25 kg.
OK FLUX 10.62 LAn agglomerated high basic Non-alloying fl ux for SAW
Classifi cation AWS A5.A:17: F7 A8/F6P8-EM12K F7A8/F7P8-EH12K F7A6/F7P6-EH14 AWS A5.23: F8A6/F7P6-EA2-A2 F8A6/F8P6-EA4-A4 F9A8/F9P8-EA3-A3 F8P2-EB2R-B2 F8P2-EB3R-B3 F7A6/F7P8-ENil-Nil F8A10/F8P8-EG-G F8A10/F8P10-EnI2-Ni2 F10A8/F9P6-EG-F3 F11A8/F10P8-EG-G
Flux Classifi cation EN760 SA FB 1 55 AC H5
DESCRIPTION
Agglomerated fl uoride basic fl ux for Submerged Arc welding, primarily for multi run welding. For highest demands on impact properties, low temperature tough-ness, strength and CTOD values. Especially suitable for narrow gap welding due to good slag detachability and
smooth side wall blending. Produces low oxygen weld-metal (approx 300 ppm) with hydrogen contents lower than 5ml/100g. Operates optimally at the lower end of the voltage range. This fl ux has a high current carry-ing capacity on both AC and DC. Especially suitable for narrow gap welding due to good slag detachability and smooth side wall blending.
BASICITY INDEX: 3.2
HYDROGEN: 5ml/100g max, weld metal (redried fl ux)
GRAIN SIZE: 0.2-1.6 mm (10 x 65 mesh)
REDRYING: 300+/- 25OC/2-4 hrs
APPROVALS: IBR
APPLICATIONS
For offshore constructions, pressure vessels includ-ing those for nuclear industries requiring good CTOD values, power generation, shipbuilding, piep mills, civil constructions, transport industries, etc, OK Flux 10.62L is designed for single and multiwire procedures for butt fi llet welds of mild, medium and high tensile steels as well as low alloyed steels. Works equally well on DC and AC current. Single layer and multilayer welding of unlimited plate thickness, with impact strength down to 40/60OC, when used with an appropriate alloyed wire by SAW. The weld metal can be suitably controlled.
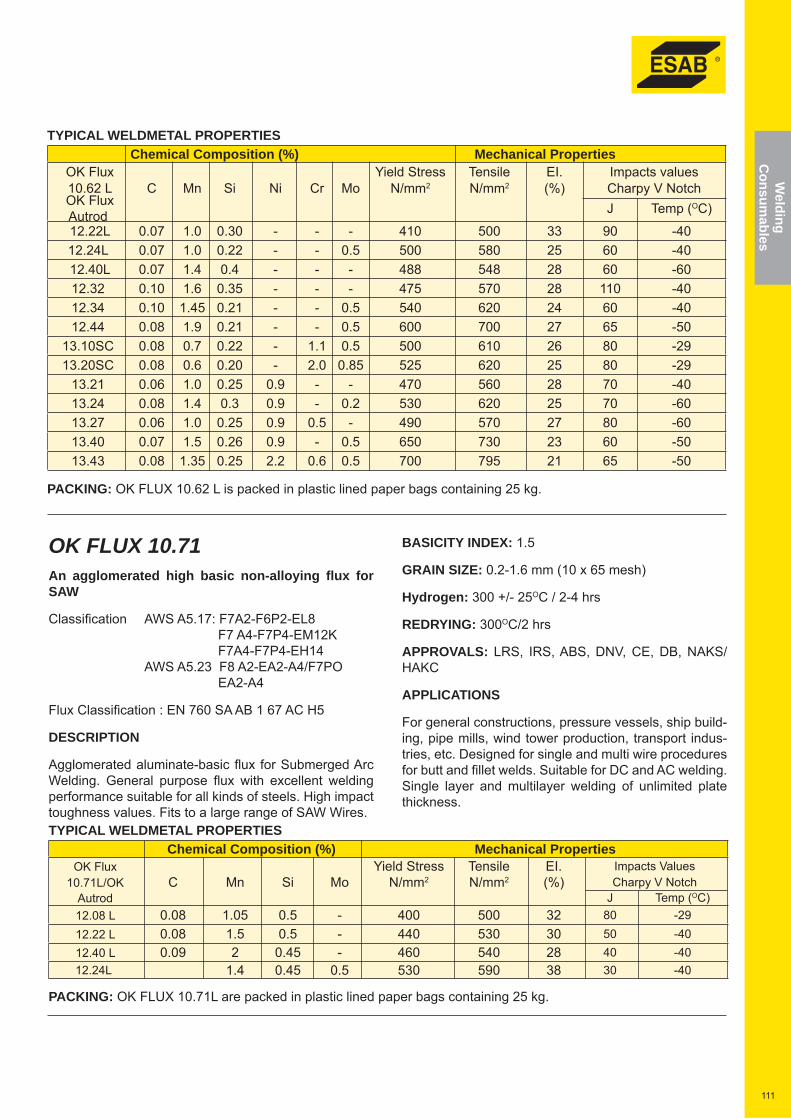
111
Welding
Consum
ables
TYPICAL WELDMETAL PROPERTIES Chemical Composition (%) Mechanical Properties
OK Flux Yield Stress Tensile EI. Impacts values 10.62 L C Mn Si Ni Cr Mo N/mm2 N/mm2 (%) Charpy V Notch OK Flux Autrod J Temp (OC)
12.22L 0.07 1.0 0.30 - - - 410 500 33 90 -4012.24L 0.07 1.0 0.22 - - 0.5 500 580 25 60 -40 12.40L 0.07 1.4 0.4 - - - 488 548 28 60 -6012.32 0.10 1.6 0.35 - - - 475 570 28 110 -4012.34 0.10 1.45 0.21 - - 0.5 540 620 24 60 -4012.44 0.08 1.9 0.21 - - 0.5 600 700 27 65 -50
13.10SC 0.08 0.7 0.22 - 1.1 0.5 500 610 26 80 -2913.20SC 0.08 0.6 0.20 - 2.0 0.85 525 620 25 80 -29
13.21 0.06 1.0 0.25 0.9 - - 470 560 28 70 -4013.24 0.08 1.4 0.3 0.9 - 0.2 530 620 25 70 -6013.27 0.06 1.0 0.25 0.9 0.5 - 490 570 27 80 -6013.40 0.07 1.5 0.26 0.9 - 0.5 650 730 23 60 -5013.43 0.08 1.35 0.25 2.2 0.6 0.5 700 795 21 65 -50
PACKING: OK FLUX 10.62 L is packed in plastic lined paper bags containing 25 kg.
OK FLUX 10.71An agglomerated high basic non-alloying fl ux for SAW
Classifi cation AWS A5.17: F7A2-F6P2-EL8 F7 A4-F7P4-EM12K F7A4-F7P4-EH14 AWS A5.23 F8 A2-EA2-A4/F7PO EA2-A4
Flux Classifi cation : EN 760 SA AB 1 67 AC H5
DESCRIPTION
Agglomerated aluminate-basic fl ux for Submerged Arc Welding. General purpose fl ux with excellent welding performance suitable for all kinds of steels. High impact toughness values. Fits to a large range of SAW Wires.TYPICAL WELDMETAL PROPERTIES
Chemical Composition (%) Mechanical Properties OK Flux Yield Stress Tensile EI. Impacts Values
10.71L/OK C Mn Si Mo N/mm2 N/mm2 (%) Charpy V Notch Autrod J Temp (OC) 12.08 L 0.08 1.05 0.5 - 400 500 32 80 -29 12.22 L 0.08 1.5 0.5 - 440 530 30 50 -40 12.40 L 0.09 2 0.45 - 460 540 28 40 -4012.24L 1.4 0.45 0.5 530 590 38 30 -40
PACKING: OK FLUX 10.71L are packed in plastic lined paper bags containing 25 kg.
BASICITY INDEX: 1.5
GRAIN SIZE: 0.2-1.6 mm (10 x 65 mesh)
Hydrogen: 300 +/- 25OC / 2-4 hrs
REDRYING: 300OC/2 hrs
APPROVALS: LRS, IRS, ABS, DNV, CE, DB, NAKS/HAKC
APPLICATIONS
For general constructions, pressure vessels, ship build-ing, pipe mills, wind tower production, transport indus-tries, etc. Designed for single and multi wire procedures for butt and fi llet welds. Suitable for DC and AC welding. Single layer and multilayer welding of unlimited plate thickness.
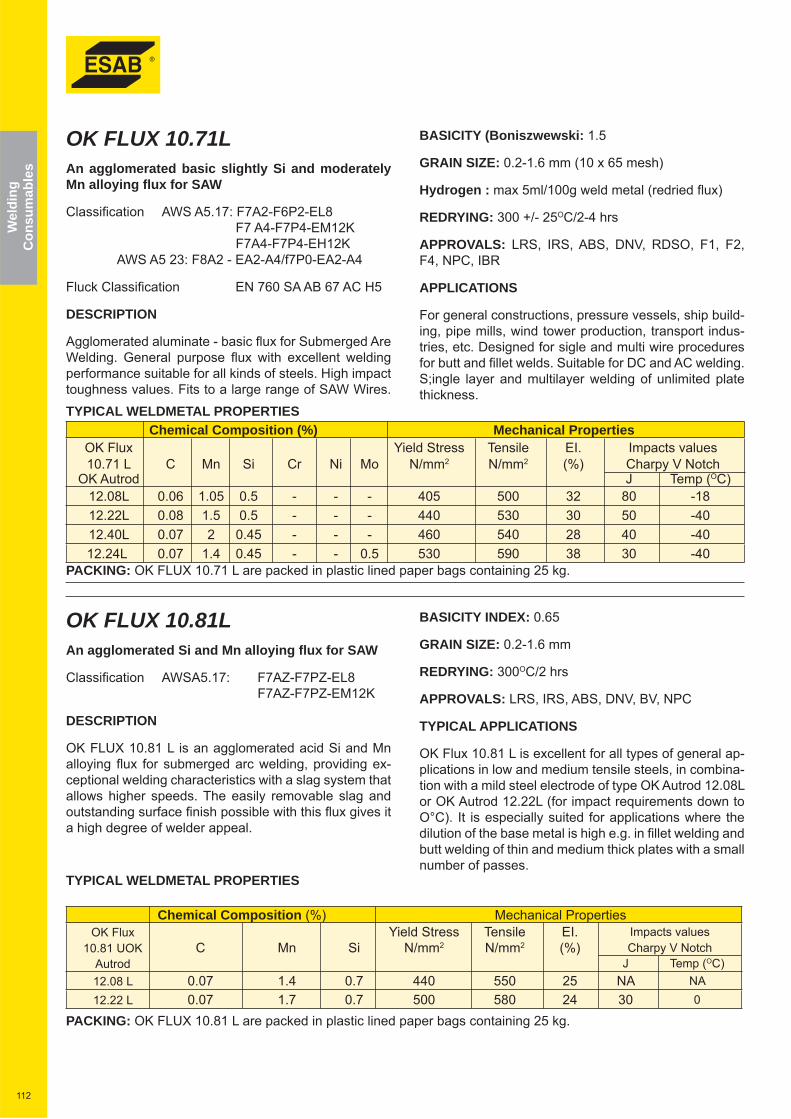
112
Wel
ding
Con
sum
able
s
OK FLUX 10.71LAn agglomerated basic slightly Si and moderately Mn alloying fl ux for SAW
Classifi cation AWS A5.17: F7A2-F6P2-EL8 F7 A4-F7P4-EM12K F7A4-F7P4-EH12K AWS A5 23: F8A2 - EA2-A4/f7P0-EA2-A4
Fluck Classifi cation EN 760 SA AB 67 AC H5
DESCRIPTION
Agglomerated aluminate - basic fl ux for Submerged Are Welding. General purpose fl ux with excellent welding performance suitable for all kinds of steels. High impact toughness values. Fits to a large range of SAW Wires.
BASICITY (Boniszwewski: 1.5
GRAIN SIZE: 0.2-1.6 mm (10 x 65 mesh)
Hydrogen : max 5ml/100g weld metal (redried fl ux)
REDRYING: 300 +/- 25OC/2-4 hrs
APPROVALS: LRS, IRS, ABS, DNV, RDSO, F1, F2, F4, NPC, IBR
APPLICATIONS
For general constructions, pressure vessels, ship build-ing, pipe mills, wind tower production, transport indus-tries, etc. Designed for sigle and multi wire procedures for butt and fi llet welds. Suitable for DC and AC welding. S;ingle layer and multilayer welding of unlimited plate thickness.
TYPICAL WELDMETAL PROPERTIES Chemical Composition (%) Mechanical Properties
OK Flux Yield Stress Tensile EI. Impacts values 10.71 L C Mn Si Cr Ni Mo N/mm2 N/mm2 (%) Charpy V Notch
OK Autrod J Temp (OC) 12.08L 0.06 1.05 0.5 - - - 405 500 32 80 -18 12.22L 0.08 1.5 0.5 - - - 440 530 30 50 -40 12.40L 0.07 2 0.45 - - - 460 540 28 40 -4012.24L 0.07 1.4 0.45 - - 0.5 530 590 38 30 -40
PACKING: OK FLUX 10.71 L are packed in plastic lined paper bags containing 25 kg.
OK FLUX 10.81LAn agglomerated Si and Mn alloying fl ux for SAW
Classifi cation AWSA5.17: F7AZ-F7PZ-EL8 F7AZ-F7PZ-EM12K
DESCRIPTION
OK FLUX 10.81 L is an agglomerated acid Si and Mn alloying fl ux for submerged arc welding, providing ex-ceptional welding characteristics with a slag system that allows higher speeds. The easily removable slag and outstanding surface fi nish possible with this fl ux gives it a high degree of welder appeal.
BASICITY INDEX: 0.65
GRAIN SIZE: 0.2-1.6 mm
REDRYING: 300OC/2 hrs
APPROVALS: LRS, IRS, ABS, DNV, BV, NPC
TYPICAL APPLICATIONS
OK Flux 10.81 L is excellent for all types of general ap-plications in low and medium tensile steels, in combina-tion with a mild steel electrode of type OK Autrod 12.08L or OK Autrod 12.22L (for impact requirements down to O°C). It is especially suited for applications where the dilution of the base metal is high e.g. in fi llet welding and butt welding of thin and medium thick plates with a small number of passes.
TYPICAL WELDMETAL PROPERTIES
Chemical Composition (%) Mechanical Properties OK Flux Yield Stress Tensile EI. Impacts values
10.81 UOK C Mn Si N/mm2 N/mm2 (%) Charpy V Notch Autrod J Temp (OC) 12.08 L 0.07 1.4 0.7 440 550 25 NA NA 12.22 L 0.07 1.7 0.7 500 580 24 30 0
PACKING: OK FLUX 10.81 L are packed in plastic lined paper bags containing 25 kg.
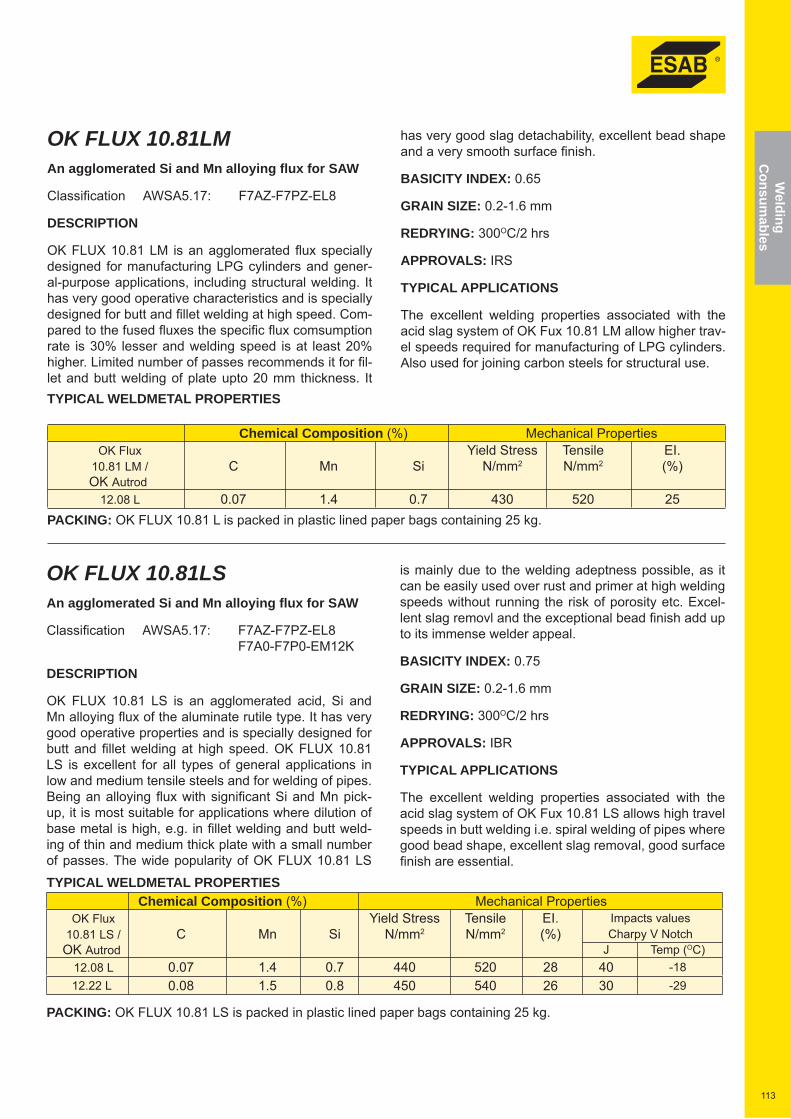
113
Welding
Consum
ables
OK FLUX 10.81LMAn agglomerated Si and Mn alloying fl ux for SAW
Classifi cation AWSA5.17: F7AZ-F7PZ-EL8
DESCRIPTION
OK FLUX 10.81 LM is an agglomerated fl ux specially designed for manufacturing LPG cylinders and gener-al-purpose applications, including structural welding. It has very good operative characteristics and is specially designed for butt and fi llet welding at high speed. Com-pared to the fused fl uxes the specifi c fl ux comsumption rate is 30% lesser and welding speed is at least 20% higher. Limited number of passes recommends it for fi l-let and butt welding of plate upto 20 mm thickness. It
has very good slag detachability, excellent bead shape and a very smooth surface fi nish.
BASICITY INDEX: 0.65
GRAIN SIZE: 0.2-1.6 mm
REDRYING: 300OC/2 hrs
APPROVALS: IRS
TYPICAL APPLICATIONS
The excellent welding properties associated with the acid slag system of OK Fux 10.81 LM allow higher trav-el speeds required for manufacturing of LPG cylinders. Also used for joining carbon steels for structural use.
TYPICAL WELDMETAL PROPERTIES
Chemical Composition (%) Mechanical Properties OK Flux Yield Stress Tensile EI.
10.81 LM / C Mn Si N/mm2 N/mm2 (%)OK Autrod
12.08 L 0.07 1.4 0.7 430 520 25PACKING: OK FLUX 10.81 L is packed in plastic lined paper bags containing 25 kg.
OK FLUX 10.81LSAn agglomerated Si and Mn alloying fl ux for SAW
Classifi cation AWSA5.17: F7AZ-F7PZ-EL8 F7A0-F7P0-EM12K
DESCRIPTION
OK FLUX 10.81 LS is an agglomerated acid, Si and Mn alloying fl ux of the aluminate rutile type. It has very good operative properties and is specially designed for butt and fi llet welding at high speed. OK FLUX 10.81 LS is excellent for all types of general applications in low and medium tensile steels and for welding of pipes. Being an alloying fl ux with signifi cant Si and Mn pick-up, it is most suitable for applications where dilution of base metal is high, e.g. in fi llet welding and butt weld-ing of thin and medium thick plate with a small number of passes. The wide popularity of OK FLUX 10.81 LS
is mainly due to the welding adeptness possible, as it can be easily used over rust and primer at high welding speeds without running the risk of porosity etc. Excel-lent slag removl and the exceptional bead fi nish add up to its immense welder appeal.
BASICITY INDEX: 0.75
GRAIN SIZE: 0.2-1.6 mm
REDRYING: 300OC/2 hrs
APPROVALS: IBR
TYPICAL APPLICATIONS
The excellent welding properties associated with the acid slag system of OK Fux 10.81 LS allows high travel speeds in butt welding i.e. spiral welding of pipes where good bead shape, excellent slag removal, good surface fi nish are essential.
TYPICAL WELDMETAL PROPERTIES Chemical Composition (%) Mechanical Properties
OK Flux Yield Stress Tensile EI. Impacts values 10.81 LS / C Mn Si N/mm2 N/mm2 (%) Charpy V NotchOK Autrod J Temp (OC)
12.08 L 0.07 1.4 0.7 440 520 28 40 -1812.22 L 0.08 1.5 0.8 450 540 26 30 -29
PACKING: OK FLUX 10.81 LS is packed in plastic lined paper bags containing 25 kg.
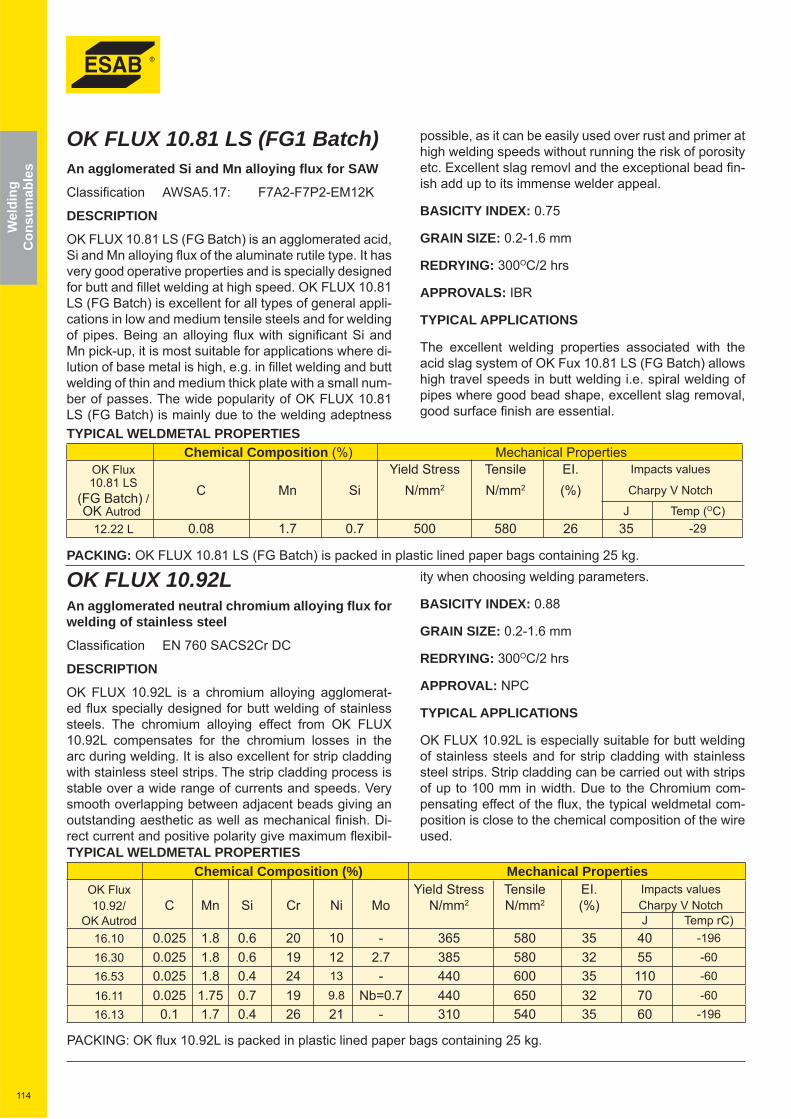
114
Wel
ding
Con
sum
able
s
OK FLUX 10.81 LS (FG1 Batch)An agglomerated Si and Mn alloying fl ux for SAW
Classifi cation AWSA5.17: F7A2-F7P2-EM12K
DESCRIPTION
OK FLUX 10.81 LS (FG Batch) is an agglomerated acid, Si and Mn alloying fl ux of the aluminate rutile type. It has very good operative properties and is specially designed for butt and fi llet welding at high speed. OK FLUX 10.81 LS (FG Batch) is excellent for all types of general appli-cations in low and medium tensile steels and for welding of pipes. Being an alloying fl ux with signifi cant Si and Mn pick-up, it is most suitable for applications where di-lution of base metal is high, e.g. in fi llet welding and butt welding of thin and medium thick plate with a small num-ber of passes. The wide popularity of OK FLUX 10.81 LS (FG Batch) is mainly due to the welding adeptness
possible, as it can be easily used over rust and primer at high welding speeds without running the risk of porosity etc. Excellent slag removl and the exceptional bead fi n-ish add up to its immense welder appeal.
BASICITY INDEX: 0.75
GRAIN SIZE: 0.2-1.6 mm
REDRYING: 300OC/2 hrs
APPROVALS: IBR
TYPICAL APPLICATIONS
The excellent welding properties associated with the acid slag system of OK Fux 10.81 LS (FG Batch) allows high travel speeds in butt welding i.e. spiral welding of pipes where good bead shape, excellent slag removal, good surface fi nish are essential.
TYPICAL WELDMETAL PROPERTIES Chemical Composition (%) Mechanical Properties
OK Flux Yield Stress Tensile EI. Impacts values 10.81 LS
(FG Batch) / C Mn Si N/mm2 N/mm2 (%) Charpy V Notch
OK Autrod J Temp (OC) 12.22 L 0.08 1.7 0.7 500 580 26 35 -29
PACKING: OK FLUX 10.81 LS (FG Batch) is packed in plastic lined paper bags containing 25 kg.
OK FLUX 10.92LAn agglomerated neutral chromium alloying fl ux for welding of stainless steel
Classifi cation EN 760 SACS2Cr DC
DESCRIPTION
OK FLUX 10.92L is a chromium alloying agglomerat-ed fl ux specially designed for butt welding of stainless steels. The chromium alloying effect from OK FLUX 10.92L compensates for the chromium losses in the arc during welding. It is also excellent for strip cladding with stainless steel strips. The strip cladding process is stable over a wide range of currents and speeds. Very smooth overlapping between adjacent beads giving an outstanding aesthetic as well as mechanical fi nish. Di-rect current and positive polarity give maximum fl exibil-
ity when choosing welding parameters.
BASICITY INDEX: 0.88
GRAIN SIZE: 0.2-1.6 mm
REDRYING: 300OC/2 hrs
APPROVAL: NPC
TYPICAL APPLICATIONS
OK FLUX 10.92L is especially suitable for butt welding of stainless steels and for strip cladding with stainless steel strips. Strip cladding can be carried out with strips of up to 100 mm in width. Due to the Chromium com-pensating effect of the fl ux, the typical weldmetal com-position is close to the chemical composition of the wire used.
TYPICAL WELDMETAL PROPERTIES Chemical Composition (%) Mechanical Properties
OK Flux Yield Stress Tensile EI. Impacts values 10.92/ C Mn Si Cr Ni Mo N/mm2 N/mm2 (%) Charpy V Notch
OK Autrod J Temp rC) 16.10 0.025 1.8 0.6 20 10 - 365 580 35 40 -196 16.30 0.025 1.8 0.6 19 12 2.7 385 580 32 55 -60 16.53 0.025 1.8 0.4 24 13 - 440 600 35 110 -60 16.11 0.025 1.75 0.7 19 9.8 Nb=0.7 440 650 32 70 -60 16.13 0.1 1.7 0.4 26 21 - 310 540 35 60 -196
PACKING: OK fl ux 10.92L is packed in plastic lined paper bags containing 25 kg.
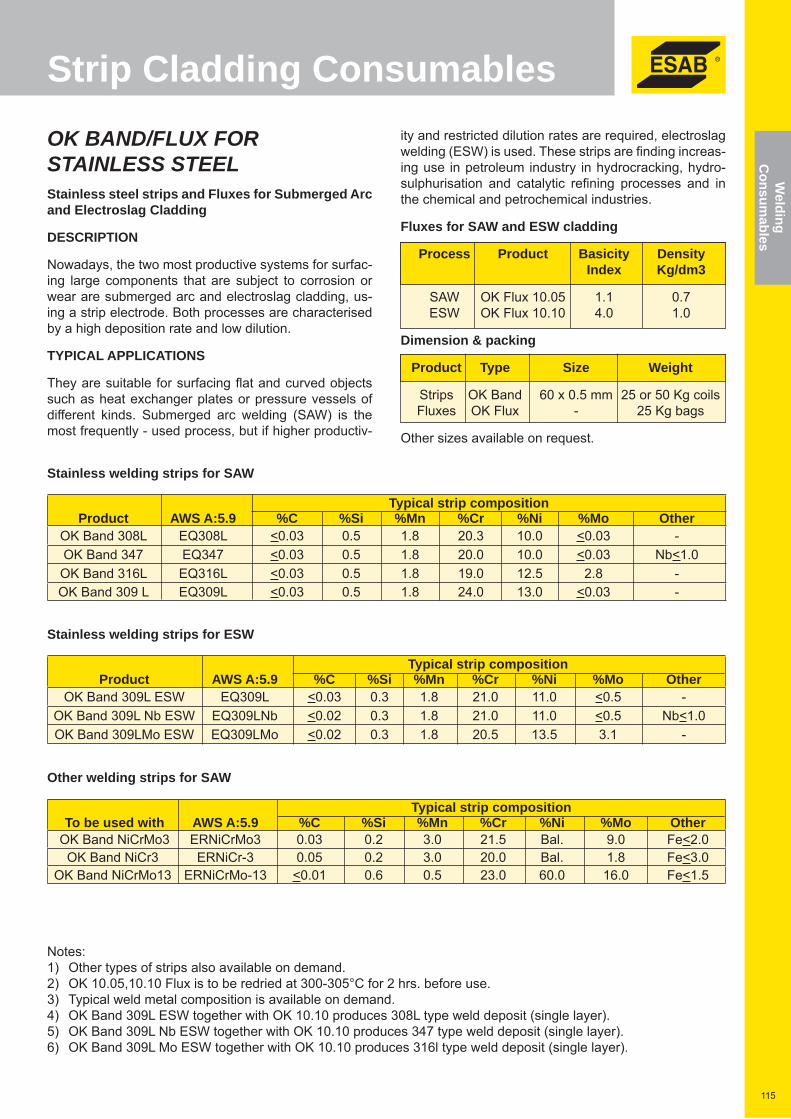
115
Welding
Consum
ables
Strip Cladding ConsumablesOK BAND/FLUX FORSTAINLESS STEELStainless steel strips and Fluxes for Submerged Arc and Electroslag Cladding
DESCRIPTION
Nowadays, the two most productive systems for surfac-ing large components that are subject to corrosion or wear are submerged arc and electroslag cladding, us-ing a strip electrode. Both processes are characterised by a high deposition rate and low dilution.
TYPICAL APPLICATIONS
They are suitable for surfacing fl at and curved objects such as heat exchanger plates or pressure vessels of different kinds. Submerged arc welding (SAW) is the most frequently - used process, but if higher productiv-
Notes:1) Other types of strips also available on demand.2) OK 10.05,10.10 Flux is to be redried at 300-305°C for 2 hrs. before use.3) Typical weld metal composition is available on demand.4) OK Band 309L ESW together with OK 10.10 produces 308L type weld deposit (single layer).5) OK Band 309L Nb ESW together with OK 10.10 produces 347 type weld deposit (single layer).6) OK Band 309L Mo ESW together with OK 10.10 produces 316l type weld deposit (single layer).
ity and restricted dilution rates are required, electroslag welding (ESW) is used. These strips are fi nding increas-ing use in petroleum industry in hydrocracking, hydro-sulphurisation and catalytic refi ning processes and in the chemical and petrochemical industries.
Fluxes for SAW and ESW cladding
Process Product Basicity Density Index Kg/dm3
SAW OK Flux 10.05 1.1 0.7 ESW OK Flux 10.10 4.0 1.0
Dimension & packing
Product Type Size Weight
Strips OK Band 60 x 0.5 mm 25 or 50 Kg coils Fluxes OK Flux - 25 Kg bags
Other sizes available on request.
Stainless welding strips for SAW
Typical strip composition Product AWS A:5.9 %C %Si %Mn %Cr %Ni %Mo Other
OK Band 308L EQ308L <0.03 0.5 1.8 20.3 10.0 <0.03 - OK Band 347 EQ347 <0.03 0.5 1.8 20.0 10.0 <0.03 Nb<1.0 OK Band 316L EQ316L <0.03 0.5 1.8 19.0 12.5 2.8 - OK Band 309 L EQ309L <0.03 0.5 1.8 24.0 13.0 <0.03 -
Stainless welding strips for ESW
Typical strip composition Product AWS A:5.9 %C %Si %Mn %Cr %Ni %Mo Other
OK Band 309L ESW EQ309L <0.03 0.3 1.8 21.0 11.0 <0.5 - OK Band 309L Nb ESW EQ309LNb <0.02 0.3 1.8 21.0 11.0 <0.5 Nb<1.0 OK Band 309LMo ESW EQ309LMo <0.02 0.3 1.8 20.5 13.5 3.1 -
Other welding strips for SAW
Typical strip composition To be used with AWS A:5.9 %C %Si %Mn %Cr %Ni %Mo Other
OK Band NiCrMo3 ERNiCrMo3 0.03 0.2 3.0 21.5 Bal. 9.0 Fe<2.0OK Band NiCr3 ERNiCr-3 0.05 0.2 3.0 20.0 Bal. 1.8 Fe<3.0
OK Band NiCrMo13 ERNiCrMo-13 <0.01 0.6 0.5 23.0 60.0 16.0 Fe<1.5
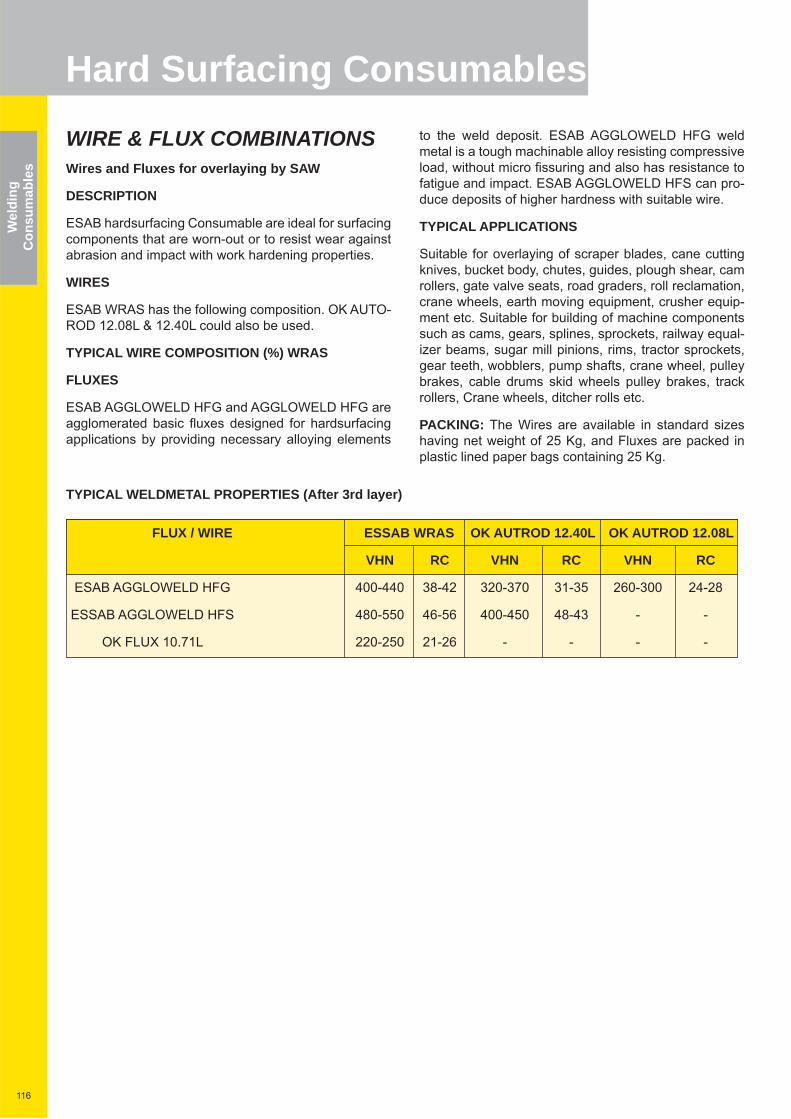
116
Wel
ding
Con
sum
able
s
Hard Surfacing ConsumablesWIRE & FLUX COMBINATIONSWires and Fluxes for overlaying by SAW
DESCRIPTION
ESAB hardsurfacing Consumable are ideal for surfacing components that are worn-out or to resist wear against abrasion and impact with work hardening properties.
WIRES
ESAB WRAS has the following composition. OK AUTO-ROD 12.08L & 12.40L could also be used.
TYPICAL WIRE COMPOSITION (%) WRAS
FLUXES
ESAB AGGLOWELD HFG and AGGLOWELD HFG are agglomerated basic fl uxes designed for hardsurfacing applications by providing necessary alloying elements
to the weld deposit. ESAB AGGLOWELD HFG weld metal is a tough machinable alloy resisting compressive load, without micro fi ssuring and also has resistance to fatigue and impact. ESAB AGGLOWELD HFS can pro-duce deposits of higher hardness with suitable wire.
TYPICAL APPLICATIONS
Suitable for overlaying of scraper blades, cane cutting knives, bucket body, chutes, guides, plough shear, cam rollers, gate valve seats, road graders, roll reclamation, crane wheels, earth moving equipment, crusher equip-ment etc. Suitable for building of machine components such as cams, gears, splines, sprockets, railway equal-izer beams, sugar mill pinions, rims, tractor sprockets, gear teeth, wobblers, pump shafts, crane wheel, pulley brakes, cable drums skid wheels pulley brakes, track rollers, Crane wheels, ditcher rolls etc.
PACKING: The Wires are available in standard sizes having net weight of 25 Kg, and Fluxes are packed in plastic lined paper bags containing 25 Kg.
TYPICAL WELDMETAL PROPERTIES (After 3rd layer)
FLUX / WIRE ESSAB WRAS OK AUTROD 12.40L OK AUTROD 12.08L
VHN RC VHN RC VHN RC
ESAB AGGLOWELD HFG 400-440 38-42 320-370 31-35 260-300 24-28
ESSAB AGGLOWELD HFS 480-550 46-56 400-450 48-43 - -
OK FLUX 10.71L 220-250 21-26 - - - -
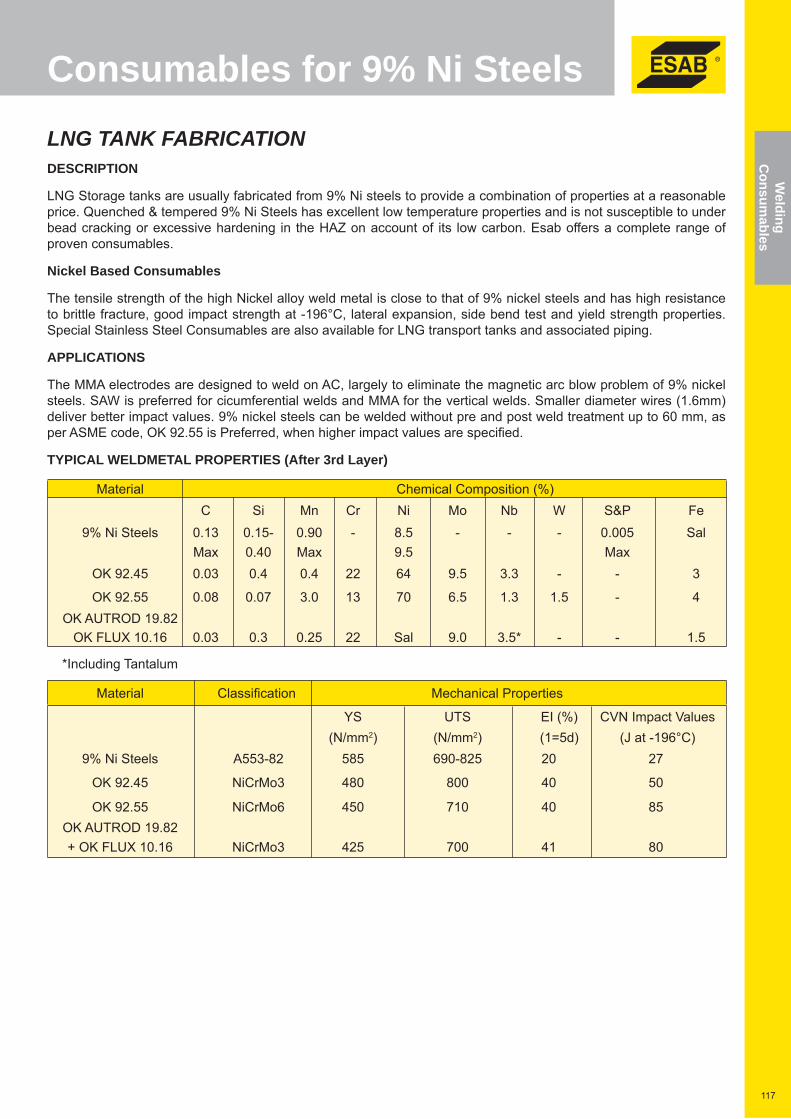
117
Welding
Consum
ables
Consumables for 9% Ni SteelsLNG TANK FABRICATIONDESCRIPTION
LNG Storage tanks are usually fabricated from 9% Ni steels to provide a combination of properties at a reasonable price. Quenched & tempered 9% Ni Steels has excellent low temperature properties and is not susceptible to under bead cracking or excessive hardening in the HAZ on account of its low carbon. Esab offers a complete range of proven consumables.
Nickel Based Consumables
The tensile strength of the high Nickel alloy weld metal is close to that of 9% nickel steels and has high resistance to brittle fracture, good impact strength at -196°C, lateral expansion, side bend test and yield strength properties. Special Stainless Steel Consumables are also available for LNG transport tanks and associated piping.
APPLICATIONS
The MMA electrodes are designed to weld on AC, largely to eliminate the magnetic arc blow problem of 9% nickel steels. SAW is preferred for cicumferential welds and MMA for the vertical welds. Smaller diameter wires (1.6mm) deliver better impact values. 9% nickel steels can be welded without pre and post weld treatment up to 60 mm, as per ASME code, OK 92.55 is Preferred, when higher impact values are specifi ed.
TYPICAL WELDMETAL PROPERTIES (After 3rd Layer)
Material Chemical Composition (%) C Si Mn Cr Ni Mo Nb W S&P Fe
9% Ni Steels 0.13 0.15- 0.90 - 8.5 - - - 0.005 Sal Max 0.40 Max 9.5 Max
OK 92.45 0.03 0.4 0.4 22 64 9.5 3.3 - - 3
OK 92.55 0.08 0.07 3.0 13 70 6.5 1.3 1.5 - 4 OK AUTROD 19.82
OK FLUX 10.16 0.03 0.3 0.25 22 Sal 9.0 3.5* - - 1.5
*Including Tantalum
Material Classifi cation Mechanical Properties
YS UTS EI (%) CVN Impact Values (N/mm2) (N/mm2) (1=5d) (J at -196°C)
9% Ni Steels A553-82 585 690-825 20 27
OK 92.45 NiCrMo3 480 800 40 50
OK 92.55 NiCrMo6 450 710 40 85 OK AUTROD 19.82 + OK FLUX 10.16 NiCrMo3 425 700 41 80
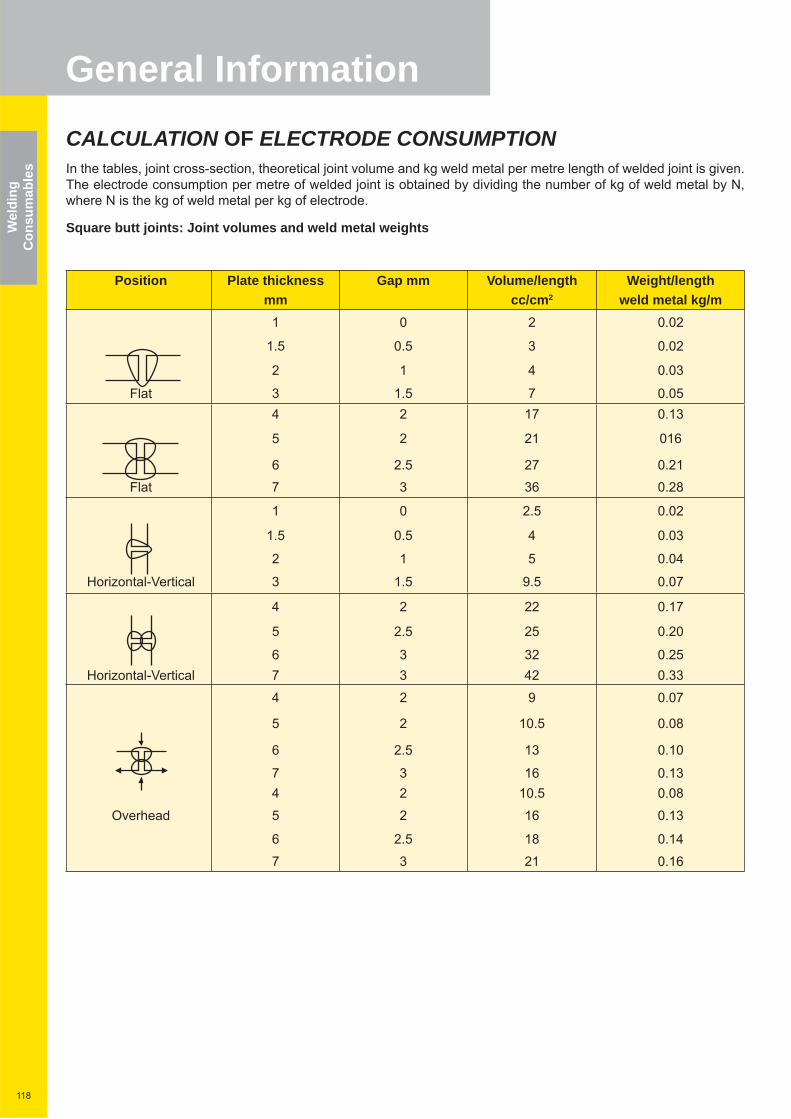
118
Wel
ding
Con
sum
able
s
CALCULATION OF ELECTRODE CONSUMPTIONIn the tables, joint cross-section, theoretical joint volume and kg weld metal per metre length of welded joint is given. The electrode consumption per metre of welded joint is obtained by dividing the number of kg of weld metal by N, where N is the kg of weld metal per kg of electrode.
Square butt joints: Joint volumes and weld metal weights
Position Plate thickness Gap mm Volume/length Weight/length mm cc/cm2 weld metal kg/m 1 0 2 0.02
1.5 0.5 3 0.02
2 1 4 0.03
Flat 3 1.5 7 0.05 4 2 17 0.13
5 2 21 016
6 2.5 27 0.21 Flat 7 3 36 0.28
1 0 2.5 0.02
1.5 0.5 4 0.03
2 1 5 0.04
Horizontal-Vertical 3 1.5 9.5 0.07
4 2 22 0.17
5 2.5 25 0.20
6 3 32 0.25 Horizontal-Vertical 7 3 42 0.33
4 2 9 0.07
5 2 10.5 0.08
6 2.5 13 0.10
7 3 16 0.13 4 2 10.5 0.08
Overhead 5 2 16 0.13
6 2.5 18 0.14
7 3 21 0.16
General Information
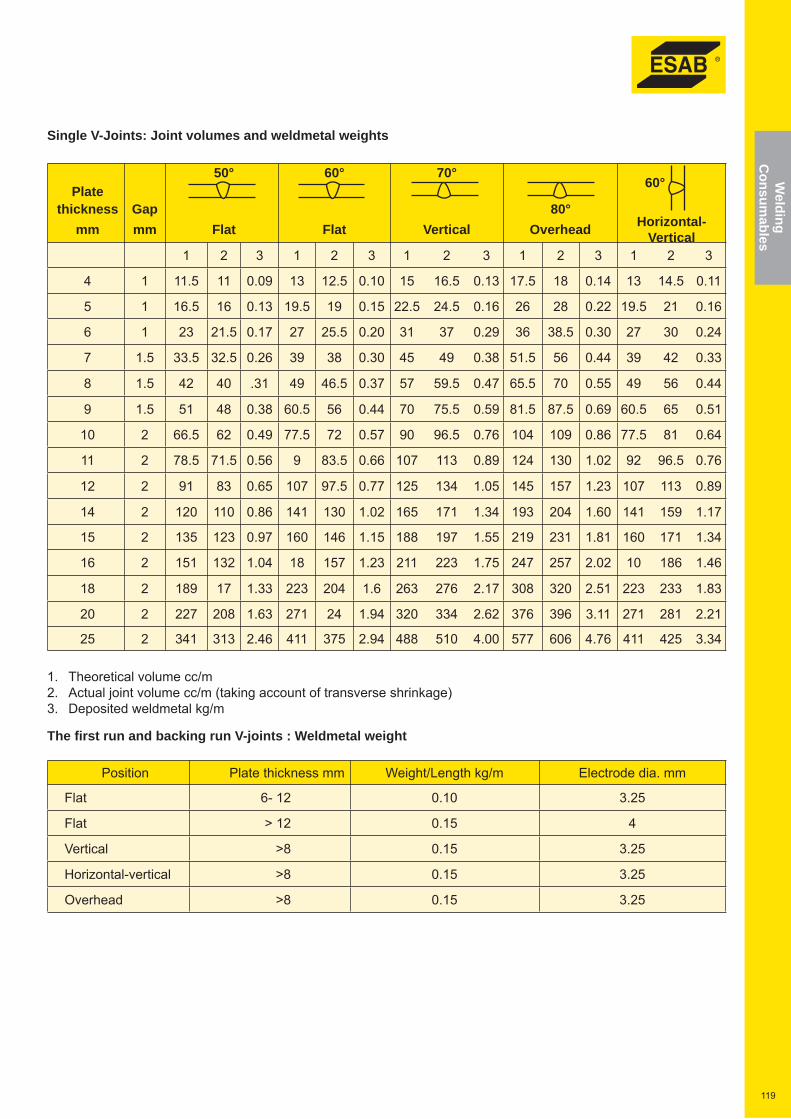
119
Welding
Consum
ables
50° 60° 70°60° Plate
thickness Gap 80° mm mm Flat Flat Vertical Overhead Horizontal-
Vertical 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
4 1 11.5 11 0.09 13 12.5 0.10 15 16.5 0.13 17.5 18 0.14 13 14.5 0.11
5 1 16.5 16 0.13 19.5 19 0.15 22.5 24.5 0.16 26 28 0.22 19.5 21 0.16
6 1 23 21.5 0.17 27 25.5 0.20 31 37 0.29 36 38.5 0.30 27 30 0.24
7 1.5 33.5 32.5 0.26 39 38 0.30 45 49 0.38 51.5 56 0.44 39 42 0.33
8 1.5 42 40 .31 49 46.5 0.37 57 59.5 0.47 65.5 70 0.55 49 56 0.44
9 1.5 51 48 0.38 60.5 56 0.44 70 75.5 0.59 81.5 87.5 0.69 60.5 65 0.51
10 2 66.5 62 0.49 77.5 72 0.57 90 96.5 0.76 104 109 0.86 77.5 81 0.64
11 2 78.5 71.5 0.56 9 83.5 0.66 107 113 0.89 124 130 1.02 92 96.5 0.76
12 2 91 83 0.65 107 97.5 0.77 125 134 1.05 145 157 1.23 107 113 0.89
14 2 120 110 0.86 141 130 1.02 165 171 1.34 193 204 1.60 141 159 1.17
15 2 135 123 0.97 160 146 1.15 188 197 1.55 219 231 1.81 160 171 1.34
16 2 151 132 1.04 18 157 1.23 211 223 1.75 247 257 2.02 10 186 1.46
18 2 189 17 1.33 223 204 1.6 263 276 2.17 308 320 2.51 223 233 1.83
20 2 227 208 1.63 271 24 1.94 320 334 2.62 376 396 3.11 271 281 2.21
25 2 341 313 2.46 411 375 2.94 488 510 4.00 577 606 4.76 411 425 3.34
Position Plate thickness mm Weight/Length kg/m Electrode dia. mm
Flat 6- 12 0.10 3.25
Flat > 12 0.15 4
Vertical >8 0.15 3.25
Horizontal-vertical >8 0.15 3.25
Overhead >8 0.15 3.25
1. Theoretical volume cc/m2. Actual joint volume cc/m (taking account of transverse shrinkage)3. Deposited weldmetal kg/m
The fi rst run and backing run V-joints : Weldmetal weight
Single V-Joints: Joint volumes and weldmetal weights
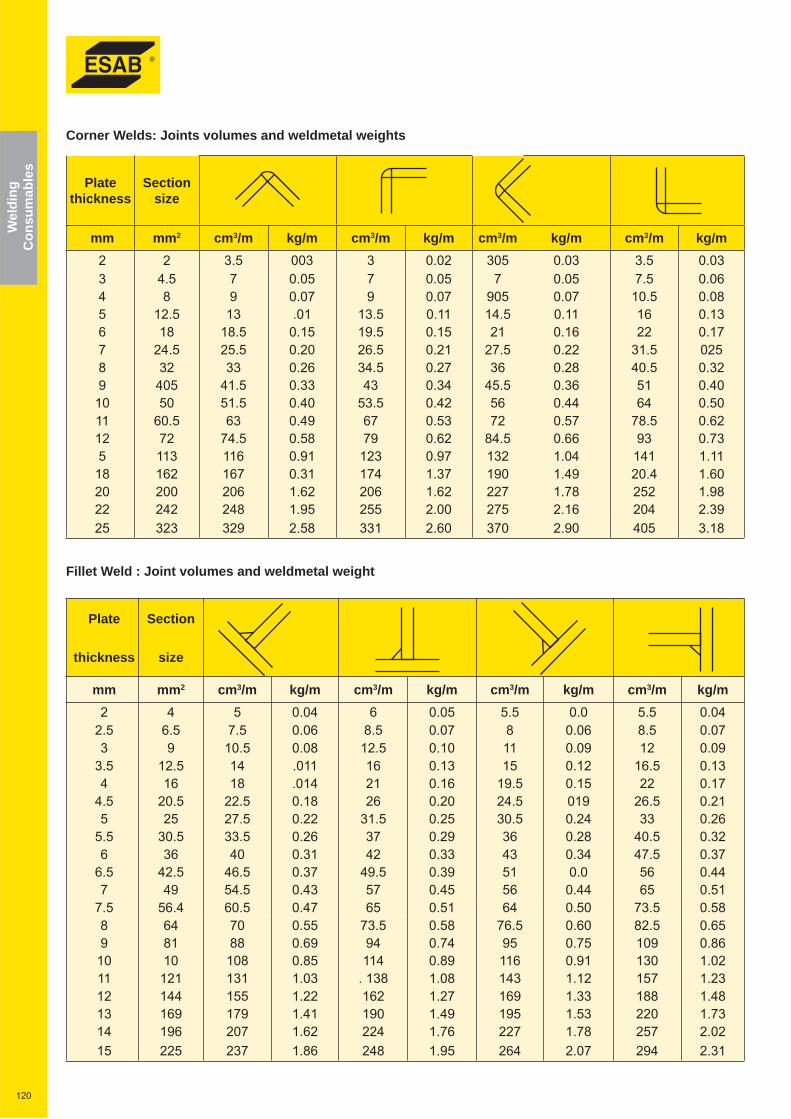
120
Wel
ding
Con
sum
able
s
Plate thickness
Section size
mm mm2 cm3/m kg/m cm3/m kg/m cm3/m kg/m cm3/m kg/m 2 2 3.5 003 3 0.02 305 0.03 3.5 0.03 3 4.5 7 0.05 7 0.05 7 0.05 7.5 0.06 4 8 9 0.07 9 0.07 905 0.07 10.5 0.08 5 12.5 13 .01 13.5 0.11 14.5 0.11 16 0.13 6 18 18.5 0.15 19.5 0.15 21 0.16 22 0.17 7 24.5 25.5 0.20 26.5 0.21 27.5 0.22 31.5 025 8 32 33 0.26 34.5 0.27 36 0.28 40.5 0.32 9 405 41.5 0.33 43 0.34 45.5 0.36 51 0.40
10 50 51.5 0.40 53.5 0.42 56 0.44 64 0.50 11 60.5 63 0.49 67 0.53 72 0.57 78.5 0.62 12 72 74.5 0.58 79 0.62 84.5 0.66 93 0.73 5 113 116 0.91 123 0.97 132 1.04 141 1.11
18 162 167 0.31 174 1.37 190 1.49 20.4 1.60 20 200 206 1.62 206 1.62 227 1.78 252 1.98 22 242 248 1.95 255 2.00 275 2.16 204 2.39 25 323 329 2.58 331 2.60 370 2.90 405 3.18
Corner Welds: Joints volumes and weldmetal weights
Plate Section
thickness size
mm mm2 cm3/m kg/m cm3/m kg/m cm3/m kg/m cm3/m kg/m 2 4 5 0.04 6 0.05 5.5 0.0 5.5 0.04
2.5 6.5 7.5 0.06 8.5 0.07 8 0.06 8.5 0.07 3 9 10.5 0.08 12.5 0.10 11 0.09 12 0.09
3.5 12.5 14 .011 16 0.13 15 0.12 16.5 0.13 4 16 18 .014 21 0.16 19.5 0.15 22 0.17
4.5 20.5 22.5 0.18 26 0.20 24.5 019 26.5 0.21 5 25 27.5 0.22 31.5 0.25 30.5 0.24 33 0.26
5.5 30.5 33.5 0.26 37 0.29 36 0.28 40.5 0.32 6 36 40 0.31 42 0.33 43 0.34 47.5 0.37
6.5 42.5 46.5 0.37 49.5 0.39 51 0.0 56 0.44 7 49 54.5 0.43 57 0.45 56 0.44 65 0.51
7.5 56.4 60.5 0.47 65 0.51 64 0.50 73.5 0.58 8 64 70 0.55 73.5 0.58 76.5 0.60 82.5 0.65 9 81 88 0.69 94 0.74 95 0.75 109 0.86
10 10 108 0.85 114 0.89 116 0.91 130 1.02 11 121 131 1.03 . 138 1.08 143 1.12 157 1.23 12 144 155 1.22 162 1.27 169 1.33 188 1.48 13 169 179 1.41 190 1.49 195 1.53 220 1.73 14 196 207 1.62 224 1.76 227 1.78 257 2.02 15 225 237 1.86 248 1.95 264 2.07 294 2.31
Fillet Weld : Joint volumes and weldmetal weight
121
Welding
Consum
ables
STORAGE AND HANDLINGRECOMMENDATIONS FOR THE STORAGE, REDRYING AND HANDLING OF ESAB COVERED ELECTRODES.
General Information
All covered electrodes are sensitive to moisture re-absorption to a greater or lesser degree. Care must be taken during storage and handling to prevent moisture being re-absorbed.
Storage
Covered electrodes of any type will pick up moisture only very slowly if they are stored under the following climatic conditions:
At Temperatures
During winter, it is possible to have low relative humidity by keeping the temperature in the storeroom at least 10OC above the outdoor temperature. During certain periods in the summer and in a tropical climate, suffi ciently low relative humidity can be maintained by air dehumidifi cation.
Redrying
Low-hydrogen basic electrodes should be redried before use whenever there are application requirements relating to weldmetal hydrogen content and / or radiographic soundness (not needed for VacPac®).
Acid rutile stainless electrodes and all types of basic electrodes may produce pores in the weld if they have not been stored in suffi ciently dry conditions. Redrying the electrode will restore their usability.
Mild steel rutile and acid electrodes normally need no redrying.
Cellulose electrodes must not be redried.
Electrodes which are seriously damaged by moisture can normally not be redried. These electrodes should be scrapped.
Redrying Conditions
Redrying temperatures and holding times are specifi ed on the label and in the product specifi cation.
The redrying temperature is the temperature in the bulk of the electrodes.
The redrying time is measured from the point at which the redrying temperature has been reached.
Do not stack more than four layers of electrodes in the redrying oven.
It is recommended not to redry covered electrodes more than three times.
Holding Oven
The holding oven is used for intermediate storage to avoid moisture pick-up in the coating of low - hydrogen electrodes and acid rutile stainless electrodes. The electrodes which should be stored in the holding oven are:
1. Electrodes that have been redried.2. Electrodes that have been removed from thier her-
metically - sealed container.3. Electrodes that are considered to be in good condi-
tion and are transferred directly from the store room after unpacking.
Holding over temperature : 120 - 150OC
Precautions on Site
Keep the electrodes in electrically - heated quivers at a minimum temperature of 70OC. After work return the remaining electrodes to the holding oven.
Damaged Coating
Mechanically damaged electrodes on which parts of the coating are missing will not perform correctly and should be scrapped.
VacPac®
Electrodes in VacPac® will not pick up any moisture during storage. They require no redrying before use, provided the package is undamaged. This is indicated by a vacuum in the package.
Handling VacPac® Electrodes
Protect VacPac® from damage at all times.
The outer board packaging offers extra protection from mechanical damage to the metal foil. Handle the single inner, metal foil, VacPac® with special care.
Do not use a knife or any other sharp object to open the outer board packaging.
Before using VacPac® Electrodes
Check if the protective foil still contains a vacuum. If the vacuum has been lost, redry the electrodes before use.
Cut open the protective foil at one end.
Do not take out more than one eletrode at a time, thereby, ensuring that the remaining electrodes are still protected inside the package. Put the top back on the plastic capsule.
Discard or redry electrodes that have been exposed to the atmosphere in an opened VacPac® for more than 12 hours.
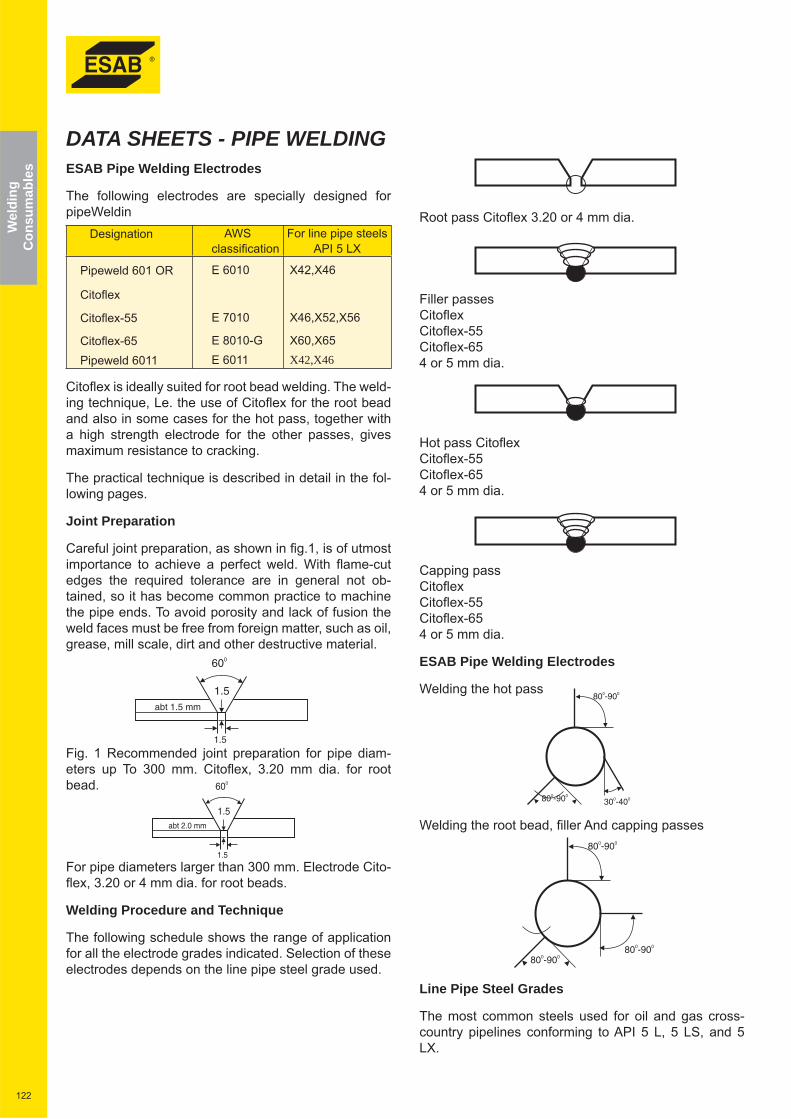
122
Wel
ding
Con
sum
able
s
Root pass Citofl ex 3.20 or 4 mm dia.
Filler passesCitofl exCitofl ex-55Citofl ex-654 or 5 mm dia.
Hot pass Citofl exCitofl ex-55Citofl ex-654 or 5 mm dia.
Capping passCitofl exCitofl ex-55Citofl ex-654 or 5 mm dia.
ESAB Pipe Welding Electrodes
Welding the hot pass
Welding the root bead, fi ller And capping passes
Line Pipe Steel Grades
The most common steels used for oil and gas cross-country pipelines conforming to API 5 L, 5 LS, and 5 LX.
DATA SHEETS - PIPE WELDINGESAB Pipe Welding Electrodes
The following electrodes are specially designed for pipeWeldin
Citofl ex is ideally suited for root bead welding. The weld-ing technique, Le. the use of Citofl ex for the root bead and also in some cases for the hot pass, together with a high strength electrode for the other passes, gives maximum resistance to cracking.
The practical technique is described in detail in the fol-lowing pages.
Joint Preparation
Careful joint preparation, as shown in fi g.1, is of utmost importance to achieve a perfect weld. With fl ame-cut edges the required tolerance are in general not ob-tained, so it has become common practice to machine the pipe ends. To avoid porosity and lack of fusion the weld faces must be free from foreign matter, such as oil, grease, mill scale, dirt and other destructive material.
Fig. 1 Recommended joint preparation for pipe diam-eters up To 300 mm. Citofl ex, 3.20 mm dia. for root bead.
For pipe diameters larger than 300 mm. Electrode Cito-fl ex, 3.20 or 4 mm dia. for root beads.
Welding Procedure and Technique
The following schedule shows the range of application for all the electrode grades indicated. Selection of these electrodes depends on the line pipe steel grade used.
Designation AWS For line pipe steels classifi cation API 5 LX
Pipeweld 601 OR E 6010 X42,X46
Citofl ex
Citofl ex-55 E 7010 X46,X52,X56
Citofl ex-65 E 8010-G X60,X65
Pipeweld 6011 E 6011 X42,X46
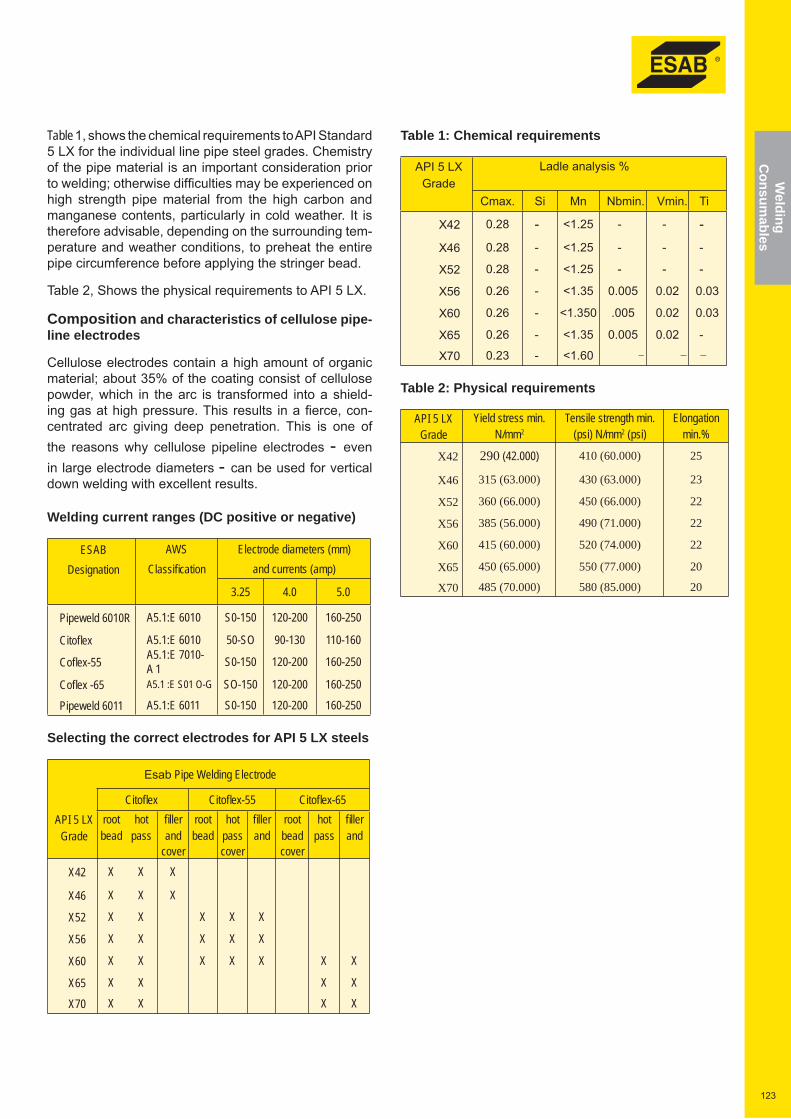
123
Welding
Consum
ables
Table 1, shows the chemical requirements to API Standard 5 LX for the individual line pipe steel grades. Chemistry of the pipe material is an important consideration prior to welding; otherwise diffi culties may be experienced on high strength pipe material from the high carbon and manganese contents, particularly in cold weather. It is therefore advisable, depending on the surrounding tem-perature and weather conditions, to preheat the entire pipe circumference before applying the stringer bead.
Table 2, Shows the physical requirements to API 5 LX.
Composition and characteristics of cellulose pipe-line electrodes
Cellulose electrodes contain a high amount of organic material; about 35% of the coating consist of cellulose powder, which in the arc is transformed into a shield-ing gas at high pressure. This results in a fi erce, con-centrated arc giving deep penetration. This is one of the reasons why cellulose pipeline electrodes - even in large electrode diameters - can be used for vertical down welding with excellent results.
Welding current ranges (DC positive or negative)
ESAB AWS Electrode diameters (mm) Designation Classifi cation and currents (amp)
3.25 4.0 5.0
Pipeweld 6010R A5.1:E 6010 S0-150 120-200 160-250
Citofl ex A5.1:E 6010 50-SO 90-130 110-160
Cofl ex-55 A5.1:E 7010-A 1 S0-150 120-200 160-250
Cofl ex -65 A5.1 :E S01 O-G SO-150 120-200 160-250
Pipeweld 6011 A5.1:E 6011 S0-150 120-200 160-250
Selecting the correct electrodes for API 5 LX steels
Esab Pipe Welding Electrode
Citofl ex Citofl ex-55 Citofl ex-65 API 5 LX root hot fi ller root hot fi ller root hot fi ller Grade bead pass and bead pass and bead pass and
cover cover cover
X42 X X X
X46 X X X
X52 X X X X X
X56 X X X X X
X60 X X X X X X X
X65 X X X X
X70 X X X X
Table 1: Chemical requirements
API 5 LX Ladle analysis % Grade
Cmax. Si Mn Nbmin. Vmin. Ti
X42 0.28 - <1.25 - - -
X46 0.28 - <1.25 - - -
X52 0.28 - <1.25 - - -
X56 0.26 - <1.35 0.005 0.02 0.03
X60 0.26 - <1.350 .005 0.02 0.03
X65 0.26 - <1.35 0.005 0.02 -
X70 0.23 - <1.60 - - -
Table 2: Physical requirements
API 5 LX Yield stress min. Tensile strength min. Elongation Grade N/mm2 (psi) N/mm2 (psi) min.%
X42 290 (42.000) 410 (60.000) 25
X46 315 (63.000) 430 (63.000) 23
X52 360 (66.000) 450 (66.000) 22
X56 385 (56.000) 490 (71.000) 22
X60 415 (60.000) 520 (74.000) 22
X65 450 (65.000) 550 (77.000) 20
X70 485 (70.000) 580 (85.000) 20
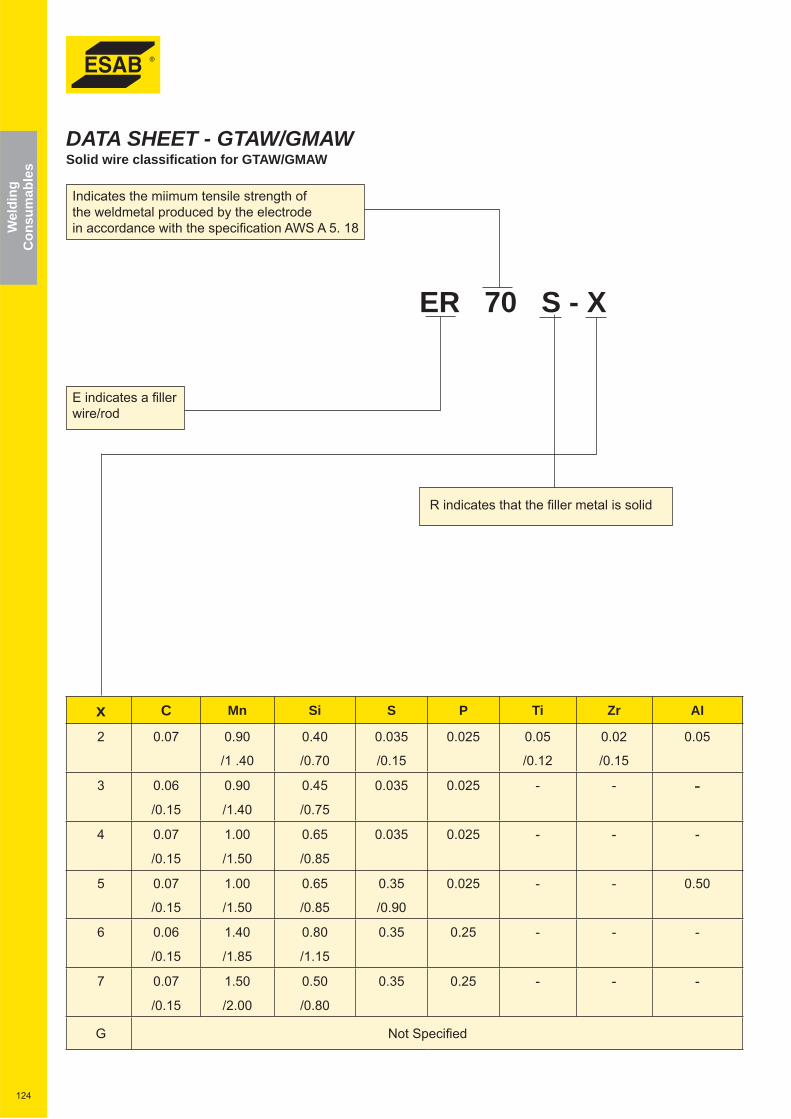
124
Wel
ding
Con
sum
able
s
DATA SHEET - GTAW/GMAW
ER 70 S - X
Indicates the miimum tensile strength ofthe weldmetal produced by the electrodein accordance with the specifi cation AWS A 5. 18
R indicates that the fi ller metal is solid
E indicates a fi llerwire/rod
Solid wire classifi cation for GTAW/GMAW
x C Mn Si S P Ti Zr AI
2 0.07 0.90 0.40 0.035 0.025 0.05 0.02 0.05
/1 .40 /0.70 /0.15 /0.12 /0.15
3 0.06 0.90 0.45 0.035 0.025 - - - /0.15 /1.40 /0.75
4 0.07 1.00 0.65 0.035 0.025 - - -
/0.15 /1.50 /0.85
5 0.07 1.00 0.65 0.35 0.025 - - 0.50
/0.15 /1.50 /0.85 /0.90
6 0.06 1.40 0.80 0.35 0.25 - - -
/0.15 /1.85 /1.15
7 0.07 1.50 0.50 0.35 0.25 - - -
/0.15 /2.00 /0.80
G Not Specifi ed
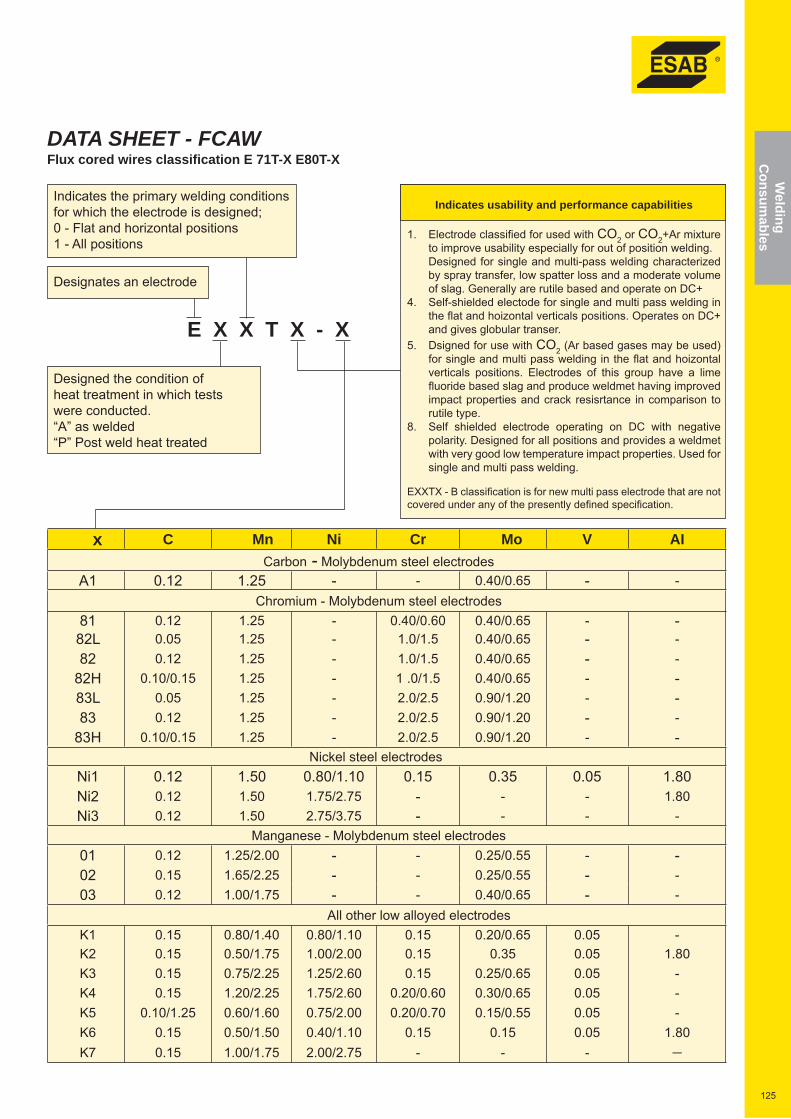
125
Welding
Consum
ables
x C Mn Ni Cr Mo V AI Carbon - Molybdenum steel electrodes
A1 0.12 1.25 - - 0.40/0.65 - - Chromium - Molybdenum steel electrodes
81 0.12 1.25 - 0.40/0.60 0.40/0.65 - - 82L 0.05 1.25 - 1.0/1.5 0.40/0.65 - - 82 0.12 1.25 - 1.0/1.5 0.40/0.65 - -
82H 0.10/0.15 1.25 - 1 .0/1.5 0.40/0.65 - - 83L 0.05 1.25 - 2.0/2.5 0.90/1.20 - - 83 0.12 1.25 - 2.0/2.5 0.90/1.20 - -
83H 0.10/0.15 1.25 - 2.0/2.5 0.90/1.20 - - Nickel steel electrodes
Ni1 0.12 1.50 0.80/1.10 0.15 0.35 0.05 1.80 Ni2 0.12 1.50 1.75/2.75 - - - 1.80 Ni3 0.12 1.50 2.75/3.75 - - - -
Manganese - Molybdenum steel electrodes 01 0.12 1.25/2.00 - - 0.25/0.55 - - 02 0.15 1.65/2.25 - - 0.25/0.55 - - 03 0.12 1.00/1.75 - - 0.40/0.65 - - All other low alloyed electrodes
K1 0.15 0.80/1.40 0.80/1.10 0.15 0.20/0.65 0.05 - K2 0.15 0.50/1.75 1.00/2.00 0.15 0.35 0.05 1.80 K3 0.15 0.75/2.25 1.25/2.60 0.15 0.25/0.65 0.05 - K4 0.15 1.20/2.25 1.75/2.60 0.20/0.60 0.30/0.65 0.05 - K5 0.10/1.25 0.60/1.60 0.75/2.00 0.20/0.70 0.15/0.55 0.05 - K6 0.15 0.50/1.50 0.40/1.10 0.15 0.15 0.05 1.80 K7 0.15 1.00/1.75 2.00/2.75 - - - -
DATA SHEET - FCAW
E X X T X - X
Indicates the primary welding conditionsfor which the electrode is designed;0 - Flat and horizontal positions1 - All positions
Designed the condition ofheat treatment in which testswere conducted.“A” as welded“P” Post weld heat treated
Designates an electrode
Indicates usability and performance capabilities
1. Electrode classifi ed for used with CO2 or CO2+Ar mixture to improve usability especially for out of position welding.
Designed for single and multi-pass welding characterized by spray transfer, low spatter loss and a moderate volume of slag. Generally are rutile based and operate on DC+
4. Self-shielded electode for single and multi pass welding in the fl at and hoizontal verticals positions. Operates on DC+ and gives globular transer.
5. Dsigned for use with CO2 (Ar based gases may be used) for single and multi pass welding in the fl at and hoizontal verticals positions. Electrodes of this group have a lime fl uoride based slag and produce weldmet having improved impact properties and crack resisrtance in comparison to rutile type.
8. Self shielded electrode operating on DC with negative polarity. Designed for all positions and provides a weldmet with very good low temperature impact properties. Used for single and multi pass welding.
EXXTX - B classifi cation is for new multi pass electrode that are not covered under any of the presently defi ned specifi cation.
Flux cored wires classifi cation E 71T-X E80T-X
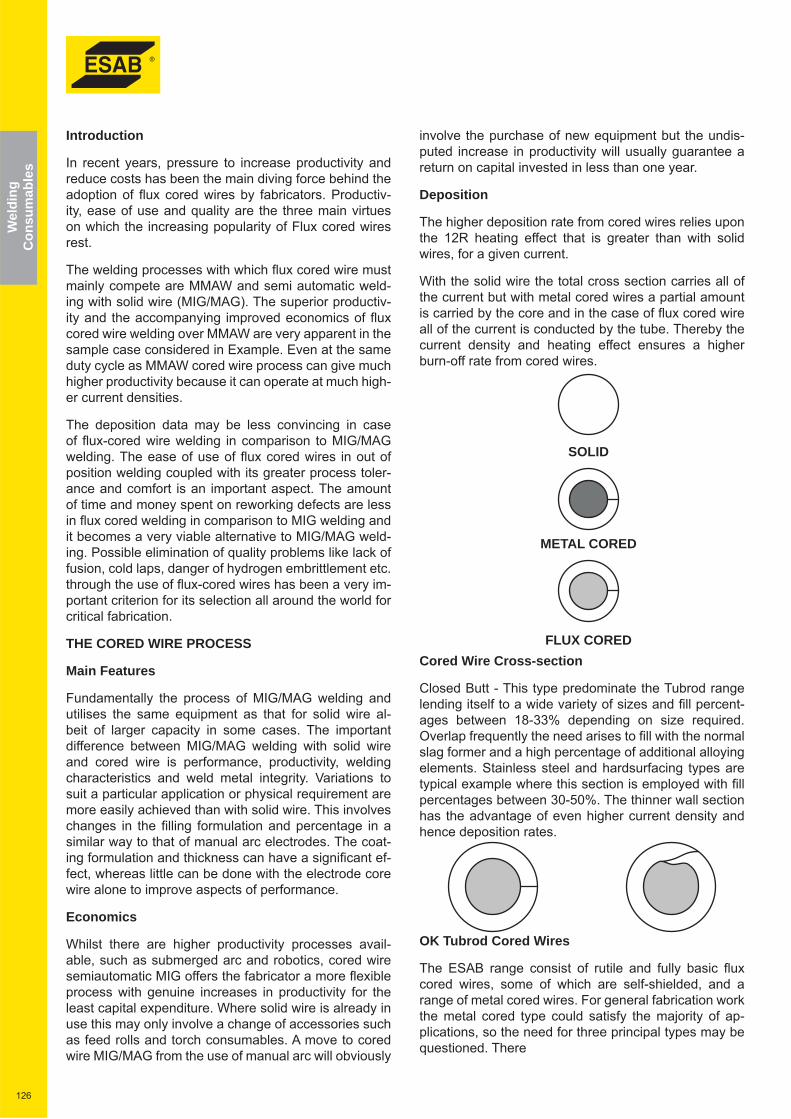
126
Wel
ding
Con
sum
able
s
involve the purchase of new equipment but the undis-puted increase in productivity will usually guarantee a return on capital invested in less than one year.
Deposition
The higher deposition rate from cored wires relies upon the 12R heating effect that is greater than with solid wires, for a given current.
With the solid wire the total cross section carries all of the current but with metal cored wires a partial amount is carried by the core and in the case of fl ux cored wire all of the current is conducted by the tube. Thereby the current density and heating effect ensures a higher burn-off rate from cored wires.
Cored Wire Cross-section
Closed Butt - This type predominate the Tubrod range lending itself to a wide variety of sizes and fi ll percent-ages between 18-33% depending on size required. Overlap frequently the need arises to fi ll with the normal slag former and a high percentage of additional alloying elements. Stainless steel and hardsurfacing types are typical example where this section is employed with fi ll percentages between 30-50%. The thinner wall section has the advantage of even higher current density and hence deposition rates.
OK Tubrod Cored Wires
The ESAB range consist of rutile and fully basic fl ux cored wires, some of which are self-shielded, and a range of metal cored wires. For general fabrication work the metal cored type could satisfy the majority of ap-plications, so the need for three principal types may be questioned. There
Introduction
In recent years, pressure to increase productivity and reduce costs has been the main diving force behind the adoption of fl ux cored wires by fabricators. Productiv-ity, ease of use and quality are the three main virtues on which the increasing popularity of Flux cored wires rest.
The welding processes with which fl ux cored wire must mainly compete are MMAW and semi automatic weld-ing with solid wire (MIG/MAG). The superior productiv-ity and the accompanying improved economics of fl ux cored wire welding over MMAW are very apparent in the sample case considered in Example. Even at the same duty cycle as MMAW cored wire process can give much higher productivity because it can operate at much high-er current densities.
The deposition data may be less convincing in case of fl ux-cored wire welding in comparison to MIG/MAG welding. The ease of use of fl ux cored wires in out of position welding coupled with its greater process toler-ance and comfort is an important aspect. The amount of time and money spent on reworking defects are less in fl ux cored welding in comparison to MIG welding and it becomes a very viable alternative to MIG/MAG weld-ing. Possible elimination of quality problems like lack of fusion, cold laps, danger of hydrogen embrittlement etc. through the use of fl ux-cored wires has been a very im-portant criterion for its selection all around the world for critical fabrication.
THE CORED WIRE PROCESS
Main Features
Fundamentally the process of MIG/MAG welding and utilises the same equipment as that for solid wire al-beit of larger capacity in some cases. The important difference between MIG/MAG welding with solid wire and cored wire is performance, productivity, welding characteristics and weld metal integrity. Variations to suit a particular application or physical requirement are more easily achieved than with solid wire. This involves changes in the fi lling formulation and percentage in a similar way to that of manual arc electrodes. The coat-ing formulation and thickness can have a signifi cant ef-fect, whereas little can be done with the electrode core wire alone to improve aspects of performance.
Economics
Whilst there are higher productivity processes avail-able, such as submerged arc and robotics, cored wire semi automatic MIG offers the fabricator a more fl exible process with genuine increases in productivity for the least capital expenditure. Where solid wire is already in use this may only involve a change of accessories such as feed rolls and torch consumables. A move to cored wire MIG/MAG from the use of manual arc will obviously
SOLID
METAL CORED
FLUX CORED
127
Welding
Consum
ables
are a number of factors to be considered and can be summarised as follows:
Downhand Rutile Flux Cored Wires are easy to use-with a smooth arc action giving excellent weld ap-pearance with easy slag detachment.
Positional Rutile Flux Cored Wires when used with Argon rich gas offer spray transfer welding with a high level of operator appeal.
Basic Flux Cored Wires produce a higher and more consistent level of mechanical properties. They also produce radiographic standard deposits with ease when compared to both rutile and metal cored wires.
Metal Cored Wires when used on good quality clean plate will produce very little slag-similar to that of solid wires.
Self-Shielded Wires produce their own gas shield via decomposition in the arc of various elements within the core.
PRODUCT CHARACTERISTICS
Rutile: The rutile (E70T-1) cored wires are OK Tu-brod 15.12 and 15.16 for use with CO2 or CO2 shield-ing gases. They are designed for heavy deposition in the fl at/HV positions.
Exceptionally smooth high operating current charac-teristics, giving low spatter and regular weld appear-ance.
Very high deposition rates. Slag removal is effortless and self-releasing on HV fi llets.
Ideally suited to the main production of heavy equip-ment in a wide variety of mild & medium tensile steels
DC electrode positive.
The all-positional rutile types such as OK Tubrod 15.15, (E71T-1), OK Tubrod 15.17 and OK Tubrod 15.19 (E81T1 Ni1) are designed for ease of use particularly in the vertical and overhead position.
OK Tubrod 15.15 will operate on either Ar + 20% CO2 or CO2 but the former is prepared for OK Tu-brod 15.17 and OK Tubrod 15.19.
Universally approved to Grade 3. Smooth regular weld appearance with minimum
spatter · Manufactured in 1.2, 1.4 and 1.6 mm sizes for maximum versatility.
Excellent slag release qualities. Consistent spray type transfer in any position for
higher deposition. Ability to operate at one current setting in any po-
sition if required. Note All classifi cations referred to are AWS
Basic: The basic low hydrogen wires include OK Tubrod 15.00 (E71 T-5) for medium tensile steels and OK Tu-brod 15.25 (E71T-5-Ni2) for service down to -60°C. The OK Tubrod 15.26 (E91T-5-K2) and OK Tubrod 15.27 (E110T5G) wires are designed for high strength steels.
Outstanding deposit effi ciency up to 90% at opti-mum currents, giving higher deposition rates than other fl ux cored wires.
Thin slag cover which is very easily removed hence reducing the incidence of slag traps · Operate with DC electrode negative · The 1.2-mm sizes are excel-lent for all positional welding using dip transfer.
May be used with either CO2 or Argon rich shielding gases
Hydrogen levels are lower than 5 mls/1 00 gms of weld metal- generally less than 3mls/100gms.
The C-Mn 15.00 wire is capable of as welded charpy V notch toughness down to 30°C and good CTOD properties.
Recommended for multi-pass welding of heavy sec-tions under conditions of restraint.
Self Shielded
Designed for on-site operation OK Tubrod 14.17 (E71 T-7) is for welding mild steel in all positions and OK Tu-brod 14.18 (E70T-4) for heavy deposition and/or high travel speeds in the fl at and HV positions where impact properties are not required.
Higher deposition than manual metallic arc electrodes · No requirements for special purpose welding equipment.
Good clean weld appearance and easy slag removal
May be used with either fl at or dropping characteristics power sources.
For use with most structural steels with a nominal-tensile strength of 51 ON/mm2
Metal Cored
A wide range of OK Tubrod metal cored wires is avail-able to suit a variety of applications from high-speed general purpose welding to low temperature and high strength requirements
The metal core produces an exceptionally high re-covery, enabling approximately 95% of the wire weight to be deposited as weld metal
Used in conjunction with argon rich gases contain-ing 15/25% CO2 weld deposits of smooth consistent fi nish with minimal spatter and slag are easily pro-duced
Fume levels are signifi cantly lower than those of conventional fl ux cores wires and approximately 50% less than high recovery iron powder manual arc electrodes
Weld metal savings of up to 30% can be achieved on single pass fi llets through deep penetration which increases the effective throat thickness with a cor-responding reduction in leg length of up to 20%
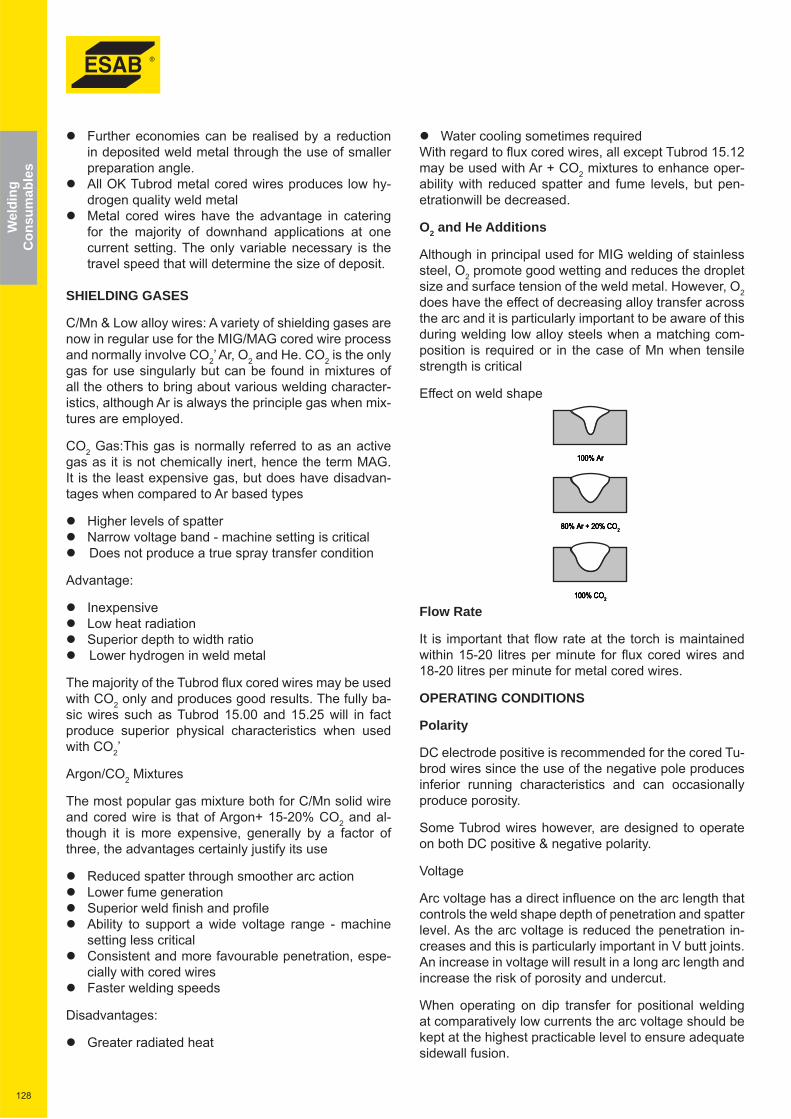
128
Wel
ding
Con
sum
able
s
Further economies can be realised by a reduction in deposited weld metal through the use of smaller preparation angle.
All OK Tubrod metal cored wires produces low hy-drogen quality weld metal
Metal cored wires have the advantage in catering for the majority of downhand applications at one current setting. The only variable necessary is the travel speed that will determine the size of deposit.
SHIELDING GASES
C/Mn & Low alloy wires: A variety of shielding gases are now in regular use for the MIG/MAG cored wire process and normally involve CO2’ Ar, O2 and He. CO2 is the only gas for use singularly but can be found in mixtures of all the others to bring about various welding character-istics, although Ar is always the principle gas when mix-tures are employed.
CO2 Gas:This gas is normally referred to as an active gas as it is not chemically inert, hence the term MAG. It is the least expensive gas, but does have disadvan-tages when compared to Ar based types
Higher levels of spatter Narrow voltage band - machine setting is critical Does not produce a true spray transfer condition
Advantage:
Inexpensive Low heat radiation Superior depth to width ratio Lower hydrogen in weld metal
The majority of the Tubrod fl ux cored wires may be used with CO2 only and produces good results. The fully ba-sic wires such as Tubrod 15.00 and 15.25 will in fact produce superior physical characteristics when used with CO2’
Argon/CO2 Mixtures
The most popular gas mixture both for C/Mn solid wire and cored wire is that of Argon+ 15-20% CO2 and al-though it is more expensive, generally by a factor of three, the advantages certainly justify its use
Reduced spatter through smoother arc action Lower fume generation Superior weld fi nish and profi le Ability to support a wide voltage range - machine
setting less critical Consistent and more favourable penetration, espe-
cially with cored wires Faster welding speeds
Disadvantages:
Greater radiated heat
Water cooling sometimes requiredWith regard to fl ux cored wires, all except Tubrod 15.12 may be used with Ar + CO2 mixtures to enhance oper-ability with reduced spatter and fume levels, but pen-etrationwill be decreased.
O2 and He Additions
Although in principal used for MIG welding of stainless steel, O2 promote good wetting and reduces the droplet size and surface tension of the weld metal. However, O2 does have the effect of decreasing alloy transfer across the arc and it is particularly important to be aware of this during welding low alloy steels when a matching com-position is required or in the case of Mn when tensile strength is critical
Effect on weld shape
Flow Rate
It is important that fl ow rate at the torch is maintained within 15-20 litres per minute for fl ux cored wires and 18-20 litres per minute for metal cored wires.
OPERATING CONDITIONS
Polarity
DC electrode positive is recommended for the cored Tu-brod wires since the use of the negative pole produces inferior running characteristics and can occasionally produce porosity.
Some Tubrod wires however, are designed to operate on both DC positive & negative polarity.
Voltage
Arc voltage has a direct infl uence on the arc length that controls the weld shape depth of penetration and spatter level. As the arc voltage is reduced the penetration in-creases and this is particularly important in V butt joints. An increase in voltage will result in a long arc length and increase the risk of porosity and undercut.
When operating on dip transfer for positional welding at comparatively low currents the arc voltage should be kept at the highest practicable level to ensure adequate sidewall fusion.
100%100%100%100% A A A Arrrr
80% Ar + 20% CO80% Ar + 20% CO80% Ar + 20% CO80% Ar + 20% CO2222
100%100%100%100% C C C COOOO2222
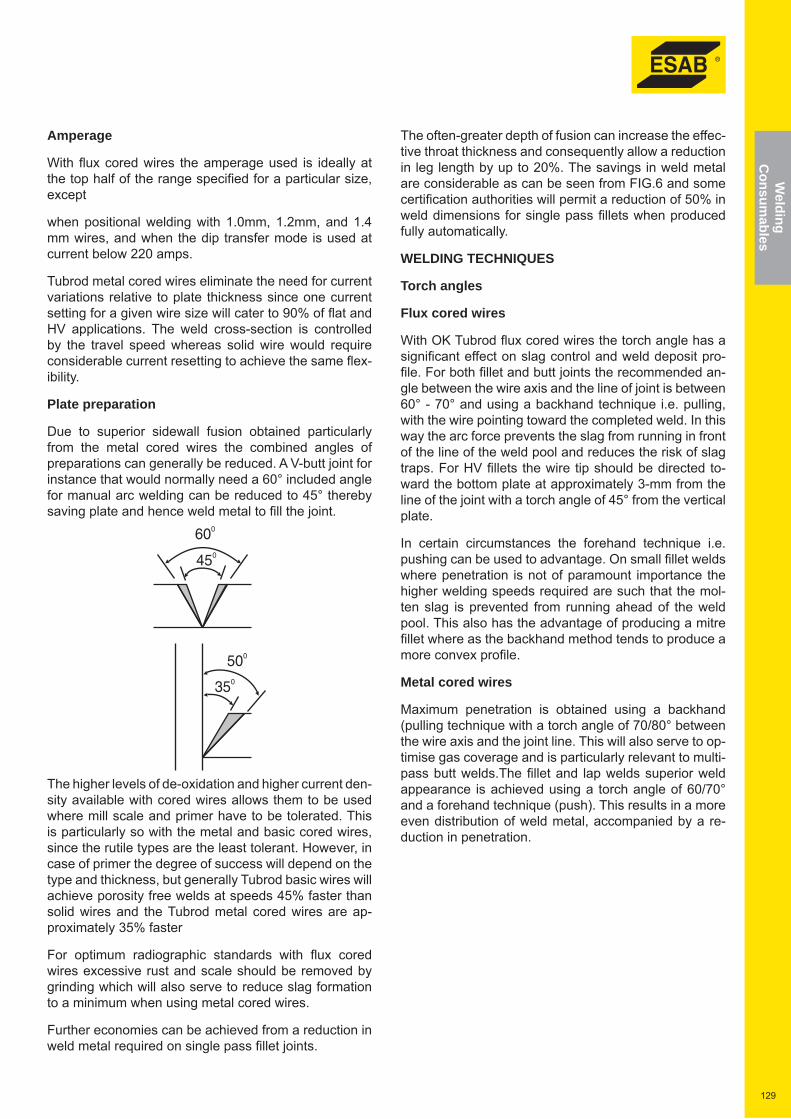
129
Welding
Consum
ables
Amperage
With fl ux cored wires the amperage used is ideally at the top half of the range specifi ed for a particular size, except
when positional welding with 1.0mm, 1.2mm, and 1.4 mm wires, and when the dip transfer mode is used at current below 220 amps.
Tubrod metal cored wires eliminate the need for current variations relative to plate thickness since one current setting for a given wire size will cater to 90% of fl at and HV applications. The weld cross-section is controlled by the travel speed whereas solid wire would require considerable current resetting to achieve the same fl ex-ibility.
Plate preparation
Due to superior sidewall fusion obtained particularly from the metal cored wires the combined angles of preparations can generally be reduced. A V-butt joint for instance that would normally need a 60° included angle for manual arc welding can be reduced to 45° thereby saving plate and hence weld metal to fi ll the joint.
The higher levels of de-oxidation and higher current den-sity available with cored wires allows them to be used where mill scale and primer have to be tolerated. This is particularly so with the metal and basic cored wires, since the rutile types are the least tolerant. However, in case of primer the degree of success will depend on the type and thickness, but generally Tubrod basic wires will achieve porosity free welds at speeds 45% faster than solid wires and the Tubrod metal cored wires are ap-proximately 35% faster
For optimum radiographic standards with fl ux cored wires excessive rust and scale should be removed by grinding which will also serve to reduce slag formation to a minimum when using metal cored wires.
Further economies can be achieved from a reduction in weld metal required on single pass fi llet joints.
The often-greater depth of fusion can increase the effec-tive throat thickness and consequently allow a reduction in leg length by up to 20%. The savings in weld metal are considerable as can be seen from FIG.6 and some certifi cation authorities will permit a reduction of 50% in weld dimensions for single pass fi llets when produced fully automatically.
WELDING TECHNIQUES
Torch angles
Flux cored wires
With OK Tubrod fl ux cored wires the torch angle has a signifi cant effect on slag control and weld deposit pro-fi le. For both fi llet and butt joints the recommended an-gle between the wire axis and the line of joint is between 60° - 70° and using a backhand technique i.e. pulling, with the wire pointing toward the completed weld. In this way the arc force prevents the slag from running in front of the line of the weld pool and reduces the risk of slag traps. For HV fi llets the wire tip should be directed to-ward the bottom plate at approximately 3-mm from the line of the joint with a torch angle of 45° from the vertical plate.
In certain circumstances the forehand technique i.e. pushing can be used to advantage. On small fi llet welds where penetration is not of paramount importance the higher welding speeds required are such that the mol-ten slag is prevented from running ahead of the weld pool. This also has the advantage of producing a mitre fi llet where as the backhand method tends to produce a more convex profi le.
Metal cored wires
Maximum penetration is obtained using a backhand (pulling technique with a torch angle of 70/80° between the wire axis and the joint line. This will also serve to op-timise gas coverage and is particularly relevant to multi-pass butt welds.The fi llet and lap welds superior weld appearance is achieved using a torch angle of 60/70° and a forehand technique (push). This results in a more even distribution of weld metal, accompanied by a re-duction in penetration.
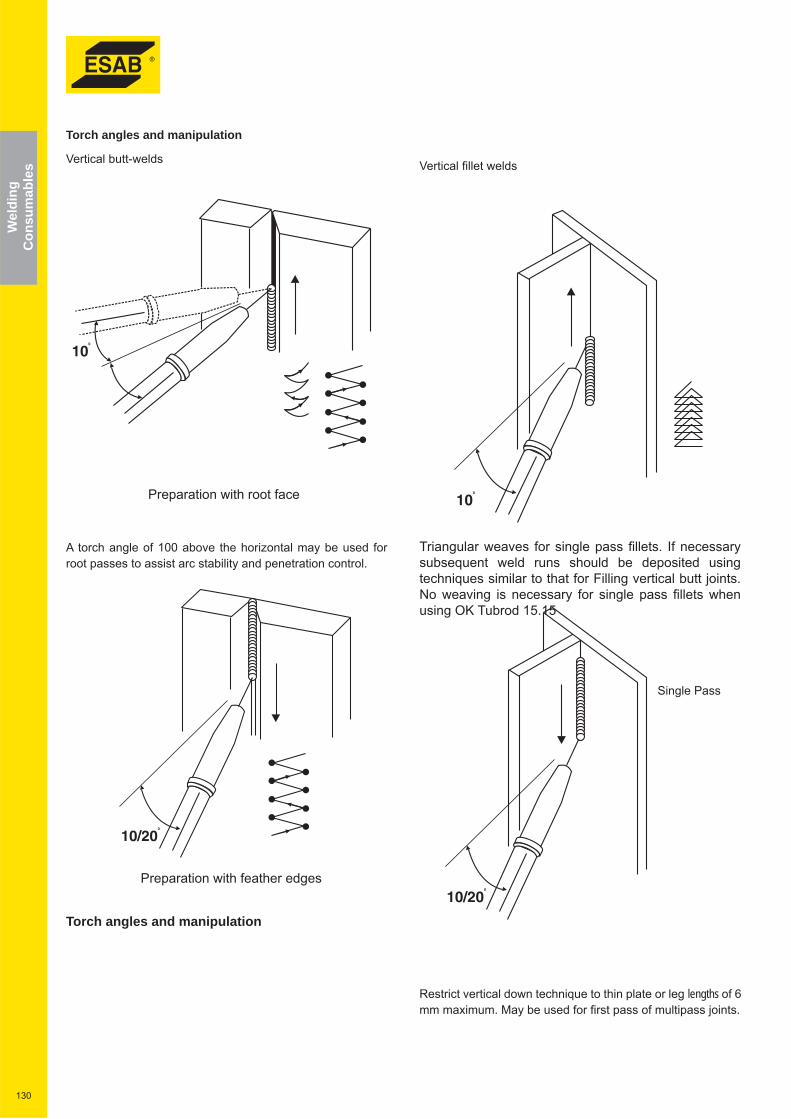
130
Wel
ding
Con
sum
able
s Vertical fi llet welds
Triangular weaves for single pass fi llets. If necessary subsequent weld runs should be deposited using techniques similar to that for Filling vertical butt joints. No weaving is necessary for single pass fi llets when using OK Tubrod 15.15
Single Pass
Restrict vertical down technique to thin plate or leg lengths of 6 mm maximum. May be used for fi rst pass of multipass joints.
Torch angles and manipulation
Vertical butt-welds
Preparation with root face
A torch angle of 100 above the horizontal may be used for root passes to assist arc stability and penetration control.
Preparation with feather edges
Torch angles and manipulation

131
Welding
Consum
ables
Travel Speed
Travel speed has an important infl uence on penetration. For example when using a 1.6mm metal cored wire at 305A an increase in travel speed from 30cms/min to 60cms/min approximately doubles penetration beyond the root of a fi llet. At speeds in excess of 80/100 cms/min penetration will decrease. Similarly a reduction in penetration will occur if the welding speed should fall to below 30cms/min, as the arc can impinge on the molten pool in preference to the base material.
In addition the use of slow travel speeds should be avoided when low temperature impact properties are re-quired. While the joint may be fi lled in fewer passes the individual weld deposits will be of large cross-section and therefore impact resistance will be reduced. Apart from this, in the case of fl ux cored wires there is the ob-vious diffi culty of slag control to be considered.
Positional Welding
The majority of Tubrod cored wires are capable of posi-tional welding in the smaller sizes. However, the choice of consumable must be given careful consideration in relation to the proposed applications because the vari-ous ranges require quite different manipulation tech-niques for optimum results.
Rutile (EX1 T-1) Types
This type of wire allows the use of the spray transfer mode in all positions including overhead and as such affords very high deposition rates. In addition, the ex-ceptional fusion Characteristics that results will have signifi cant effect on the production of defect free welds. This is particularly relevant when compared to solid wire that by necessity can only be used for positional welding in the dip transfer mode. The reduced depth of fusion involved together with the greater degree of skill and concentration demanded will increase the risk of fusion related defects. OK Tubrod 15.15 can achieve in excess of 4kg/hr in the vertical position compared to manual arc at approximately 2kg/ hr.
The required techniques for vertical up welding is al-most identical to those employed by manual metal arc for both fi llet and butt joints. However, root panes in open butt welds where a uniform bead of penetration required, when welded from one side are not recom-mended. This is due to the high arc energy and fl uidity of the weld pool as well as the need to maintain highly accurate joint preparation that is considered not practi-cal. In such circumstances the use of non-fusible back-
ing is recommended and this type of wire is eminently suitable for use with these materials and the speed of welding will be signifi cantly higher.
Metal Cored (EX1T-G) and Fully Basic (EX1T-5)
These two groups may be treated as one with regard to positional welding techniques. To maintain optimum control welding is limited to the 1.0mm and 1.4mm sizes and is restricted to the dip transfer mode where greater welder skill is involved. The manipulation required be similar to that used for solid wire in that initial passes in the vertical position are completed using a triangular weave motion.
This is to ensure that the weld profi le remains fl at and not peaked, which would otherwise occur leading to possible lack of fusion defects at the edges after further welding as in the case of multipass joints.
The conventional straight weave may be used but only in circumstances when the face of the previous pass is wide enough such that the effect of heat sink will main-tain a fl at profi le automatically.
Whilst the dip transfer method is slow and often demand-ing in terms of operator concentration the arc energy is greater than with solid wire and the possibility of defects, especially cold lapping is substantially reduced.
The root pass in an open butt weld, where full penetra-tion is required from one side is always the most diffi -cult regardless of welding process or position. However, when using Tubrod metal and basic cored wires the use of dip transfer and vertical down welding can be used to good advantage. Excellent results can be achieved more easily if it is rapid and dispensing with a root face can reduce plate preparation costs.
Fillet joints may be welded using either the vertical up or vertical down techniques. The choice will depend on the thickness of material and degree of root penetra-tion desired. Multi-pass joints should be completed on a similar basis to that of butt welds using the vertical up technique.
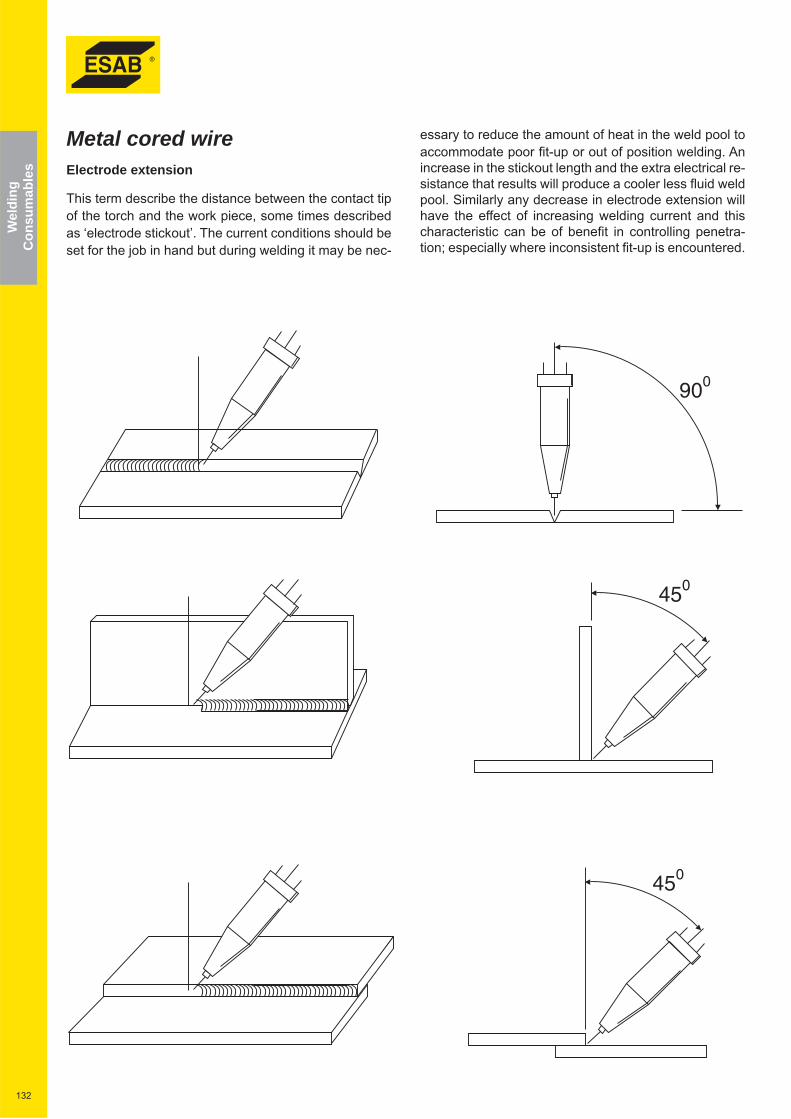
132
Wel
ding
Con
sum
able
s
Metal cored wireElectrode extension
This term describe the distance between the contact tip of the torch and the work piece, some times described as ‘electrode stickout’. The current conditions should be set for the job in hand but during welding it may be nec-
essary to reduce the amount of heat in the weld pool to accommodate poor fi t-up or out of position welding. An increase in the stickout length and the extra electrical re-sistance that results will produce a cooler less fl uid weld pool. Similarly any decrease in electrode extension will have the effect of increasing welding current and this characteristic can be of benefi t in controlling penetra-tion; especially where inconsistent fi t-up is encountered.
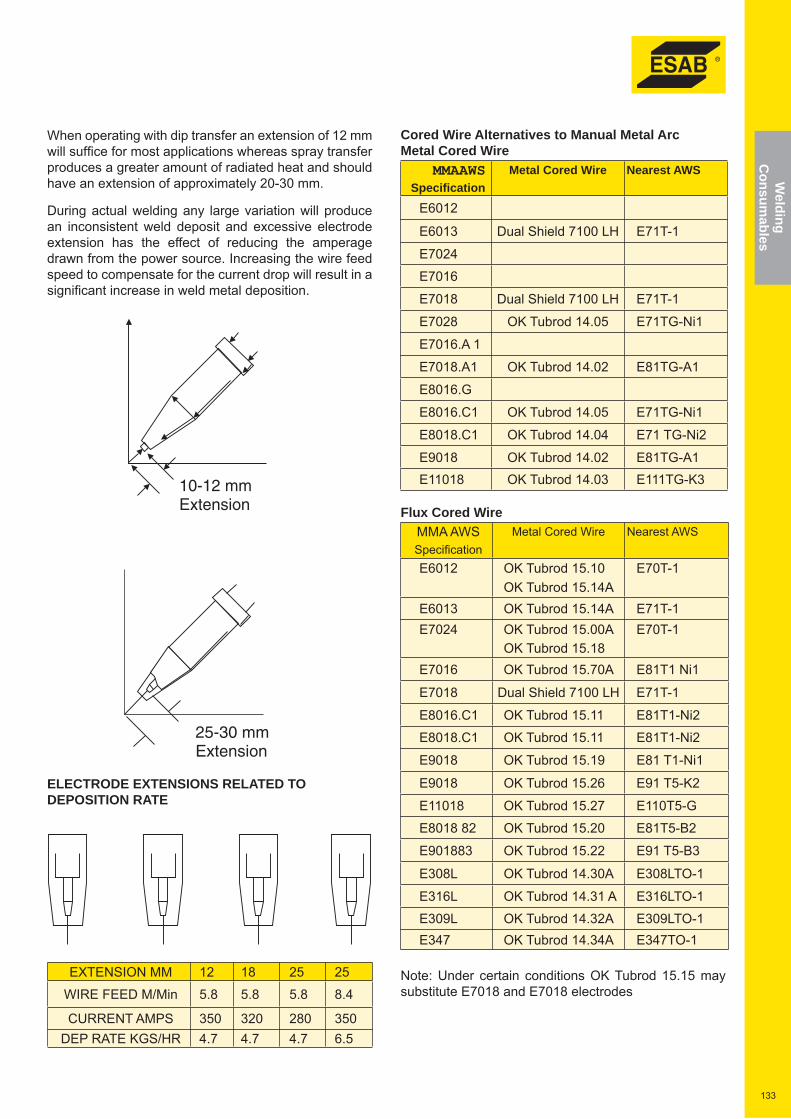
133
Welding
Consum
ables
When operating with dip transfer an extension of 12 mm will suffi ce for most applications whereas spray transfer produces a greater amount of radiated heat and should have an extension of approximately 20-30 mm.
During actual welding any large variation will produce an inconsistent weld deposit and excessive electrode extension has the effect of reducing the amperage drawn from the power source. Increasing the wire feed speed to compensate for the current drop will result in a signifi cant increase in weld metal deposition.
EXTENSION MM 12 18 25 25
WIRE FEED M/Min 5.8 5.8 5.8 8.4
CURRENT AMPS 350 320 280 350 DEP RATE KGS/HR 4.7 4.7 4.7 6.5
Cored Wire Alternatives to Manual Metal ArcMetal Cored Wire
MMAAWS Metal Cored Wire Nearest AWS Specifi cation
E6012
E6013 Dual Shield 7100 LH E71T-1
E7024
E7016
E7018 Dual Shield 7100 LH E71T-1
E7028 OK Tubrod 14.05 E71TG-Ni1
E7016.A 1
E7018.A1 OK Tubrod 14.02 E81TG-A1
E8016.G
E8016.C1 OK Tubrod 14.05 E71TG-Ni1
E8018.C1 OK Tubrod 14.04 E71 TG-Ni2
E9018 OK Tubrod 14.02 E81TG-A1 E11018 OK Tubrod 14.03 E111TG-K3
Flux Cored Wire MMA AWS Metal Cored Wire Nearest AWS Specifi cation E6012 OK Tubrod 15.10 E70T-1
OK Tubrod 15.14A E6013 OK Tubrod 15.14A E71T-1 E7024 OK Tubrod 15.00A E70T-1
OK Tubrod 15.18 E7016 OK Tubrod 15.70A E81T1 Ni1
E7018 Dual Shield 7100 LH E71T-1
E8016.C1 OK Tubrod 15.11 E81T1-Ni2
E8018.C1 OK Tubrod 15.11 E81T1-Ni2
E9018 OK Tubrod 15.19 E81 T1-Ni1
E9018 OK Tubrod 15.26 E91 T5-K2
E11018 OK Tubrod 15.27 E110T5-G
E8018 82 OK Tubrod 15.20 E81T5-B2
E901883 OK Tubrod 15.22 E91 T5-B3
E308L OK Tubrod 14.30A E308LTO-1
E316L OK Tubrod 14.31 A E316LTO-1
E309L OK Tubrod 14.32A E309LTO-1 E347 OK Tubrod 14.34A E347TO-1
Note: Under certain conditions OK Tubrod 15.15 may substitute E7018 and E7018 electrodes
ELECTRODE EXTENSIONS RELATED TODEPOSITION RATE
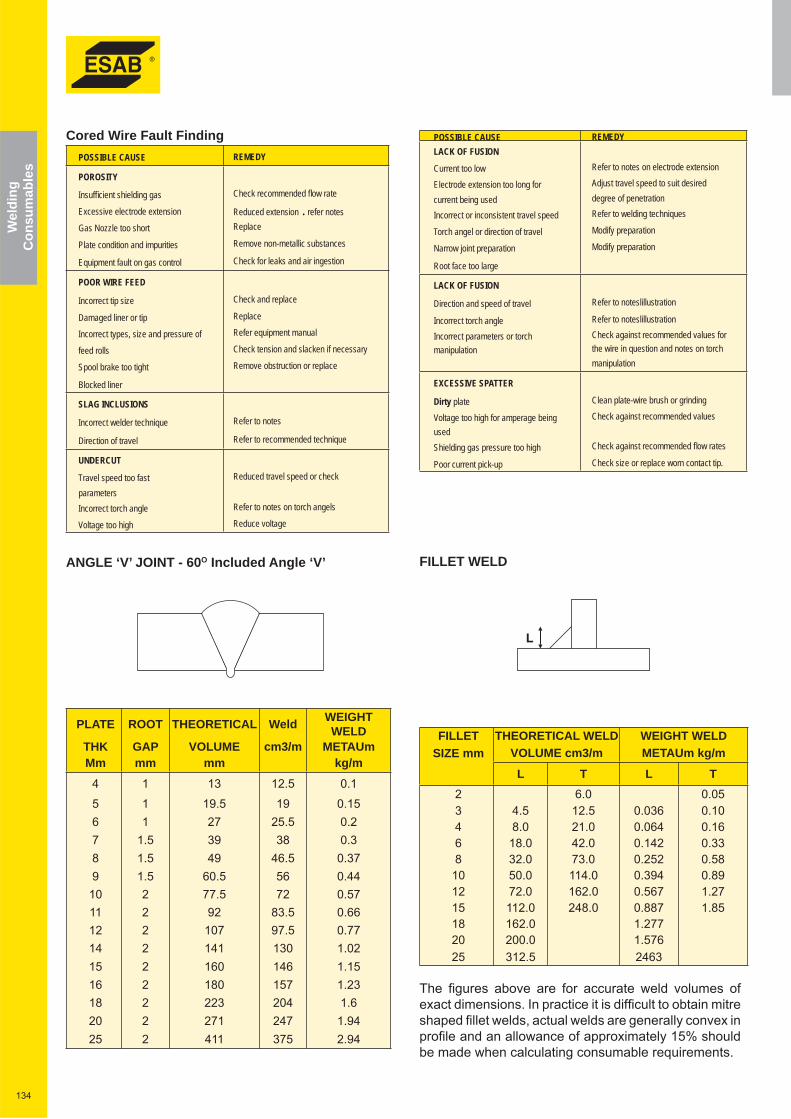
134
Wel
ding
Con
sum
able
s
Cored Wire Fault Finding POSSIBLE CAUSE REMEDY
POROSITY
Insuffi cient shielding gas Check recommended fl ow rate
Excessive electrode extension Reduced extension . refer notes Gas Nozzle too short Replace
Plate condition and impurities Remove non-metallic substances
Equipment fault on gas control Check for leaks and air ingestion
POOR WIRE FEED
Incorrect tip size Check and replace
Damaged liner or tip Replace
Incorrect types, size and pressure of Refer equipment manual
feed rolls Check tension and slacken if necessary
Spool brake too tight Remove obstruction or replace
Blocked liner
SLAG INCLUSIONS
Incorrect welder technique Refer to notes
Direction of travel Refer to recommended technique
UNDERCUT
Travel speed too fast Reduced travel speed or check
parameters Incorrect torch angle Refer to notes on torch angels
Voltage too high Reduce voltage
PLATE ROOT THEORETICAL Weld WEIGHT WELD
THK GAP VOLUME cm3/m METAUm Mm mm mm kg/m
4 1 13 12.5 0.1
5 1 19.5 19 0.15 6 1 27 25.5 0.2 7 1.5 39 38 0.3 8 1.5 49 46.5 0.37 9 1.5 60.5 56 0.44
10 2 77.5 72 0.57 11 2 92 83.5 0.66 12 2 107 97.5 0.77 14 2 141 130 1.02 15 2 160 146 1.15 16 2 180 157 1.23 18 2 223 204 1.6 20 2 271 247 1.94 25 2 411 375 2.94
POSSIBLE CAUSE REMEDY LACK OF FUSION
Current too low Refer to notes on electrode extension
Electrode extension too long for Adjust travel speed to suit desired
current being used degree of penetration
Incorrect or inconsistent travel speed Refer to welding techniques
Torch angel or direction of travel Modify preparation
Narrow joint preparation Modify preparation
Root face too large
LACK OF FUSION
Direction and speed of travel Refer to noteslillustration
Incorrect torch angle Refer to noteslillustration
Incorrect parameters or torch Check against recommended values for manipulation the wire in question and notes on torch
manipulation
EXCESSIVE SPATTER
Dirty plate Clean plate-wire brush or grinding
Voltage too high for amperage being Check against recommended values used Shielding gas pressure too high Check against recommended fl ow rates
Poor current pick-up Check size or replace worn contact tip.
FILLET THEORETICAL WELD WEIGHT WELD SIZE mm VOLUME cm3/m METAUm kg/m
L T L T 2 6.0 0.05 3 4.5 12.5 0.036 0.10 4 8.0 21.0 0.064 0.16 6 18.0 42.0 0.142 0.33 8 32.0 73.0 0.252 0.58
10 50.0 114.0 0.394 0.89 12 72.0 162.0 0.567 1.27 15 112.0 248.0 0.887 1.85 18 162.0 1.277 20 200.0 1.576 25 312.5 2463
The fi gures above are for accurate weld volumes of exact dimensions. In practice it is diffi cult to obtain mitre shaped fi llet welds, actual welds are generally convex in profi le and an allowance of approximately 15% should be made when calculating consumable requirements.
FILLET WELDANGLE ‘V’ JOINT - 60O Included Angle ‘V’
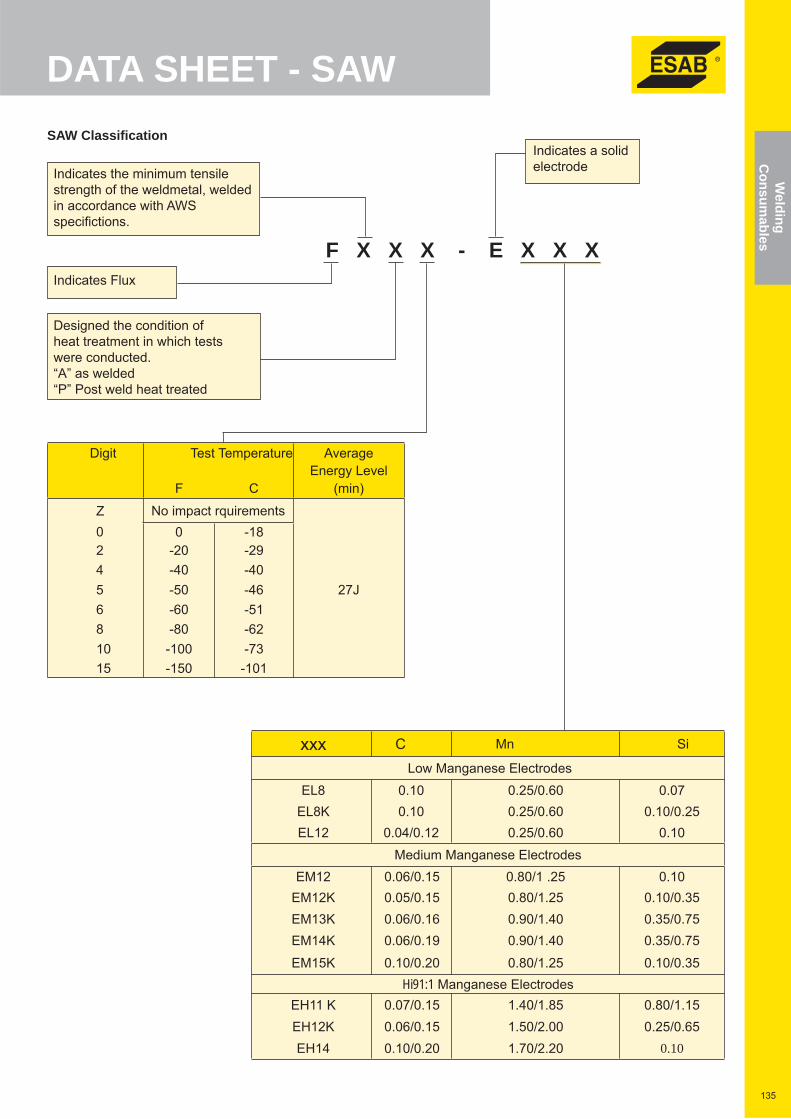
135
Welding
Consum
ables
Digit Test Temperature Average Energy Level F C (min)
Z No impact rquirements 0 0 -18 2 -20 -29 4 -40 -40 5 -50 -46 27J 6 -60 -51 8 -80 -62 10 -100 -73 15 -150 -101
xxx C Mn Si
Low Manganese Electrodes
EL8 0.10 0.25/0.60 0.07 EL8K 0.10 0.25/0.60 0.10/0.25 EL12 0.04/0.12 0.25/0.60 0.10
Medium Manganese Electrodes EM12 0.06/0.15 0.80/1 .25 0.10
EM12K 0.05/0.15 0.80/1.25 0.10/0.35 EM13K 0.06/0.16 0.90/1.40 0.35/0.75 EM14K 0.06/0.19 0.90/1.40 0.35/0.75
EM15K 0.10/0.20 0.80/1.25 0.10/0.35Hi91:1 Manganese Electrodes
EH11 K 0.07/0.15 1.40/1.85 0.80/1.15 EH12K 0.06/0.15 1.50/2.00 0.25/0.65 EH14 0.10/0.20 1.70/2.20 0.10
SAW Classifi cation
F X X X - E X X X
Indicates the minimum tensilestrength of the weldmetal, weldedin accordance with AWSspecifi ctions.
Designed the condition ofheat treatment in which testswere conducted.“A” as welded“P” Post weld heat treated
Indicates Flux
Indicates a solidelectrode
DATA SHEET - SAW
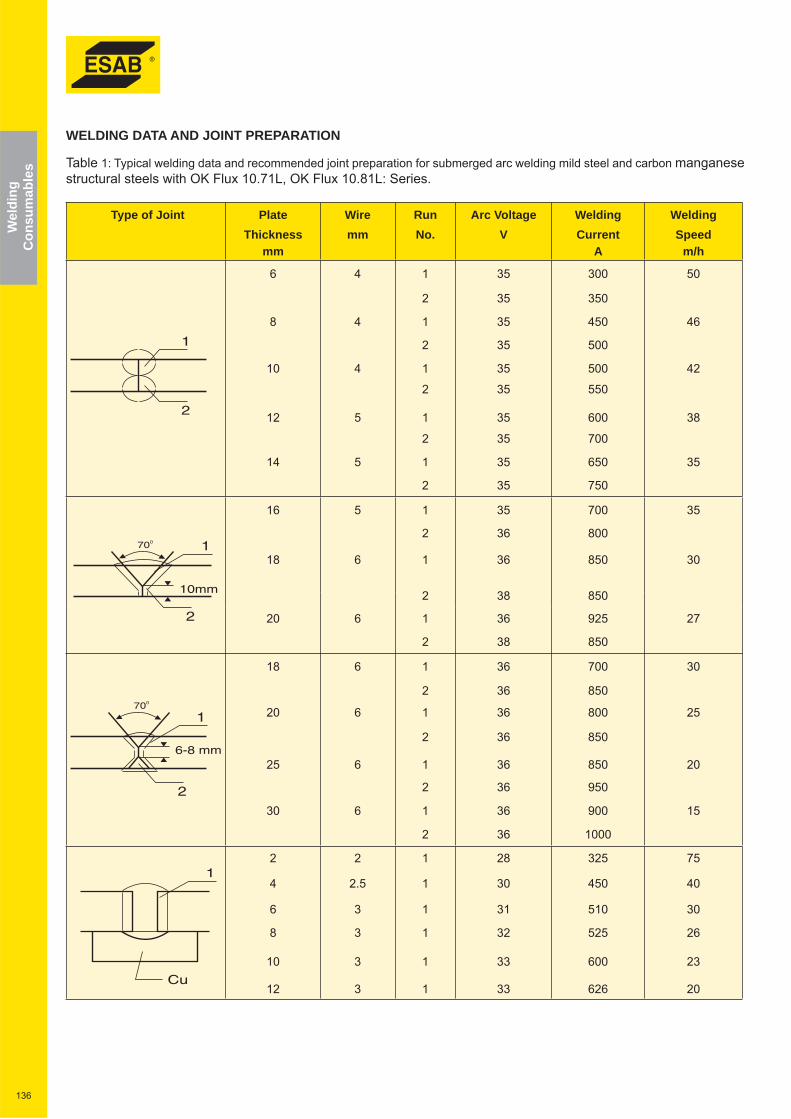
136
Wel
ding
Con
sum
able
s
WELDING DATA AND JOINT PREPARATION
Table 1: Typical welding data and recommended joint preparation for submerged arc welding mild steel and carbon manganese structural steels with OK Flux 10.71L, OK Flux 10.81L: Series.
Type of Joint Plate Wire Run Arc Voltage Welding Welding Thickness mm No. V Current Speed mm A m/h
6 4 1 35 300 50
2 35 350
8 4 1 35 450 46
2 35 500
10 4 1 35 500 42
2 35 550 12 5 1 35 600 38
2 35 700
14 5 1 35 650 35
2 35 750
16 5 1 35 700 35
2 36 800
18 6 1 36 850 30
2 38 850
20 6 1 36 925 27
2 38 850
18 6 1 36 700 30
2 36 850
20 6 1 36 800 25
2 36 850
25 6 1 36 850 20
2 36 950
30 6 1 36 900 15
2 36 1000
2 2 1 28 325 75 4 2.5 1 30 450 40
6 3 1 31 510 30
8 3 1 32 525 26
10 3 1 33 600 23 12 3 1 33 626 20
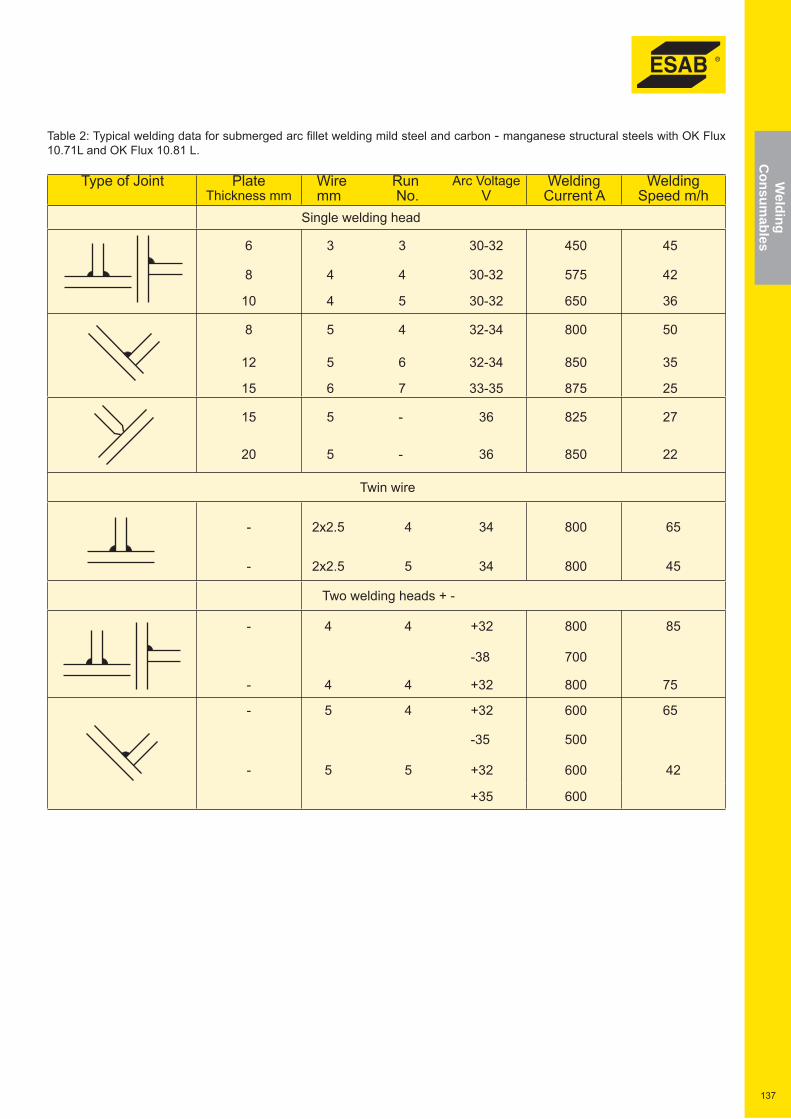
137
Welding
Consum
ables
Table 2: Typical welding data for submerged arc fi llet welding mild steel and carbon - manganese structural steels with OK Flux 10.71L and OK Flux 10.81 L.
Type of Joint Plate Wire Run Arc Voltage Welding Welding Thickness mm mm No. V Current A Speed m/h Single welding head
6 3 3 30-32 450 45
8 4 4 30-32 575 42
10 4 5 30-32 650 36
8 5 4 32-34 800 50
12 5 6 32-34 850 35
15 6 7 33-35 875 25
15 5 - 36 825 27
20 5 - 36 850 22
Twin wire
- 2x2.5 4 34 800 65
- 2x2.5 5 34 800 45
Two welding heads + -
- 4 4 +32 800 85
-38 700
- 4 4 +32 800 75
- 5 4 +32 600 65
-35 500
- 5 5 +32 600 42
+35 600
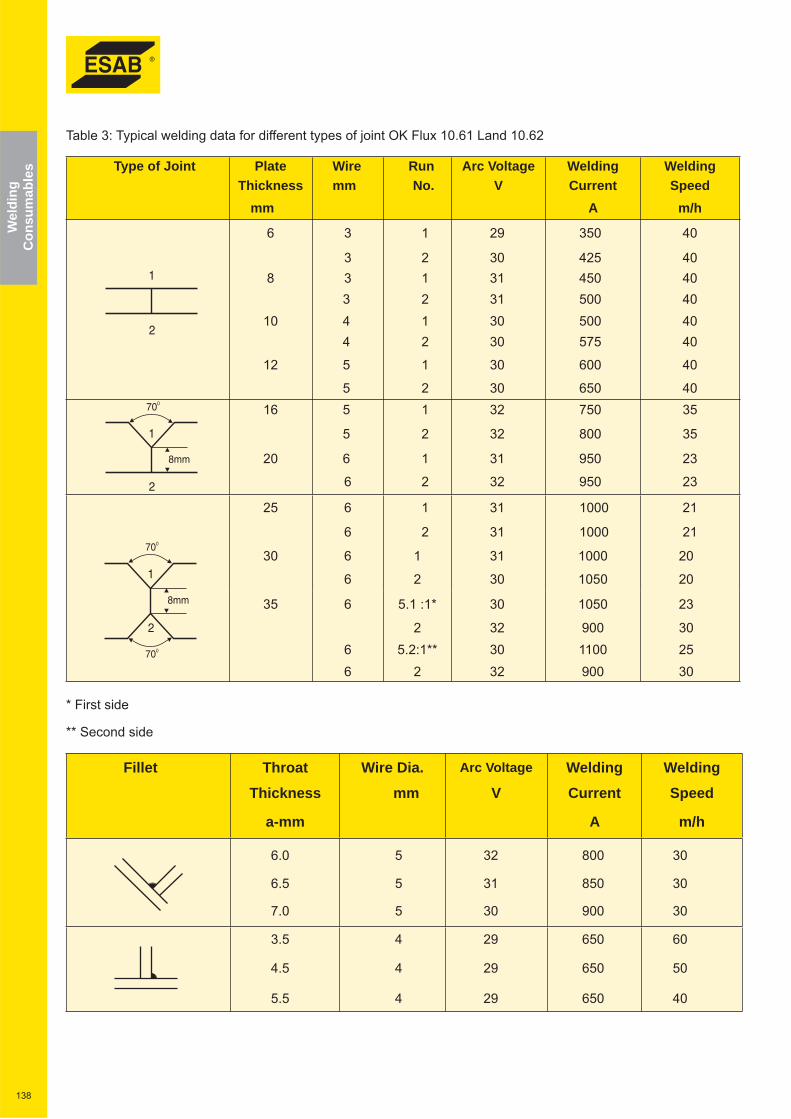
138
Wel
ding
Con
sum
able
s
Table 3: Typical welding data for different types of joint OK Flux 10.61 Land 10.62
Type of Joint Plate Wire Run Arc Voltage Welding Welding Thickness mm No. V Current Speed mm A m/h
6 3 1 29 350 40
3 2 30 425 40 8 3 1 31 450 40
3 2 31 500 40 10 4 1 30 500 40
4 2 30 575 40
12 5 1 30 600 40
5 2 30 650 4016 5 1 32 750 35
5 2 32 800 35
20 6 1 31 950 23
6 2 32 950 23
25 6 1 31 1000 21
6 2 31 1000 21
30 6 1 31 1000 20
6 2 30 1050 20
35 6 5.1 :1* 30 1050 23 2 32 900 30 6 5.2:1** 30 1100 25 6 2 32 900 30
* First side
** Second side
Fillet Throat Wire Dia. Arc Voltage Welding Welding Thickness mm V Current Speed
a-mm A m/h
6.0 5 32 800 30
6.5 5 31 850 30
7.0 5 30 900 30
3.5 4 29 650 60
4.5 4 29 650 50
5.5 4 29 650 40
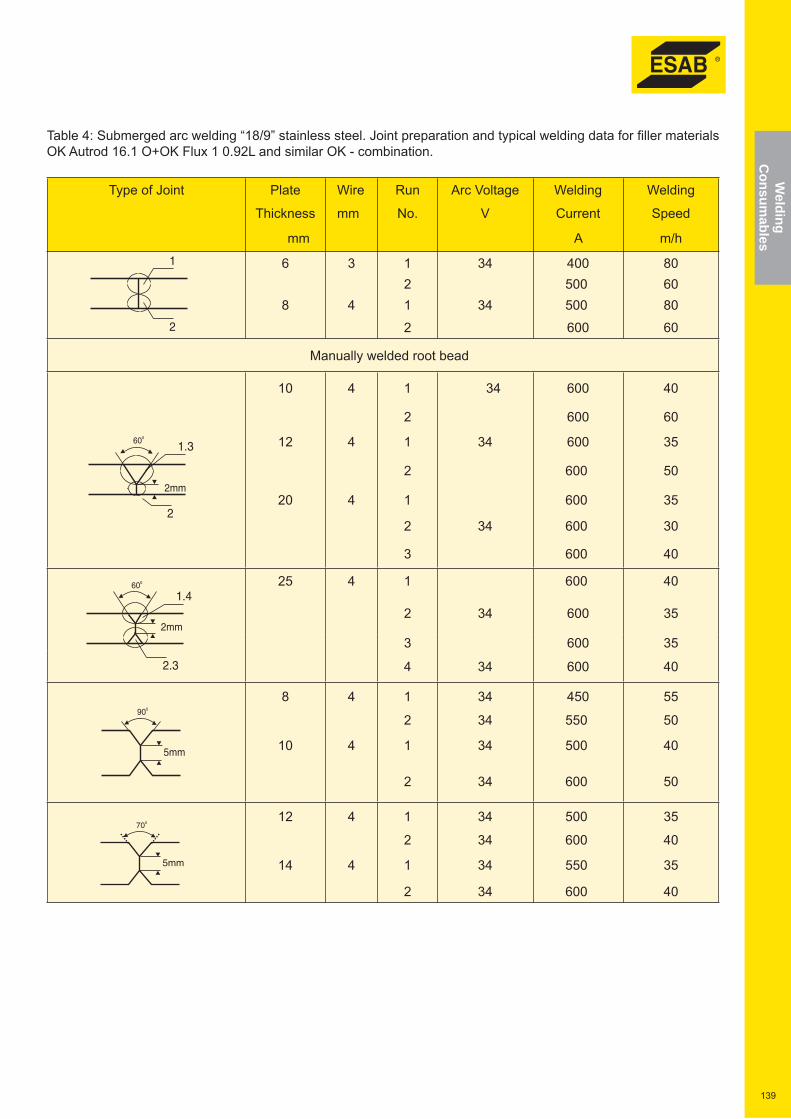
139
Welding
Consum
ables
Table 4: Submerged arc welding “18/9” stainless steel. Joint preparation and typical welding data for fi ller materials OK Autrod 16.1 O+OK Flux 1 0.92L and similar OK - combination.
Type of Joint Plate Wire Run Arc Voltage Welding Welding
Thickness mm No. V Current Speed
mm A m/h
6 3 1 34 400 802 500 60
8 4 1 34 500 80
2 600 60
Manually welded root bead
10 4 1 34 600 40
2 600 60
12 4 1 34 600 35
2 600 50
20 4 1 600 35
2 34 600 30
3 600 40
25 4 1 600 40
2 34 600 35
3 600 35
4 34 600 40
8 4 1 34 450 55
2 34 550 50
10 4 1 34 500 40
2 34 600 50
12 4 1 34 500 35
2 34 600 40
14 4 1 34 550 35
2 34 600 40
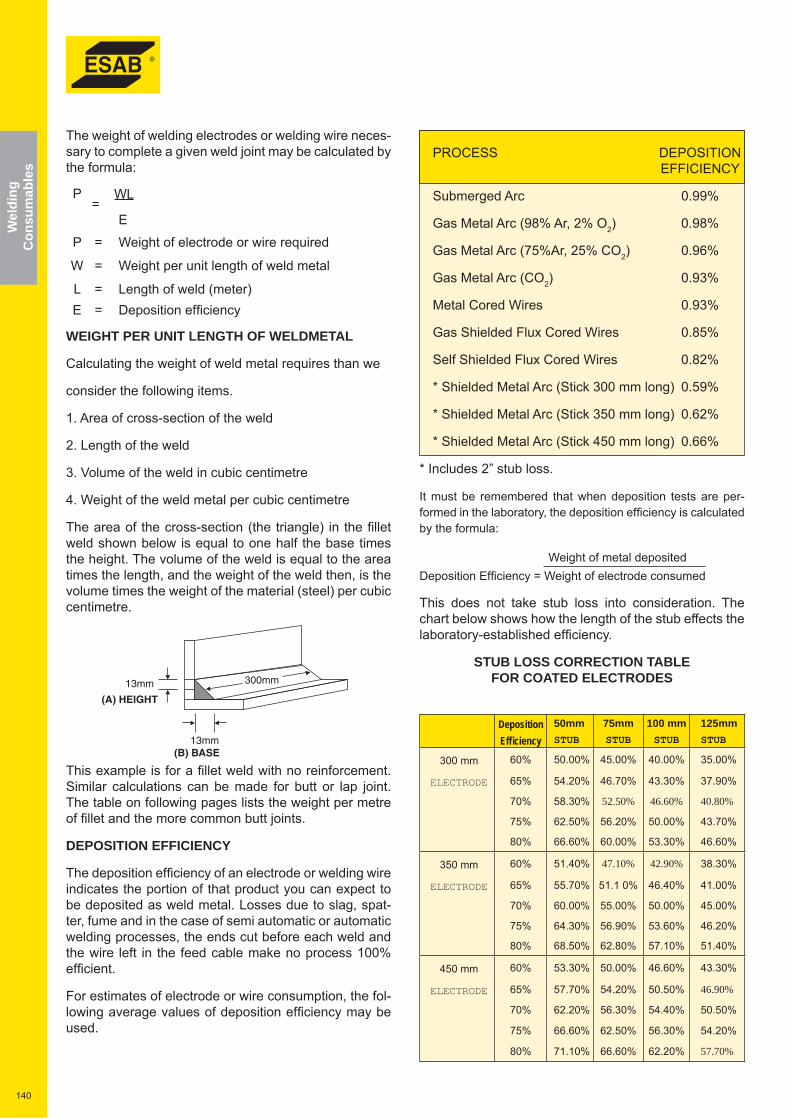
140
Wel
ding
Con
sum
able
s
The weight of welding electrodes or welding wire neces-sary to complete a given weld joint may be calculated by the formula:
P
WL=
E
P = Weight of electrode or wire required
W = Weight per unit length of weld metal
L = Length of weld (meter) E = Deposition effi ciency
WEIGHT PER UNIT LENGTH OF WELDMETAL
Calculating the weight of weld metal requires than we
consider the following items.
1. Area of cross-section of the weld
2. Length of the weld
3. Volume of the weld in cubic centimetre
4. Weight of the weld metal per cubic centimetre
The area of the cross-section (the triangle) in the fi llet weld shown below is equal to one half the base times the height. The volume of the weld is equal to the area times the length, and the weight of the weld then, is the volume times the weight of the material (steel) per cubic centimetre.
This example is for a fi llet weld with no reinforcement. Similar calculations can be made for butt or lap joint.The table on following pages lists the weight per metre of fi llet and the more common butt joints.
DEPOSITION EFFICIENCY
The deposition effi ciency of an electrode or welding wire indicates the portion of that product you can expect to be deposited as weld metal. Losses due to slag, spat-ter, fume and in the case of semi automatic or automatic welding processes, the ends cut before each weld and the wire left in the feed cable make no process 100% effi cient.
For estimates of electrode or wire consumption, the fol-lowing average values of deposition effi ciency may be used.
PROCESS DEPOSITION EFFICIENCY
Submerged Arc 0.99%
Gas Metal Arc (98% Ar, 2% O2) 0.98%
Gas Metal Arc (75%Ar, 25% CO2) 0.96%
Gas Metal Arc (CO2) 0.93%
Metal Cored Wires 0.93%
Gas Shielded Flux Cored Wires 0.85%
Self Shielded Flux Cored Wires 0.82%
* Shielded Metal Arc (Stick 300 mm long) 0.59%
* Shielded Metal Arc (Stick 350 mm long) 0.62%
* Shielded Metal Arc (Stick 450 mm long) 0.66%
* Includes 2” stub loss.
It must be remembered that when deposition tests are per-formed in the laboratory, the deposition effi ciency is calculated by the formula:
Weight of metal depositedDeposition Effi ciency = Weight of electrode consumed
This does not take stub loss into consideration. The chart below shows how the length of the stub effects the laboratory-established effi ciency.
STUB LOSS CORRECTION TABLEFOR COATED ELECTRODES
Deposition 50mm 75mm 100 mm 125mm Effi ciency STUB STUB STUB STUB
300 mm 60% 50.00% 45.00% 40.00% 35.00%
ELECTRODE 65% 54.20% 46.70% 43.30% 37.90%
70% 58.30% 52.50% 46.60% 40.80%
75% 62.50% 56.20% 50.00% 43.70%
80% 66.60% 60.00% 53.30% 46.60%
350 mm 60% 51.40% 47.10% 42.90% 38.30%
ELECTRODE 65% 55.70% 51.1 0% 46.40% 41.00%
70% 60.00% 55.00% 50.00% 45.00%
75% 64.30% 56.90% 53.60% 46.20%
80% 68.50% 62.80% 57.10% 51.40%
450 mm 60% 53.30% 50.00% 46.60% 43.30%
ELECTRODE 65% 57.70% 54.20% 50.50% 46.90%
70% 62.20% 56.30% 54.40% 50.50%
75% 66.60% 62.50% 56.30% 54.20%
80% 71.10% 66.60% 62.20% 57.70%
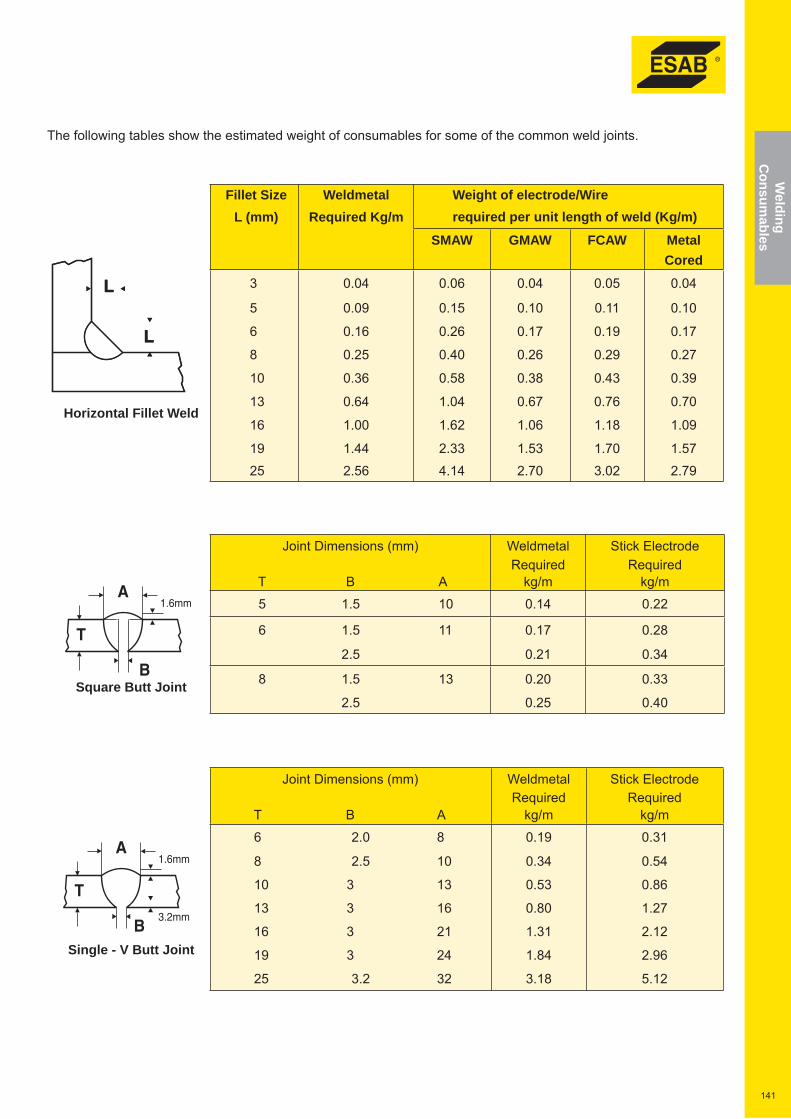
141
Welding
Consum
ables
Fillet Size Weldmetal Weight of electrode/Wire L (mm) Required Kg/m required per unit length of weld (Kg/m)
SMAW GMAW FCAW Metal Cored
3 0.04 0.06 0.04 0.05 0.04
5 0.09 0.15 0.10 0.11 0.10
6 0.16 0.26 0.17 0.19 0.17
8 0.25 0.40 0.26 0.29 0.27
10 0.36 0.58 0.38 0.43 0.39
13 0.64 1.04 0.67 0.76 0.70
16 1.00 1.62 1.06 1.18 1.09
19 1.44 2.33 1.53 1.70 1.57
25 2.56 4.14 2.70 3.02 2.79
Joint Dimensions (mm) Weldmetal Stick Electrode Required Required
T B A kg/m kg/m
5 1.5 10 0.14 0.22
6 1.5 11 0.17 0.28
2.5 0.21 0.34
8 1.5 13 0.20 0.33
2.5 0.25 0.40
Joint Dimensions (mm) Weldmetal Stick Electrode Required Required
T B A kg/m kg/m
6 2.0 8 0.19 0.31
8 2.5 10 0.34 0.54
10 3 13 0.53 0.86
13 3 16 0.80 1.27
16 3 21 1.31 2.12
19 3 24 1.84 2.96
25 3.2 32 3.18 5.12
The following tables show the estimated weight of consumables for some of the common weld joints.
Horizontal Fillet Weld
Square Butt Joint
Single - V Butt Joint
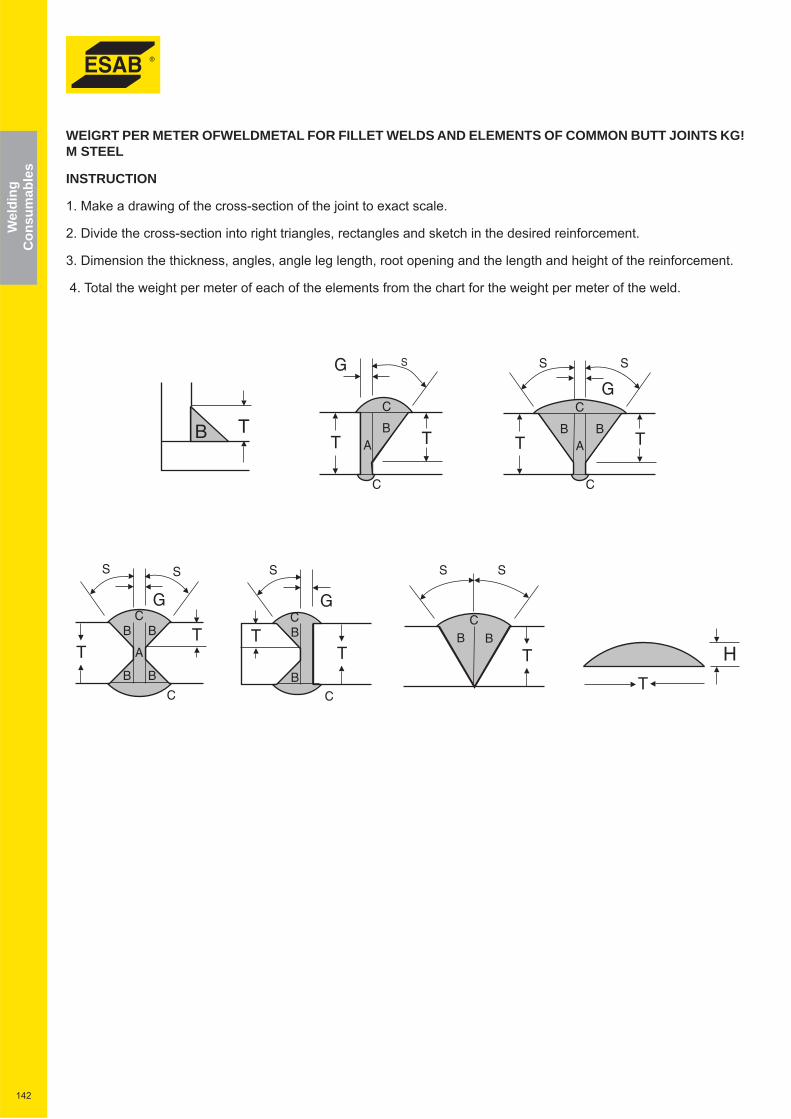
142
Wel
ding
Con
sum
able
s
WElGRT PER METER OFWELDMETAL FOR FILLET WELDS AND ELEMENTS OF COMMON BUTT JOINTS KG! M STEEL
INSTRUCTION
1. Make a drawing of the cross-section of the joint to exact scale.
2. Divide the cross-section into right triangles, rectangles and sketch in the desired reinforcement.
3. Dimension the thickness, angles, angle leg length, root opening and the length and height of the reinforcement.
4. Total the weight per meter of each of the elements from the chart for the weight per meter of the weld.
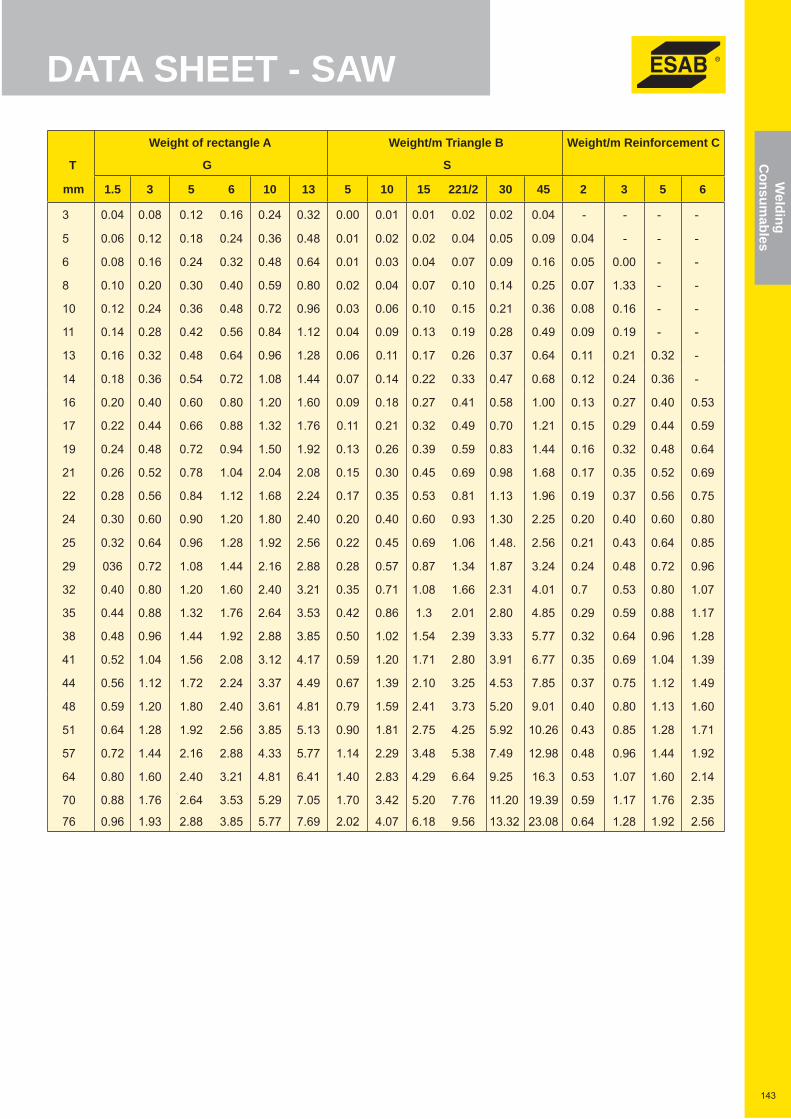
143
Welding
Consum
ables
Weight of rectangle A Weight/m Triangle B Weight/m Reinforcement C
T G S
mm 1.5 3 5 6 10 13 5 10 15 221/2 30 45 2 3 5 6
3 0.04 0.08 0.12 0.16 0.24 0.32 0.00 0.01 0.01 0.02 0.02 0.04 - - - -
5 0.06 0.12 0.18 0.24 0.36 0.48 0.01 0.02 0.02 0.04 0.05 0.09 0.04 - - -
6 0.08 0.16 0.24 0.32 0.48 0.64 0.01 0.03 0.04 0.07 0.09 0.16 0.05 0.00 - -
8 0.10 0.20 0.30 0.40 0.59 0.80 0.02 0.04 0.07 0.10 0.14 0.25 0.07 1.33 - -
10 0.12 0.24 0.36 0.48 0.72 0.96 0.03 0.06 0.10 0.15 0.21 0.36 0.08 0.16 - -
11 0.14 0.28 0.42 0.56 0.84 1.12 0.04 0.09 0.13 0.19 0.28 0.49 0.09 0.19 - -
13 0.16 0.32 0.48 0.64 0.96 1.28 0.06 0.11 0.17 0.26 0.37 0.64 0.11 0.21 0.32 -
14 0.18 0.36 0.54 0.72 1.08 1.44 0.07 0.14 0.22 0.33 0.47 0.68 0.12 0.24 0.36 -
16 0.20 0.40 0.60 0.80 1.20 1.60 0.09 0.18 0.27 0.41 0.58 1.00 0.13 0.27 0.40 0.53
17 0.22 0.44 0.66 0.88 1.32 1.76 0.11 0.21 0.32 0.49 0.70 1.21 0.15 0.29 0.44 0.59
19 0.24 0.48 0.72 0.94 1.50 1.92 0.13 0.26 0.39 0.59 0.83 1.44 0.16 0.32 0.48 0.64
21 0.26 0.52 0.78 1.04 2.04 2.08 0.15 0.30 0.45 0.69 0.98 1.68 0.17 0.35 0.52 0.69
22 0.28 0.56 0.84 1.12 1.68 2.24 0.17 0.35 0.53 0.81 1.13 1.96 0.19 0.37 0.56 0.75
24 0.30 0.60 0.90 1.20 1.80 2.40 0.20 0.40 0.60 0.93 1.30 2.25 0.20 0.40 0.60 0.80
25 0.32 0.64 0.96 1.28 1.92 2.56 0.22 0.45 0.69 1.06 1.48. 2.56 0.21 0.43 0.64 0.85
29 036 0.72 1.08 1.44 2.16 2.88 0.28 0.57 0.87 1.34 1.87 3.24 0.24 0.48 0.72 0.96
32 0.40 0.80 1.20 1.60 2.40 3.21 0.35 0.71 1.08 1.66 2.31 4.01 0.7 0.53 0.80 1.07
35 0.44 0.88 1.32 1.76 2.64 3.53 0.42 0.86 1.3 2.01 2.80 4.85 0.29 0.59 0.88 1.17
38 0.48 0.96 1.44 1.92 2.88 3.85 0.50 1.02 1.54 2.39 3.33 5.77 0.32 0.64 0.96 1.28
41 0.52 1.04 1.56 2.08 3.12 4.17 0.59 1.20 1.71 2.80 3.91 6.77 0.35 0.69 1.04 1.39
44 0.56 1.12 1.72 2.24 3.37 4.49 0.67 1.39 2.10 3.25 4.53 7.85 0.37 0.75 1.12 1.49
48 0.59 1.20 1.80 2.40 3.61 4.81 0.79 1.59 2.41 3.73 5.20 9.01 0.40 0.80 1.13 1.60
51 0.64 1.28 1.92 2.56 3.85 5.13 0.90 1.81 2.75 4.25 5.92 10.26 0.43 0.85 1.28 1.71
57 0.72 1.44 2.16 2.88 4.33 5.77 1.14 2.29 3.48 5.38 7.49 12.98 0.48 0.96 1.44 1.92
64 0.80 1.60 2.40 3.21 4.81 6.41 1.40 2.83 4.29 6.64 9.25 16.3 0.53 1.07 1.60 2.14
70 0.88 1.76 2.64 3.53 5.29 7.05 1.70 3.42 5.20 7.76 11.20 19.39 0.59 1.17 1.76 2.35
76 0.96 1.93 2.88 3.85 5.77 7.69 2.02 4.07 6.18 9.56 13.32 23.08 0.64 1.28 1.92 2.56
DATA SHEET - SAW
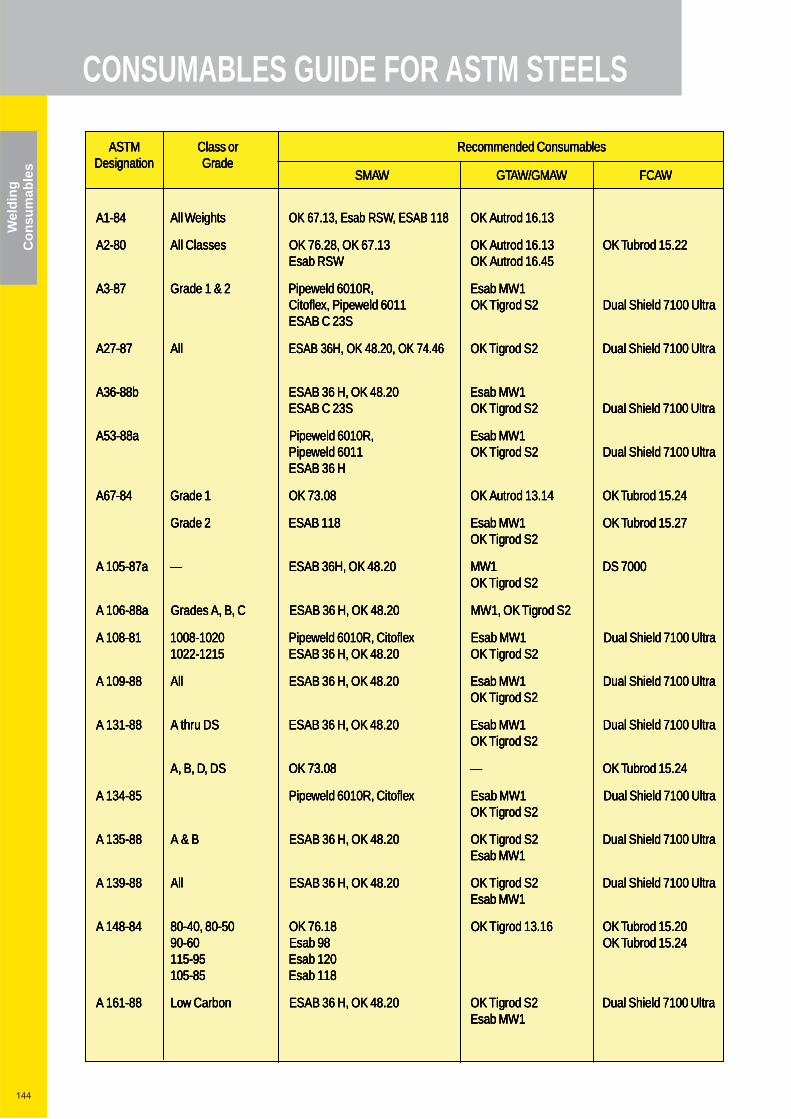
144
Wel
ding
Con
sum
able
s
CONSUMABLES GUIDE FOR ASTM STEELS
ASASASASTTTTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SSSSMMMMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
A1-8A1-8A1-8A1-84444 AAAAllllllll WWWWeigheigheigheighttttssss OKOKOKOK 67.13,67.13,67.13,67.13, EsabEsabEsabEsab RSRSRSRSWWWW,,,, ESABESABESABESAB 118118118118 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11113333
A2-8A2-8A2-8A2-80000 AllAllAllAll ClasseClasseClasseClassessss OKOKOKOK 76767676....28282828,,,, OOOOKKKK 67676767....11113333 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11113333 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....2222222255554444....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOOWWWWSSSSRRRR bbbbaaaassssEEEE
A3-8A3-8A3-8A3-87777 GGGGrrrradeadeadeade 1111 &&&& 2222 PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, EEEEssssabababab MMMMWWWW1111CiCiCiCittttoooofffflllleeeexxxx,,,, PPPPipipipipeeeewwwweldeldeldeld 6016016016011111 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaEEEESSSSAAAABBBB CCCC 23232323SSSS
A27-8A27-8A27-8A27-87777 AlAlAlAlllll ESABESABESABESAB 36H36H36H36H,,,, OKOKOKOK 48484848....20202020,,,, OOOOKKKK 74747474....44446666 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
A36-88A36-88A36-88A36-88bbbb EEEESSSSAAAABBBB 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD2222SSSS ddddoooorrrrggggiiiiTTTT KKKKOOOOSSSS33332222 CCCC BBBBAAAASSSSEEEE
1111WWWWMMMM bbbbaaaassssEEEE,,,,RRRR0000111100006666 ddddlllleeeewwwweeeeppppiiiiPPPPaaaa88888888----33335555AAAAPPPPipipipipeeeewwwweldeldeldeld 6016016016011111 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaEEEESSSSAAAABBBB 36363636 HHHH
AAAA67-867-867-867-84444 GGGGrrrr 44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO44441111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88880000....33337777 KKKKOOOO1111 eeeeddddaaaa
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO1111WWWWMMMM bbbbaaaassssEEEE888811111111 BBBBAAAASSSSEEEE2222 eeeeddddaaaarrrrGGGGOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA 105-87105-87105-87105-87aaaa ———— EEEESSSSAAAABBBB 36H36H36H36H,,,, OKOKOKOK 48484848....22220000 MMMMWWWW1111 DSDSDSDS 7007007007000000OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA 106-88106-88106-88106-88aaaa GGGGraderaderaderadessss A,A,A,A, BBBB,,,, CCCC ESABESABESABESAB 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 MMMMWWWW1111,,,, OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA 108-8108-8108-8108-81111 1008-1021008-1021008-1021008-1020000 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa1022-1211022-1211022-1211022-1215555 ESABESABESABESAB 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA 109-8109-8109-8109-88888 AAAAllllllll ESAESAESAESABBBB 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA 131-8131-8131-8131-88888 AAAA tttthhhhrrrruuuu DDDDSSSS EEEESASASASABBBB 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EsEsEsEsabababab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO————88880000....33337777 KKKKOOOOSSSSDDDD ,,,,DDDD ,,,,BBBB ,,,,AAAA
aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD1111WWWWMMMM bbbbaaaassssEEEExxxxeeeellllffffoooottttiiiiCCCC ,,,,RRRR0000111100006666 ddddlllleeeewwwweeeeppppiiiiPPPP55558888----444433331111 AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA 135-8135-8135-8135-88888 AAAA &&&& BBBB EEEESASASASABBBB 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaEEEEsabsabsabsab MMMMWWWW1111
AAAA 139-8139-8139-8139-88888 AAAAllllllll EEEESSSSABABABAB 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaEEEEsabsabsabsab MMMMWWWW1111
00002222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO00005555----00008888 ,,,,00004444----0000888844448888----888844441111 AAAA44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88889999 bbbbaaaassssEEEE00006666----00009999
115-9115-9115-9115-95555 EEEEsabsabsabsab 121212120000105-8105-8105-8105-85555 EEEEsabsabsabsab 111111118888
AAAA 161-8161-8161-8161-88888 LLLLoooowwww CarboCarboCarboCarbonnnn ESAESAESAESABBBB 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaEEEEsabsabsabsab MMMMWWWW1111
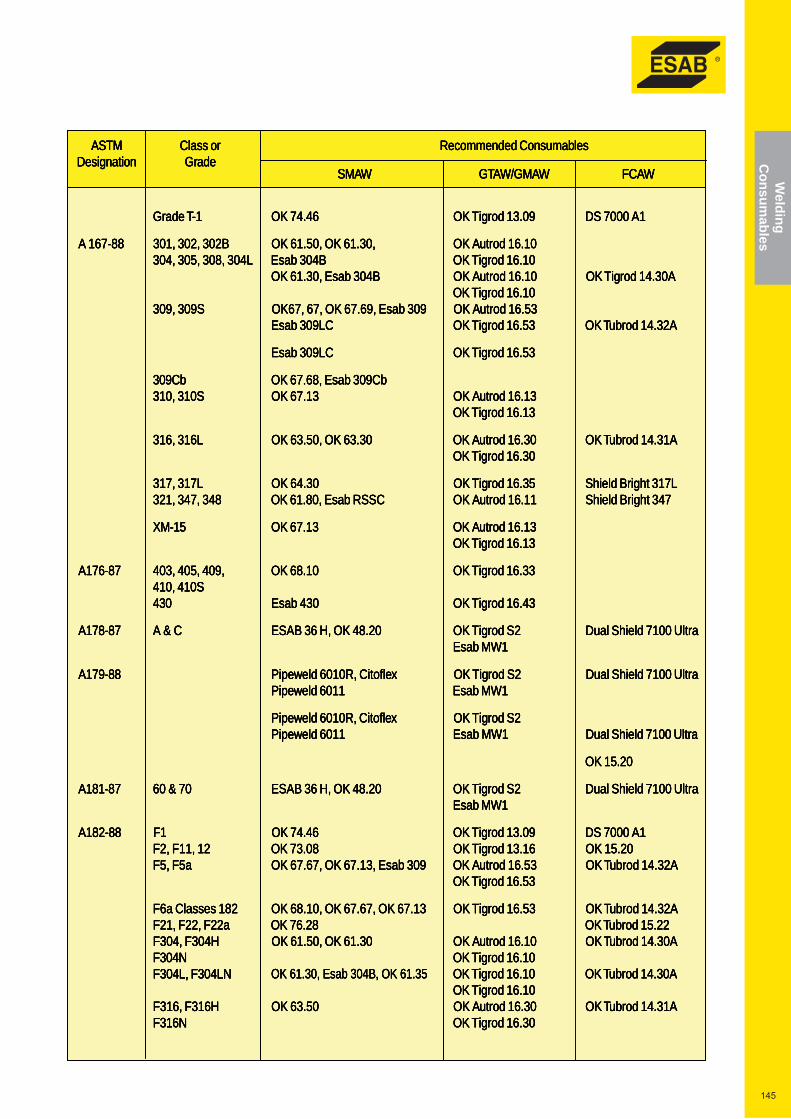
145
Welding
Consum
ables
ASTASTASTASTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SMSMSMSMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
1111AAAA 0000000000007777 SSSSDDDD99990000....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO66664444....44447777 KKKKOOOO1111----TTTT eeeeddddaaaarrrrGGGG
AAAA 167-8167-8167-8167-88888 301301301301,,,, 302302302302,,,, 302302302302BBBB OOOOKKKK 61616161....50505050,,,, OOOOKKKK 61616161....30303030,,,, OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....1111000000001111....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOOBBBB444400003333 bbbbaaaassssEEEELLLL444400003333 ,,,,888800003333 ,,,,555500003333 ,,,,444400003333
OKOKOKOK 61616161....30303030,,,, EEEEsabsabsabsab 304304304304BBBB OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11110000 OOOOKKKK TTTTiiiiggggrodrodrodrod 14141414....30303030AAAAOKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000
309309309309,,,, 309309309309SSSS OOOOK67K67K67K67,,,, 67676767,,,, OOOOKKKK 67676767....69696969,,,, EsabEsabEsabEsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333AAAA22223333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO33335555....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOOCCCCLLLL999900003333 bbbbaaaassssEEEE
33335555....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOOCCCCLLLL999900003333 bbbbaaaassssEEEE
309C309C309C309Cbbbb OKOKOKOK 67676767....68686868,,,, EEEEsabsabsabsab 309C309C309C309Cbbbb33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666 KKKKOOOOSSSS000011113333 ,,,,000011113333
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11113333
316316316316,,,, 316316316316LLLL OOOOKKKK 63636363....50505050,,,, OOOOKKKK 63636363....33330000 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....33330000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....31313131AAAAOKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000
LLLL777711113333 tttthhhhggggiiiirrrrBBBB ddddlllleeeeiiiihhhhSSSS55553333....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO00003333....44446666 KKKKOOOOLLLL777711113333 ,,,,777711113333321321321321,,,, 347347347347,,,, 343434348888 OOOOKKKK 61616161....80808080,,,, EEEEsabsabsabsab RSSRSSRSSRSSCCCC OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11111111 SSSShieldhieldhieldhield BBBBrighrighrighrightttt 343434347777
XM-1XM-1XM-1XM-15555 OOOOKKKK 33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11113333
AAAA176-8176-8176-8176-87777 33333333....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO00001111....88886666 KKKKOOOO,,,,999900004444 ,,,,555500004444 ,,,,333300004444410410410410,,,, 410410410410SSSS
33334444....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO000033334444 bbbbaaaassssEEEE000033334444
AAAA178-8178-8178-8178-87777 AAAA &&&& CCCC EEEESSSSAAAABBBB 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaEEEEssssabababab MMMMWWWW1111
AAAA179-8179-8179-8179-88888 PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaPipPipPipPipeeeewwwweldeldeldeld 6016016016011111 EEEEsabsabsabsab MMMMWWWW1111
PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222PipPipPipPipeeeewwwweldeldeldeld 6016016016011111 EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
OKOKOKOK 15151515....22220000
AAAA181-8181-8181-8181-87777 60606060 &&&& 77770000 EEEESSSSAAAABBBB 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaEEEEssssabababab MMMMWWWW1111
ggggiiiiTTTT KKKKOOOO66664444....44447777 KKKKOOOO1111FFFF88888888----222288881111AAAA rodrodrodrod 13131313....00009999 DDDDSSSS 7000700070007000 AAAA111100002222....55551111 KKKKOOOO66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOO22221111 ,,,,11111111FFFF ,,,,2222FFFF
FFFF5555,,,, FFFF5555aaaa OOOOKKKK 67676767....67676767,,,, OKOKOKOK 67676767....13131313,,,, EsabEsabEsabEsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAAOKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....55553333
FFFF6a6a6a6a ClaClaClaClasssssessessesses 181818182222 OKOKOKOK 68686868....10101010,,,, OOOOKKKK 67676767....67676767,,,, OOOOKKKK 67676767....11113333 OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....55553333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAA22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88882222....66667777 KKKKOOOOaaaa22222222FFFF ,,,,22222222FFFF ,,,,11112222FFFF
FFFF304304304304,,,, FFFF304304304304HHHH OKOKOKOK 61616161....50505050,,,, OOOOKKKK 61616161....33330000 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11110000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....30303030AAAAggggiiiiTTTT KKKKOOOONNNN444400003333FFFF rodrodrodrod 16161616....11110000
FFFF304L304L304L304L,,,, FFFF304L304L304L304LNNNN OOOOKKKK 61616161....30303030,,,, EEEEssssabababab 304304304304BBBB,,,, OKOKOKOK 61616161....33335555 OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....30303030AAAAOKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOOHHHH666611113333FFFF ,,,,666611113333FFFFggggiiiiTTTT KKKKOOOONNNN666611113333FFFF rodrodrodrod 16161616....33330000
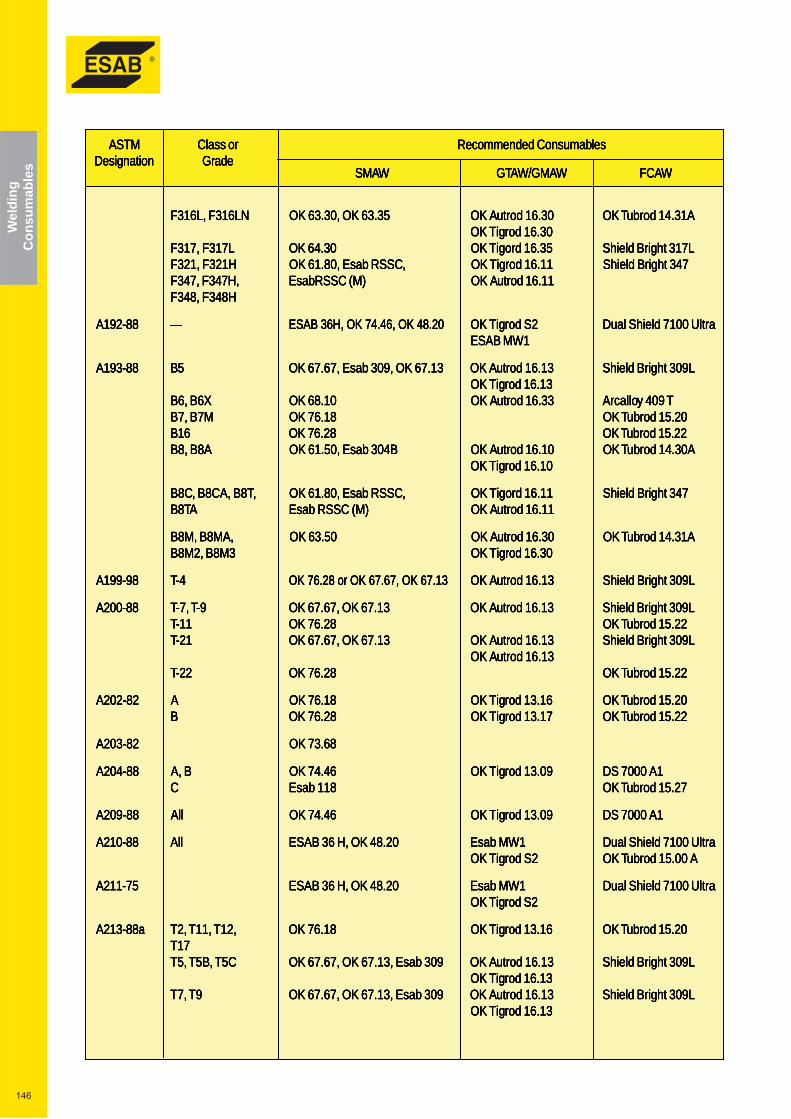
146
Wel
ding
Con
sum
able
s
ASASASASTTTTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SSSSMMMMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
FFFF316L316L316L316L,,,, FFFF316L316L316L316LNNNN OOOOKKKK 63636363....30303030,,,, OOOOKKKK 63636363....33335555 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....33330000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....31313131AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000
LLLL777711113333 tttthhhhggggiiiirrrrBBBB ddddlllleeeeiiiihhhhSSSS55553333....66661111 ddddrrrrooooggggiiiiTTTT KKKKOOOO00003333....44446666 KKKKOOOOLLLL777711113333FFFF ,,,,777711113333FFFFFFFF321321321321,,,, FFFF321321321321HHHH OKOKOKOK 61616161....80808080,,,, EEEEsabsabsabsab RSRSRSRSSSSSCCCC,,,, OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BrighBrighBrighBrightttt 343434347777FFFF347347347347,,,, FFFF347H347H347H347H,,,, EEEEssssabRSSCabRSSCabRSSCabRSSC (M(M(M(M)))) OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11111111FFFF348348348348,,,, FFFF348348348348HHHH
A192-8A192-8A192-8A192-88888 ———— ESABESABESABESAB 36H36H36H36H,,,, OKOKOKOK 74747474....46464646,,,, OOOOKKKK 48484848....22220000 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaEEEESSSSAAAABBBB MMMMWWWW1111
A193-8A193-8A193-8A193-88888 BBBB5555 OK OK OK OK 67676767....67676767,,,, EEEEssssabababab 309309309309,,,, OOOOKKKK 67676767....11113333 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11113333 SSSShieldhieldhieldhield BrighBrighBrighBrightttt 309309309309LLLLOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11113333
33333333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00001111....88886666 KKKKOOOOXXXX6666BBBB ,,,,6666BBBB ArcallArcallArcallArcallooooyyyy 409409409409 TTTT00002222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88881111....66667777 KKKKOOOOMMMM7777BBBB ,,,,7777BBBB22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88882222....66667777 KKKKOOOO66661111BBBB
B8B8B8B8,,,, BBBB8888AAAA OOOOKKKK 61616161....50505050,,,, EEEEssssabababab 304304304304BBBB OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11110000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....30303030AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
B8B8B8B8CCCC,,,, BBBB8C8C8C8CA,A,A,A, BBBB8888TTTT,,,, OKOKOKOK 61616161....80808080,,,, EEEEsabsabsabsab RRRRSSSSSSSSCCCC,,,, OKOKOKOK TTTTigordigordigordigord 16161616....11111111 ShieldShieldShieldShield BBBBrighrighrighrightttt 343434347777B8B8B8B8TTTTAAAA EEEEsabsabsabsab RSRSRSRSSSSSCCCC (M(M(M(M)))) OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11111111
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO,,,,AAAAMMMM8888BBBB ,,,,MMMM8888BBBB00003333....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO3333MMMM8888BBBB ,,,,2222MMMM8888BBBB
A199-9A199-9A199-9A199-98888 TTTT----4444 OKOKOKOK 76767676....28282828 orororor OKOKOKOK 67676767....67676767,,,, OKOKOKOK 67676767....11113333 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11113333 ShieldShieldShieldShield BBBBrighrighrighrightttt 309309309309LLLL
A200-8A200-8A200-8A200-88888 TTTT-7-7-7-7,,,, TTTT----9999 OOOOKKKK 67676767....67676767,,,, OOOOKKKK 67676767....11113333 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11113333 ShieldShieldShieldShield BrighBrighBrighBrightttt 309309309309LLLL22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88882222....66667777 KKKKOOOO11111111----TTTT
TTTT-2-2-2-21111 OKOKOKOK 67676767....67676767,,,, OOOOKKKK 67676767....11113333 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11113333 ShieldShieldShieldShield BrighBrighBrighBrightttt 309309309309LLLLOOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11113333
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88882222....66667777 KKKKOOOO22222222----TTTT
ggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOOAAAA22228888----222200002222AAAA rodrodrodrod 13131313....11116666 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....2222000022222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOOBBBB
88886666....33337777 KKKKOOOO22228888----333300002222AAAA
ggggiiiiTTTT KKKKOOOO66664444....44447777 KKKKOOOOBBBB ,,,,AAAA88888888----444400002222AAAA rodrodrodrod 13131313....00009999 DSDSDSDS 7000700070007000 AAAA111177772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEECCCC
ggggiiiiTTTT KKKKOOOO66664444....44447777 KKKKOOOOllllllllAAAA88888888----999900002222AAAA rodrodrodrod 13131313....00009999 DSDSDSDS 7000700070007000 AAAA1111
A210-8A210-8A210-8A210-88888 AAAAllllllll EEEESSSSAAAABBBB 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....00000000 AAAA
A211-7A211-7A211-7A211-75555 EEEESSSSAAAABBBB 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
A213-88A213-88A213-88A213-88aaaa 00002222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO,,,,22221111TTTT ,,,,11111111TTTT ,,,,2222TTTTTTTT11117777TTTT5555,,,, TTTT5555BBBB,,,, TTTT5555CCCC OOOOKKKK 67676767....67676767,,,, OOOOKKKK 67676767....13131313,,,, EEEEsabsabsabsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11113333 SSSShieldhieldhieldhield BrighBrighBrighBrightttt 309309309309LLLL
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11113333TTTT7777,,,, TTTT9999 OKOKOKOK 67676767....67676767,,,, OOOOKKKK 67676767....13131313,,,, EEEEssssabababab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11113333 SSSShieldhieldhieldhield BrighBrighBrighBrightttt 309309309309LLLL
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11113333
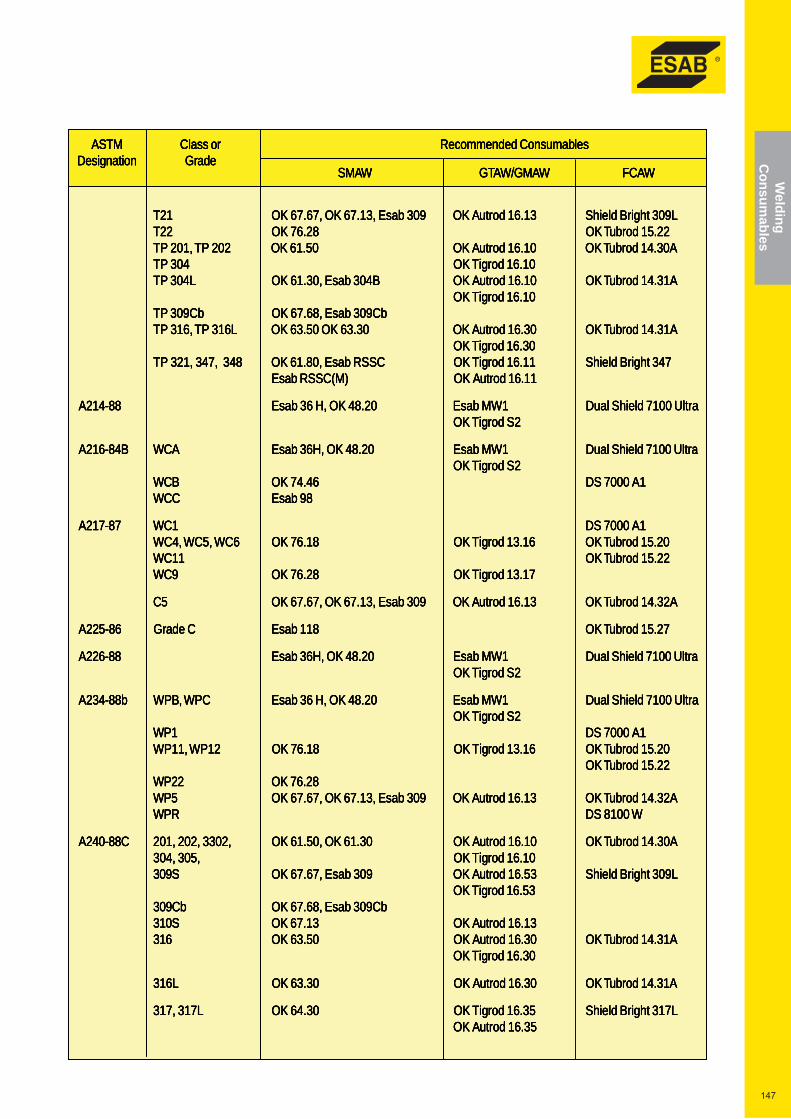
147
Welding
Consum
ables
ASTASTASTASTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SMSMSMSMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
TTTT22221111 OOOOKKKK 67676767....67676767,,,, OKOKOKOK 67676767....13131313,,,, EEEEsabsabsabsab 303030309999 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11113333 SSSShieldhieldhieldhield BBBBrighrighrighrightttt 309309309309LLLL22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88882222....66667777 KKKKOOOO22222222TTTTAAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO222200002222 PPPPTTTT ,,,,111100002222 PPPPTTTT
00001111....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO444400003333 PPPPTTTTTTTTPPPP 304304304304LLLL OOOOKKKK 61616161....30303030,,,, EEEEsabsabsabsab 304304304304BBBB OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11110000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....31313131AAAA
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000TTTTPPPP 309C309C309C309Cbbbb OOOOKKKK 67676767....68686868,,,, EEEEssssabababab 309C309C309C309CbbbbTPTPTPTP 316316316316,,,, TTTTPPPP 316316316316LLLL OKOKOKOK 63636363....50505050 OKOKOKOK 63636363....33330000 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....33330000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....31313131AAAA
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000TPTPTPTP 321321321321,,,, 347347347347,,,, 343434348888 OOOOKKKK 61616161....80808080,,,, EEEEsabsabsabsab RSSRSSRSSRSSCCCC OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BBBBrighrighrighrightttt 343434347777
EEEEssssabababab RRRRSSSSSSSSC(MC(MC(MC(M)))) OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11111111
AAAA214-8214-8214-8214-88888 EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EEEEssssabababab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA216-84216-84216-84216-84BBBB WWWWCCCCAAAA EsabEsabEsabEsab 36H36H36H36H,,,, OOOOKKKK 48484848....22220000 EEEEssssabababab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
1111AAAA 0000000000007777 SSSSDDDD66664444....44447777 KKKKOOOOBBBBCCCCWWWWWWWWCCCCCCCC EEEEsabsabsabsab 99998888
AAAA217-8217-8217-8217-87777 WWWWCCCC1111 DSDSDSDS 7000700070007000 AAAA111100002222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO6666CCCCWWWW ,,,,5555CCCCWWWW ,,,,4444CCCCWWWW
WWWWC1C1C1C11111 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....2222222277771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOO9999CCCCWWWW
CCCC5555 OKOKOKOK 67676767....67676767,,,, OOOOKKKK 67676767....13131313,,,, EsabEsabEsabEsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11113333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAA
AAAA225-8225-8225-8225-86666 GGGGrrrradeadeadeade CCCC 77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE
AAAA226-8226-8226-8226-88888 EsabEsabEsabEsab 36H36H36H36H,,,, OOOOKKKK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA234-88234-88234-88234-88bbbb WWWWPPPPBBBB,,,, WPWPWPWPCCCC EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
WPWPWPWP1111 DSDSDSDS 7000700070007000 AAAA111100002222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO22221111PPPPWWWW ,,,,11111111PPPPWWWW
OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22222222WPWPWPWP22222222 OOOOKKKK 76767676....22228888WPWPWPWP5555 OKOKOKOK 67676767....67676767,,,, OOOOKKKK 67676767....13131313,,,, EEEEssssabababab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11113333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAAWPWPWPWPRRRR DSDSDSDS 8100810081008100 WWWW
AAAA240-88240-88240-88240-88CCCC 201201201201,,,, 202202202202,,,, 3302330233023302,,,, OOOOKKKK 61616161....50505050,,,, OOOOKKKK 61616161....33330000 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11110000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....30303030AAAA00001111....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO,,,,555500003333 ,,,,444400003333
309309309309SSSS OK OK OK OK 67676767....67676767,,,, EEEEsabsabsabsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 SSSShieldhieldhieldhield BrighBrighBrighBrightttt 309309309309LLLLOKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....55553333
309C309C309C309Cbbbb OKOKOKOK 67676767....68686868,,,, EEEEsabsabsabsab 309C309C309C309Cbbbb310310310310SSSS OKOKOKOK 33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333
LLLL777711113333 tttthhhhggggiiiirrrrBBBB ddddlllleeeeiiiihhhhSSSS55553333....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO00003333....44446666 KKKKOOOOLLLL777711113333 ,,,,777711113333OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....33335555
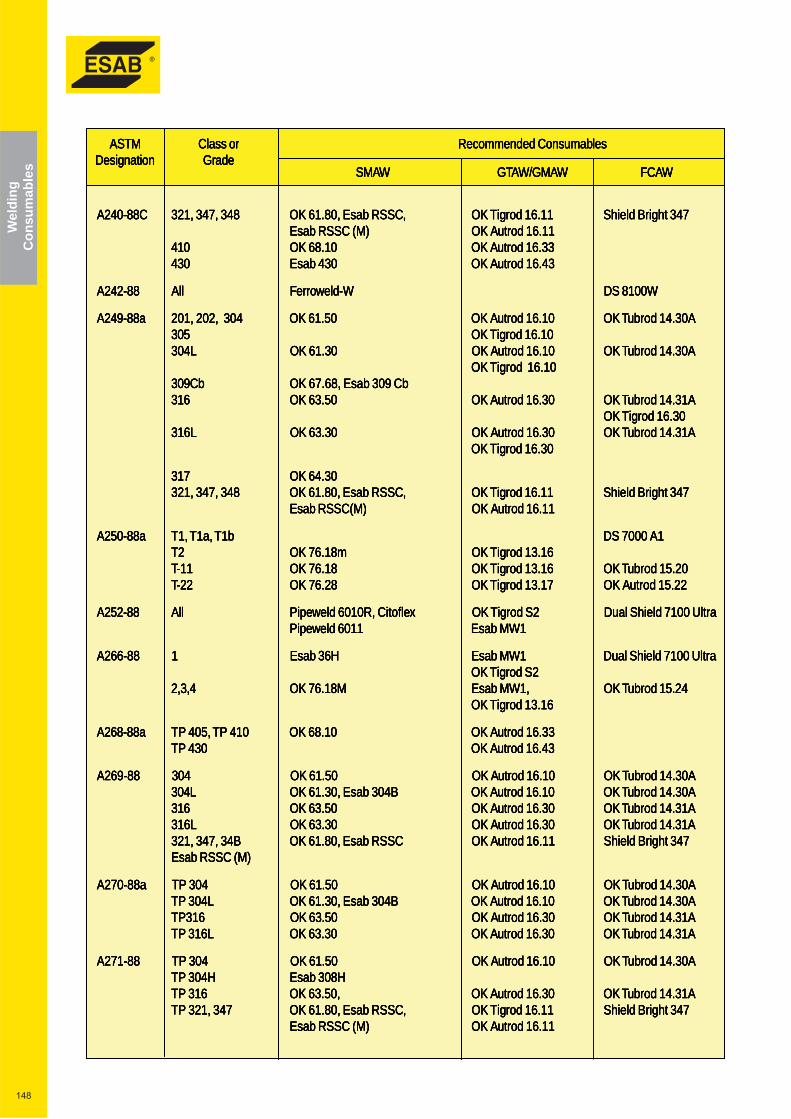
148
Wel
ding
Con
sum
able
s
ASASASASTTTTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SSSSMMMMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
A240-88A240-88A240-88A240-88CCCC 321321321321,,,, 347347347347,,,, 343434348888 OKOKOKOK 61616161....80808080,,,, EsabEsabEsabEsab RRRRSSSSSSSSCCCC,,,, OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BrighBrighBrighBrightttt 343434347777EEEEsabsabsabsab RSRSRSRSSSSSCCCC (M(M(M(M)))) OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11111111
33333333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00001111....88886666 KKKKOOOO00001111444433334444....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO000033334444 bbbbaaaassssEEEE000033334444
WWWW0000000011118888 SSSSDDDDWWWW----ddddlllleeeewwwwoooorrrrrrrreeeeFFFFllllllllAAAA88888888----222244442222AAAA
A249-88A249-88A249-88A249-88aaaa AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO444400003333 ,,,,222200002222 ,,,,11110000222200001111....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO555500003333
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOOLLLL444400003333OOOOKKKK TTTTigrodigrodigrodigrod 16161616....11110000
309C309C309C309Cbbbb OK OK OK OK 67.68,67.68,67.68,67.68, EsabEsabEsabEsab 309309309309 CbCbCbCbAAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000
313131317777 OKOKOKOK 64646464....33330000321321321321,,,, 347347347347,,,, 343434348888 OKOKOKOK 61616161....80808080,,,, EEEEsabsabsabsab RRRRSSSSSSSSCCCC,,,, OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BrighBrighBrighBrightttt 343434347777
EEEEsabsabsabsab RSRSRSRSSSSSC(MC(MC(MC(M)))) OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11111111
A250-88A250-88A250-88A250-88aaaa 1111AAAA 0000000000007777 SSSSDDDDbbbb1111TTTT ,,,,aaaa1111TTTT ,,,,1111TTTT66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOOmmmm88881111....66667777 KKKKOOOO2222TTTT
00002222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO11111111----TTTT22222222....55551111 ddddoooorrrrttttuuuuAAAA KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOO22222222----TTTT
A252-8A252-8A252-8A252-88888 AlAlAlAlllll PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaPPPPipipipipeeeewwwweldeldeldeld 6016016016011111 EEEEssssabababab MMMMWWWW1111
1111WWWWMMMM bbbbaaaassssEEEEHHHH66663333 bbbbaaaassssEEEE111188888888----666666662222AAAA DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO,,,,1111WWWWMMMM bbbbaaaassssEEEEMMMM88881111....66667777 KKKKOOOO4444,,,,3333,,,,2222OOOOKKKK TTTTiiiiggggrodrodrodrod 13131313....11116666
A268-88A268-88A268-88A268-88aaaa TP TP TP TP 33333333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00001111....88886666 KKKKOOOO000011114444 PPPPTTTT ,,,,55550000444433334444....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO000033334444 PPPPTTTT
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO44440000333388888888----999966662222AAAA304304304304LLLL OOOOKKKK 61616161....30303030,,,, EEEEssssabababab 304304304304BBBB OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11110000 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....30303030AAAA
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333
321321321321,,,, 347347347347,,,, 34343434BBBB OKOKOKOK 61616161....80808080,,,, EsabEsabEsabEsab RSSRSSRSSRSSCCCC OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BBBBrighrighrighrightttt 343434347777EsEsEsEsabababab RRRRSSSSSSSSCCCC (M(M(M(M))))
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO444400003333 PPPPTTTTaaaa88888888----000077772222AAAATPTPTPTP 304304304304LLLL OKOKOKOK 61616161....30303030,,,, EEEEsabsabsabsab 304304304304BBBB OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11110000 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....30303030AAAA
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333PPPPTTTTAAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333 PPPPTTTT
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO444400003333 PPPPTTTT88888888----111177772222AAAATPTPTPTP 304304304304HHHH EEEEssssabababab 308308308308HHHH
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO,,,,00005555....33336666 KKKKOOOO666611113333 PPPPTTTTTTTTPPPP 321321321321,,,, 343434347777 OKOKOKOK 61616161....80808080,,,, EEEEssssabababab RSSRSSRSSRSSCCCC,,,, OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11111111 SSSShieldhieldhieldhield BBBBrighrighrighrightttt 343434347777
EEEEsabsabsabsab RSRSRSRSSSSSCCCC (M(M(M(M)))) OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11111111
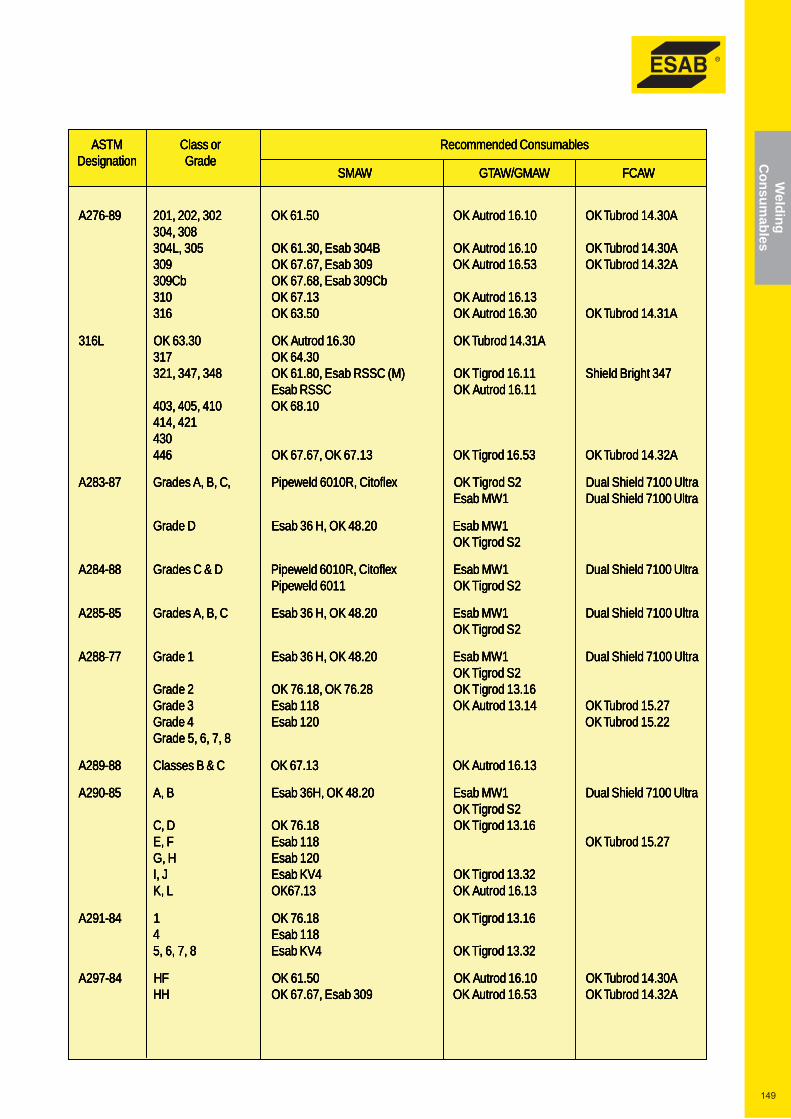
149
Welding
Consum
ables
ASTASTASTASTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SMSMSMSMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
AAAA276-8276-8276-8276-89999 AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO222200003333 ,,,,222200002222 ,,,,111100002222304304304304,,,, 303030308888304L304L304L304L,,,, 303030305555 OOOOKKKK 61616161....30303030,,,, EsabEsabEsabEsab 304304304304BBBB OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11110000 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....30303030AAAA303030309999 OOOOKKKK 67676767....67676767,,,, EEEEsabsabsabsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAA309C309C309C309Cbbbb OKOKOKOK 67676767....68686868,,,, EEEEsabsabsabsab 309C309C309C309Cbbbb
33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666 KKKKOOOO000011113333AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333
316316316316LLLL OOOOKKKK 63636363....33330000 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....33330000 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....31313131AAAA313131317777 OOOOKKKK 64646464....33330000321321321321,,,, 347347347347,,,, 343434348888 OOOOKKKK 61616161....80808080,,,, EEEEsabsabsabsab RSSCRSSCRSSCRSSC (M(M(M(M)))) OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11111111 SSSShieldhieldhieldhield BBBBrighrighrighrightttt 343434347777
11111111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOOCCCCSSSSSSSSRRRR bbbbaaaassssEEEE403403403403,,,, 405405405405,,,, 414141410000 OOOOKKKK 68686868....11110000414414414414,,,, 424242421111434343430000444444446666 OOOOKKKK 67676767....67676767,,,, OKOKOKOK 67676767....11113333 OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....55553333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAA
AAAA283-8283-8283-8283-87777 GGGGrrrradesadesadesades AAAA,,,, BBBB,,,, CCCC,,,, PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaEsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
GGGGrrrradeadeadeade DDDD EEEEssssabababab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA284-8284-8284-8284-88888 GGGGrrrradesadesadesades CCCC &&&& DDDD PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EEEEssssabababab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaPipPipPipPipeeeewwwweldeldeldeld 6016016016011111 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA285-8285-8285-8285-85555 GGGGrrrradesadesadesades AAAA,,,, BBBB,,,, CCCC EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA288-7288-7288-7288-77777 GGGGrrrradeadeadeade 1111 EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EEEEssssabababab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
GGGGrrrradeadeadeade 2222 OOOOKKKK 76767676....18181818,,,, OOOOKKKK 76767676....22228888 OOOOKKKK TTTTiiiiggggrodrodrodrod 13131313....1111666677772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO44441111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO888811111111 bbbbaaaassssEEEE3333 eeeeddddaaaarrrrGGGG22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO000022221111 bbbbaaaassssEEEE4444 eeeeddddaaaarrrrGGGG
GGGGraderaderaderade 5555,,,, 6666,,,, 7777,,,, 8888
AAAA289-8289-8289-8289-88888 33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666 KKKKOOOOCCCC &&&& BBBB sssseeeessssssssaaaallllCCCC
AAAA290-8290-8290-8290-85555 AAAA,,,, BBBB EsabEsabEsabEsab 36H36H36H36H,,,, OOOOKKKK 48484848....22220000 EEEEssssabababab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOODDDD ,,,,CCCC77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEEFFFF ,,,,EEEE
G,G,G,G, HHHH EsEsEsEsabababab 12121212000022223333....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO4444VVVVKKKK bbbbaaaassssEEEEJJJJ ,,,,IIII
AAAA KKKKOOOO33331111....77776666KKKKOOOOLLLL ,,,,KKKK uuuuttttrodrodrodrod 16161616....11113333
ggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO111144448888----111199992222AAAA rodrodrodrod 13131313....111166664444 EEEEssssabababab 111111118888
22223333....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO4444VVVVKKKK bbbbaaaassssEEEE8888 ,,,,7777 ,,,,6666 ,,,,5555
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOOFFFFHHHH44448888----777799992222AAAAHHHHHHHH OKOKOKOK 67676767....67676767,,,, EEEEssssabababab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAA
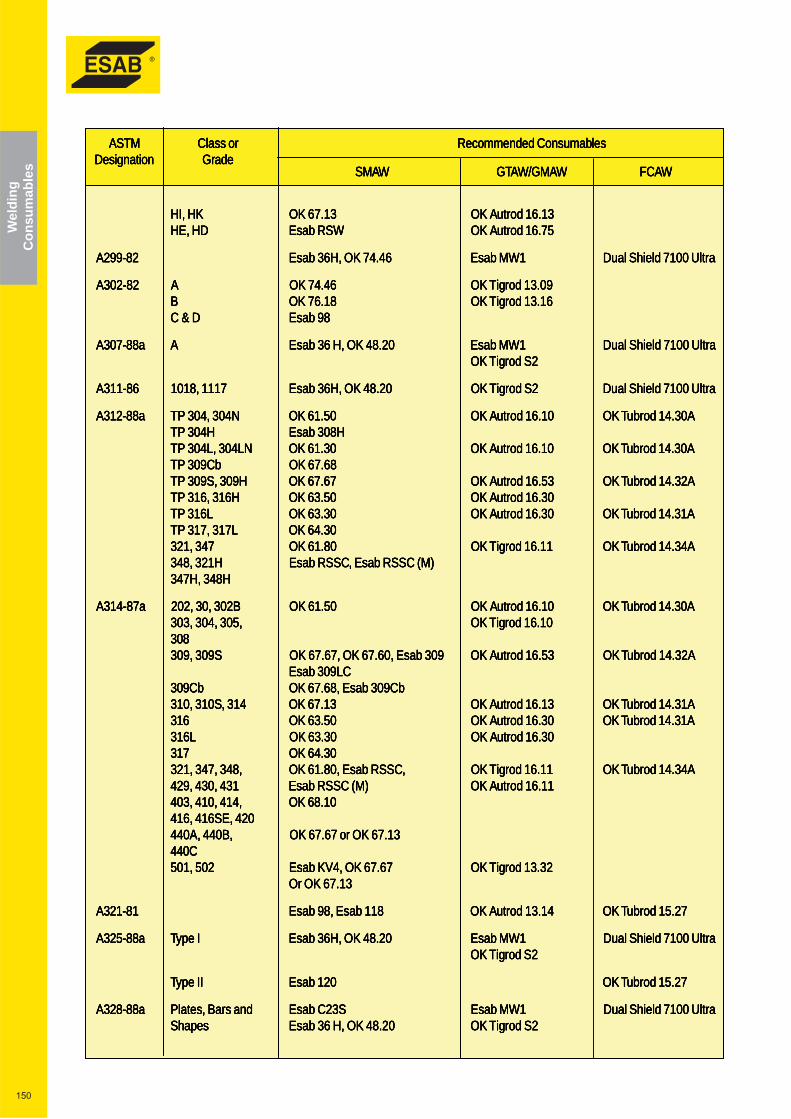
150
Wel
ding
Con
sum
able
s
ASASASASTTTTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SSSSMMMMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666 KKKKOOOOKKKKHHHH ,,,,IIIIHHHH55557777....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOOWWWWSSSSRRRR bbbbaaaassssEEEEDDDDHHHH ,,,,EEEEHHHH
A299-8A299-8A299-8A299-82222 EEEEsabsabsabsab 36H36H36H36H,,,, OKOKOKOK 74747474....44446666 EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
ggggiiiiTTTT KKKKOOOO66664444....44447777 KKKKOOOOAAAA22228888----222200003333AAAA rodrodrodrod 13131313....0000999966661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOOBBBB
CCCC &&&& DDDD EEEEsabsabsabsab 99998888
A307-88A307-88A307-88A307-88aaaa AAAA EEEEsabsabsabsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EEEEssssabababab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
A311-8A311-8A311-8A311-86666 1018101810181018,,,, 1111111111117777 EEEEsabsabsabsab 36H36H36H36H,,,, OOOOKKKK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
A312-88A312-88A312-88A312-88aaaa TPTPTPTP AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOONNNN444400003333 ,,,,444400003333TPTPTPTP 304304304304HHHH EEEEsabsabsabsab 308308308308HHHH
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOONNNNLLLL444400003333 ,,,,LLLL444400003333 PPPPTTTTTPTPTPTP 309C309C309C309Cbbbb OKOKOKOK 67676767....66668888
AAAA22223333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO33335555....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO77776666....77776666 KKKKOOOOHHHH999900003333 ,,,,SSSS999900003333 PPPPTTTT00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOOHHHH666611113333 ,,,,666611113333 PPPPTTTT
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333 PPPPTTTTTTTTPPPP 317317317317,,,, 317317317317LLLL OOOOKKKK 64646464....33330000
AAAA44443333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO11111111....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO00008888....11116666 KKKKOOOO777744443333 ,,,,111122223333348348348348,,,, 321321321321HHHH EsabEsabEsabEsab RSRSRSRSSSSSCCCC,,,, EsEsEsEsabababab RSRSRSRSSSSSCCCC (M(M(M(M))))347H347H347H347H,,,, 348348348348HHHH
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOOBBBB222200003333 ,,,,00003333 ,,,,222200002222aaaa77778888----444411113333AAAA00001111....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO,,,,555500003333 ,,,,444400003333 ,,,,333300003333
303030308888309309309309,,,, 309309309309SSSS OKOKOKOK 67676767....67676767,,,, OOOOKKKK 67676767....60606060,,,, EsabEsabEsabEsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAA
EEEEsabsabsabsab 309L309L309L309LCCCC309C309C309C309Cbbbb OKOKOKOK 67676767....68686868,,,, EsabEsabEsabEsab 309C309C309C309Cbbbb
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666 KKKKOOOO444411113333 ,,,,SSSS000011113333 ,,,,000011113333AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333
00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333313131317777 OKOKOKOK 64646464....33330000321321321321,,,, 347347347347,,,, 348348348348,,,, OOOOKKKK 61616161....80808080,,,, EEEEsabsabsabsab RSSRSSRSSRSSCCCC,,,, OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11111111 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....34343434AAAA429429429429,,,, 430430430430,,,, 434343431111 EEEEsabsabsabsab RRRRSSSSSCSCSCSC (M(M(M(M)))) OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11111111403403403403,,,, 410410410410,,,, 414414414414,,,, OKOKOKOK 68686868....11110000416416416416,,,, 416416416416SE,SE,SE,SE, 424242420000440440440440A,A,A,A, 440440440440BBBB,,,, OKOKOKOK 67676767....67676767 orororor OKOKOKOK 67676767....11113333440440440440CCCC501501501501,,,, 505050502222 EEEEsabsabsabsab KVKVKVKV4444,,,, OOOOKKKK 67676767....66667777 OOOOKKKK TTTTiiiiggggrodrodrodrod 13131313....33332222
OOOOrrrr OOOOKKKK 67676767....11113333
A321-8A321-8A321-8A321-81111 EEEEsabsabsabsab 98989898,,,, EEEEssssabababab 111111118888 OOOOKKKK AAAAuuuuttttrodrodrodrod 13131313....11114444 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....22227777
A325-88A325-88A325-88A325-88aaaa TTTTyyyypepepepe IIII EEEEsabsabsabsab 36H36H36H36H,,,, OKOKOKOK 48484848....22220000 EsEsEsEsabababab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO000022221111 bbbbaaaassssEEEEIIIIIIII eeeeppppyyyyTTTT
A328-88A328-88A328-88A328-88aaaa aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD1111WWWWMMMM bbbbaaaassssEEEESSSS33332222CCCC bbbbaaaassssEEEEddddnnnnaaaa ssssrrrraaaaBBBB ,,,,sssseeeettttaaaallllPPPPShapeShapeShapeShapessss EsabEsabEsabEsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 OOOOKKKK TTTTiiiiggggrodrodrodrod S2S2S2S2
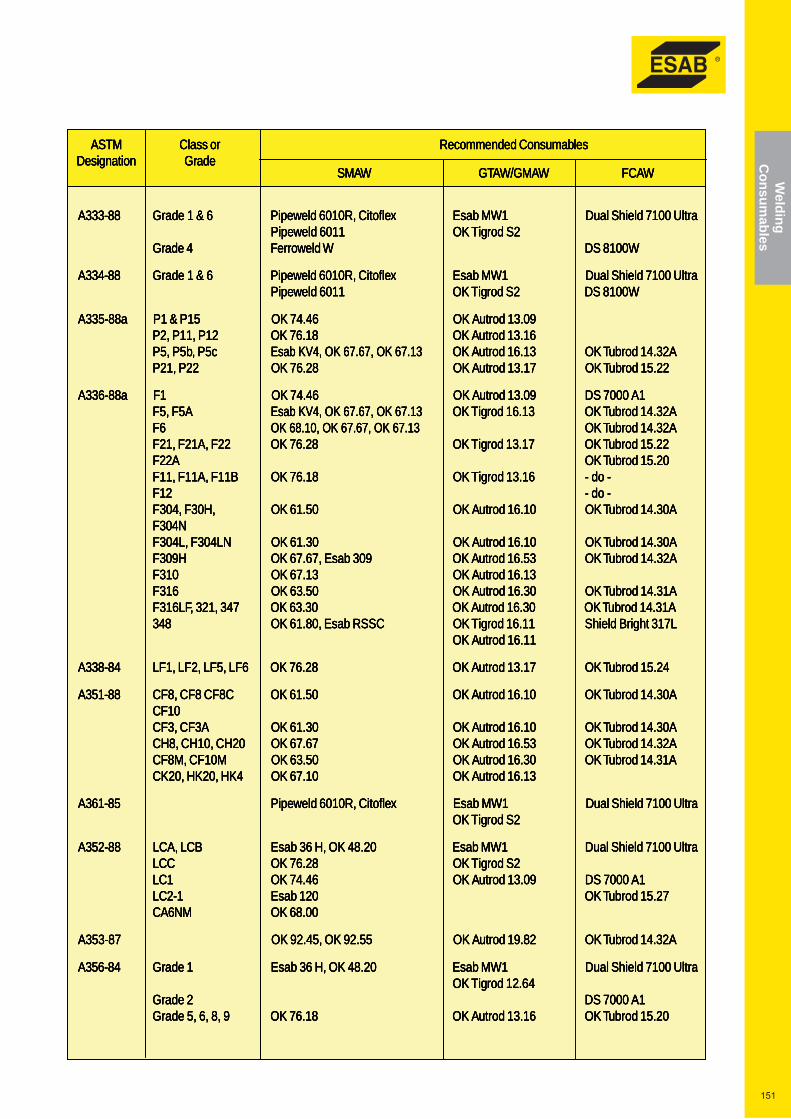
151
Welding
Consum
ables
ASTASTASTASTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SMSMSMSMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
AAAA333-8333-8333-8333-88888 GGGGrrrradeadeadeade 1111 &&&& 6666 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EEEEssssabababab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaPipPipPipPipeeeewwwweldeldeldeld 6016016016011111 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
WWWW0000000011118888 SSSSDDDDWWWW ddddlllleeeewwwwoooorrrrrrrreeeeFFFF4444 eeeeddddaaaarrrrGGGG
AAAA334-8334-8334-8334-88888 GGGGrrrradeadeadeade 1111 &&&& 6666 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EEEEssssabababab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaPipPipPipPipeeeewwwweldeldeldeld 6016016016011111 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DSDSDSDS 8100810081008100WWWW
99990000....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO66664444....44447777 KKKKOOOO55551111PPPP &&&& 1111PPPPaaaa88888888----555533333333AAAA66661111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88881111....66667777 KKKKOOOO22221111PPPP ,,,,11111111PPPP ,,,,2222PPPP
P5P5P5P5,,,, PPPP5555bbbb,,,, P5P5P5P5cccc EsabEsabEsabEsab KKKKV4V4V4V4,,,, OOOOKKKK 67676767....67676767,,,, OOOOKKKK 67676767....11113333 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11113333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAA22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88882222....66667777 KKKKOOOO22222222PPPP ,,,,11112222PPPP
SSSSDDDD99990000....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO66664444....44447777 KKKKOOOO1111FFFFaaaa88888888----666633333333AAAA 7000700070007000 AAAA1111FFFF5555,,,, FFFF5555AAAA EsabEsabEsabEsab KKKKV4V4V4V4,,,, OOOOKKKK 67676767....67676767,,,, OOOOKKKK 67676767....11113333 OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11113333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAAFFFF6666 OKOKOKOK 68686868....10101010,,,, OOOOKKKK 67676767....67676767,,,, OOOOKKKK 67676767....11113333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAA
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOO22222222FFFF ,,,,AAAA11112222FFFF ,,,,11112222FFFFFFFF22222222AAAA OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22220000
---- oooodddd ----66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOOBBBB11111111FFFF ,,,,AAAA11111111FFFF ,,,,11111111FFFFFFFF11112222 ---- dodododo ----
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO,,,,HHHH00003333FFFF ,,,,444400003333FFFFFFFF304304304304NNNN
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOONNNNLLLL444400003333FFFF ,,,,LLLL444400003333FFFFFFFF309309309309HHHH OOOOKKKK 67676767....67676767,,,, EEEEsabsabsabsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAA
33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666 KKKKOOOO000011113333FFFFAAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333FFFFAAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOO777744443333 ,,,,111122223333 ,,,,FFFFLLLL666611113333FFFF
343434348888 OOOOKKKK 61616161....80808080,,,, EEEEsabsabsabsab RSSRSSRSSRSSCCCC OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BrighBrighBrighBrightttt 317317317317LLLLOKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11111111
AAAA338-8338-8338-8338-84444 44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88882222....66667777 KKKKOOOO6666FFFFLLLL ,,,,5555FFFFLLLL ,,,,2222FFFFLLLL ,,,,1111FFFFLLLL
AAAA351-8351-8351-8351-88888 CCCC AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOOCCCC8888FFFFCCCC 8888FFFFCCCC ,,,,8888FFFFCCCCFFFF11110000
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOOAAAA3333FFFFCCCC ,,,,3333FFFFCCCCAAAA22223333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO33335555....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO77776666....77776666 KKKKOOOO00002222HHHHCCCC ,,,,00001111HHHHCCCC ,,,,8888HHHHCCCCAAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOOMMMM00001111FFFFCCCC ,,,,MMMM8888FFFFCCCC
33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00001111....77776666 KKKKOOOO4444KKKKHHHH ,,,,00002222KKKKHHHH ,,,,00002222KKKKCCCC
AAAA361-8361-8361-8361-85555 PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA352-8352-8352-8352-88888 LCLCLCLCA,A,A,A, LCLCLCLCBBBB EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa2222SSSS ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOOCCCCCCCCLLLL
1111AAAA 0000000000007777 SSSSDDDD99990000....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO66664444....44447777 KKKKOOOO1111CCCCLLLLLC2-LC2-LC2-LC2-1111 77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO000022221111 bbbbaaaassssEEEECCCCAAAA6N6N6N6NMMMM OOOOKKKK 68686868....00000000
AAAA22223333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO22228888....99991111 ddddoooorrrrttttuuuuAAAA KKKKOOOO55555555....22229999 KKKKOOOO ,,,,55554444....22229999 KKKKOOOO77778888----333355553333AAAA
AAAA356-8356-8356-8356-84444 GGGGrrrradeadeadeade 1111 EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EEEEssssabababab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod 12121212....66664444
GGGGrrrradeadeadeade 2222 DSDSDSDS 7000700070007000 AAAA111100002222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88881111....66667777 KKKKOOOO9999 ,,,,8888 ,,,,6666 ,,,,5555 eeeeddddaaaarrrrGGGG
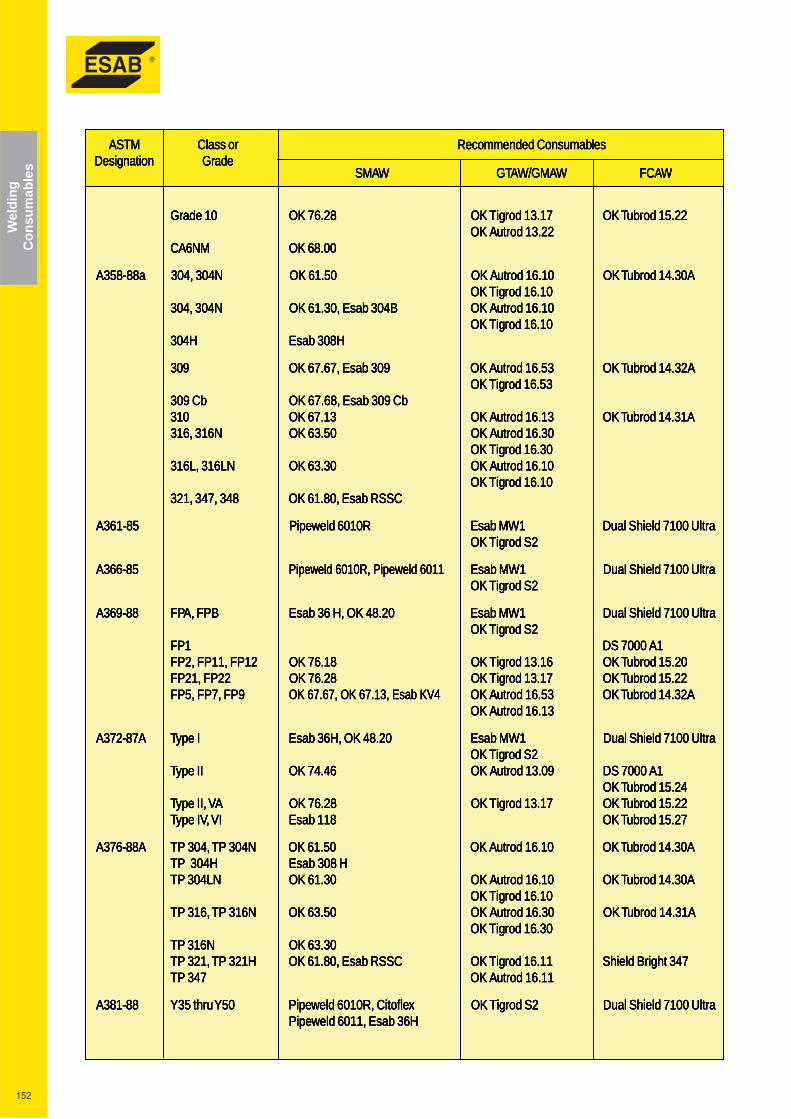
152
Wel
ding
Con
sum
able
s
ASASASASTTTTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SSSSMMMMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOO00001111 eeeeddddaaaarrrrGGGGOOOOKKKK AAAAuuuuttttrodrodrodrod 13131313....22222222
CCCCAAAA6N6N6N6NMMMM OKOKOKOK 68686868....00000000
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOONNNN444400003333 ,,,,444400003333aaaa88888888----888855553333AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
304304304304,,,, 304304304304NNNN OKOKOKOK 61616161....30303030,,,, EEEEssssabababab 304304304304BBBB OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11110000OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
304304304304HHHH EEEEsabsabsabsab 308308308308HHHH
303030309999 OKOKOKOK 67676767....67676767,,,, EEEEsabsabsabsab 303030309999 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....55553333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....55553333
309309309309 CCCCbbbb OKOKOKOK 67.68,67.68,67.68,67.68, EsabEsabEsabEsab 309309309309 CbCbCbCbAAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666 KKKKOOOO000011113333
00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOONNNN666611113333 ,,,,666611113333OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000
00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOONNNNLLLL666611113333 ,,,,LLLL666611113333OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
321321321321,,,, 347347347347,,,, 343434348888 OOOOKKKK 61616161....80808080,,,, EsabEsabEsabEsab RRRRSSSSSSSSCCCC
1111WWWWMMMM bbbbaaaassssEEEERRRR0000111100006666 ddddlllleeeewwwweeeeppppiiiiPPPP55558888----111166663333AAAA DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
A366-8A366-8A366-8A366-85555 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, PPPPipeipeipeipewwwweldeldeldeld 6016016016011111 EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
A369-8A369-8A369-8A369-88888 FFFFPPPPA,A,A,A, FPFPFPFPBBBB EEEEsabsabsabsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EEEEssssabababab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
FFFFPPPP1111 DSDSDSDS 7000700070007000 AAAA111100002222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO22221111PPPPFFFF ,,,,11111111PPPPFFFF ,,,,2222PPPPFFFF22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOO22222222PPPPFFFF ,,,,11112222PPPPFFFF
FFFFP5P5P5P5,,,, FFFFP7P7P7P7,,,, FFFFPPPP9999 OKOKOKOK 67676767....67676767,,,, OKOKOKOK 67676767....13131313,,,, EEEEssssabababab KV4KV4KV4KV4 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAAOOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11113333
AAAA372-87372-87372-87372-87AAAA TTTTyyyypepepepe IIII EEEEsabsabsabsab 36H36H36H36H,,,, OKOKOKOK 48484848....22220000 EsEsEsEsabababab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
1111AAAA 0000000000007777 SSSSDDDD99990000....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO66664444....44447777 KKKKOOOOIIIIIIII eeeeppppyyyyTTTTOKOKOKOK TTTTubrodubrodubrodubrod 15151515....22224444
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOOAAAAVVVV ,,,,IIIIIIII eeeeppppyyyyTTTT77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEEIIIIVVVV ,,,,VVVVIIII eeeeppppyyyyTTTT
A376-88A376-88A376-88A376-88AAAA TTTTP P P P AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOONNNN444400003333 PPPPTTTT ,,,,444400003333TTTTPPPP 304304304304HHHH EsabEsabEsabEsab 308308308308 HHHH
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOONNNNLLLL444400003333 PPPPTTTTOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOONNNN666611113333 PPPPTTTT ,,,,666611113333 PPPPTTTTOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000
TPTPTPTP 316316316316NNNN OKOKOKOK 63636363....33330000TTTTPPPP 321321321321,,,, TTTTPPPP 321321321321HHHH OKOKOKOK 61616161....80808080,,,, EsabEsabEsabEsab RSSRSSRSSRSSCCCC OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BrighBrighBrighBrightttt 343434347777
11111111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO777744443333 PPPPTTTT
A381-8A381-8A381-8A381-88888 Y35Y35Y35Y35 tttthruhruhruhru YYYY55550000 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaPPPPipipipipeeeewwwweldeldeldeld 6011601160116011,,,, EEEEssssabababab 36363636HHHH
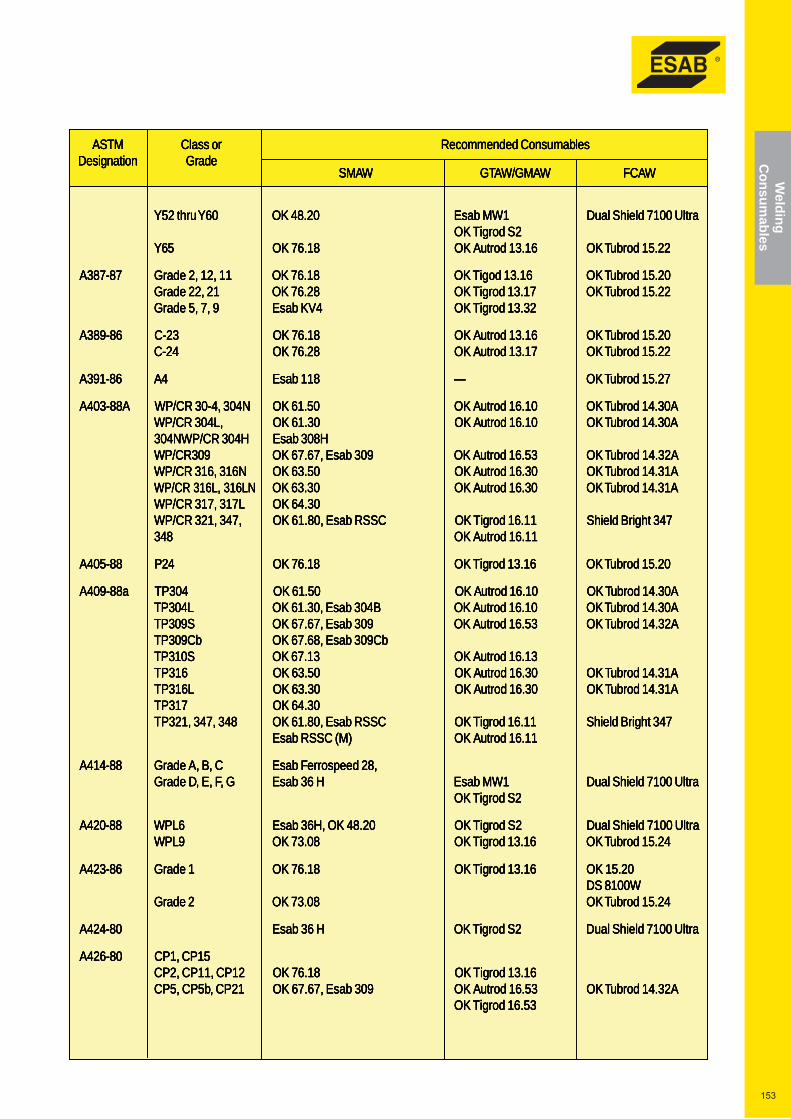
153
Welding
Consum
ables
ASTASTASTASTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SMSMSMSMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD1111WWWWMMMM bbbbaaaassssEEEE00002222....88884444 KKKKOOOO00006666YYYY uuuurrrrhhhhtttt 22225555YYYYOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88881111....66667777 KKKKOOOO55556666YYYY
AAAA387-8387-8387-8387-87777 GGGGrrrr 00002222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddooooggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO11111111 ,,,,22221111 ,,,,2222 eeeeddddaaaa22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOO11112222 ,,,,22222222 eeeeddddaaaarrrrGGGG
22223333....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO4444VVVVKKKK bbbbaaaassssEEEE9999 ,,,,7777 ,,,,5555 eeeeddddaaaarrrrGGGG
AAAA KKKKOOOO88881111....66667777 KKKKOOOO33332222----CCCC66668888----999988883333AAAA uuuuttttrodrodrodrod 13131313....11116666 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....22220000AAAA KKKKOOOO88882222....66667777 KKKKOOOO44442222----CCCC uuuuttttrodrodrodrod 13131313....11117777 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....22222222
AAAA391-8391-8391-8391-86666 AAAA4444 77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO————888811111111 bbbbaaaassssEEEE
AAAA KKKKOOOO00005555....11116666 KKKKOOOONNNN444400003333 ,,,,4444----00003333 RRRRCCCC////PPPPWWWWAAAA88888888----333300004444AAAA uuuuttttrodrodrodrod 16161616....11110000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....30303030AAAAAAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOO,,,,LLLL444400003333 RRRRCCCC////PPPPWWWW
304N304N304N304NWWWWPPPP////CRCRCRCR 304304304304HHHH EsabEsabEsabEsab 308308308308HHHHWP/WP/WP/WP/CR30CR30CR30CR309999 OK OK OK OK 67676767....67676767,,,, EEEEsabsabsabsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAA
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOONNNN666611113333 ,,,,666611113333 RRRRCCCC////PPPPWWWWWWWWPPPP////CRCRCRCR 316L316L316L316L,,,, 316L316L316L316LNNNN AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOWP/WP/WP/WP/CRCRCRCR 317317317317,,,, 317317317317LLLL OOOOKKKK 64646464....33330000WP/WP/WP/WP/CRCRCRCR 321321321321,,,, 347347347347,,,, OOOOKKKK 61616161....80808080,,,, EsabEsabEsabEsab RRRRSSSSSSSSCCCC OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BBBBrighrighrighrightttt 343434347777
11111111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO888844443333
ggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO44442222PPPP88888888----555500004444AAAA rodrodrodrod 13131313....11116666 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....22220000
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO444400003333PPPPTTTTaaaa88888888----999900004444AAAATPTPTPTP304304304304LLLL OKOKOKOK 61616161....30303030,,,, EEEEsabsabsabsab 304304304304BBBB OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11110000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....30303030AAAATPTPTPTP309309309309SSSS OK OK OK OK 67676767....67676767,,,, EEEEsabsabsabsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAATPTPTPTP309C309C309C309Cbbbb OOOOKKKK 67676767....68686868,,,, EEEEsabsabsabsab 309C309C309C309CbbbbTPTPTPTP310310310310SSSS OOOOKKKK 33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333PPPPTTTTAAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333PPPPTTTT
TPTPTPTP313131317777 OOOOKKKK 64646464....33330000TTTTP321P321P321P321,,,, 347347347347,,,, 343434348888 OOOOKKKK 61616161....80808080,,,, EsabEsabEsabEsab RSSRSSRSSRSSCCCC OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BBBBrighrighrighrightttt 343434347777
EsabEsabEsabEsab RRRRSSSSSCSCSCSC (M(M(M(M)))) OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11111111
AAAA414-8414-8414-8414-88888 GGGGrrrradeadeadeade AAAA,,,, BBBB,,,, CCCC EEEEsabsabsabsab FFFFerrospeederrospeederrospeederrospeed 28282828,,,,aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD1111WWWWMMMM bbbbaaaassssEEEEHHHH 66663333 bbbbaaaassssEEEEGGGG ,,,,FFFF ,,,,EEEE ,,,,DDDD eeeeddddaaaarrrrGGGG
OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA420-8420-8420-8420-88888 WPWPWPWPLLLL6666 EsabEsabEsabEsab 36H36H36H36H,,,, OOOOKKKK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaWPWPWPWPLLLL9999 OOOOKKKK 44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777
AAAA423-8423-8423-8423-86666 GGGGrrrr 00002222....55551111 KKKKOOOO66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO1111 eeeeddddaaaaDSDSDSDS 8100810081008100WWWW
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88880000....33337777 KKKKOOOO2222 eeeeddddaaaarrrrGGGG
AAAA424-8424-8424-8424-80000 aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD2222SSSS ddddoooorrrrggggiiiiTTTT KKKKOOOOHHHH 66663333 bbbbaaaassssEEEE
AAAA426-8426-8426-8426-80000 CP1CP1CP1CP1,,,, CP1CP1CP1CP1555566661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO22221111PPPPCCCC ,,,,11111111PPPPCCCC ,,,,2222PPPPCCCC
CP5CP5CP5CP5,,,, CP5CP5CP5CP5bbbb,,,, CP2CP2CP2CP21111 OOOOKKKK 67676767....67676767,,,, EsabEsabEsabEsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAAOKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....55553333
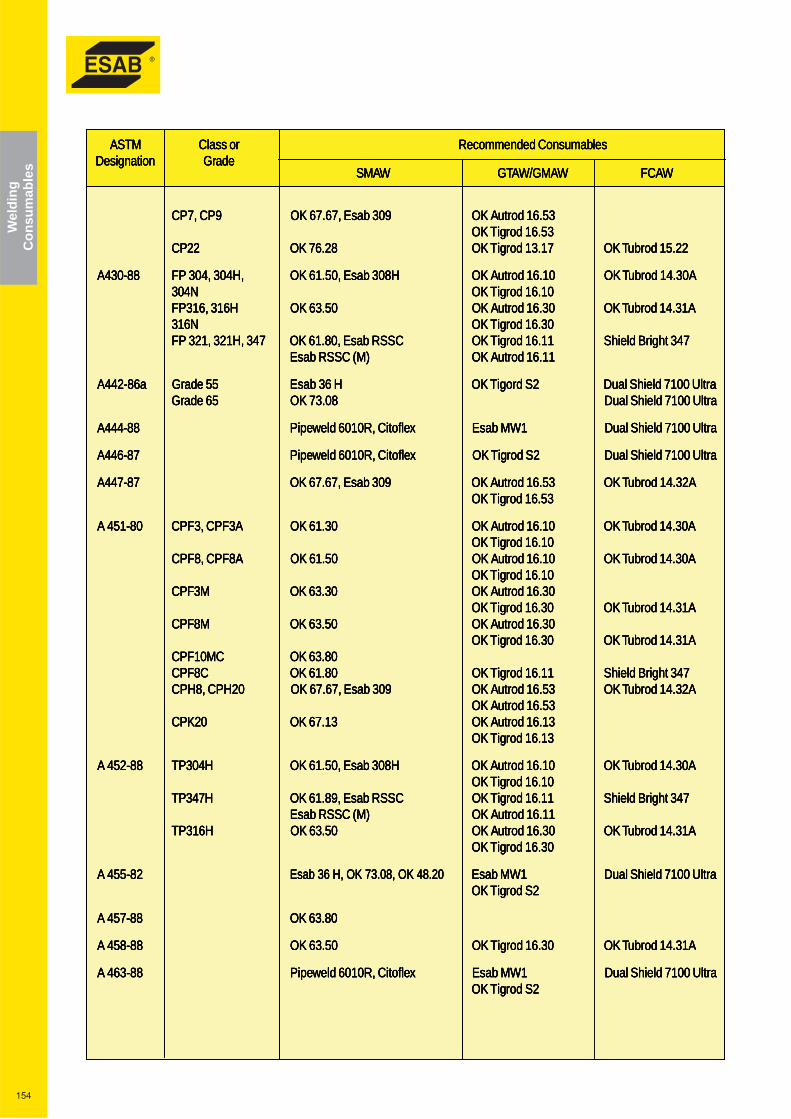
154
Wel
ding
Con
sum
able
s
ASASASASTTTTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SSSSMMMMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
CP7CP7CP7CP7,,,, CPCPCPCP9999 OKOKOKOK 67676767....67676767,,,, EsabEsabEsabEsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....55553333
CP2CP2CP2CP22222 OOOOKKKK 22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777
A430-8A430-8A430-8A430-88888 FPFPFPFP 304304304304,,,, 304H304H304H304H,,,, OOOOKKKK 61616161....50505050,,,, EsabEsabEsabEsab 308308308308HHHH OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11110000 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....30303030AAAAggggiiiiTTTT KKKKOOOONNNN444400003333 rodrodrodrod 16161616....11110000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOOHHHH666611113333 ,,,,666611113333PPPPFFFFggggiiiiTTTT KKKKOOOONNNN666611113333 rodrodrodrod 16161616....33330000
FFFFPPPP 321321321321,,,, 321H321H321H321H,,,, 343434347777 OKOKOKOK 61616161....80808080,,,, EsabEsabEsabEsab RSSRSSRSSRSSCCCC OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BrighBrighBrighBrightttt 343434347777EEEEsabsabsabsab RSRSRSRSSSSSCCCC (M(M(M(M)))) OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11111111
A442-86A442-86A442-86A442-86aaaa GGGGrrrradeadeadeade 55555555 aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD2222SSSS ddddrrrrooooggggiiiiTTTT KKKKOOOOHHHH 66663333 bbbbaaaassssEEEEaaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD88880000....33337777 KKKKOOOO55556666 eeeeddddaaaarrrrGGGG
A444-8A444-8A444-8A444-88888 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
A446-8A446-8A446-8A446-87777 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
KKKKOOOO77778888----777744444444AAAA 67676767....67676767,,,, EEEEssssabababab 303030309999 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....55553333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....55553333
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOOAAAA3333FFFFPPPPCCCC ,,,,3333FFFFPPPPCCCC00008888----111155554444 AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOOAAAA8888FFFFPPPPCCCC ,,,,8888FFFFPPPPCCCCOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
CPCPCPCPFFFF3333MMMM OOOOKKKK 00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....31313131AAAA
CPCPCPCPFFFF8888MMMM OOOOKKKK 00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....31313131AAAA
CPCPCPCPFFFF10M10M10M10MCCCC OOOOKKKK 63636363....88880000CPCPCPCPFFFF8888CCCC OKOKOKOK 777744443333 tttthhhhggggiiiirrrrBBBB ddddlllleeeeiiiihhhhSSSS11111111....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO00008888....11116666CPH8CPH8CPH8CPH8,,,, CCCCPPPPH2H2H2H20000 OKOKOKOK 67676767....67676767,,,, EEEEsabsabsabsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAA
OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333CPK2CPK2CPK2CPK20000 OKOKOKOK 33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11113333
AAAA 452-8452-8452-8452-88888 TPTPTPTP304304304304HHHH OKOKOKOK 61616161....50505050,,,, EEEEssssabababab 308308308308HHHH OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11110000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....30303030AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
TPTPTPTP347347347347HHHH OKOKOKOK 61616161....89898989,,,, EEEEssssabababab RRRRSSSSSSSSCCCC OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BBBBrighrighrighrightttt 343434347777EEEEsabsabsabsab RSRSRSRSSSSSCCCC (M(M(M(M)))) OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11111111
AAAA KKKKOOOO00005555....33336666 KKKKOOOOHHHH666611113333PPPPTTTT uuuuttttrodrodrodrod 16161616....33330000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....31313131AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000
AAAA 455-8455-8455-8455-82222 EsEsEsEsabababab 36363636 HHHH,,,, OKOKOKOK 73737373....08080808,,,, OKOKOKOK 48484848....22220000 EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
00008888....33336666 KKKKOOOO88888888----777755554444 AAAA
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO00005555....33336666 KKKKOOOO88888888----888855554444 AAAA
aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD1111WWWWMMMM bbbbaaaassssEEEExxxxeeeellllffffoooottttiiiiCCCC ,,,,RRRR0000111100006666 ddddlllleeeewwwweeeeppppiiiiPPPP88888888----333366664444 AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
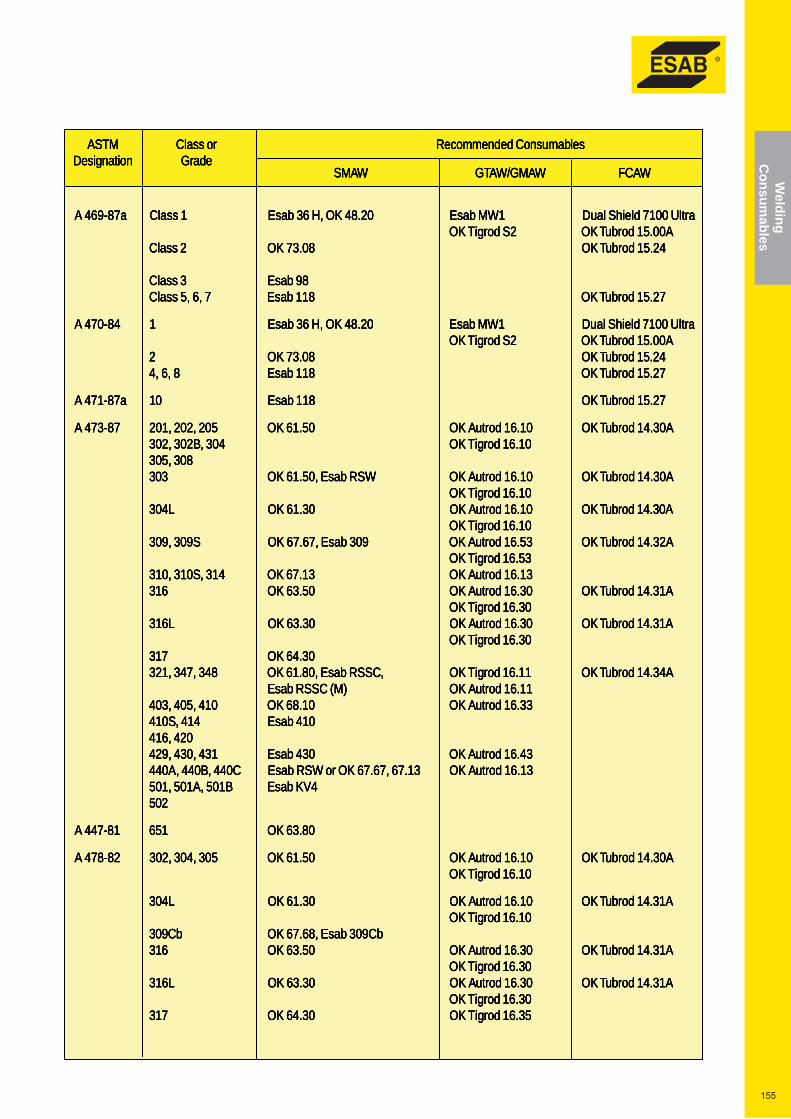
155
Welding
Consum
ables
ASTASTASTASTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SMSMSMSMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
AAAA 469-87469-87469-87469-87aaaa ClaClaClaClassssssss 1111 EEEEssssabababab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....00000000AAAA
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88880000....33337777 KKKKOOOO2222 ssssssssaaaallllCCCC
ClaClaClaClassssssss 3333 EsabEsabEsabEsab 9999888877772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE7777 ,,,,6666 ,,,,5555 ssssssssaaaallllCCCC
AAAA 470-8470-8470-8470-84444 1111 EEEEsabsabsabsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....00000000AAAA
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88880000....33337777 KKKKOOOO222277772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE8888 ,,,,6666 ,,,,4444
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE00001111aaaa77778888----111177774444 AAAA
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO555500002222 ,,,,222200002222 ,,,,11110000222277778888----333377774444 AAAA00001111....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO444400003333 ,,,,BBBB222200003333 ,,,,222200003333
305305305305,,,, 303030308888303030303333 OOOOKKKK 61616161....50505050,,,, EEEEsabsabsabsab RSRSRSRSWWWW OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11110000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....30303030AAAA
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOOLLLL444400003333
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000309309309309,,,, 309309309309SSSS OOOOKKKK 67676767....67676767,,,, EsabEsabEsabEsab 303030309999 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....55553333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAA
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....5555333333331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666 KKKKOOOO444411113333 ,,,,SSSS000011113333 ,,,,000011113333
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000
313131317777 OOOOKKKK 64646464....33330000321321321321,,,, 347347347347,,,, 343434348888 OOOOKKKK 61616161....80808080,,,, EEEEsabsabsabsab RSSRSSRSSRSSCCCC,,,, OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11111111 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....34343434AAAA
EsabEsabEsabEsab RRRRSSSSSCSCSCSC (M(M(M(M)))) OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....1111111133333333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00001111....88886666 KKKKOOOO000011114444 ,,,,555500004444 ,,,,333300004444
410410410410SSSS,,,, 414141414444 EEEEsabsabsabsab 414141410000416416416416,,,, 424242420000
33334444....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO000033334444 bbbbaaaassssEEEE111133334444 ,,,,000033334444 ,,,,999922224444440A440A440A440A,,,, 440440440440BBBB,,,, 440440440440CCCC EEEEsabsabsabsab RSRSRSRSWWWW orororor OKOKOKOK 67676767....67676767,,,, 67676767....11113333 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11113333501501501501,,,, 501A501A501A501A,,,, 501501501501BBBB EEEEsabsabsabsab KKKKVVVV4444505050502222
AAAA 447-8447-8447-8447-81111 656565651111 OOOOKKKK 63636363....88880000
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO555500003333 ,,,,444400003333 ,,,,22220000333322228888----888877774444 AAAAOKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOOLLLL444400003333OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000
309C309C309C309Cbbbb OKOKOKOK 67676767....68686868,,,, EEEEsabsabsabsab 309C309C309C309CbbbbAAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....3333000055553333....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO00003333....44446666 KKKKOOOO777711113333
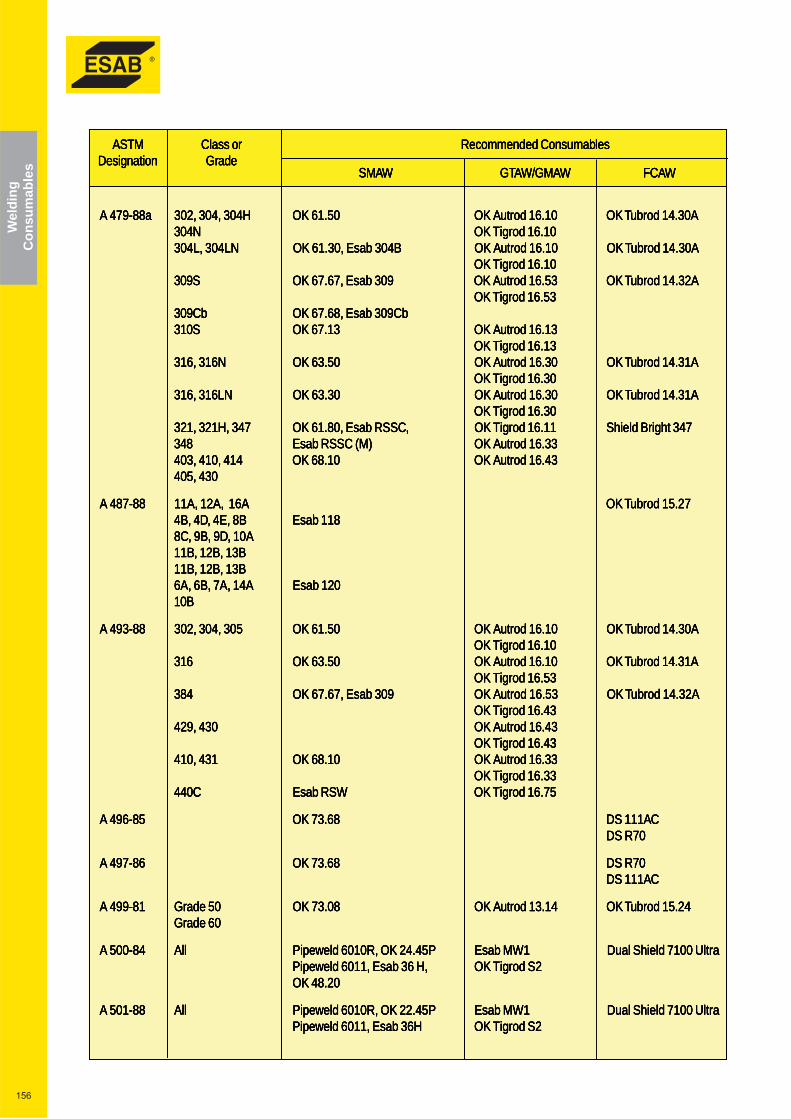
156
Wel
ding
Con
sum
able
s
ASASASASTTTTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SSSSMMMMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOOHHHH444400003333 ,,,,444400003333 ,,,,222200003333aaaa88888888----999977774444 AAAAggggiiiiTTTT KKKKOOOONNNN444400003333 rodrodrodrod 16161616....11110000
304L304L304L304L,,,, 304L304L304L304LNNNN OKOKOKOK 61616161....30303030,,,, EEEEsabsabsabsab 304304304304BBBB OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11110000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....30303030AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
309309309309SSSS OOOOKKKK 67676767....67676767,,,, EEEEssssabababab 303030309999 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....55553333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....55553333
309C309C309C309Cbbbb OOOOKKKK 67676767....68686868,,,, EsabEsabEsabEsab 309C309C309C309Cbbbb310310310310SSSS OKOKOKOK 33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11113333AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOONNNN666611113333 ,,,,666611113333
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOONNNNLLLL666611113333 ,,,,666611113333
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000321321321321,,,, 321H321H321H321H,,,, 343434347777 OKOKOKOK 61616161....80808080,,,, EEEEssssabababab RRRRSSSSSSSSCCCC,,,, OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11111111 ShieldShieldShieldShield BrighBrighBrighBrightttt 343434347777343434348888 EEEEsabsabsabsab RRRRSSSSSSSSCCCC (M(M(M(M)))) OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....33333333
33334444....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00001111....88886666 KKKKOOOO444411114444 ,,,,000011114444 ,,,,333300004444405405405405,,,, 434343430000
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOOAAAA66661111 ,,,,AAAA22221111 ,,,,AAAA1111111188888888----777788884444 AAAA4444BBBB,,,, 4444DDDD,,,, 4E4E4E4E,,,, 8888BBBB EsEsEsEsabababab 1111111188888888CCCC,,,, 9999BBBB,,,, 9999DDDD,,,, 10101010AAAA11111111BBBB,,,, 12121212BBBB,,,, 13131313BBBB11111111BBBB,,,, 12121212BBBB,,,, 13131313BBBB6A6A6A6A,,,, 6666BBBB,,,, 7777A,A,A,A, 14141414AAAA EsEsEsEsabababab 12121212000010101010BBBB
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO555500003333 ,,,,444400003333 ,,,,22220000333388888888----333399994444 AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....55553333
383838384444 OKOKOKOK 67676767....67676767,,,, EEEEssssabababab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAAOOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....44443333
33334444....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO000033334444 ,,,,999922224444OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....44443333
33333333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00001111....88886666 KKKKOOOO111133334444 ,,,,000011114444OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33333333
ggggiiiiTTTT KKKKOOOOWWWWSSSSRRRR bbbbaaaassssEEEECCCC000044444444 rodrodrodrod 16161616....77775555
CCCCAAAA111111111111 SSSSDDDD88886666....33337777 KKKKOOOO55558888----666699994444 AAAADDDDSSSS R7R7R7R70000
00007777RRRR SSSSDDDD88886666....33337777 KKKKOOOO66668888----777799994444 AAAADDDDSSSS 111111111111AAAACCCC
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO44441111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88880000....33337777 KKKKOOOO00005555 eeeeddddaaaarrrrGGGG11118888----999999994444 AAAAGGGGrrrradeadeadeade 66660000
AAAA 500-8500-8500-8500-84444 AlAlAlAlllll PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, OOOOKKKK 24242424....45454545PPPP EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaPPPPipipipipeeeewwwweldeldeldeld 6011601160116011,,,, EEEEsabsabsabsab 36363636 HHHH,,,, OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222OOOOKKKK 48484848....22220000
AAAA 501-8501-8501-8501-88888 AAAAllllllll PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, OOOOKKKK 22222222....45454545PPPP EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaPPPPipipipipeeeewwwweldeldeldeld 6011601160116011,,,, EEEEssssabababab 36363636HHHH OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
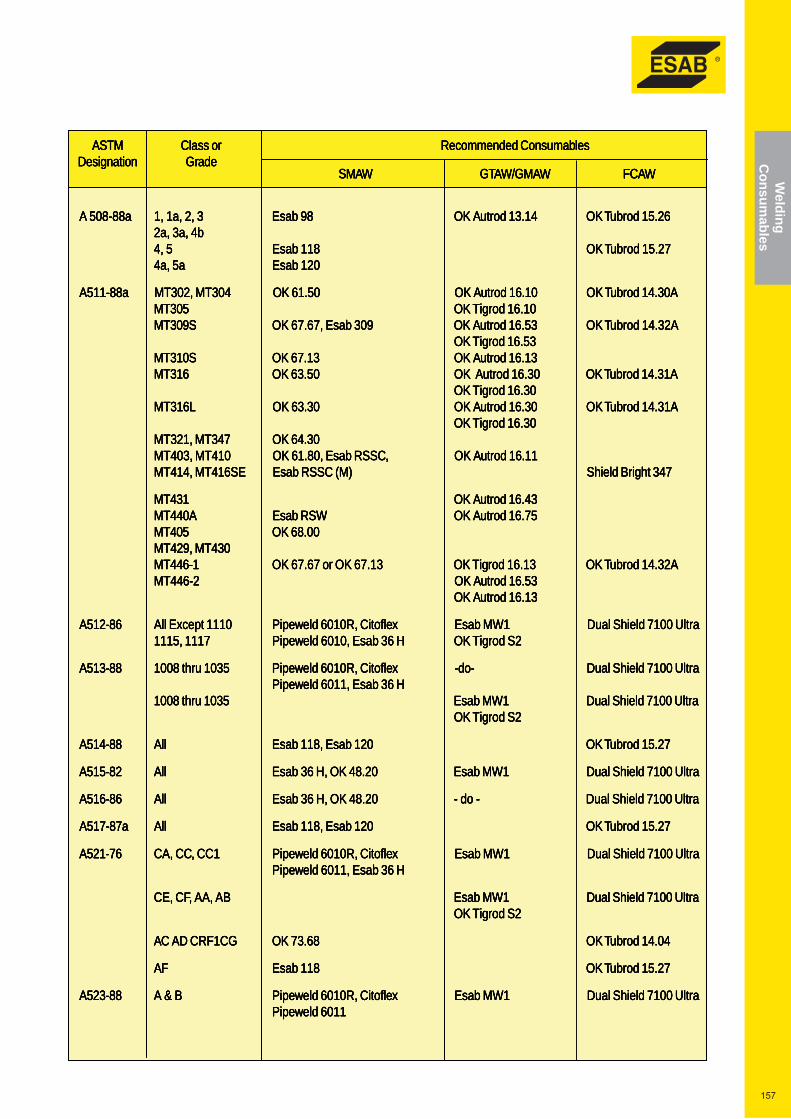
157
Welding
Consum
ables
ASTASTASTASTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SMSMSMSMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
66662222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO44441111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88889999 bbbbaaaassssEEEE3333 ,,,,2222 ,,,,aaaa1111 ,,,,1111aaaa88888888----888800005555 AAAA2a2a2a2a,,,, 3a3a3a3a,,,, 4444bbbb
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE5555 ,,,,44444a4a4a4a,,,, 5555aaaa EsabEsabEsabEsab 121212120000
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO444400003333TTTTMMMM ,,,,222200003333TTTTMMMMaaaa88888888----111111115555AAAAggggiiiiTTTT KKKKOOOO555500003333TTTTMMMM rodrodrodrod 16161616....11110000
MMMMTTTT309309309309SSSS OK OK OK OK 67676767....67676767,,,, EEEEsabsabsabsab 303030309999 OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....55553333 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....32323232AAAAOKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....55553333
MMMMTTTT310310310310SSSS OKOKOKOK 33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666MMMMTTTT313131316666 OOOOKKKK AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000AAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333TTTTMMMM uuuuttttrodrodrodrod 16161616....33330000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....31313131AAAA
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000MMMMTTTT321321321321,,,, MMMMTTTT343434347777 OOOOKKKK 64646464....33330000MMMMTTTT403403403403,,,, MMMMTTTT414141410000 OOOOKKKK 61616161....80808080,,,, EsabEsabEsabEsab RRRRSSSSSSSSCCCC,,,, OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11111111
777744443333 tttthhhhggggiiiirrrrBBBB ddddlllleeeeiiiihhhhSSSS))))MMMM(((( CCCCSSSSSSSSRRRR bbbbaaaassssEEEEEEEESSSS666611114444TTTTMMMM ,,,,444411114444TTTTMMMM
AAAA KKKKOOOO111133334444TTTTMMMM uuuuttttrodrodrodrod 16161616....44443333AAAA KKKKOOOOWWWWSSSSRRRR bbbbaaaassssEEEEAAAA000044444444TTTTMMMM uuuuttttrodrodrodrod 16161616....77775555
MMMMTTTT404040405555 OOOOKKKK 68686868....00000000MMMMTTTT429429429429,,,, MMMMTTTT434343430000MMMMTTTT446-446-446-446-1111 OK OK OK OK 67676767....67676767 orororor OOOOKKKK 67676767....11113333 OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11113333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAA
33335555....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO2222----666644444444TTTTMMMMOKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11113333
AAAA512-8512-8512-8512-86666 AllAllAllAll ExExExExccccepepepeptttt 1111111111110000 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa1115111511151115,,,, 1111111111117777 PipPipPipPipeeeewwwweldeldeldeld 6010,6010,6010,6010, EsabEsabEsabEsab 36363636 HHHH OKOKOKOK TiTiTiTiggggrodrodrodrod S2S2S2S2
AAAA513-8513-8513-8513-88888 1008100810081008 tttthruhruhruhru 1031031031035555 PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx ----dodododo---- DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaPipPipPipPipeeeewwwweldeldeldeld 6011,6011,6011,6011, EsabEsabEsabEsab 36363636 HHHH
aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD1111WWWWMMMM bbbbaaaassssEEEE5555333300001111 uuuurrrrhhhhtttt 8888000000001111OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA514-8514-8514-8514-88888 AAAAllllllll 77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO000022221111 bbbbaaaassssEEEE ,,,,888811111111 bbbbaaaassssEEEE
AAAA515-8515-8515-8515-82222 AlAlAlAlllll EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EEEEssssabababab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
AAAA516-8516-8516-8516-86666 AlAlAlAlllll EEEEssssabababab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 ---- dodododo ---- DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
AAAA517-87517-87517-87517-87aaaa AlAlAlAlllll 77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO000022221111 bbbbaaaassssEEEE ,,,,888811111111 bbbbaaaassssEEEE
AAAA521-7521-7521-7521-76666 CACACACA,,,, CCCCCCCC,,,, CCCCCCCC1111 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaPipPipPipPipeeeewwwweldeldeldeld 6011,6011,6011,6011, EsabEsabEsabEsab 36363636 HHHH
aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD1111WWWWMMMM bbbbaaaassssEEEEBBBBAAAA ,,,,AAAAAAAA ,,,,FFFFCCCC ,,,,EEEECCCCOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
44440000....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88886666....33337777 KKKKOOOOGGGGCCCC1111FFFFRRRRCCCC DDDDAAAA CCCCAAAA
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEEFFFFAAAA
AAAA523-8523-8523-8523-88888 AAAA &&&& BBBB PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaPipPipPipPipeeeewwwweldeldeldeld 6016016016011111
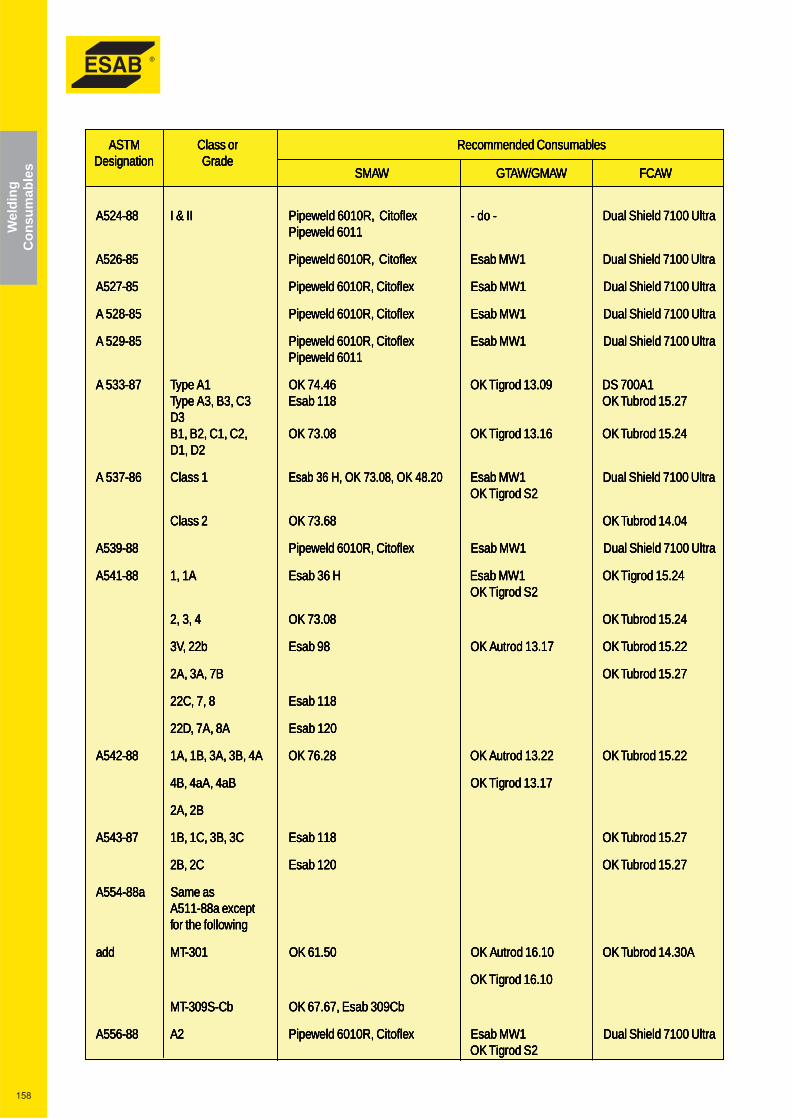
158
Wel
ding
Con
sum
able
s
ASASASASTTTTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SSSSMMMMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
A524-8A524-8A524-8A524-88888 IIII &&&& IIIIIIII PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx ---- dodododo ---- DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaPPPPipipipipeeeewwwweldeldeldeld 6016016016011111
A526-8A526-8A526-8A526-85555 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaa
A527-8A527-8A527-8A527-85555 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD1111WWWWMMMM bbbbaaaassssEEEExxxxeeeellllffffoooottttiiiiCCCC ,,,,RRRR0000111100006666 ddddlllleeeewwwweeeeppppiiiiPPPP55558888----888822225555 AAAA
aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD1111WWWWMMMM bbbbaaaassssEEEExxxxeeeellllffffoooottttiiiiCCCC ,,,,RRRR0000111100006666 ddddlllleeeewwwweeeeppppiiiiPPPP55558888----999922225555 AAAAPPPPipipipipeeeewwwweldeldeldeld 6016016016011111
1111AAAA000000007777 SSSSDDDD99990000....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO66664444....44447777 KKKKOOOO1111AAAA eeeeppppyyyyTTTT77778888----333333335555 AAAA77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE3333CCCC ,,,,3333BBBB ,,,,3333AAAA eeeeppppyyyyTTTT
DDDD333344442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOO,,,,2222CCCC ,,,,1111CCCC ,,,,2222BBBB ,,,,1111BBBB
D1D1D1D1,,,, DDDD2222
AAAA 537-8537-8537-8537-86666 ClasClasClasClasssss 1111 EsEsEsEsabababab 36363636 HHHH,,,, OKOKOKOK 73737373....08080808,,,, OKOKOKOK 48484848....22220000 EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
44440000....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88886666....33337777 KKKKOOOO2222 ssssssssaaaallllCCCC
A539-8A539-8A539-8A539-88888 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
A541-8A541-8A541-8A541-88888 1111,,,, 1111AAAA 44442222....55551111 ddddoooorrrrggggiiiiTTTT KKKKOOOO1111WWWWMMMM bbbbaaaassssEEEEHHHH 66663333 bbbbaaaassssEEEEOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88880000....33337777 KKKKOOOO4444 ,,,,3333 ,,,,2222
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88889999 bbbbaaaassssEEEEbbbb22222222 ,,,,VVVV3333
2A2A2A2A,,,, 3333A,A,A,A, 7777BBBB OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22227777
22222222CCCC,,,, 7777,,,, 8888 EEEEsabsabsabsab 111111118888
22222222DDDD,,,, 7777A,A,A,A, 8888AAAA EsEsEsEsabababab 121212120000
A542-8A542-8A542-8A542-88888 22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO22222222....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88882222....66667777 KKKKOOOOAAAA4444 ,,,,BBBB3333 ,,,,AAAA3333 ,,,,BBBB1111 ,,,,AAAA1111
77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOOBBBBaaaa4444 ,,,,AAAAaaaa4444 ,,,,BBBB4444
2A2A2A2A,,,, 2222BBBB
A543-8A543-8A543-8A543-87777 1111BBBB,,,, 1111CCCC,,,, 3333BBBB,,,, 3333CCCC 77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO000022221111 bbbbaaaassssEEEECCCC2222 ,,,,BBBB2222
A554-88A554-88A554-88A554-88aaaa SameSameSameSame aaaassssA511-88aA511-88aA511-88aA511-88a eeeexcxcxcxcepepepepttttfffforororor tttthehehehe ffffollollollolloooowinwinwinwingggg
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO111100003333----TTTTMMMMddddddddaaaa
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
MMMMTTTT-309-309-309-309SSSS-C-C-C-Cbbbb OKOKOKOK 67676767....67676767,,,, EsabEsabEsabEsab 309C309C309C309Cbbbb
A556-8A556-8A556-8A556-88888 AAAA2222 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
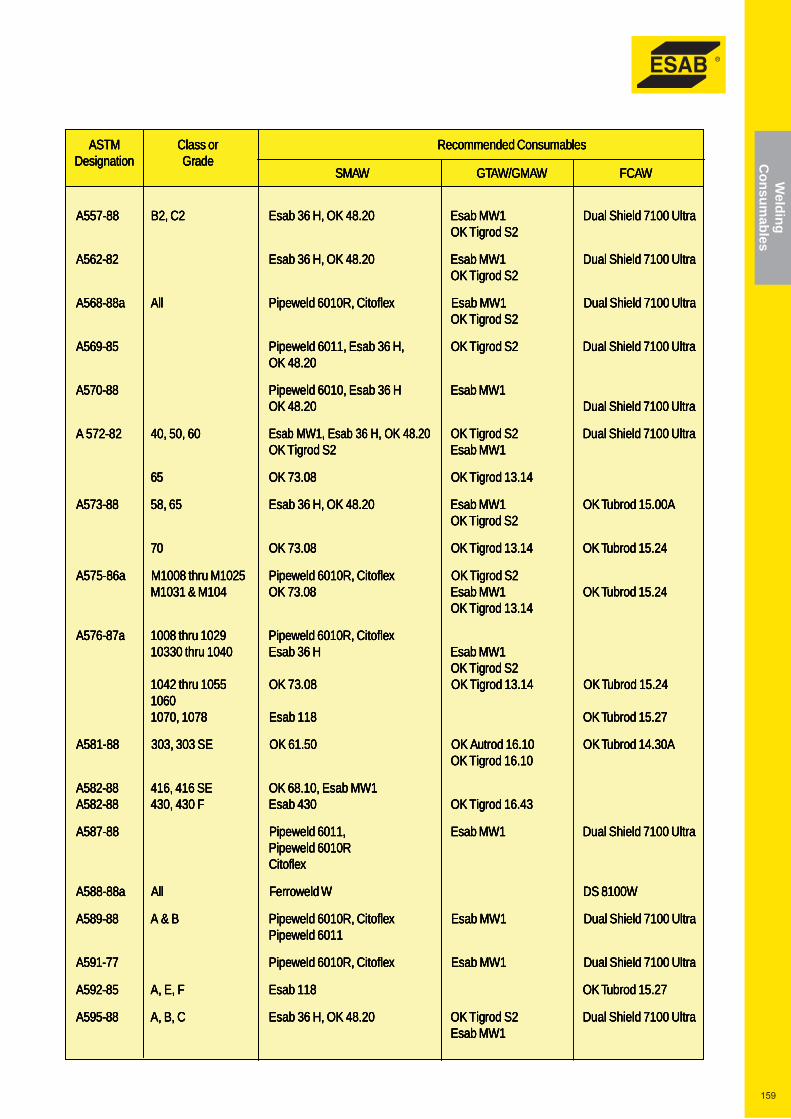
159
Welding
Consum
ables
ASTASTASTASTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SMSMSMSMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
AAAA557-8557-8557-8557-88888 BBBB2222,,,, CCCC2222 EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA562-8562-8562-8562-82222 EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA568-88568-88568-88568-88aaaa AlAlAlAlllll PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
AAAA569-8569-8569-8569-85555 PipePipePipePipewwwweldeldeldeld 6011601160116011,,,, EEEEssssabababab 36363636 HHHH,,,, OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK 48484848....22220000
AAAA570-8570-8570-8570-88888 PipPipPipPipeeeewwwweldeldeldeld 6010,6010,6010,6010, EsabEsabEsabEsab 36363636 HHHH EEEEssssabababab MMMMWWWW1111aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD00002222....88884444 KKKKOOOO
AAAA 572-8572-8572-8572-82222 40404040,,,, 50505050,,,, 66660000 EsabEsabEsabEsab MMMMWWWW1111,,,, EEEEssssabababab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 EsEsEsEsabababab MMMMWWWW1111
44441111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOO55556666
AAAA573-8573-8573-8573-88888 58585858,,,, 66665555 EEEEsabsabsabsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EEEEsabsabsabsab MMMMWWWW1111 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....00000000AAAAOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO44441111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOO00007777
A575-86A575-86A575-86A575-86aaaa M1008M1008M1008M1008 tttthhhhrrrruuuu M102M102M102M1025555 PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS222244442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO1111WWWWMMMM bbbbaaaassssEEEE88880000....33337777 KKKKOOOO444400001111MMMM &&&& 1111333300001111MMMM
OKOKOKOK TTTTiiiiggggrodrodrodrod 13131313....11114444
AAAA576-87576-87576-87576-87aaaa 1008100810081008 tttthruhruhruhru 1021021021029999 PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx1111WWWWMMMM bbbbaaaassssEEEEHHHH 66663333 bbbbaaaassssEEEE0000444400001111 uuuurrrrhhhhtttt 00003333333300001111
OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS222244442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO44441111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOO5555555500001111 uuuurrrrhhhhtttt 2222444400001111
106106106106000077772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE8888777700001111 ,,,,0000777700001111
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOOEEEESSSS 333300003333 ,,,,33330000333388888888----111188885555AAAAOKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000
AAAA582-8582-8582-8582-88888 414141416666,,,, 444416161616 SSSSEEEE OKOKOKOK 68686868....10101010,,,, EEEEsabsabsabsab MMMMWWWW1111AAAA582-8582-8582-8582-88888 33334444....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO000033334444 bbbbaaaassssEEEEFFFF 000033334444 ,,,,000033334444
1111WWWWMMMM bbbbaaaassssEEEE,,,,1111111100006666 ddddlllleeeewwwweeeeppppiiiiPPPP88888888----777788885555AAAA DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaPipPipPipPipeeeewwwweldeldeldeld 6010601060106010RRRRCiCiCiCittttoooofffflllleeeexxxx
WWWW0000000011118888 SSSSDDDDWWWW ddddlllleeeewwwwoooorrrrrrrreeeeFFFFllllllllAAAAaaaa88888888----888888885555AAAA
AAAA589-8589-8589-8589-88888 AAAA &&&& BBBB PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaPipPipPipPipeeeewwwweldeldeldeld 6016016016011111
AAAA591-7591-7591-7591-77777 PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaa
AAAA592-8592-8592-8592-85555 AAAA,,,, E,E,E,E, FFFF 77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE
AAAA595-8595-8595-8595-88888 AAAA,,,, BBBB,,,, CCCC EEEEssssabababab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaEEEEssssabababab MMMMWWWW1111
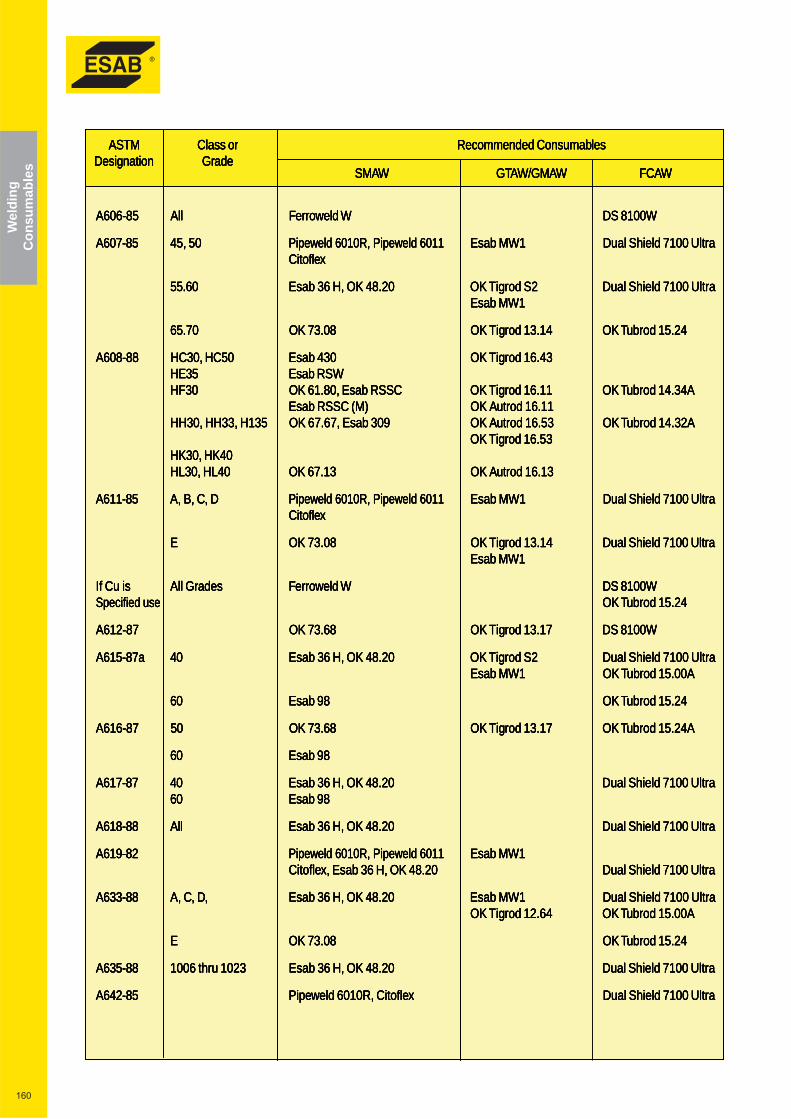
160
Wel
ding
Con
sum
able
s
ASASASASTTTTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SSSSMMMMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
WWWW0000000011118888 SSSSDDDDWWWW ddddlllleeeewwwwoooorrrrrrrreeeeFFFFllllllllAAAA55558888----666600006666AAAA
A607-8A607-8A607-8A607-85555 45454545,,,, 55550000 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, PPPPipeipeipeipewwwweldeldeldeld 6016016016011111 EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaCiCiCiCittttoooofffflllleeeexxxx
55555555....66660000 EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaEEEEsabsabsabsab MMMMWWWW1111
ggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOO00007777....55556666 rodrodrodrod 13131313....11114444 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22224444
A608-8A608-8A608-8A608-88888 HC30HC30HC30HC30,,,, HC5HC5HC5HC50000 33334444....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOO000033334444 bbbbaaaassssEEEEHE3HE3HE3HE35555 EEEEsabsabsabsab RSRSRSRSWWWWHHHHFFFF33330000 OKOKOKOK 61616161....80808080,,,, EsEsEsEsabababab RSSRSSRSSRSSCCCC OOOOKKKK TTTTigigigigrodrodrodrod 16161616....11111111 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....34343434AAAA
EEEEsabsabsabsab RSRSRSRSSSSSCCCC (M(M(M(M)))) OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....11111111HH30HH30HH30HH30,,,, HH33HH33HH33HH33,,,, H13H13H13H135555 OKOKOKOK 67676767....67676767,,,, EEEEsabsabsabsab 303030309999 OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....55553333 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....32323232AAAA
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....55553333HK30HK30HK30HK30,,,, HK4HK4HK4HK40000
33331111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO33331111....77776666 KKKKOOOO00004444LLLLHHHH ,,,,00003333LLLLHHHH
A611-8A611-8A611-8A611-85555 A,A,A,A, BBBB,,,, CCCC,,,, DDDD PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, PPPPipeipeipeipewwwweldeldeldeld 6016016016011111 EEEEsabsabsabsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaCiCiCiCittttoooofffflllleeeexxxx
aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD44441111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOOEEEEEEEEsabsabsabsab MMMMWWWW1111
WWWW0000000011118888 SSSSDDDDWWWW ddddlllleeeewwwwoooorrrrrrrreeeeFFFFsssseeeeddddaaaarrrrGGGG llllllllAAAAssssiiii uuuuCCCC ffffIIIISSSSpepepepecccciiiiffffiediediedied ususususeeee OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22224444
ggggiiiiTTTT KKKKOOOO88886666....33337777 KKKKOOOO77778888----222211116666AAAA rodrodrodrod 13131313....11117777 DSDSDSDS 8100810081008100WWWW
A615-87A615-87A615-87A615-87aaaa 44440000 EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaEEEEsabsabsabsab MMMMWWWW1111 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....00000000AAAA
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88889999 bbbbaaaassssEEEE00006666
ggggiiiiTTTT KKKKOOOO88886666....33337777 KKKKOOOO0000555577778888----666611116666AAAA rodrodrodrod 13131313....11117777 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....24242424AAAA
66660000 EEEEssssabababab 99998888
A617-8A617-8A617-8A617-87777 44440000 aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD00002222....88884444 KKKKOOOO ,,,,HHHH 66663333 bbbbaaaassssEEEE66660000 EEEEssssabababab 99998888
A618-8A618-8A618-8A618-88888 AAAAllllllll aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD00002222....88884444 KKKKOOOO ,,,,HHHH 66663333 bbbbaaaassssEEEE
A619-8A619-8A619-8A619-82222 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, PPPPipeipeipeipewwwweldeldeldeld 6016016016011111 EEEEsabsabsabsab MMMMWWWW1111aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD00002222....88884444 KKKKOOOO ,,,,HHHH 66663333 bbbbaaaassssEEEE ,,,,xxxxeeeellllffffoooottttiiiiCCCC
A633-8A633-8A633-8A633-88888 A,A,A,A, CCCC,,,, DDDD,,,, EEEEsabsabsabsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod 12121212....66664444 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....00000000AAAA
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88880000....33337777 KKKKOOOOEEEE
A635-8A635-8A635-8A635-88888 aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD00002222....88884444 KKKKOOOO ,,,,HHHH 66663333 bbbbaaaassssEEEE3333222200001111 uuuurrrrhhhhtttt 6666000000001111
A642-8A642-8A642-8A642-85555 aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDDxxxxeeeellllffffoooottttiiiiCCCC ,,,,RRRR0000111100006666 ddddlllleeeewwwweeeeppppiiiiPPPP
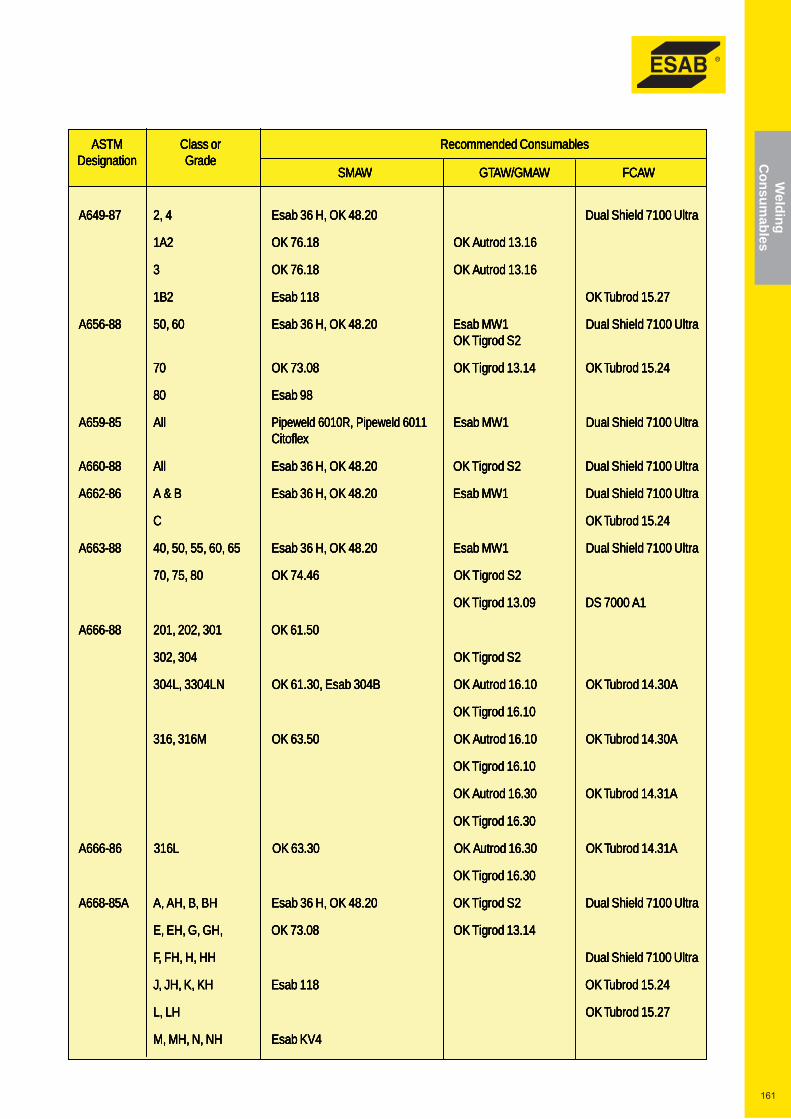
161
Welding
Consum
ables
ASTASTASTASTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SMSMSMSMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
AAAA649-8649-8649-8649-87777 2222,,,, 4444 aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD00002222....88884444 KKKKOOOO ,,,,HHHH 66663333 bbbbaaaassssEEEE
66661111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88881111....66667777 KKKKOOOO2222AAAA1111
66661111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88881111....66667777 KKKKOOOO3333
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE2222BBBB1111
AAAA656-8656-8656-8656-88888 50505050,,,, 66660000 EsabEsabEsabEsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaOKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO44441111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOO00007777
88880000 EEEEsabsabsabsab 99998888
AAAA659-8659-8659-8659-85555 AAAAllllllll PipePipePipePipewwwweldeldeldeld 6010R6010R6010R6010R,,,, PipePipePipePipewwwweldeldeldeld 6016016016011111 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaCiCiCiCittttoooofffflllleeeexxxx
AAAA660-8660-8660-8660-88888 AAAAllllllll EEEEssssabababab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
AAAA662-8662-8662-8662-86666 AAAA &&&& BBBB EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
CCCC OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22224444
AAAA663-8663-8663-8663-88888 40404040,,,, 50505050,,,, 55555555,,,, 60606060,,,, 66665555 EsabEsabEsabEsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
2222SSSS ddddoooorrrrggggiiiiTTTT KKKKOOOO66664444....44447777 KKKKOOOO00008888 ,,,,55557777 ,,,,00007777
OKOKOKOK TTTTiiiiggggrodrodrodrod 13131313....00009999 DDDDSSSS 7000700070007000 AAAA1111
AAAA666-8666-8666-8666-88888 201201201201,,,, 202202202202,,,, 303030301111 OOOOKKKK 61616161....55550000
2222SSSS ddddoooorrrrggggiiiiTTTT KKKKOOOO444400003333 ,,,,222200003333
304L304L304L304L,,,, 3304L3304L3304L3304LNNNN OKOKOKOK 61616161....30303030,,,, EEEEssssabababab 304304304304BBBB OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11110000 OKOKOKOK TTTTubrodubrodubrodubrod 14141414....30303030AAAA
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOOMMMM666611113333 ,,,,666611113333
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000
OKOKOKOK AAAAuuuuttttrodrodrodrod 16161616....33330000 OOOOKKKK TTTTubrodubrodubrodubrod 14141414....31313131AAAA
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL66661111333366668888----666666666666AAAA
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000
AAAA668-85668-85668-85668-85AAAA A, A, A, A, AHAHAHAH,,,, BBBB,,,, BBBBHHHH EEEEssssabababab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
44441111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOO,,,,HHHHGGGG ,,,,GGGG ,,,,HHHHEEEE ,,,,EEEE
aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDDHHHHHHHH ,,,,HHHH ,,,,HHHHFFFF ,,,,FFFF
44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEEHHHHKKKK ,,,,KKKK ,,,,HHHHJJJJ ,,,,JJJJ
LLLL,,,, LLLLHHHH OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22227777
MMMM,,,, MHMHMHMH,,,, NNNN,,,, NNNNHHHH EEEEssssabababab KVKVKVKV4444
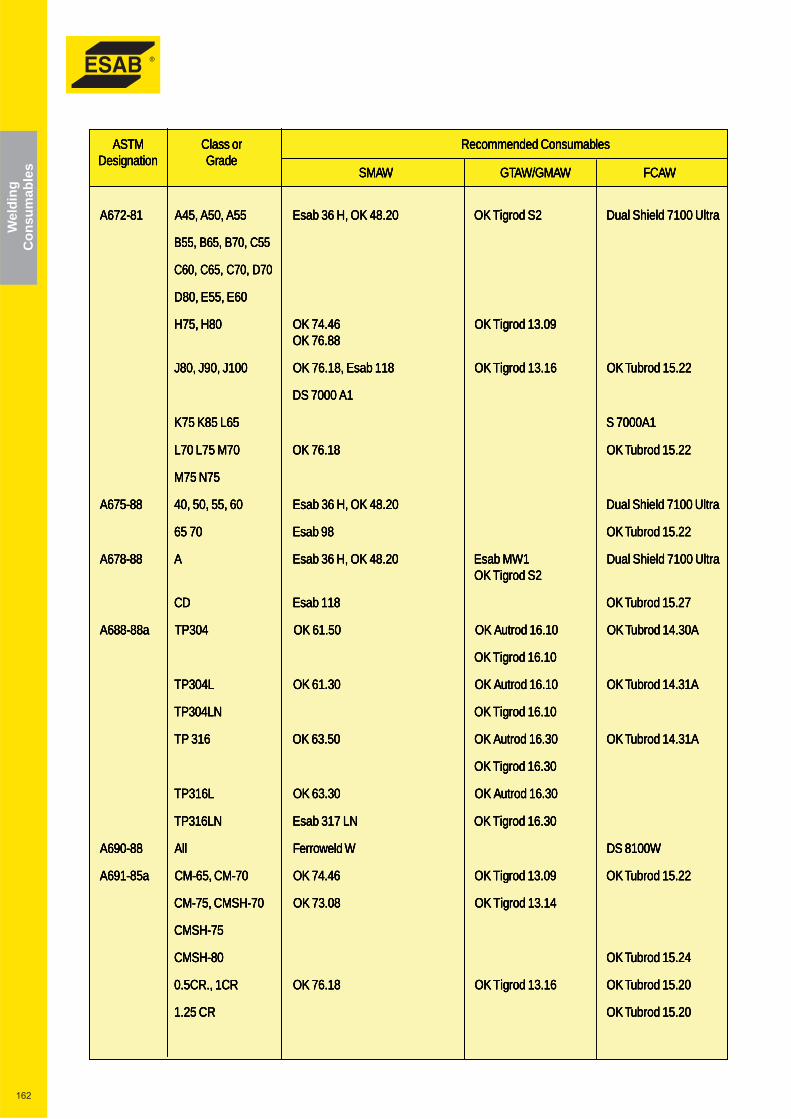
162
Wel
ding
Con
sum
able
s
ASASASASTTTTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SSSSMMMMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
A672-8A672-8A672-8A672-81111 AAAA45454545,,,, A50A50A50A50,,,, A5A5A5A55555 EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaa
BBBB55555555,,,, BBBB65656565,,,, BBBB70707070,,,, C5C5C5C55555
C60C60C60C60,,,, C65C65C65C65,,,, C70C70C70C70,,,, D7D7D7D70000
D80D80D80D80,,,, E55E55E55E55,,,, E6E6E6E60000
99990000....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO66664444....44447777 KKKKOOOO00008888HHHH ,,,,55557777HHHHOOOOKKKK 76767676....88888888
J80J80J80J80,,,, JJJJ90909090,,,, J10J10J10J100000 OKOKOKOK 76767676....18181818,,,, EsabEsabEsabEsab 111111118888 OOOOKKKK TTTTiiiiggggrodrodrodrod 13131313....11116666 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....22222222
DDDDSSSS 7000700070007000 AAAA1111
1111AAAA0000000000007777 SSSS55556666LLLL 55558888KKKK 55557777KKKK
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88881111....66667777 KKKKOOOO00007777MMMM 55557777LLLL 00007777LLLL
M75M75M75M75 N7N7N7N75555
A675-8A675-8A675-8A675-88888 aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD00002222....88884444 KKKKOOOO ,,,,HHHH 66663333 bbbbaaaassssEEEE00006666 ,,,,55555555 ,,,,00005555 ,,,,00004444
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88889999 bbbbaaaassssEEEE00007777 55556666
A678-8A678-8A678-8A678-88888 AAAA EEEEsabsabsabsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEEDDDDCCCC
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO444400003333PPPPTTTTaaaa88888888----888888886666AAAA
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOOLLLL444400003333PPPPTTTT
ggggiiiiTTTT KKKKOOOONNNNLLLL444400003333PPPPTTTT rodrodrodrod 16161616....11110000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333 PPPPTTTT
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000
00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333PPPPTTTT
TTTTP316LP316LP316LP316LNNNN 00003333....66661111 ddddoooorrrrggggiiiiTTTT KKKKOOOONNNNLLLL 777711113333 bbbbaaaassssEEEE
WWWW0000000011118888 SSSSDDDDWWWW ddddlllleeeewwwwoooorrrrrrrreeeeFFFFllllllllAAAA88888888----000099996666AAAA
ggggiiiiTTTT KKKKOOOO66664444....44447777 KKKKOOOO00007777----MMMMCCCC ,,,,55556666----MMMMCCCCaaaa55558888----111199996666AAAA rodrodrodrod 13131313....00009999 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....22222222
44441111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOO00007777----HHHHSSSSMMMMCCCC ,,,,55557777----MMMMCCCC
CMSH-7CMSH-7CMSH-7CMSH-75555
CMSH-8CMSH-8CMSH-8CMSH-80000 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22224444
00002222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO66661111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOORRRRCCCC1111 ,,,,....RRRRCCCC5555....0000
1111....25252525 CCCCRRRR OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22220000
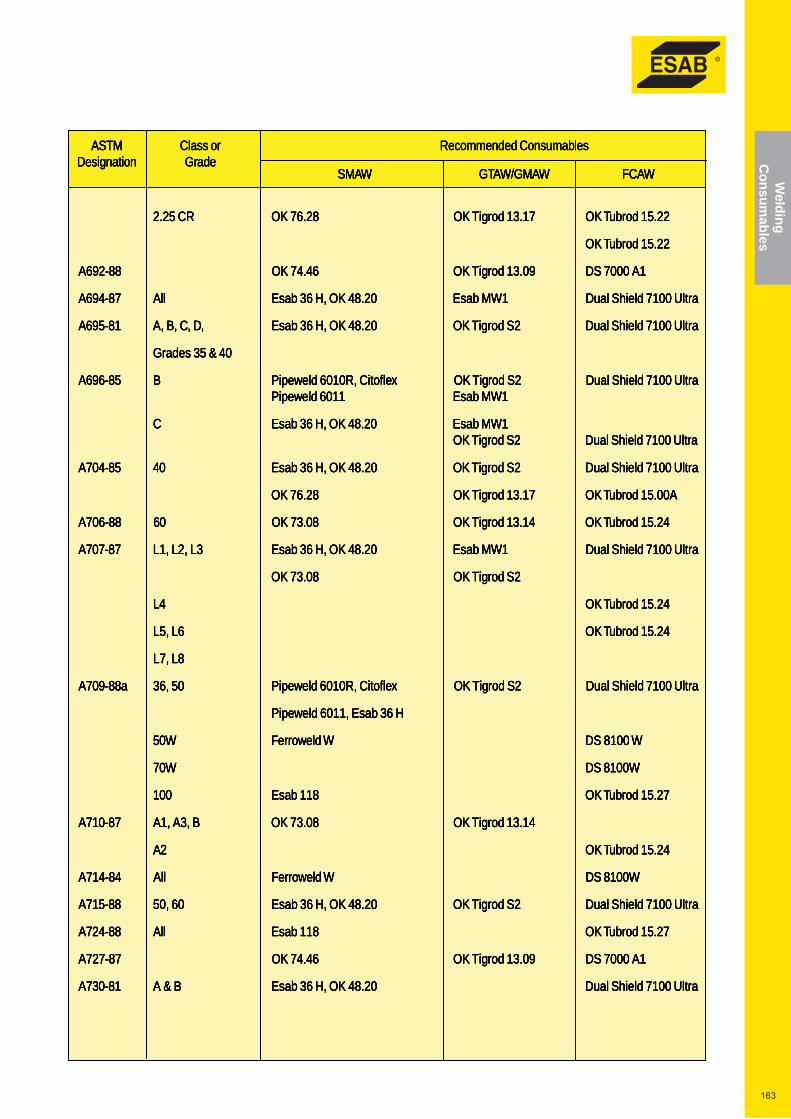
163
Welding
Consum
ables
ASTASTASTASTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SMSMSMSMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOORRRRCCCC 55552222....2222
OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22222222
ggggiiiiTTTT KKKKOOOO66664444....44447777 KKKKOOOO88888888----222299996666AAAA rodrodrodrod 13131313....00009999 DDDDSSSS 7000700070007000 AAAA1111
AAAA694-8694-8694-8694-87777 AAAAllllllll EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
AAAA695-8695-8695-8695-81111 AAAA,,,, BBBB,,,, CCCC,,,, DDDD,,,, EEEEssssabababab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
GradesGradesGradesGrades 35353535 &&&& 40404040
AAAA696-8696-8696-8696-85555 BBBB PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaPipPipPipPipeeeewwwweldeldeldeld 6016016016011111 EEEEsabsabsabsab MMMMWWWW1111
CCCC EsabEsabEsabEsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EEEEsabsabsabsab MMMMWWWW1111OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaa
AAAA704-8704-8704-8704-85555 44440000 EEEEssssabababab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
AAAA00000000....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOO
ggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOO0000666688888888----666600007777AAAA rodrodrodrod 13131313....11114444 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....22224444
AAAA707-8707-8707-8707-87777 L1L1L1L1,,,, L2L2L2L2,,,, LLLL3333 EsabEsabEsabEsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000 EEEEssssabababab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
2222SSSS ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOO
LLLL4444 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22224444
L5L5L5L5,,,, LLLL6666 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22224444
L7L7L7L7,,,, LLLL8888
AAAA709-88709-88709-88709-88aaaa 36363636,,,, 55550000 PPPPipipipipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx OOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
PipPipPipPipeeeewwwweldeldeldeld 6011,6011,6011,6011, EsabEsabEsabEsab 36363636 HHHH
SSSSDDDDWWWW ddddlllleeeewwwwoooorrrrrrrreeeeFFFFWWWW00005555 8100810081008100 WWWW
70707070WWWW DSDSDSDS 8100810081008100WWWW
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE000000001111
AAAA710-8710-8710-8710-87777 44441111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOOBBBB ,,,,3333AAAA ,,,,1111AAAA
AAAA2222 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22224444
WWWW0000000011118888 SSSSDDDDWWWW ddddlllleeeewwwwoooorrrrrrrreeeeFFFFllllllllAAAA44448888----444411117777AAAA
AAAA715-8715-8715-8715-88888 50505050,,,, 66660000 EEEEssssabababab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 OKOKOKOK TTTTiiiiggggrodrodrodrod SSSS2222 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaa
AAAA724-8724-8724-8724-88888 AAAAllllllll 77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE
ggggiiiiTTTT KKKKOOOO66664444....44447777 KKKKOOOO77778888----777722227777AAAA rodrodrodrod 13131313....00009999 DDDDSSSS 7000700070007000 AAAA1111
AAAA730-8730-8730-8730-81111 AAAA &&&& BBBB aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDD00002222....88884444 KKKKOOOO ,,,,HHHH 66663333 bbbbaaaassssEEEE
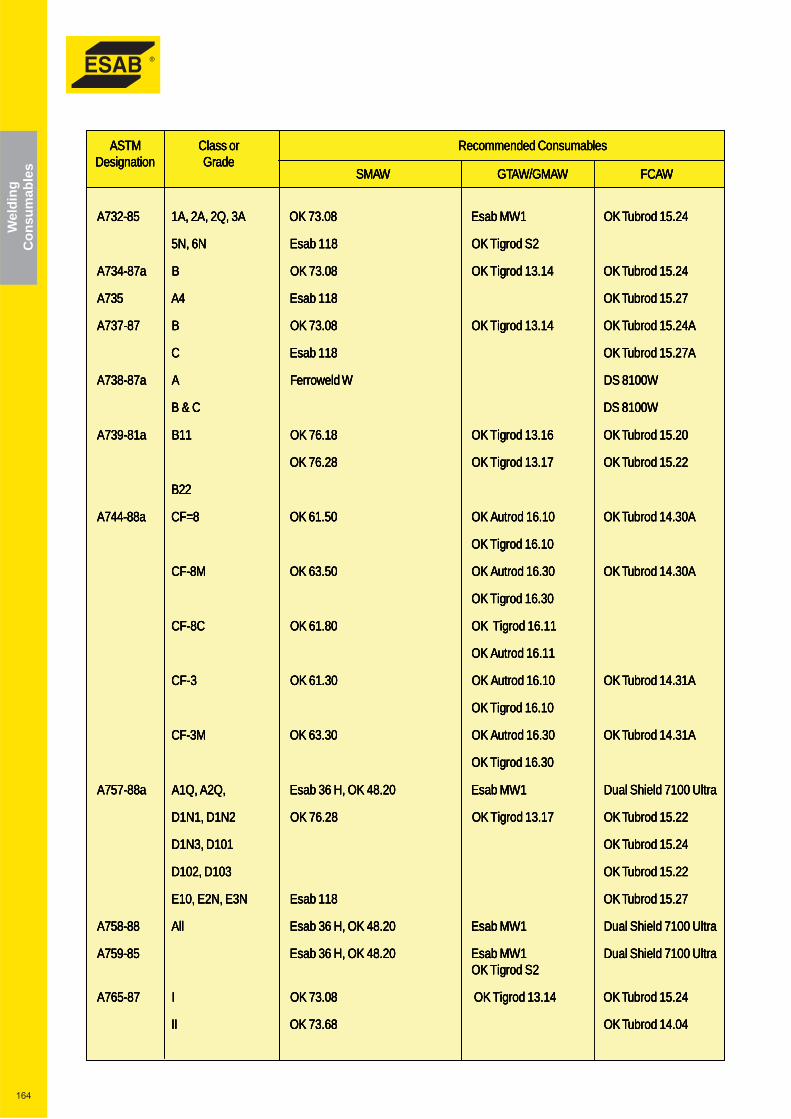
164
Wel
ding
Con
sum
able
s
ASASASASTTTTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SSSSMMMMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
A732-8A732-8A732-8A732-85555 44442222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO1111WWWWMMMM bbbbaaaassssEEEE88880000....33337777 KKKKOOOOAAAA3333 ,,,,QQQQ2222 ,,,,AAAA2222 ,,,,AAAA1111
2222SSSS ddddoooorrrrggggiiiiTTTT KKKKOOOO888811111111 bbbbaaaassssEEEENNNN6666 ,,,,NNNN5555
ggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOOBBBBaaaa77778888----444433337777AAAA rodrodrodrod 13131313....11114444 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22224444
A73A73A73A735555 AAAA4444 77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE
ggggiiiiTTTT KKKKOOOO88880000....33337777 KKKKOOOOBBBB77778888----777733337777AAAA rodrodrodrod 13131313....11114444 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....24242424AAAA
AAAA77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEECCCC
WWWW0000000011118888 SSSSDDDDWWWW ddddlllleeeewwwwoooorrrrrrrreeeeFFFFAAAAaaaa77778888----888833337777AAAA
BBBB &&&& CCCC DDDDSSSS 8100810081008100WWWW
ggggiiiiTTTT KKKKOOOO88881111....66667777 KKKKOOOO11111111BBBBaaaa11118888----999933337777AAAA rodrodrodrod 13131313....11116666 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....22220000
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOO
B2B2B2B22222
A744-88A744-88A744-88A744-88aaaa CCCCF=F=F=F=8888 OKOKOKOK AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOOMMMM8888----FFFFCCCC
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000
ggggiiiiTTTT KKKKOOOO00008888....11116666 KKKKOOOOCCCC8888----FFFFCCCC rodrodrodrod 16.1116.1116.1116.11
OOOOKKKK AAAAuuuuttttrodrodrodrod 16161616....11111111
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOO3333----FFFFCCCC
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11110000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOMMMM3333----FFFFCCCC
OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....33330000
A757-88A757-88A757-88A757-88aaaa A1A1A1A1Q,Q,Q,Q, AAAA2222QQQQ,,,, EEEEsabsabsabsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaa
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOO2222NNNN1111DDDD ,,,,1111NNNN1111DDDD
D1N3D1N3D1N3D1N3,,,, D10D10D10D101111 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22224444
D102D102D102D102,,,, D10D10D10D103333 OKOKOKOK TTTTubrodubrodubrodubrod 15151515....22222222
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEENNNN3333EEEE ,,,,NNNN2222EEEE ,,,,00001111EEEE
A758-8A758-8A758-8A758-88888 AlAlAlAlllll EEEEsabsabsabsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EEEEssssabababab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaa
A759-8A759-8A759-8A759-85555 EEEEsabsabsabsab 36363636 HHHH,,,, OKOKOKOK 48484848....22220000 EEEEssssabababab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaaOOOOKKKK TTTTiiiiggggrodrodrodrod SSSS2222
ggggiiiiTTTT KKKKOOOO 88880000....33337777 KKKKOOOOIIII77778888----555566667777AAAA rodrodrodrod 13131313....11114444 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....22224444
44440000....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO88886666....33337777 KKKKOOOOIIIIIIII
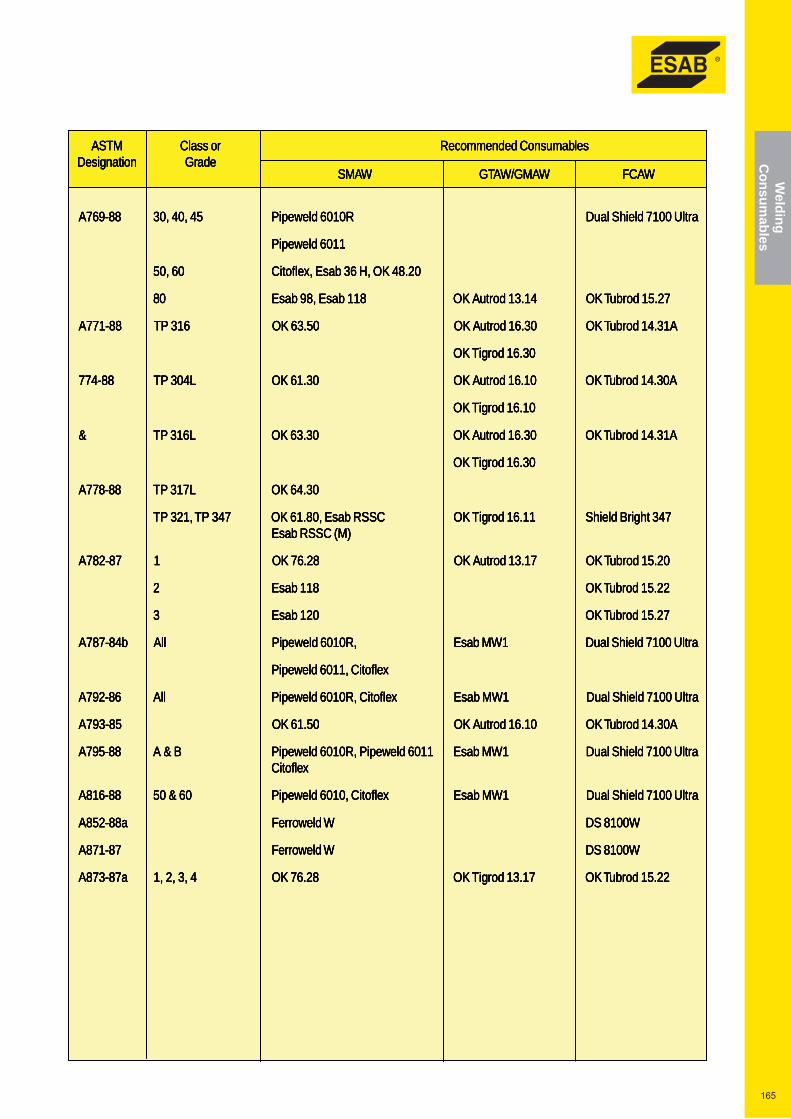
165
Welding
Consum
ables
ASTASTASTASTMMMM sssseeeellllbbbbaaaammmmuuuussssnnnnooooCCCC ddddeeeeddddnnnneeeemmmmmmmmoooocccceeeeRRRRrrrroooo ssssssssaaaallllCCCCDeDeDeDessssignaignaignaignattttioioioionnnn GGGGrrrradadadadeeee
SMSMSMSMAAAAWWWW GGGGTTTTAAAAW/GW/GW/GW/GMMMMAAAAWWWW FFFFCCCCAAAAWWWW
AAAA769-8769-8769-8769-88888 aaaarrrrttttllllUUUU 0000000011117777 ddddlllleeeeiiiihhhhSSSS llllaaaauuuuDDDDRRRR0000111100006666 ddddlllleeeewwwweeeeppppiiiiPPPP55554444 ,,,,00004444 ,,,,00003333
PipPipPipPipeeeewwwweldeldeldeld 6016016016011111
50505050,,,, 66660000 CiCiCiCittttoooofffflllleeeexxxx,,,, EEEEsabsabsabsab 36363636 HHHH,,,, OOOOKKKK 48484848....22220000
88880000 EEEEsabsabsabsab 98989898,,,, EsabEsabEsabEsab 111111118888 OKOKOKOK AAAAuuuuttttrodrodrodrod 13131313....11114444 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....22227777
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....33336666 KKKKOOOO666611113333 PPPPTTTT88888888----111177777777AAAA
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....11116666 KKKKOOOOLLLL444400003333 PPPPTTTT88888888----444477777777
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....11110000
AAAA11113333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00003333....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00003333....33336666 KKKKOOOOLLLL666611113333 PPPPTTTT&&&&
OKOKOKOK TTTTiiiiggggrodrodrodrod 16161616....33330000
AAAA778-8778-8778-8778-88888 TTTTPPPP 317317317317LLLL OOOOKKKK 64646464....33330000
TPTPTPTP 321321321321,,,, TTTTPPPP 343434347777 OKOKOKOK 61616161....80808080,,,, EEEEssssabababab RRRRSSSSSSSSCCCC OOOOKKKK TTTTiiiiggggrodrodrodrod 16161616....11111111 SSSShieldhieldhieldhield BBBBrighrighrighrightttt 343434347777EEEEssssabababab RRRRSSSSSCSCSCSC (M(M(M(M))))
00002222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO77771111....33331111 ddddoooorrrrttttuuuuAAAA KKKKOOOO88882222....66667777 KKKKOOOO111177778888----222288887777AAAA
22222222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO888811111111 bbbbaaaassssEEEE2222
77772222....55551111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO000022221111 bbbbaaaassssEEEE3333
AAAA787-84787-84787-84787-84bbbb AlAlAlAlllll PPPPipipipipeeeeweldweldweldweld 6010R6010R6010R6010R,,,, EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
PipPipPipPipeeeewwwweldeldeldeld 6011601160116011,,,, CiCiCiCittttoooofffflllleeeexxxx
AAAA792-8792-8792-8792-86666 AAAAllllllll PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, CiCiCiCittttoooofffflllleeeexxxx EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual SSSShieldhieldhieldhield 7100710071007100 UlUlUlUlttttrrrraaaa
AAAA00003333....44441111 ddddoooorrrrbbbbuuuuTTTT KKKKOOOO00001111....66661111 ddddoooorrrrttttuuuuAAAA KKKKOOOO00005555....11116666 KKKKOOOO55558888----333399997777AAAA
AAAA795-8795-8795-8795-88888 AAAA &&&& BBBB PipPipPipPipeeeewwwweldeldeldeld 6010R6010R6010R6010R,,,, PipPipPipPipeeeewwwweldeldeldeld 6016016016011111 EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaaCiCiCiCittttoooofffflllleeeexxxx
AAAA816-8816-8816-8816-88888 50505050 &&&& 66660000 PipPipPipPipeeeewwwweldeldeldeld 6010601060106010,,,, CiCiCiCittttoooofffflllleeeexxxx EsabEsabEsabEsab MMMMWWWW1111 DualDualDualDual ShieldShieldShieldShield 7100710071007100 UlUlUlUlttttrrrraaaa
WWWW0000000011118888 SSSSDDDDWWWW ddddlllleeeewwwwoooorrrrrrrreeeeFFFFaaaa88888888----222255558888AAAA
WWWW0000000011118888 SSSSDDDDWWWW ddddlllleeeewwwwoooorrrrrrrreeeeFFFF77778888----111177778888AAAA
ggggiiiiTTTT KKKKOOOO88882222....66667777 KKKKOOOO4444 ,,,,3333 ,,,,2222 ,,,,1111aaaa77778888----333377778888AAAA rodrodrodrod 13131313....11117777 OOOOKKKK TTTTubrodubrodubrodubrod 15151515....22222222
Related Documents











