1 CHAPTER -I

Aruna Alloy Steel Pvt Ltd co ,Madurai -S.ABARNA PREETHI MBA
Aug 18, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
1
CHAPTER -I
2
INDUSRTY PROFILE:
The Indian steel industry ,one of the core industries in india,is more than a
century old when the first integrated steel plant was established by Tata Iron and steel in
1907.India is currently the world’s fourth producer of crude steel and is expected to become
the second largest producer by 2015
Steel industry derives its demand from other important sectors like
infrastructure, aviation, engineering construction,automobile,pipes and tubes etc.thus its
intense integration with other important industries makes it a strategic sector for the
governments as well
The indian steel sector enjoy advantages of domestic availability of raw
material and cheap labour. Recent mining restrictions have put a strain on its
availability.This abundance has been providing a major cost advantages to the domestic
steel industry.
Steel plays a vital role in the development of any modern and emerging
economy.The per capita consumption of steel is generally accepted as a yardstick to
measure the level of socio-economic development and living standards of its countrymen.as
such,no developing country can afford to ignore the steel industry.
Therefore,through this conglomeration of government,policy
makers,industrial leaders and potential investors from india and abroad is to discuss new
growth drivers that are revolutionizing the indian steel industry and assess the challenges
and opportunities associated with new technologies along with identifying new growth
frontiers.
The beginning :
The modern iron and steel industry in india owes its origin to the grand
vision and perseverance of jamseti Nusserwani Tata .The tata iron and steel company
limited (Tata steel) was registered in Bombay on 26th
august 1907.The construction of the
steel plant was then taken up in earnest with the first stake being driven in February
1906.R.G.Wells,an American with steel plant construction experience took over as the
General manager in 1909.Success came when the first blast furnace was blown –in on 2nd
December 1911,and the first ingot rolled on 16th
February 1912.
3
The company was originally constructed for capacity of 1,60,000 tonnes
of pig iron,1,00,000 tones of ingot steel,70,000 tones of rails,beams and shapes and 20,000
tonnes of bars,hoops and rods.The plant essentially consisted of a battery of 180 non-
recovery coke ovens and 30 by product ovens with a sulphuric acid plant,Two blast
furnaces(each of 350 tonness per day capacity) one 300 tonne hot metal mixer ,four open
hearth furnaces of 50 tonne capacity each,one steam engine driven40-inch reversing
blooming mill,one 28-inch reversing combination rail and structure mill with re-heating
furnaces,and one 16-inch and two 10-inch rolling mills.besides ,the steel works had a power
house,auxillary facilities and a well equipped laboratory. The cost of the plant as erected
came to around rs.23 million.
LIBERALISATION OF THE INDIAN STEEL SECTOR
The important policy measures, which have been taken for the growth and
development of the indian iron and steel sector are as under:
In the new industrial policy announced in july,1991,iron and steel industry among
others,was removed from the list of industries reserved for the public sector and
also exempted from the provisions of compulsory licensing under the
industries(Development and regulation) act 1951.
With effect from 24.5.92,iron and steel industry was included in the list of ‘high
priority’ industries for automatic approval for foreign equity investment upto
51%.This limit has since been increased to 100%.
Pricing and distribution of steel were deregulated from January,1992.At the same
time,it was ensured that priority continued to be accorded for meeting the
requirements of small scale industries, exporters of engineering goods and north
eastern, besides strategic sector such as defense and railways
The import duty on capital goods was reduced from 55% o 25%.Duties on raw
materials for steel production were reduced.These measures reduced the capital
costs and production costs of steel plants
4
Freight equalization scheme was withdrawn in January 1992.however,with the
coming up of new steel plants in different parts of the country,iron and steel
materials are freely available in the domestic market.
Levy on account of steel development fund was discontinued from April,1994 there
by providing greater flexibilty to main producers to respond to market forces.
5
1. INTRODUCTION:
1.1 company profile -:
The temple city of Madurai houses a world class foundry “Aruna Alloy
Steels Pvt. Ltd.”, a versatile company which laid down its roots in the memorable year of
1961 as a small scale industry. From 1999 Aruna is forging ahead to dedicate itself
exclusively to the valve industry. Aruna has excelled itself in the faultless supply of high
performance valve castings ranging from 5 kg to 6000 kg that have a maximum pressure
rating of 5000 PSI and up to 36″ in size. Aruna is a sought after supplier of high quality
steel valve castings manufactured in Carbon Steel, Alloy Steel, Stainless Steel and Nickel
Alloy for the ‘Oil’, ‘Gas’, ‘Thermal and Hydro Power’, ‘Nuclear Power’, and ‘Chemical’
Industry .
The company is now a world class certified supplier of steel castings to
reputed valve manufacturers both in Domestic and in International Arena. The company’s
dedication and focus is reflected in our strengthening competitive position and growth.
Aruna is emerging as a customer-centric entrepreneurial company focused on sustainable
value creation for all stakeholders.
Aruna’s current production capacity is 5,000 Tonnes of steel castings per
year. Aruna has emerged as one of the effective and reliable steel casting foundry’s in the
World for the manufacture of critical alloys and castings for critical applications. It
operates 3 plants with a diverse capacity. A new machining facility also has been added
for the supply of machined castings to Valve manufacturer .
Managing director – mrs.Arunachalam since 1972 graduated from
Annamalai university in 1972.bachlor degree in mechanical engineering.he did MBA in
Madurai kamaraj university in 1988 ,DOB-31-12-1947 ,his career started aruna In 2007
3rd
generation enterprenur,master industry engineering at university of norma.MBA
FINANCE at eaasee western university Cleveland in 2001
Aruna alloy steels pvt formely known as aruna machine tools is a landmark
in the industrial scenario of Madurai.The roots of this reputed plant were laid down in
the year 1961by late AR.sevugan chettair,a first generation ins
6
1.2 vision -:
Safe, Environmentally friendly and dependable World Class Steel Foundry
manufacturing machined valve castings for severe and critical application in complex
materials.
1.3 MISSION:-
Continually delight the customer with quality and on-time delivery for forging
long term sustainable win-win partnerships
Continuously improvise effectiveness of management to strengthen the system and
focus people on data driven decision analysis and problem solving
Continuously invest and develop people with core skills to improve competency
and organizational involvement
Enhance capabilities and invest in new technology to improve productivity and
supply finished products for severe and critical applications
1.4 objectives:
To know customer focused result in high customer retention
To know Marketing focus to keep the changing trends and the need of the
customers
To know A professional approach that translate knowledge and data into
implements as per market needs
Quality
Proven track record to meet global quality standards
Demonstrated capability with production of Valve Casting for Nuclear Power
Applications
Well integrated efficient quality systems to monitor quality assurance of products
Solidification simulation to analyze integrity of casting and reduce defects
Strong & Integrated Documentation control Service
7
Sustainable process to support the development of over 20 new castings per month
Customer focused planning & execution for reliable delivery
Competitive Lead Times
Product range :
One stop shop for sourcing with a wide casting weight range – 5kg to 6000 Kg
Diverse product portfolio and high Alloy casting capability
Exotic and special materials manufacturing Organization
Experienced management team dedicated to deliver sustained value creation
Continuous improvement to develop world class manufacturing
Logistics:
International airport with well connected passenger flights
Well connected with both air,rail,road and sea transportation
8
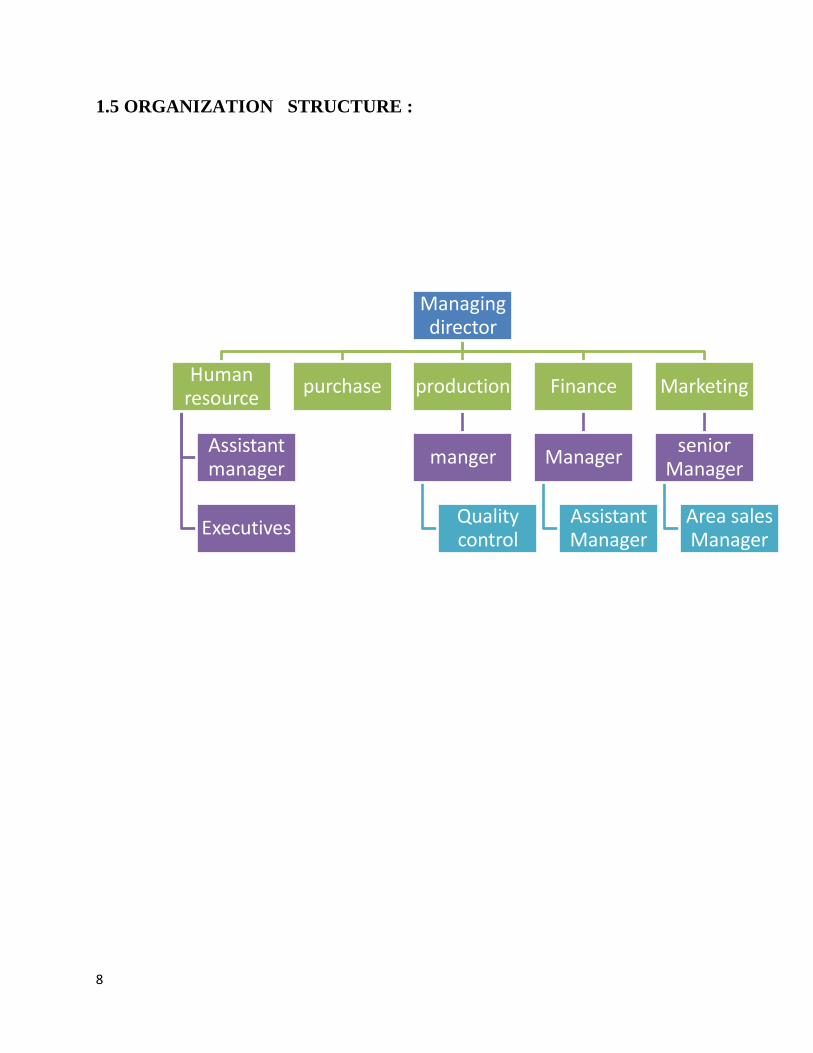
1.5 ORGANIZATION STRUCTURE :
Managing director
Human resource
Assistant manager
Executives
purchase production
manger
Quality control
Finance
Manager
Assistant Manager
Marketing
senior Manager
Area sales Manager
9
1.6 COMPANY ACHIEVEMENTS
Aruna developed agitator casting in CF8 material level-2 in
radiography for Indian satellite instant by ISRO
Supplied casting for cryogenic value casting
Customer approved for international engineering procurement
Value casting
1.7 AWARDS
EEPC award in 1998-1989 ,1991-92 railway rolling stock best
exporter.
Best foundary PG s Award in the southern region for the year 2001-
2002.
Highest productivity in foundry DR.velappan award for the year
2002-2003
4 natinal award to have been awarded to the managing director
Mr.s.v arunachalam best foundry man of the country in the year
2003 by Indian institute of foundary men.
Export excellance award for the yr 2007 by IIFM,EEPC,SILVER
MEDAL regional export excellance award for the year 2006-2007
Latest news :
ARUNA has the best of breed people,process and technology and has
invested heavily on R&D
Safe,environmentally friendly and dependable world class steel foundry
manufacturing machined
Aruna has best R&D infrastructure
Aruna alloys have launched their revamped site in aruna alloy steels pvt
10
1.8 GOVERNANCE :
The Director ,The manager and The supervisor all have responsibilities in the work
place .directors are responsibile to the business,customers,employees,suppliers and
shareholders.
Directors :
The directors create the plans. Directors work sincere they have generalist
experience,or sometimes more importantly good contacts
Managing director :
The managing director is the head of the organization and controlling the
organization .Their work is often described as “getting things done with or through
people”
Senior manager:
Senior manager make top level decision in an organization. Their decision is to
make detailed skilled judgment .
Middle manager:
Middle manager organize and control the resources of an organization within
guidelines
Junior manager:
Junior manager is usually concerned with the short term supervisory activities
making sure that order get out on time and resources .
Supervisors :
Supervisor are also woking sincerely in this organization they are people who
know how things should be at ground level . All must wear ID cards compulsorily
shoes and uniform neat and clean ,supervisor want to check all of these
All must wear helmet then only they allow bike inside an organization otherwise
parking is outside the organization.
11
1.9 ADMINISTRATION, DUTIES AND RESPONSIBILITIES:
The role of administration department within an organization is to process all of the
admin and documents for the rest of the company. There are many different departments
that need to have different things done with their admin. The main functions of an admin
department of an organization are:
To process paperwork for external suppliers.
To process paperwork and information for internal people. This could be anything
from looking after the basic bills to the internal post.
Looking after the internal communications so that all members of the organization
are aware of what is going on within the organization.
Organizing any deliveries or suppliers coming into the offices for the day for any
reason.
Arranging company extras such as company cars and any hotels for business trips
that may be needed.
Sending out any mail on behalf of the company. This could be for different
stakeholders, customers or even for staff.
The admin department will be responsible for ensuring that all records that pass through
the department are filed correctly and can be found and referred to if and when they ever
become necessary.
These will be records of purchases and expenses from different parts of the company and
their approval from the finance department. There will also be different confidential
information about employees that are owned by the Human Resources department. These
12
too will be stored and used by the admin department. This is an important department for
any company and they work across all departments and with all kinds of work
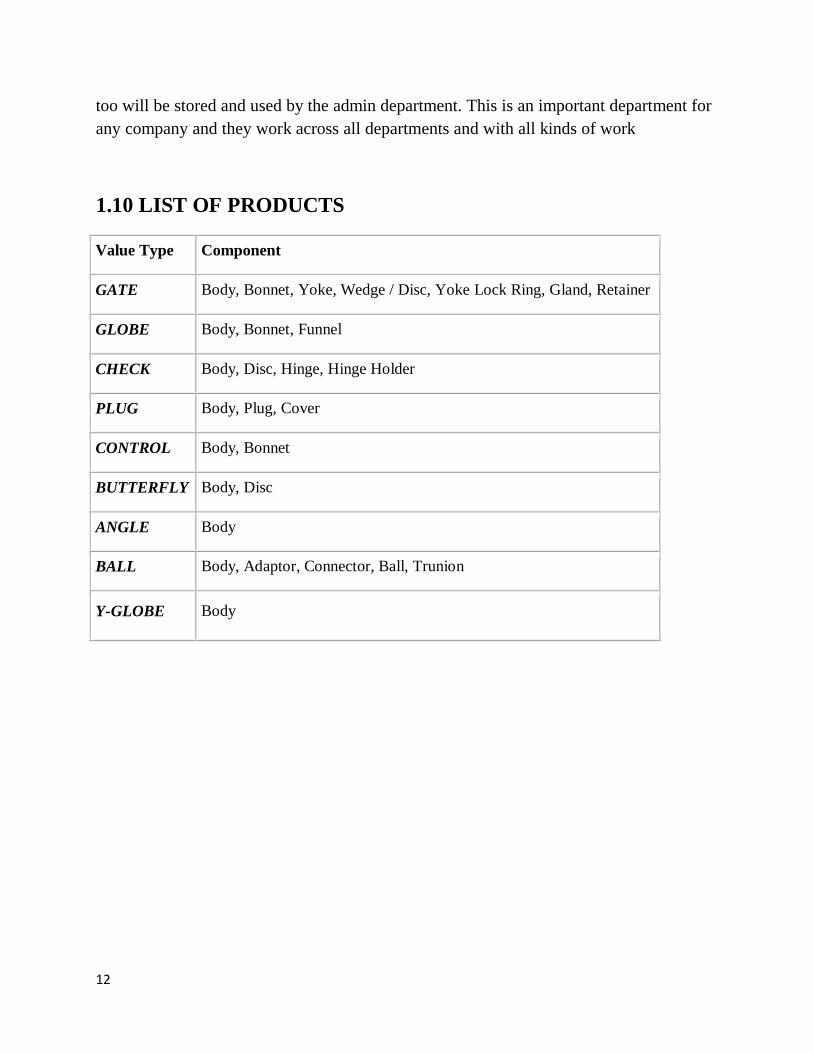
1.10 LIST OF PRODUCTS
Value Type Component
GATE Body, Bonnet, Yoke, Wedge / Disc, Yoke Lock Ring, Gland, Retainer
GLOBE Body, Bonnet, Funnel
CHECK Body, Disc, Hinge, Hinge Holder
PLUG Body, Plug, Cover
CONTROL Body, Bonnet
BUTTERFLY Body, Disc
ANGLE Body
BALL Body, Adaptor, Connector, Ball, Trunion
Y-GLOBE Body
13
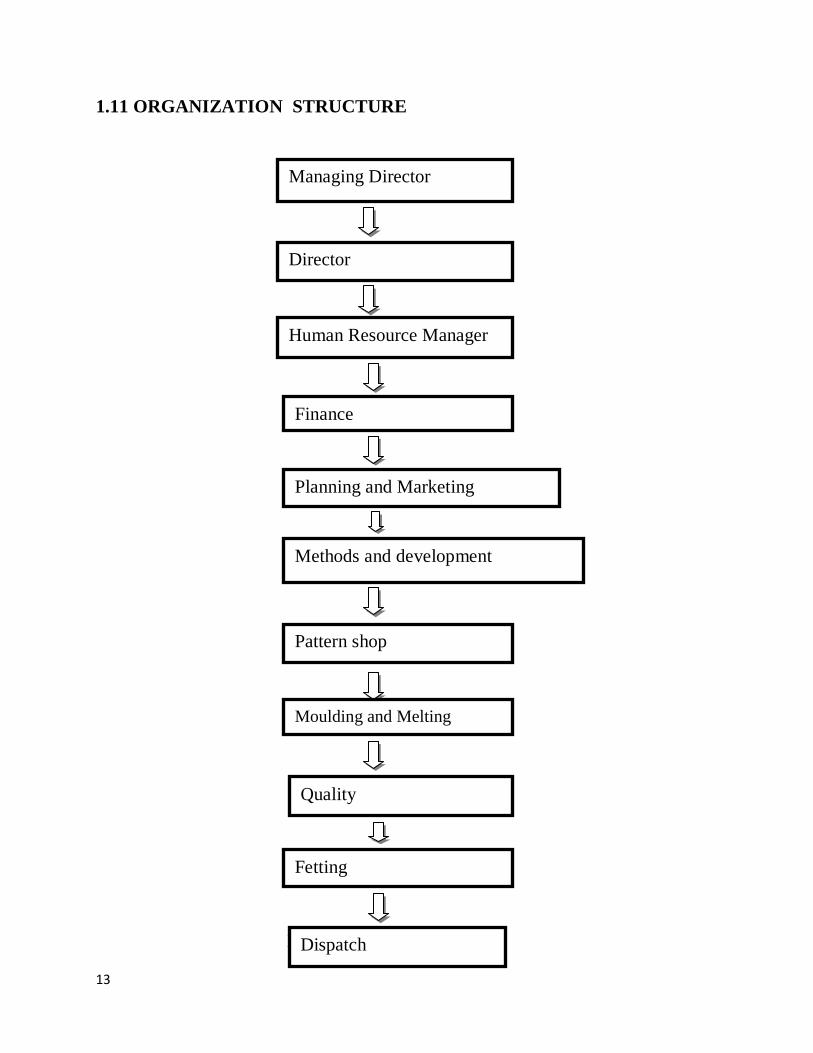
1.11 ORGANIZATION STRUCTURE
MANAGING DIRECTOR
DIRECTOR
HR
FINANCE
PLANNING AND MARKETING
METHODS AND DEVELOPMENT
PATTERN SHOP
MOULDING ,MELTING
QUALITY
FETTING
DISPATCH
Managing Director
Director
Human Resource Manager
Finance
Planning and Marketing
Methods and development
Pattern shop
Moulding and Melting
Quality
Fetting
Dispatch
14
Departments
CHAPTER 2
15
Departments
HR
PURCHASE
PRODUCTION FINANCE
Markeing
16
2. HUMAN RESOURCE DEPARTMENT
2.1 HUMAN RESOURCE OBJECTIVES:
To known about HR work selection process, recruitment,training
attendance,leave& permission etc
Implementing a human resources strategy
Key reason why a strategy is necessary and in particular explore 3 critical areas
i. Risk management
ii. Recruitment
iii. Retention
2.2 REGULAR ACTIVITIES
The management deals with control of men,money,material and machines.
company is taking much interest on maintaining relation with labor force. The main
responsibility of this department is
To provide welfare measures
To recruit employees.
To train and place them in job
The following are the kaizen 7s process that is followed in the company
Seiri-sort out and eliminate un necessary things
Seiton-systematic arrangement of the things
Seiso-clean the place and machine well
Seiketsu-maintain atmosphere
Shikkari- not to give up system at any situation
Sahou- doing everything in a good manner
17
2.3 DEPARTMENT STRUCTURE:
Deputy General Manager
Assistant Human Resource Manager
Executive Officer Assistant
Personal Officer
18
The subject mattern of this department concern with
Recruitment,selection,orientation,attendance, leave and permission,wages,performance
appraisal,training and development,gratuity,pension scheme,factory act employee
provident fund,safety and welfare activities ,councelling and motivation.
Selection :
Selection Is based on resume .After selection, interview is conducted attend
and based on their skills candidates are selected according to their knowledge based on
the resume checking work, human Resource manager must select the candidates.
Orientation:
New employee and an introduction of The company terms and
condition,rules,procedure,policy arrangement,safety,health and security are they spend
each day in each department after orientation The candidates are ask to submit a report
then the department Faculties must provide feedback.
Attendance:
Human Resource department maintain attendance register and submit register in head
office every end of the month.even for training student attendance maintaining in
company
Salary is calculated based on attendance all the employee must wear id card when they
enter and leave no one can enter the company without sigining the register.
Leave and permission :
25 days leave – casual leave-10days
Privilege -8days
Remaining-7days
Employee – 8hours permission in a year
Sick leave – more than 2days means medical letter want to submit .if
employee take more than salary deducted
9days holiday provided to to national leave
19
Wages :
In Aruna alloy steel pvt ltd co confirm staff based on the no of days
working,they provide wages to the employee .over time wages are provided . labour once
in a week.
ESI are deducted from employee wages
Performance appraisal :
Appraisal are conducted once in a year like
increment,promotion,transfer is given based on performance appraisal .
Job knowledge,initative,mental attitude, quality of work, co-
operative,commitment,attendance,dicipiline,healthcondition,cleanliness,adjustment
,multi skills,equipment handling,emergency management,reparing knowledge
,trouble shooting ,cost conscious ,decision making,time management and stress
management.
Training and development :
Training –oreientation training ISO,safety,department related value stream,
house keeping, inventory ,repair and maintaince,supervisor skill development
management information system and quality control.
Employee – 125
Manager -5
Staff-40
No of worker – 60
No of temporary worker-20
Training – 3month training on the job ;Monetary and non monetary
benefit satisfied by personal department .All the employee having good relationship
between management and employee.
20
Behavioural training :
On identification of the employee behavioural needs they will be given
appropriate training,the training may be in house by HR personal or through outsourced
professional as per need.
Workers :
Apprentice is one who learn a skilled trade without getting any salary .They work
in industry to learn and get a real life experience.
Age limit – minimum 18years
Maximum 58years
Wage period :
Calendar month basis unskilled,semi skilled, skilled,higher skilled,employee
salary average only 6000 rupee
Over time- more than 48 hours .over time wages will be at rate of twice of the
basic wages
Over time not more than 50 hours
Employee insurance act 1948,allowance-4.75% ,bonus as per 1965 act.
Special incentive :
5yrs-1000 rs ; 10yrs-2500rs ;15yrs-4000 rs
Bonus and incentives:
Bonus and incentives very useful tools to motivate and reward employees when
they do their job well. The right incentives ensure employees maintain high level,
employee them to stay loyal to the company
To determine what a company seeks to address and what its seek to attain.there is
a slight difference between bonus and incentives’ bonus is generally monetary in nature
while an incentives can either be monetary or non monetary.
21
In determining correct bonus and incentives scheme its is important that with the
goals and objectives of the organization. A company has to take into account the nature
of business,the area operates in the competition its faces and core strength.
Leave policy :
5days casual leave attend personal and urgent requirement. Employee will given
10days for festival and government holiday, leave date put on the notice board and
communicated to the employee.
Working environment :
Proper lighting and ventilation in working area.
Tea break,lunch break are provided in the company itself
Rest room
Uniform and shoes
Education allowance is given to the worker children
Pick up and drop up facility are also available
No pollution area neat and clean
Drinking facility are provided
Canteen facility
Recruitment :
Recruitment considered to the manager and higher officials are been recruited by
the hr manager
The other labours education as not upgraded as 10th
pass is basic
2 .4 Promotion policies :
1.Every organization should formulate a sound policy regarding promotion of its
employees.uniform distribution of promotion opportunities through out the
company.equal opportunity for promotion should be provided to all catergories of job in
all the department
2.Suitable training and development opportunities should be provided so that employee
can prepare themselves for advancement
3.Detailed records of service and performance should be maintained for all employee
22
4.Policy should be fair and impartial
5.A suitable system of follow-up, counseling and review should be established. All
promotions should be on a trial basis and the progress of the promoted employee should
be monitored to ensure that all is going on well. Counseling and guidance should be
provided to the employees rejected for promotion.
6.Appropriate authority should be entrusted with the responsibility of taking decision on
promotion. The final authority to sanction a promotion should rest with the concerned
line executive. The human resource department should only suggest the names along with
their records
2. 5 TERMINATION, TRANSFER AND RETIREMENT POLICY:
Termination:
1. Workers: When they want to resign from the job, they can immediately
terminate their wok by giving termination letter to the HR department.
2. Employees: When employees want to terminate the job, they want to give
termination letter to the HR department before 15 days itself.
Transfer:
Transfer will be done once in a year and assign new job for workers. Multiple
training will be given to the workers for to substain in the growth of the organization. It is
simply said to be as job rotation.
Retirement:
After the completion of 58 years of age, retirement will be given to the employee
in the organization
23
2.6 GRIEVANCES HANDLING PROCEDURES:
Informal stage
Attempts should always be made to resolve matters by informal approaches.
First stage
A member of staff who believes they have a grievance arising from their employment
should raise the matter in writing with their supervisor, indicating that they seek recourse
to the grievance procedures. If the supervisor is involved in the grievance then the next
level of management should be approached.
The supervisor should arrange a formal meeting, normally within 7 days, in order to
consider the grievance. After due consideration the supervisor should then give their
response in writing within a further 7 days and advise the member of staff of their right to
have their grievance heard at the next stage of the procedure.
Second stage
If the matter is not resolved the staff member may refer the matter in writing to their head
of department, having notified their supervisor. If the head of department is involved in
the grievance then the Department of HR should be consulted for advice.
The head of department [or nominee] should arrange a formal meeting normally within
14 days in order to consider the grievance. After due consideration the head of
department should then give their response in writing within a further 14 days and advise
the member of staff of their right to have their grievance heard at the next stage of the
procedure.
Third stage
If the matter is not resolved the staff member may refer the matter in writing to the
Director of Human Resource Management, having notified their head of department.
24
The Director of Human Resource Management [or nominee] should arrange a formal
meeting, normally within 14 days, in order to consider the grievance. After due
consideration the decision of the Director of Human Resource Management [or nominee
will be given in writing within a further 14 days and the member of staff will be advised
of their right to have their grievance heard at the next stage of the procedure.
Final stage
If the matter is still not resolved, the staff member may ask the Registrar & Secretary to
convene a Grievance Panel. The Grievance Panel will normally be composed of a Pro-
Vice-Chancellor, as chair, a senior member of staff, and a member of staff nominated by
the relevant trade union
none of whom have prior involvement in the case. In the case of a staff member who is
not a member of a trade union then a member of the University Human Resource
Management Committee will be nominated by the Director of Human Resource
Management [or nominee]. The Director of Human Resource
Management [or nominee] and the grievant will be required to agree the composition of
the Grievance Panel.
The Department of HR should arrange a formal meeting, normally within 21 days, in
order to consider the grievance. After due consideration the decision of the Grievance
Panel will be given in writing within a further 14 days. The decision of the Grievance
Panel will be final.
The Department of HR will service the Grievance Panel, including recording a summary
of the findings.
25
3.PURCHASE DEPARTMENT :
3.1 PURCHASE ORDER :
A- process of material purchase order
B-process of AMC order
C-process of calibration order
D-process of pattern order
E-process of service order
F-machine order
MATERIAL PURCHASE ORDER PROCESS :
Indents received after approval of all level
Selection of supplier based on capability and availability this is a separate process
but it is done during the time.
Purchase order selection based on conformity of price,quality and delivery time
urgency
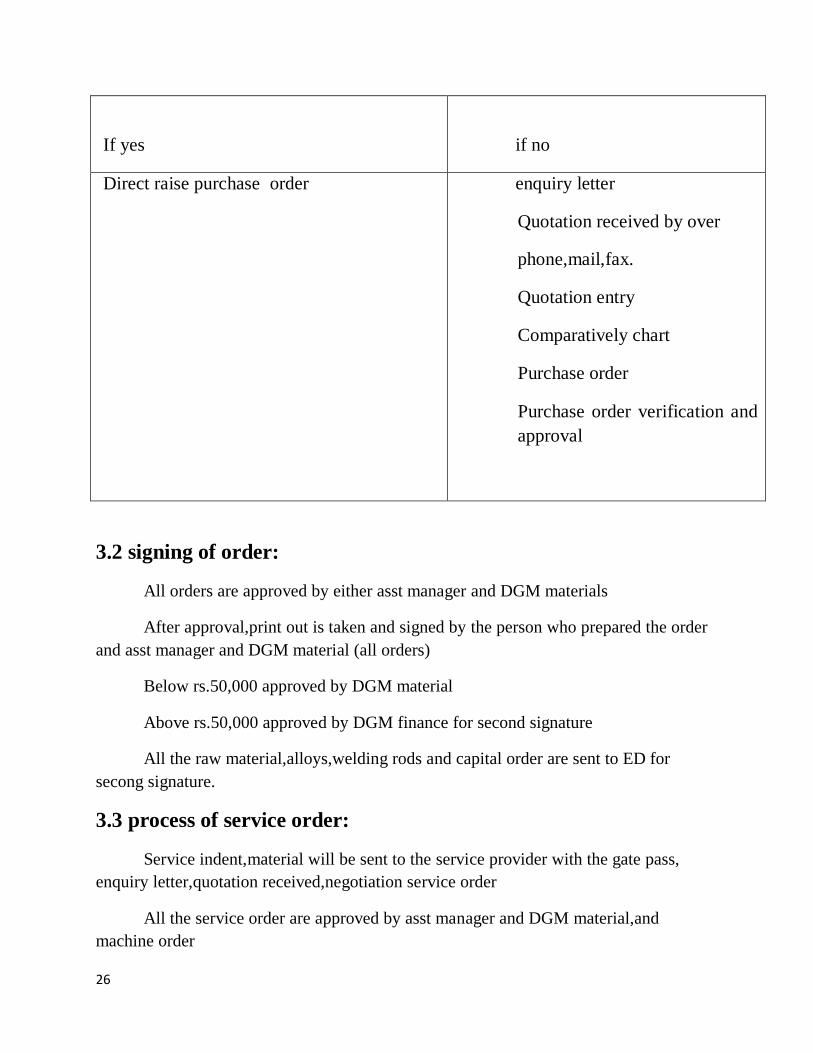
If existing price is maintained it will be routed through direct purchase order if
yes price is changed,it will be routed through no
26
If yes
if no
Direct raise purchase order
enquiry letter
Quotation received by over
phone,mail,fax.
Quotation entry
Comparatively chart
Purchase order
Purchase order verification and
approval
3.2 signing of order:
All orders are approved by either asst manager and DGM materials
After approval,print out is taken and signed by the person who prepared the order
and asst manager and DGM material (all orders)
Below rs.50,000 approved by DGM material
Above rs.50,000 approved by DGM finance for second signature
All the raw material,alloys,welding rods and capital order are sent to ED for
secong signature.
3.3 process of service order:
Service indent,material will be sent to the service provider with the gate pass,
enquiry letter,quotation received,negotiation service order
All the service order are approved by asst manager and DGM material,and
machine order
27
3.4 FILLING OF ORDER :
Capital,revenue,service,AMC, and calibration..
3.5 PURCHASING PROCEDURE :
The purchasing process for companies breaks down into eight clear steps. In the
first step the company identifies a need, for which the answer is the purchase of a
product. The final step is the execution of a purchase contract. The steps in between build
an organized, informed process that results in the company purchasing the right product
for the need from a qualified supplier whose product is the most durable for the price.
Identify Need
Identify the need for a product purchase. For example, a lawn company wants to offer
mowing services to its clients. To do this it needs to purchase a mower. Thus, the need to
make a purchase of a product, a mower, is identified.
Select Specific Product
Select a specific product to meet the need. For example the lawn company must select
which type of mower from the many push and riding varieties on the market meets the
companies need for a mower the best.
Appoint Purchase Team
Put a team together to manage the purchase process, including finalizing the list of
required technical specifications for the product and the bid solicitation and award
process.
Specify Technical Specifications
Arrive at a list of required technical specifications for the product to ensure it meets the
companies’ needs.
Budget for Purchase
28
Establish a budget for the purchase relying on the range of prices identified by the
research done in Step 3.
Research Potential Suppliers
Research the various product types that fit the need along with their suppliers to identify
the most durable model at the best price. If the lawn company decides to purchase a
riding mower, research is conducted into which brand and manufacturer provides the
most durable product for the price asked.
Solicit Bids
Solicit bids from the manufacturers and suppliers of the identified product that meets all
the required technical specifications.
Award Contract
Select a supplier from the bids submitted and award the purchase contract.
3.6 Inventory Management:
In stores department the spare parts for machineries are purchased. Usually spare
parts of the heavy machines are purchased from the industry where they purchased the
machines. The spare parts that are required to the machineries come to the notice if the
storekeepers through the supervisor or maintenance officer. In the note of the storekeeper,
required spare parts have been signed by assistant manager and spinning master and this
form is known as purchase indent.
In case the department does not contain the required parts, then they will make
arrangements to purchase those materials and this procedure is said to be purchase
requirement. After receiving the letter of requisition from the parties, the storekeeper
writes a letter to the parties. Usually they have good knowledge about machinery. Thus it
helps them to purchase goods and fine spare parts along with long period of guarantee.
Then they receive quotation from the parties
29
The storekeeper prepares comparative statement to analyze the price for each type
of materials, the stamen also includes party name, taxes, mode of payment whether it is
paid directly or through bank, delivery period and the particulars about the terms and
conditions. Later it has signed by the storekeeper and assistant manager, the statement is
sent to the managing director for the selection of the vendor.
The managing director has to select the party analyzing the comparative statement;
he has to finalize order regarding the required materials. They may request to reduce the
price of the materials. They receive the materials with in the specified period mentioned.
The payment is made according to the supplier wishes.
The seller having the original sales form and give the duplicate to the carriers. The
bill is sent to the buyer, and then the storekeeper should file all the bills and receipt, so
that it will be earlier to pay the amount. As they receive the material it is issued only in
FIFO method. They also maintained bin card for each and every material.
In the inventory management they are maintaining the minimum stock
level,maximum stock level and re order level.The store keeper are arranging the goods
easily manner in order to retrieve stock quickly and maintaining the clean environment
against fumes and dust.
3.7 MATERIAL PLANNING :
The material planning stage after the project has been awarded to SSD (through the
Material Planning and Control Group)
The Department is responsible for the planning and management of the supply chain
process with regards to both raw materials and fasteners, in addition to other special
buyouts. This is done through the Material Planning and Control Group and includes the
following major activities:
30
The close involvement and coordination with the Purchasing Department with
regards to the sourcing process and the selection of optimum suppliers whose
delivery dates satisfy the project’s requirements.
Uses Oracle ERP (Enterprise Resource Planning) applications for the planning,
ordering, tracking, receiving, and issuance of materials.
The thorough tracking of ordered materials for each phase of each project, which in turn
is reflected through a weekly released tracking report until the materials are fully
received at our shop. This report serves as a powerful tool for the fabrication planning as
well as for the phase wise tracking of the material across different projects.
The Engineering department of Structural Steel Division consists of two major
Engineering Offices located in Saudi Arabia and Jordan. The Engineering services
combine the excellence of technology with sound Engineering skills to result in greater
quality steel design and detailing services, management and delivery. Our systems and
software’s are capable and flexible to handle various requirements of our clients. We
have a team specialized in Engineering Software and their proficiency helps our clients to
achieve the most economical and structural efficient engineering solutions
The most suited infrastructure required for a 100 percent CAD environment.
Automation has been implemented to achieve accuracy and efficiency in designing
& detailing complex structures like Industrial buildings, pipe racks, Equipment
structures, high-rise buildings, ware houses etc.
In house developed connection design tools (as per ASD & LRFD) for various
codes are used to increase the efficiency and accuracy to produce connection
design for various types of complex structures. Design software STAAD PRO is
used by highly qualified Structural Engineers for structure design.
State of the art 3D modeling software Tekla structure (formerly XSteel) is being
used for steel detailing and all drawings are computer generated. Latest versions of
31
CAD Packages like AutoCAD and Micro Station are also used to provide accurate
and high quality drawings to meet customer requirement.
In house design link to Tekla structure being developed to ensure automatic
connection design data transfer to Tekla 3D model to make uniform, efficient and
error free connection.
CNC Team dedicated to verify & prepare CNC programs and improve the link of
CAD to CNC equipments at the fabrication shop to accelerate the production
activities by providing error free CNC data.
Fast communication achieved through electronic file transfer by E-mail or FTP
(File Transfer Protocol) using internet.
The Engineering department is capable of handling all types of structures in the
areas of structural design, connection design, erection & shop drawings
preparation including Bill of Materials. The department has a high capacity to
produce shop drawings and associated documents by the effective use of computer
software’s and qualified Experienced Engineers.
The Engineering Department achieves project requirements of delivery by
planning work activities, reviewing and coordinating between design, detailing
and other internal departments.
The Engineering department uses a piece mark code system which consists of the
item number and material finish, code for easy reference during fabrication and
erection and cross-checking of the details of the individual piece.
The Engineering department produces computerized field bolt list which gives full
details for erection such as quantity, type and finish of the bolt assembly
associated with each piece mark and connecting assemblies to identify the correct
bolt assembly for erection. In addition, a separate list for erection reference is
generated for loose part such as clip angles, splice plates... etc associated with
main members.
The Engineering department produces the Piece Mark Tracking Report (PMTR) to
track and monitor the progress and status of each piece in the whole project.
32
PMTR also presents status of the different stages of production for each project
including: Engineering completion, Production order, Preparation, Material fitting,
Welding, Shot blasting, Painting, Q.C. inspection and shipping completion.
PMTR presents the following information:
o Shop Drawings numbers
o Shop Drawings numbers
o Piece mark of each member
o Quantity
o Member description
o Unit and total weight
o Unit and total surface area
In addition to the above, PMTR also presents the different stages of production for each
job like: engineering completion, production order, material cutting, material fitting,
welding, shot blasting, painting, Q.C. inspection and shipping completion.
4.PRODUCTION DEPARTMENT:
4.1 INTEGRATION WITH OTHER DEPARTMENTS:
Production department is mainly concern with finance department only. From
purchasing of raw material to packing process, the capital will be needed for running the
business. For effective utilization of resource, scheduling must be carried out in the
process. By scheduling wastage of the steel will reduce and to achieve the 0% wastage
reduction. Next production department mainly concern with HR department, it will
observe the performance of the employees who are
working on the company. This department will increase productivity of the company.
33
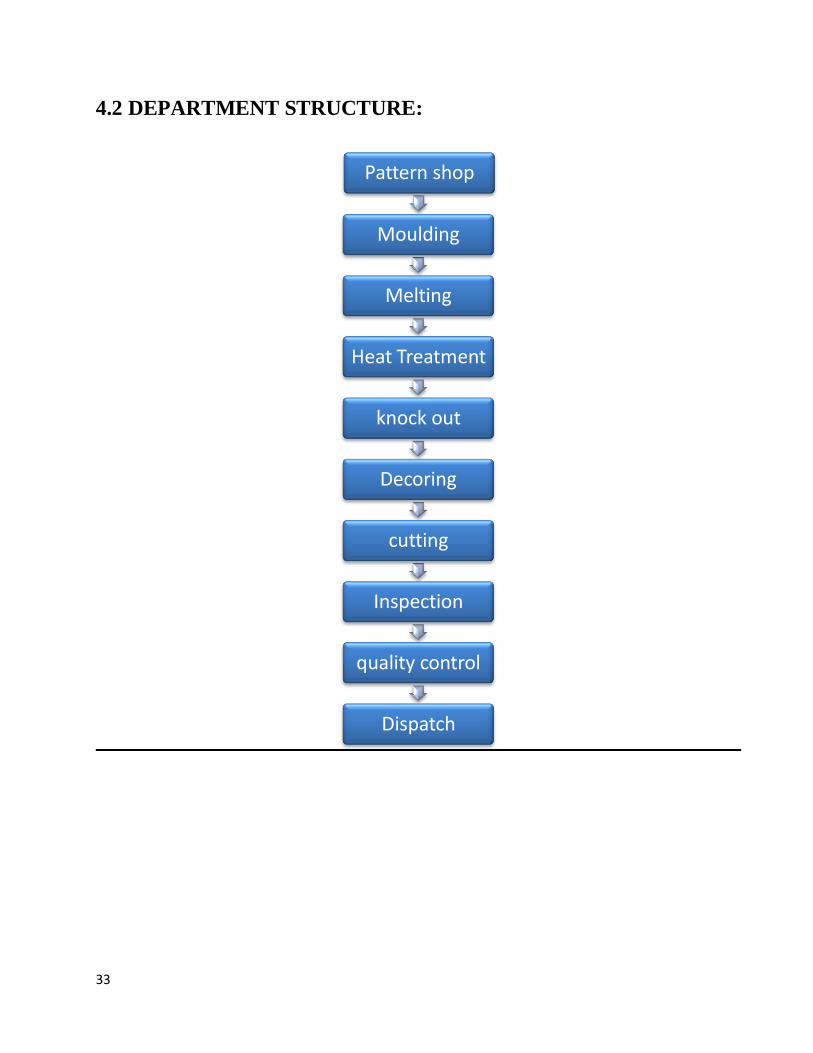
4.2 DEPARTMENT STRUCTURE:
Pattern shop
Moulding
Melting
Heat Treatment
knock out
Decoring
cutting
Inspection
quality control
Dispatch
34
4.3PRODUCTION PROCESS
Design & Development:
The Design lab at Aruna Alloys boasts of the best in breed people, process and
technology to ensure minimal error and rework. The product development and design
department drafts and designs using CAD/CAM before development. Equipped with
Magma for solidification analysis, all simulations adjustments and allowances are made
at design unit.
Melting & Moulding Facilities:
All the 3 plants operate on Medium Frequency Induction Melting Furnaces. Furnaces
ranging from 250 kg, 1 MT, 2MT and 6MT have been installed across the 3 production
facilities. Aruna has strategically positioned the 3 units to cater the wide range of casting
weights for the body and components of valve manufacturers to provide a one-stop shop
for sourcing. As rate of pouring and furnace temperature loss after tapping of metal are
critical to maintain quality, a wide array of furnaces are operated. Depending on the
liquid metal requirement, the plant for pouring is chosen by the product development
team. Currently, we can pour a 6 Ton casting by running the 6MT furnace Dual Track to
tap 12 MT of liquid metal.
The moulding process across the 3 plants is hand moulding Co2-Silicate process. Airset
cores are taken on special cases depending on criticality of the casting. Intensive process
control is being put in place to ensure consistency in the manufacturing process.
Bottom Pouring:
All medium & large size castings weighing from 250 Kgs upto 6500 Kgs are poured
using Bottom Pouring Ladles. There are 15 Ladles in all the 3 units ranging from 250
Kgs to 12,000 Kgs Liquid metal Capacity. The adequate capacity and flexibility in
transporting Liquid metal to the mold helps in planning to tap only sufficient quantity of
35
metal required for pouring. As pouring weight varies based on casting size and pressure
class, a consistent rate of pouring is maintained by using the appropriate Ladle to
manufacture a clean casting. To pour Duplex and Gaseous type of materials, Argon
Purging facilities in the Ladle are provided to inject Argon Gas into the bottom of ladle.
The bottom pour ladles enhance the metal quality, improves the head pressure, and
provides a consistent flow rate with minimal air entrapment due to operator variation.
Small Castings ranging from 5 Kg - 250 Kg in weight are poured using Tea Spout Ladle
to reduce the rate of pouring to avoid erosion of the mould
Test Lab:
The testing units in aruna has the following departments, Physical Testing (including
Universal Testing Machine, Hardness Testing , Impact Testing Machine, Metallurgical
Microscope with Photographic Attachment), Chemical Testing (Optical Emission
Spectrometer: capable of checking 30 elements), Wet Analysis, Radiographic testing etc.
Sand test lab:
Sand is the basic ingredient that helps build the casting quality by reducing inclusions and
gas entrapment during metal pouring and solidification. Effective controls with a strong
sand testing lab have been setup in every foundry facility to test incoming sand and
process sand. Incoming sand is tested for AFS, Clay Content and Loss of Ignition (LOI),
and only accepted material is used for production. In process sand, Permeability,
Moisture and Compression Strength are tested for every batch to ensure consistency in
mould making.
Wet lab:
The incoming material such as alloys and scraps with irregular metal surfaces are
checked for its chemical composition by wet analysis
36
Spectro unit:
Optical Emission Spectrometer . This equipment can check 30 elements including
Nitrogen, Oxygen and Boron in four bases namely Iron Nickel, Cobalt and Copper.
Final Inspection:
The prepared castings are checked for visual, dimensional and invisible defects. Magnetic
particle and dye penetrant tests are also conducted at this station. Weld repairs are carried
out for discovered defects
Dimension Inspection:
All sample castings and random bulk production castings are inspected for dimension
consistency. Wall thickness report is provided to the customer as required for bulk
production castings. Dimensional variations are immediately updated to the patternshop
and process control to make necessary corrective actions. Dimensional inspection area
plays an integral part of casting development for maintaining accuracy in the product
supplied to minimize rework during machining. In order to support the technical
development team, young engineering graduates coordinate the functions in this area.
Magnetic Particle Testing:
Magnetic Particle Testing is 100% performed on Carbon Steel Castings and Low Alloy
Steel Castings to identify cracks, surface discontinuities and sand entrapment in the
surface. Dry, Wet and Fluorescent Method are practiced at Aruna. Magnetic Particle
Testing is done as per customer specification in accessible Areas. If no special mention is
given in the Customer Spec, then Dry method is practiced. Both Yoke and Prod method
are available for testing
37
Pickling & Passivation Facilities:
For all Stainless Steel and Duplex Steel Castings Pickling and Passivation is done to
clean the impurities in the surface. Every unit is setup with own material handling
facilities and buzzer systems to control the pickling and passivation of castings. Material
Handling facilities are provided for each tank to hold the casting during the cleaning
process.
Penetrant Testing:
Penetrant Testing is 100% performed on Stainless Steel, Duplex, Super Duplex and
Nickel Alloy castings. As these materials are non-magnetic, Penetrant Testing is done to
identify Cracks and surface defects. Water Washable and Solvent Removable methods
are practiced at Aruna in all the 3 facilities. Penetrant Testing is done as per customer
specification in accesible areas. As a standard, Water Washable Technique is practiced in
Aruna. Solvent Removable is done if requested in the Customer's inspection
requirements.
Heat Treatment & Fettling:
1. Heat Treatment
Sufficient capacity in Heat Treatment process has been invested to handle the various
customer requirements. A total of 9 Heat Treatment Furnaces in all the 3 Units have been
setup. All the Furnaces are calibrated by 3rd Party according to procedure API 6A
(Appendix H). 5 Electric Furnaces ranging from 1 MT to 3 MT capacity and 4 Oil Fired
Furnaces ranging from 3 MT to 20 MT have been installed. The Furnaces have been
designed to reach high temperatures of up to 1250 Degree Centigrade required for the
High Alloy Steel and Nickel Alloy Steel Grades. 2 Electric Furnaces with Automatic
Quenching facilities have been also installed to maintain process consistency.
38
2. Shot Blasting Machine
Seven Hook-Hanger type shot blasting machines have been installed at the 1st Stage
Fettling and Final Finishing Fettling areas of each plant. Shot blasting capacity ranging
from 500 Kg to 12 MT have been installed to suit each plant's surface quality
requirements. With the diverse range in capacity focused on the casting weight and size
at each plant, Aruna has been able to satisfy customers with excellent surface finish
quality.
3. Grinding & Welding
Electrically operated high speed grinders are used for final finishing of the castings.
Welders are qualified for each grade as per ASME Section IX and EN Standards to
support the up gradation of castings. Careful material handling of welding electrodes is
done to ensure quality of welding.
Despatch & Packing:
Finished products are sorted, tagged, packed and loaded for transportation in this area.
For export customers, un-machined castings are packed into Wooden Crates or Wooden
Boxes depending on the customer's
39
4.4 SAFETY INSTUCTION TO WELDERS :
o Welding shield helmet
o Safety protection gloves
o Safety protection googls
o Safety mask
o Ear plug
o Leg guard.
4.5 RESEARCH AND DEVELOPMENT:
Identify and develop new businesses through conducting market research, demand
forecasts and customer surveys for new businesses/products (up/down stream integration)
in line with vision and long term strategies of ZIIC. Provide necessary information for
preparing full fledge economic feasibility studies.
Enhance the current business by:
Facilitate technology up gradation by identifying industry bench marks in
manufacturing efficiencies and mapping practices against the bench mark.
Identifying the gaps and prioritize areas of immediate improvement. Process re-
engineering is used to align Industry practices with industry best performances.
Improve current process by identifying process capabilities and aligning support
systems to match the process capabilities.
Closely coordinating with the Industrial Engineering Department to ensure the
following are successfully and continuously conducted and implemented:
Facilitate Methods improvement studies: Assist in identifying better methods through
critical analysis & brainstorming for all the critical operations/processes with an overall
objective of improving the productivity of all the resources.
40
4.6 PRODUCT LINE
Aruna has adequate infrastructure and technical capability to manufacture
value and engineering casting in critical material A grade.value casting include bonnets
and wedges for
Gate value
Global value
Check value
Plug value
Ball value
Butterfly value
Control value
FACTS
o Eyes examination conducted for all quality control personal
o Level production plan
o All employees are covered under various social security scheme.
o Clear inspection for inprocess and final inspection
o Measuring and monitoring equipment are calibrated periodically to ensure
the accuracy
41
5.FINANCE DEPARTMENT :
5.1 OBJECTIVES:
o To know about finance department
o To know about current analysis
o To keep the record on time
o To analysis profit
5.2 DEPARTMENT
a. Bank payment department
b. Export - Cash in flow department
c. Payable- outflow
d. Payable department
e. Import
f. Bill of lading
g. Sales tax department
h. Accounts finalization department
5.3 REGULAR ACTIVITIES:
The following are the regular activities carried out by the financial department in
the company:
It is responsible for preparation of cash flow and monitoring the inflow and
outflow of cash.
It also prepares financial budgets in line with the annual business plan.
It is adopting management plan to reduce interest cost by proper source of finance.
42
5.4 FINANCE DEPARTMENT STRUCTURE
43
5.5 FINANCE DEPARTMENT
In company, accounting systems include computers, highly trained
personnel, and accounting reports that affect the daily operations of every department.
But in every case, the basic purpose of the accounting system remains the same: to meet
the organization’s needs for information as efficiently as possible.
An accounting system consists of the personnel, procedures, technology,
and records used by an organization (1) to develop accounting information and (2) to
communicate this information to decision makers. The design and capabilities of these
systems vary greatly from one organization to another.
Many factors affect the structure of the accounting system within a particular
organization. Among the most important are (1) the company’s needs for accounting
information and (2) the resources available for operation of the system.
The finance manager has to deal mainly with the 4 A’s. They are following as:
Anticipation of fund (i.e. capitalization)
Acquisition of fund (i.e. raising of funds)
Allocation of fund (i.e. investment decision)
Assessment of fund (i.e. evaluation of financial activities)
5.6 INTEGRATION WITH OTHER DEPARTMENT:
After the manufacturing of the product it will market or send to the consumer. So
it mainly depends on the production and marketing department. If any material purchase
for the production, the store keeper must file bills periodically. After the contract is over,
all financial transaction must be entered genuine in the transaction book. So it will lead to
profit of the company. Company objectives will be achieved through this department
only.
44
5.7 CASH MANAGEMENT SYSTEM:
Efficient cash management processes are pre-requisites to execute payments,
collect receivables and manage liquidity. Managing the channels of collections, payments
and accounting information efficiently becomes imperative with growth in business
transaction volumes. This includes enabling greater connectivity to internal corporate
systems, expanding the scope of cash management services to include “full-cycle”
processes (i.e., from purchase order to reconciliation) via ecommerce, or cash
management services targeted at the needs of specific customer segments. Cost
optimization and value-add services are customer demands that necessitate the creation of
a mechanism to service the various customer groups.
Banks are increasingly becoming innovative and anticipating the needs of
corporate towards standardization, ERP integration, reconciliation, real-time reporting,
providing an end-to-end view of cash management value chain besides offering the
ability to reach and be reached by their own customers. The mounting pressure from
competitors forces the Banks to look for an Information Technology vendor who can
offer better solutions and services in Cash Management.
5.8 CREDIT MANAGEMENT SYSTEM:
As competition grows across all markets, there is increasing pressure to make
effective decisions at every stage of the credit lifecycle - new business, customer
management and debt collection. Credit management is the process for controlling and
collecting payments from customers. A good credit management system will help to
reduce the amount of capital tied up with debtors and minimize company exposure to bad
debts. Good credit management is vital to company cash flow.
.
45
6.MARKETING DEPARTMENT :
In marketing department activity like market research,latest market trends and
technology for its product ,exploring new market ,planning and implementing a
marketing strategy,developing creative advertisement campaign and promotional
literatures, selecting through various appropriate media ,public relation activities and
organizing exhibitions ,seminars etc,ensuring to accomplish the company vision and
mission goals
6.1 DISTRIBUTION STRATEGY:
These consumers can be classified into three major groups they are
1)Government
2)Retailer
3) Private sector consumers
To cater to the needs of all its consumers, the company does both (B to B selling) and
retail outlets (B to C selling). Bulk orders come under direct selling and small order from
retail outlets.
Aruna steel has selected 28 distributors in different location across India. Every
distributor is given 2 days training session, after which they become confident about the
product and learn how to differentiate its product from its competitor product. Aggressive
distribution strategy needs to be adopted for covering large rural area. Distributors keep
active sales force to cover all the retailers in their geographical area.
Within the Distribution category, the business is categorized as OE or Retail, based on
whether the customer is serviced directly, or through the Retail / Distribution network. In
OE, there are sub-segments like OEM distribution, and in Retail sub-segments like
GC/GP retail distribution, CR retail distribution, and geographic segmentation.
46
In OEM distribution, the customers specify the grade of steel that they require and the
company takes responsibility to supply them the same grade of steel in the agreed cut to
size condition. In retail distribution, companies maintain stocks of material for feeding its
retail chain and provide Value for money products.
6.2 SALES FORCE MANAGEMENT:
Sales Force Management is a sub-system of marketing management. It is Sales
Management that translates the marketing plan into marketing performance. That is why
sales force management is sometimes described as the muscle behind the marketing
management. Actually sales force management does much more than serving as the
muscle behind marketing management. Sales managers in modern organization are
required to be customer-oriented and profit-directed and perform several tasks besides
setting and achieving personal selling goals of the firm
47
7.SWOT ANALYSIS :
STRENGTH:
Over 80 years of experience in manufacturing and marketing steels of various size
and application
Comprehensive range of product
Excellencent company
Commitment to technical
WEAKNESS :
No scheme for end user
Higher cost as a result of excise duty and other tax
OPPOURTUNITIES:
Significant growth in demand in both agricultural and domestic sector
Increasing important of industry sector
Increasing demand for high quality
THREATS :
Growing competition
No entry barriers
Increase global competition due to the reduction of customer duties on steel
48
CHAPTER 3
49
OBSERVATION :
Observation in Human resource Department
Every employee must have state bank account and compulsory.
Every month 3rd
week Wednesday review to RR
Punctuality is maintained strictly
2time warning ,3rd
time notice,more than dismiss
In the worker side only they are recruiting women workers, but in the
administration they are not selecting women employees. The following are
the reasons told by the company,
Lack of attendance.
Decrease in efficiency.
If medical leave means want to go with medical fitness certificate…
In the company, employees are maintaining the 7s kaizen to increase the
productivity and there is the better co-ordination in the company with the
various department.
Real time training must be given to the employees to increase the
productivity of the company ,in purchase department all working sincerely
and hardworking persons.
In the production department the company implementing the Kaizen 7s technique.
The productivity depends only on the man power. Company is working to achieve
their mission. They are using inventory management system for storing the goods
such as raw materials of cotton, spare parts for the machines. They are arranging
the inventory in the alphabetic manner, so all people can retrieve the inventory
easily. Ware house are free dust and they are keeping environment neatly.
Company is in the good financial position and it running profitable while
comparing with other competitors.
If the product sells in the local market, it can earn more profit than now
Company will have contract with other parties, manufacturing product depending
upon the contract only. Price will be quoted by the consumer itself. After
50
manufacturing of the product, it will be packed and sent to the consumer i.e.
contracted company
Company is giving training for the employees who are new to the concern. They
are giving one week indication training for those employees with their salaries. If
any accident happens to employees they are doing first aid in the company itself,
further they are providing treatment to the hospital which is situated inside the
company itself.
If any disputes among the employees, it will be solved by the human resource
department. They are using biometric system for their attendance. Amount will be
credited after the delivery of the goods by the contracted company. Quality of the
product will be achieved through producing standardized product which will
satisfy consumer needs.
Presentation make a person towards effectively but also give opportunity to the
fresher who process and skills.
51
SUGGESTIONS
Company can reduce work pressure
The company should arrange counseling program for employees
Employee working hard heavily leave them for break atleast for few minutes
Employee saying food are ok but not good.
CONCLUSION
In this summer training ARUNA ALLOY STEELS PVT LTD ,I learned a
lot and I am the responsible for the work which company gave me for 1month training
really helpful for my carrier . Function of the various department company never fails to
create healthy atmosphere for employee. The working persons are working hardly and
sincerely .and also satisfied ..Each and every employee having good contact, and
relationship and communication with each and every employees .All the employee must
wear ID card ,uniform and shoes neat and clean and in the production department
workers must wear helmet.every one must report the attendance through the machines.
from this I learned punctuality.

52

53
Related Documents











