Materials Science and Engineering A 454–455 (2007) 673–678 Short communication Tensile properties of peak aged 7055 aluminum alloy extrusions Chandan Mondal, A.K. Mukhopadhyay ∗ , T. Raghu, V.K. Varma Defence Metallurgical Research Laboratory, Kanchanbagh, Hyderabad 500058, Andhra Pradesh, India Received 28 June 2006; received in revised form 17 October 2006; accepted 18 October 2006 Abstract In 7055 aluminum alloy, the optimization of alloy composition, extrusion processing parameters and peak aging treatment results in reproducible, minimum tensile properties of 0.2% P.S. = 724 MPa, UTS = 745 MPa and elongation = 12.6%. © 2006 Elsevier B.V. All rights reserved. Keywords: 7055 Aluminum alloy; Tensile properties; Elongation 1. Introduction High strength aluminum–zinc–magnesium–copper–zir- conium base AA 7055 alloy [having the composition (wt%) range of (7.6–8.4) zinc–(1.8–2.3) magnesium–(2.0–2.6) copper–(0.08–0.25) zirconium and balance aluminum], devel- oped by ALCOA in the early 1990s, finds applications as the upper wing structural material in Boeing 777 aircraft [1]. This alloy is produced in the form of both plates and extrusions. The processing details of the alloy are, however, not available in the literature. The present work focuses on the extrusion processing of this alloy. In a recent article [2], it was shown that the influence of commercially viable homogenization treatments could be most effective while using the alloy 7055 with copper and magne- sium at its lower limits of the composition range. Subsequent mechanical processing by extrusion was, therefore, planned on the aluminum alloy 7055 with copper and magnesium contents not exceeding their lower limits. It is the purpose of this com- munication to report that optimization of extrusion processing parameters and aging heat treatments could give rise to attrac- tive combination of high strength and ductility in the resultant peak aged extrusions of alloy 7055 having such copper and magnesium contents. ∗ Corresponding author. Tel.: +91 40 24340123; fax: +91 40 24340683. E-mail address: ashim [email protected] (A.K. Mukhopadhyay). 2. Experimental procedure The 7055 aluminum alloy used in the present investiga- tion has the composition (wt%) of aluminum–8.2 zinc–1.8 magnesium–2.0 copper–0.15 zirconium–0.07 iron–0.04 silicon. Iron and silicon impurities were associated with the primary aluminum that was used to prepare the alloy. The zinc is kept on the higher side of the alloy composition range, because, zinc is understood to be the major alloying element influencing the strength properties of these alloys [1]. While, the cop- per and magnesium are kept at their lower limits in order to allow the alloy to get substantially homogenized using the com- mercially viable homogenization treatment developed for such high zinc alloys [2,3]. The slightly higher zirconium content of 0.15% was utilized in the alloy in order to keep the percentage recrystallization a minimum in the fully heat treated wrought products. The alloy was prepared via ingot metallurgical route and cast into tapered cylindrical mild steel mould of dimension Ø (95–105) mm × 270 mm. The as-cast ingots were homogenized at 450 ◦ C for 40 h, scalped and machined to produce 74 mm diameter cylindrical billets for subsequent extrusion process- ing. Extrusion was performed in a direct mode on a 1500 T PAHNKE press having a container diameter of 75mm. Billets were preheated at the desired temperatures in an air circu- lating furnace and the electrically heated press container was maintained at 50 ◦ C below the initial billet temperatures (IBT). Initial billet temperature ranged from 380 to 420 ◦ C, extru- sion ram speed ranged from 1 to 15 mm s −1 and the round bar extrusion ratio varied from 10:1 to 40:1. Following the 0921-5093/$ – see front matter © 2006 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2006.10.138

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

A
m©
K
1
crcouaplo
cesmtnmptpm
(
0d
Materials Science and Engineering A 454–455 (2007) 673–678
Short communication
Tensile properties of peak aged 7055 aluminum alloy extrusions
Chandan Mondal, A.K. Mukhopadhyay ∗, T. Raghu, V.K. VarmaDefence Metallurgical Research Laboratory, Kanchanbagh, Hyderabad 500058, Andhra Pradesh, India
Received 28 June 2006; received in revised form 17 October 2006; accepted 18 October 2006
bstract
In 7055 aluminum alloy, the optimization of alloy composition, extrusion processing parameters and peak aging treatment results in reproducible,inimum tensile properties of 0.2% P.S. = 724 MPa, UTS = 745 MPa and elongation = 12.6%. 2006 Elsevier B.V. All rights reserved.
2
tmIaoztpamh0rp
c(adiP
eywords: 7055 Aluminum alloy; Tensile properties; Elongation
. Introduction
High strength aluminum–zinc–magnesium–copper–zir-onium base AA 7055 alloy [having the composition (wt%)ange of (7.6–8.4) zinc–(1.8–2.3) magnesium–(2.0–2.6)opper–(0.08–0.25) zirconium and balance aluminum], devel-ped by ALCOA in the early 1990s, finds applications as thepper wing structural material in Boeing 777 aircraft [1]. Thislloy is produced in the form of both plates and extrusions. Therocessing details of the alloy are, however, not available in theiterature. The present work focuses on the extrusion processingf this alloy.
In a recent article [2], it was shown that the influence ofommercially viable homogenization treatments could be mostffective while using the alloy 7055 with copper and magne-ium at its lower limits of the composition range. Subsequentechanical processing by extrusion was, therefore, planned on
he aluminum alloy 7055 with copper and magnesium contentsot exceeding their lower limits. It is the purpose of this com-unication to report that optimization of extrusion processing
arameters and aging heat treatments could give rise to attrac-ive combination of high strength and ductility in the resultanteak aged extrusions of alloy 7055 having such copper andagnesium contents.
∗ Corresponding author. Tel.: +91 40 24340123; fax: +91 40 24340683.E-mail address: ashim [email protected]
A.K. Mukhopadhyay).
wlmIsb
921-5093/$ – see front matter © 2006 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2006.10.138
. Experimental procedure
The 7055 aluminum alloy used in the present investiga-ion has the composition (wt%) of aluminum–8.2 zinc–1.8
agnesium–2.0 copper–0.15 zirconium–0.07 iron–0.04 silicon.ron and silicon impurities were associated with the primaryluminum that was used to prepare the alloy. The zinc is keptn the higher side of the alloy composition range, because,inc is understood to be the major alloying element influencinghe strength properties of these alloys [1]. While, the cop-er and magnesium are kept at their lower limits in order tollow the alloy to get substantially homogenized using the com-ercially viable homogenization treatment developed for such
igh zinc alloys [2,3]. The slightly higher zirconium content of.15% was utilized in the alloy in order to keep the percentageecrystallization a minimum in the fully heat treated wroughtroducts.
The alloy was prepared via ingot metallurgical route andast into tapered cylindrical mild steel mould of dimension Ø95–105) mm × 270 mm. The as-cast ingots were homogenizedt 450 ◦C for 40 h, scalped and machined to produce 74 mmiameter cylindrical billets for subsequent extrusion process-ng. Extrusion was performed in a direct mode on a 1500 TAHNKE press having a container diameter of 75 mm. Billetsere preheated at the desired temperatures in an air circu-
ating furnace and the electrically heated press container was
aintained at 50 ◦C below the initial billet temperatures (IBT).nitial billet temperature ranged from 380 to 420 ◦C, extru-ion ram speed ranged from 1 to 15 mm s−1 and the roundar extrusion ratio varied from 10:1 to 40:1. Following the

6 d Engineering A 454–455 (2007) 673–678
ci
quats[qi
t(memtoSi−tdalsti
3
3
ocme
Fe
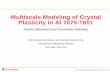
Fig. 2. Extrusion limit diagram showing safe working regions considering dif-ferent initial billet temperature, extrusion ratio and ram speed used in this work.Fully filled symbols indicate regions of defect free extrusions, while, emptysymbols signify regions of unacceptable extrusions. Three different symbolsu2i
osetrsaw
ta4d
74 C. Mondal et al. / Materials Science an
ompletion of each extrusion, the extrudates were quenchedn water.
The extrudates were solution treated at 450 ◦C for 1.5 h,uenched in water at ambient temperature, and peak aged (T6)sing a two-step aging treatment involving 8 h at 100 ◦C and 24 ht 120 ◦C. The reason for the selection of the two-step aging iso obtain reproducible and higher tensile properties in the extru-ions irrespective of the delay between quenching and aging4]. In a separate experiment, following solution treatment anduenching, the extrudates were naturally aged (T4) for 6 weeksn order to examine the natural aging response.
A combination of polarized light microscopy (to examinehe grain structure), transmission electron microscopy (TEM)to examine the precipitate morphology), hardness measure-ent (to monitor the aging response) and tensile testing (to
valuate the tensile properties) was carried out in order to deter-ine the effects of the extrusion processing variables on the heat
reated 7055 aluminum alloy extrusions. TEM was carried outn a PHILIPS EM 430 electron microscope operating at 300 kV.pecimens for TEM were prepared by twin-jet electro-polishing
n a 30% nitric acid and 70% (by volume) methanol solution a35 ◦C. Hardness testing was carried out on a Vicker’s hardness
ester using a 10 kg load. Hardness was measured on the mid-le of the extruded sections. Tensile testing was carried out atmbient temperature on round tensile specimens (25 mm gaugeength) using INSTRON 8500 testing machine at a crossheadpeed of 1.0 mm min−1. In each case of the heat treatments, fiveensile tests were carried out and an average of those test resultss reported here.
. Results and discussion
.1. Extrusion processing
Fig. 1 represents the variation in peak load as functions
f initial billet temperatures and extrusion ratios. The dataould be fitted linearly. The figure shows that the load require-ent increases with decreasing temperature and increasingxtrusion ratios. These data are consistent with the commonly
ig. 1. Variation in peak load as functions of initial billet temperature andxtrusion ratios.
brbctrhstct
3
ge41ttm
sed here represent three different extrusion ratios, viz. (©) for 10:1, (�) for0:1 and (�) for 40:1. Note that the safe working area decreases rapidly withncreasing extrusion ratio and ram speed.
bserved metallurgical events in aluminum alloys, i.e. the pres-ure requirement is more under conditions that give rise toither increased dislocation density and/or reduced disloca-ion mobility [5]. Our studies further showed that the pressureequirement becomes considerably greater at the lowest rampeed of 1 mm s−1. This is attributed to and consistent with rel-tively greater loss of heat from the billet through the containerall at the lowest ram speed.Fig. 2 shows the limit diagram for extrusion processing of
he alloy constructed over the experimental initial billet temper-ture ranging from 380 to 420 ◦C, extrusion ratio from 10:1 to0:1 and the ram speed ranging from 1 to 15 mm s−1. It is evi-ent from the limit diagram that the safe working area (markedy hatched regions) decreases rapidly with increasing extrusionatio and ram speed. The implication is that the alloy coulde extruded using all the three extrusion ratios in the doubleross hatched region, while the alloy could be extruded usinghe extrusion ratios of 10:1 and 20:1 in the single cross hatchedegion and using only the lowest extrusion ratio of 10:1 in theatched region of the limit diagram. Visual examination of theurfaces of the extrudates, produced using extrusion parame-ers not falling within the safe working area, did reveal surfaceracking ranging from badly roughened ‘snake-skin structure’o ‘fir-tree appearance’ [6].
.2. As-extruded and heat treated grain structure
Fig. 3(a–c) shows the optical micrographs representing therain structure developed in the middle portions of the as-xtruded materials produced using initial billet temperature of20 ◦C, ram speed of 3 mm s−1 and extrusion ratios varying from
0:1 to 40:1, respectively. The micrographs revealed unrecrys-allized grain structure, while the grain width become smaller ashe extrusion ratio increased as a result of the increased defor-ation.

C. Mondal et al. / Materials Science and Engineering A 454–455 (2007) 673–678 675
Fig. 3. Optical micrographs representing grain structure developed at the centerof the as-extruded materials produced using initial billet temperature of 420 ◦C,ram speed of 3 mm s−1 and extrusion ratios of: (a) 10:1, (b) 20:1 and (c) 40:1.N
tpouitwir
Fig. 4. Optical micrographs representing grain structure developed at the centerof the peak aged extrusions produced using initial billet temperature of 420 ◦C,rN
3
ttptb
ote that the grain structure is unrecrystallized.
The optical micrographs representing the grain structure ofhe peak aged extrusions produced using the same extrusionarameters are shown in Fig. 4(a–c). Fig. 4 points out the onsetf static recrystallization upon solution treatment, and the fig-re reveals that the volume fraction of the recrystallized grainsncreases marginally with the extrusion ratio. Our studies fur-
her showed that the percentage recrystallized does not increaseith decreasing initial billet temperature, and that the increas-ng ram speed tends to enhance the occurrence of the staticecrystallization.
ofi4
am speed of 3 mm s−1 and extrusion ratios of: (a) 10:1, (b) 20:1 and (c) 40:1.ote that the grain structure is partially recrystallized in (c).
.3. Heat treated tensile properties
The variation in longitudinal (along the extrusion direction)ensile properties of 7055 aluminum alloy extrusions in the solu-ion treated, quenched and naturally aged for 6 weeks (T4), andeak aged (T6) conditions is shown in Figs. 5 and 6, respec-ively. The tensile properties are presented as functions of initialillet temperatures, extrusion ratios and a constant ram speed
f 3 mm s−1. The noticeable features in the tensile propertiesor both T4 and T6 conditions are that (1) the strength is max-mum due to the combination of initial billet temperature of20 ◦C and extrusion ratio of 20:1, (2) the strength increases
676 C. Mondal et al. / Materials Science and Engineering A 454–455 (2007) 673–678
Fi
aeeittpiid
et[a
Fi
wagoTwpstgtos
ig. 5. Longitudinal tensile properties of 7055 T4 extrusions as functions ofnitial billet temperatures, extrusion ratios and a constant ram speed of 3 mm s−1.
lmost linearly with increasing initial billet temperatures forxtrusions produced at the extrusion ratio of 20:1 and (3) for thextrusions produced at the extrusion ratio of 40:1, the strengthnitially decreases with increasing initial billet temperature upo 400 ◦C, but then increases with further increase in the ini-ial billet temperature. On the other hand, the variation in theercent elongation values as functions of the extrusion process-ng variables are not that considerable, except when the alloys extruded at an extrusion ratio of 40:1 and the correspondinguctility values are registered maximum.
The trends in the variation of tensile properties could be
xplained by a combination of: (1) increased solutionizing (ofhe coarse alloy phases based on � [Mg(Zn, Al, Cu)2] and TAl2Mg3(Zn, Cu)3] [2]) with increasing initial billet temper-tures and extrusion ratios, and (2) increased recrystallizationcttH
ig. 6. Longitudinal tensile properties of 7055 T6 extrusions as functions ofnitial billet temperatures, extrusion ratios and a constant ram speed of 3 mm s−1.
ith extrusion ratios beyond 20:1. This could be substantiateds follows. Fig. 7(a) represents a transmission electron micro-raph obtained from the peak aged extrusion produced using IBTf 380 ◦C, extrusion ratio of 20:1 and ram speed of 3 mm s−1.he noticeable feature of the micrograph is the (i) presence ofell developed subgrain structure and (ii) the presence of coarsearticles (a couple marked by arrows) that could not be dis-olved using the solution treatment schedule employed duringhis work. Fig. 7(b) represents a transmission electron micro-raph obtained from the peak aged extrusion produced usinghe same extrusion ratio and ram speed, but an increased IBTf 420 ◦C. In addition to an apparent increase in the averageize of the subgrains, the absence of any coarse phase parti-
les is evident in this micrograph. These results point out thathe solutionizing effect is indeed responsible for the increase inhe strength properties of the extrusions with increasing IBT.owever, the strength decreased with increasing percentage of
C. Mondal et al. / Materials Science and Engineering A 454–455 (2007) 673–678 677
Fig. 7. Transmission electron micrographs showing the development of subgrains(p
roiiida
FotBds
tructures in the peak aged extrusion produced using the IBT of: (a) 380 ◦C andb) 420 ◦C and extrusion ratio of 20:1 and ram speed of 3 mm s−1. Note theresence of coarse alloy phase particles (a couple marked by arrows) in (a).
ecrystallization in the alloy. At an extrusion ratio of 40:1, thenset of recrystallization initially decreases the strength withncreasing IBT from 380 to 400 ◦C. On the other hand, a furtherncrease in temperature to 420 ◦C greatly enhances the solution-
zing effect and this in turn overcompensates the loss of strengthue to recrystallization, thus raising the strength level of thelloy. It further appears that any strengthening due to reduc-ig. 8. (a) Bright field transmission electron micrograph showing the presencef fine precipitates within the grains in a peak aged extrusion having the highestensile strength. The image was taken in 〈1 1 2〉Al orientation. (b) SAEDP with
= [1̄ 1 2] obtained from a different region of the same thin foil. (c) Centeredark field image obtained using 2/3〈2 2 0〉Al �′ reflection in the SAEDP in (b)howing numerous, fine �′ precipitate.

678 C. Mondal et al. / Materials Science and Eng
Table 1Tensile properties of selected 7055 T6 extrusions
Processing parameters Room temperature tensile properties
0.2% P.S. UTS (MPa)
1 ◦ −1
24
tth4sn
etu3geriiafttpaatfiss
cpa
4
psuotare1
A
DG
R
[[[
[[5] A.K. Mukhopadhyay, H.M. Flower, T. Sheppard, Mater. Sci. Technol. 6
0:1, 420 C, 3 mm s 683 ± 2 700 ± 30:1, 420 ◦C, 3 mm s−1 725 ± 1 750 ± 50:1, 420 ◦C, 3 mm s−1 696 ± 3 739 ± 2
ion in subgrain size at lower temperatures is out weighed byhe solutionizing effect of higher processing temperatures. Theighest ductility registered for the materials when extruded at0:1 could, on the other hand, be mainly due to the enhancedolutionizing effect that reduces the number density of the voiducleating particles.
Table 1 represents the peak aged tensile properties of selectedxtrusions. Consideration of Fig. 6 and Table 1 points out thathe superior tensile properties of the peak aged alloy producedsing IBT of 420 ◦C, extrusion ratio of 20:1 and ram speed ofmm s−1, i.e. 0.2% P.S. = 725 MPa, UTS = 750 MPa and elon-ation = 12.9%. Fig. 8(a) represents a bright field transmissionlectron micrograph obtained from the peak aged extrusionesponsible for the highest tensile strength. The micrograph wasmaged in 〈1 1 2〉Al orientation. The presence of very fine precip-tates within the grains is evident in Fig. 8(a). Fig. 8(b) represents
selected area electron diffraction pattern (SAEDP) obtainedrom a different region of the same thin foil in a similar orien-ation. The streaking parallel to 〈1 1 1〉Al in Fig. 8(b) is knowno be due to the presence of thin plates of �′ on {1 1 1}Al matrixlanes; the 1/3〈2 2 0〉Al and 2/3〈2 2 0〉Al spots in the SAEDP arelso known to be due to the �′ phase [7]. Fig. 8(c) representscentered dark field image obtained using 2/3〈2 2 0〉Al reflec-
ion due to �′ in the SAEDP. It may be noted that numerous,ne �′ precipitates could be observed in Fig. 8(c). This demon-trates that the peak aged microstructure is dominated by thetrengthening �′ precipitates.
The present work demonstrates that optimization of alloyomposition together with thermal and extrusion processingarameters gives rise to very high tensile properties in the peakged 7055 aluminum alloy extrusions.
[
[
ineering A 454–455 (2007) 673–678
Hardness (VHN, 10 kg)
%Elongation (25 mm GL)
13.0 ± 0.5 194 ± 112.9 ± 0.3 208 ± 314.3 ± 0.2 203 ± 2
. Summary and conclusions
An Al–8.2Zn–1.8Mg–2.0Cu–0.15Zr (in wt%) alloy, encom-assed by the 7055 aluminum alloy composition, could beubjected to a suitable homogenization treatment, and extrudedsing an initial billet temperature of 420 ◦C, extrusion ratiof 20:1 and ram speed of 3 mm/s, and subsequently heatreated to the peak aged (T6) temper involving a two-stepging treatment, i.e. 8 h at 100 ◦C and 24 h at 120 ◦C. Theesultant materials exhibit reproducible, minimum tensile prop-rties of 0.2% P.S. = 724 MPa, UTS = 745 MPa and elongation =2.6%.
cknowledgement
The authors wish to acknowledge the financial support fromefence Research and Development Organization (DRDO),overnment of India.
eferences
1] W. Cassada, J. Liu, J. Staley, Adv. Mater. Processes 12 (2002) 27.2] C. Mondal, A.K. Mukhopadhyay, Mater. Sci. Eng. A 391 (2005) 367.3] A.K. Mukhopadhyay, G.M. Reddy, K.S. Prasad, V.K. Varma, C. Mondal, in:
J.F. Nie, A.J. Morton, B.C. Muddle (Eds.), Proceeding of ICAA 9, Brisbane,Australia, 2004, p. 883.
4] A.K. Mukhopadhyay, Metall. Mater.Trans. A 28A (1997) 2429.
(1990) 611.6] G.E. Dieter, Mechanical Metallurgy, second ed., McGraw-Hill Int. Book
Company, 1981, p. 648.7] J.K. Park, A.J. Ardell, Metall. Mater. Trans. A 14A (1983) 1957.
Related Documents